Guia essencial para dobra de perfis e conformação de tubos
Como transformamos tubos e perfis rígidos em formas precisas usadas nos setores de construção, automotivo e aeroespacial? Este artigo...

Como qualquer forma de deformação plástica, a flexão do tubo é acompanhada de deformação elástica. Quando a carga é removida, as fibras do lado externo da camada neutra de flexão se encurtam devido à recuperação elástica e as fibras do lado interno se alongam, alterando a taxa de flexão e o ângulo de flexão. Esse fenômeno é conhecido como retorno elástico. Há duas formas de retorno elástico, conforme mostrado na Figura 4-25.
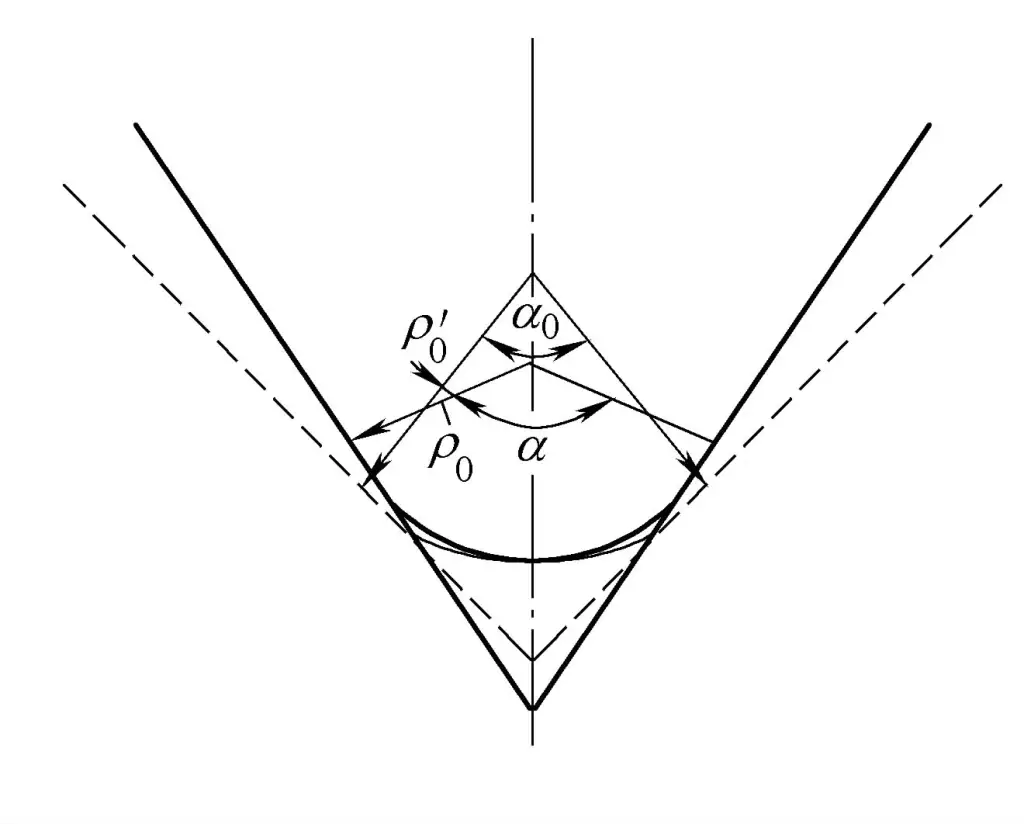
1) A curvatura diminui.
A curvatura diminui de 1/ρ0 antes de descarregar para 1/ρ'0 após o descarregamento.
2) O ângulo de flexão diminui.
O ângulo de flexão diminui de α antes do descarregamento para α 0 após o descarregamento. A magnitude do retorno elástico pode ser calculada pela alteração na curvatura ΔK ou pela alteração no ângulo de flexão Δα (também chamado de ângulo de retorno elástico).
Δα = α - α 0
No processo de flexão, há muitos fatores que afetam a quantidade de retorno elástico, e os principais são os seguintes:
1) As propriedades mecânicas da peça bruta.
Quanto menor o valor de σs /E, ou seja, quanto menor σs e quanto maior o valor de E, menor o valor de retorno elástico Δα.
2) O grau de deformação r/t.
Sob as mesmas condições, quanto menor o r/t, maior o grau de deformação por flexão, a proporção de deformação elástica na deformação total diminui, de modo que o retorno elástico da flexão diminui.
3) Ângulo central de flexão α.
Quanto maior for o ângulo central de flexão α, maior será o comprimento da zona de deformação. Sob as mesmas condições de deformação, a quantidade de deformação por unidade de comprimento diminui. Portanto, quanto maior for o ângulo de flexão α, a proporção de deformação elástica na deformação total aumentará de forma correspondente, e o valor do retorno elástico Δa será maior.
4) Folga da matriz Z.
Maior folga da matriz, maior retorno elástico.
5) Método de flexão.
A quantidade de retorno elástico é pequena no processo de dobragem por tração e a menor no processo de dobragem por pressão.
6) Forma da peça de trabalho e estado da estrutura do material.
Formas complexas, múltiplas trações mútuas resultam em pequeno retorno elástico, grande retorno elástico após o endurecimento por trabalho a frio.
7) Estrutura do molde e tamanho da força de prensagem.
A força de pressão da borda é grande, resultando em uma pequena quantidade de rebote depois que a peça de trabalho é dobrada.
Determinar o valor do ressalto da peça de trabalho é tomar as medidas correspondentes para superar o ressalto, de modo que a peça de trabalho dobrada possa atender aos requisitos de precisão do padrão de design. Os métodos para determinar o valor do ressalto incluem o método de gráfico de pesquisa, o método de tabela de pesquisa e o método de cálculo.
De fato dobramento e conformaçãoPor outro lado, é difícil determinar com precisão a camada neutra durante o processo de flexão dos perfis, o que dificulta o cálculo da recuperação. O cálculo do ressalto da flexão do perfil é muito mais complexo do que o da flexão da placa, portanto, os métodos para calcular o ressalto de curvatura de tubos são todos aproximados e têm uma grande diferença em relação à situação real.
Atualmente, tanto no país quanto no exterior, as pesquisas sobre rebote ainda estão em andamento. Como o rebote envolve muitos fatores e é bastante complexo, atualmente não há uma fórmula de cálculo precisa. Portanto, o controle do valor do rebote geralmente é corrigido com o uso de moldes de diferentes estruturas, corrigidos principalmente durante o teste do molde.
Os métodos para reduzir e evitar o ressalto podem ser divididos em duas categorias principais a partir de uma perspectiva de princípio. A primeira categoria de métodos garante o formato da peça após o ressalto por meio do aumento da deformação. As principais medidas dessa categoria são corrigir o formato do molde, reduzir a curvatura de flexão da peça ou aumentar o ângulo de flexão, de modo que a peça após o ressalto atenda aos requisitos do projeto.
Outra categoria de métodos consiste em reduzir o ressalto alterando a distribuição de tensão da peça deformada e dobrada. Nessa categoria, a medida mais comumente usada é a aplicação de tensão tangencial de tração, tornando uniforme a distribuição de tensão na seção transversal da peça dobrada, reduzindo, assim, a irregularidade da recuperação elástica durante a descarga e reduzindo a quantidade de ressalto.
O ressalto na conformação por flexão é um dos principais fatores que afetam a precisão dimensional e a eficiência da produção de peças. Como a previsão do ressalto está intimamente relacionada a todo o processo de conformação, o problema do ressalto é bastante complexo e é um ponto quente e difícil na pesquisa de curvatura de perfil formação. Muitos acadêmicos nacionais e estrangeiros realizaram pesquisas e discussões aprofundadas.
Atualmente, há vários métodos para lidar com o problema do ressalto na flexão de tubos:
1) Liste a tabela de dados de recuperação com base na experiência.
Por exemplo, vários estaleiros nacionais compraram CNC máquinas de dobrar tubos da empresa americana WALLACE COAST, que usa o conjunto de dados de experiência no sistema de controle para compensação de rebote. Entretanto, devido ao grande erro desse método, a precisão de dobra da máquina de dobra de tubos CNC não é ideal.
2) Use métodos de cálculo teóricos.
Como a situação da força durante a flexão do tubo é muito complexa, é necessário fazer suposições e simplificações durante os cálculos, e as propriedades do material e as condições reais de trabalho são difíceis de prever, até o momento, não foi encontrado nenhum precedente bem-sucedido de uso de fórmulas de cálculo teóricas de recuperação na prática, e é necessário discutir mais a respeito.
3) Nos setores de fabricação de aeronaves e automóveis, o método representado pela empresa americana EATON LEONARD tem sido usado há muitos anos.
Esse método acredita que, embora existam muitos fatores que afetam a recuperação da curvatura do tubo, uma vez que a máquina-ferramenta é ajustada, os parâmetros do processo (raio de curvaturaA relação entre o ângulo de flexão e o ângulo de formação após o rebote é medida sob a condição de flexão de um lote de tubos de material, de modo que o ângulo de giro do braço da máquina de flexão de tubos e o ângulo de formação do tubo podem ser considerados como uma relação linear.
O método consiste em dobrar os tubos a 125° e 22° na máquina de dobrar tubos e, depois que os tubos forem dobrados, colocá-los na máquina de medição de formato de tubo CNC para medir os ângulos de formação reais como 120° e 20°, estabelecendo uma equação de linha reta por meio de dois pontos para obter a relação entre o ângulo de giro do braço da máquina de dobrar tubos e o ângulo de formação necessário do tubo. Esse método tem um bom efeito.
Para resolver o problema de rebote da flexão de tubos, foi realizado o seguinte trabalho:
1) Foi realizado um grande número de experimentos de rebote.
Por meio da realização de experimentos de flexão de tubos sem núcleo e com núcleo de várias especificações em várias máquinas de flexão de tubos e da realização de cálculos de análise de regressão nos dados medidos, sabe-se que o ângulo de flexão α e o ângulo de formação α 0 mudam linearmente, o que é consistente com o cálculo teórico da mudança linear. No entanto, diferentemente, essa linha não passa pela origem, há uma distância de seção C1 conforme mostrado na Figura 4-26.
α = K1 α0 + C1
Na fórmula, K1 é a inclinação de uma linha reta;
C1 é a interceptação de uma linha reta.
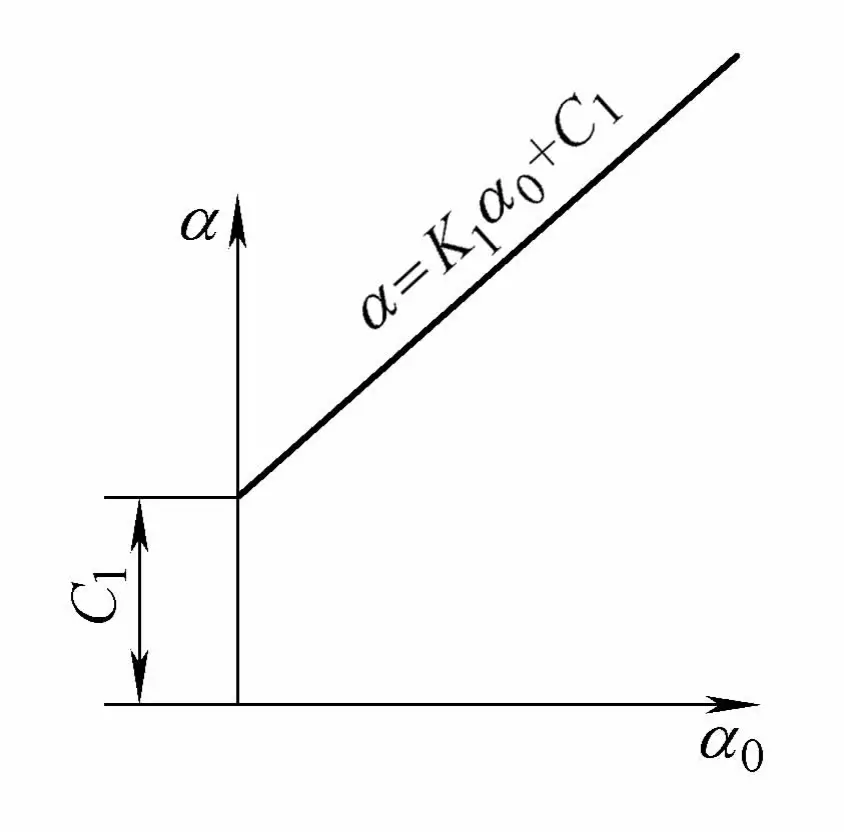
A partir da fórmula acima, pode-se chegar à seguinte conclusão: Para tubos dobrados a partir do mesmo lote de material, dentro da faixa de ângulos de flexão de engenharia, a relação entre o ângulo de flexão α e o ângulo de formação α 0 é sempre uma linha reta que não passa pela origem.
2) Análise teórica do experimento de retorno elástico de flexão de tubo.
Para analisar a exatidão das conclusões do experimento de retorno elástico, foi realizada uma análise de força para as condições de trabalho da máquina de dobragem de tubos e, depois de fazer algumas suposições e simplificações, foi realizada uma grande quantidade de cálculos.
Os resultados dos cálculos mostram que, em uma faixa menor de ângulos de flexão, a relação entre o ângulo de flexão α e o ângulo de formação α 0 é curvo e, depois que o ângulo de flexão é maior que 1, a relação entre o ângulo de flexão α e o ângulo de formação α 0 é linear e segue a mesma tendência da relação linear observada durante o experimento, demonstrando assim a correção das conclusões do experimento de retorno elástico.
Deve-se observar que há uma diferença significativa entre os dois valores, que é causada pelas suposições e simplificações feitas nos cálculos teóricos e pelo fato de que as condições reais de flexão do tubo são muito mais complexas do que as situações calculadas.
Portanto, o trabalho mencionado acima é mais profundo do que os resultados da pesquisa representada pela empresa EATON LEONARD, que considera "a relação entre o ângulo de giro do braço da máquina de curvar tubos e o ângulo de curvatura do tubo como linear".
Em resumo, o melhor método atual para lidar com o problema do retorno elástico da curvatura do material do tubo é: ao curvar um lote de materiais de tubo, dois experimentos de curvatura diferentes (por exemplo, 30° e 90°) podem ser realizados em uma determinada máquina de curvar tubos. Durante o experimento, registre os dois ângulos de giro reais do braço da máquina de curvar tubos α1 , α2 e meça os dois ângulos de formação do tubo α01 , α02 . Em seguida, calcule os coeficientes usando a fórmula abaixo.
K1 = (α 2 - α 1 ) / (α 02 - α 01 )
C1 = α 1 - α 1 (α 2 - α 1 ) / (α 02 - α 01 )
Substituindo as duas fórmulas acima na fórmula de α no experimento de rebote, a equação linear obtida é a regra de rebote para esse lote de material de tubulação.
Depois de dobrar em uma máquina de dobra, o comprimento axial de um tubo de determinado comprimento aumentará, um fenômeno conhecido como alongamento por dobra. O aumento do comprimento axial é chamado de alongamento do tubo. O alongamento por flexão afeta a precisão dimensional das peças. Os métodos usados no passado para resolver esse problema incluem:
1) Uma tabela de dados de alongamento baseada na experiência foi compilada para uso na produção, mas esse método apresenta um grande erro quando usado.
2) Métodos de cálculo relacionados à teoria do alongamento por flexão de tubos. Assim como o rebote, não há atualmente nenhuma fórmula de cálculo teórico que tenha sido usada com sucesso na prática, o que ainda precisa ser discutido.
3) Nos setores de fabricação de aeronaves e automóveis, um método representado pela empresa EATON LEONARD tem sido usado há muitos anos, ou seja, ao medir o ressalto com um perfilador de tubos CNC, a chamada constante de arco é calculada por meio de uma fórmula, que é o comprimento do material usado quando o ângulo de curvatura é de 100°, e também é considerado que o alongamento do tubo é diretamente proporcional ao ângulo de formação.
Para resolver o problema de alongamento da flexão de tubos, foi realizado o seguinte trabalho:
1) Foi realizado um grande número de experimentos de alongamento.
Ao conduzir várias especificações de experimentos de flexão com e sem núcleo em várias máquinas de flexão em cinco estaleiros e realizar cálculos de análise de regressão nos dados obtidos de cada lote de materiais, sabe-se que o alongamento △L tem uma relação linear com o ângulo de formação α' que não passa pela origem. Ou seja:
ΔL = K 2 α'+C 2
Na fórmula,
Por meio da análise de regressão dos dados medidos, o coeficiente de correlação γ está entre 0,97 e 0,99, mostrando uma clara relação linear. Portanto, a seguinte conclusão pode ser tirada: Para tubos do mesmo lote de materiais, dentro da faixa de ângulos de flexão de engenharia, o alongamento ΔL e o ângulo de formação α' têm uma relação linear que não passa pela origem.
2) A verificação de regressão também foi realizada nas tabelas de dados de retorno elástico dos estaleiros relacionados.
Sabe-se, por meio de cálculos empíricos, que o alongamento ΔL e o ângulo de formação α' também têm uma relação linear, com o coeficiente de correlação γ acima de 0,99, indicando uma alta linearidade, mas a interceptação é geralmente pequena.
3) Análise teórica do experimento de alongamento de flexão do tubo.
Para comprovar ainda mais a exatidão das conclusões do experimento de alongamento, foi realizada uma análise de força para as condições de curvatura do tubo do dobrador de tubos e, depois de fazer algumas suposições e simplificações, foi realizada uma grande quantidade de cálculos. Os resultados dos cálculos mostram que, em uma pequena faixa de ângulo de flexão, o alongamento ΔL e o ângulo de formação α' têm uma relação curva; quando o ângulo de flexão é maior que 3°, o alongamento ΔL e o ângulo de formação α' têm uma relação linear.
A parte da relação linear da análise teórica e a tendência da relação linear durante o experimento são as mesmas, o que comprova a exatidão das conclusões do experimento de alongamento de flexão do tubo. Deve-se observar que há uma diferença significativa nos valores entre os dois, o que é causado pelas suposições e simplificações dos cálculos teóricos e pelo fato de as condições reais de flexão do tubo serem muito mais complexas do que as situações calculadas.
A conclusão do estudo de que, para tubos do mesmo lote de materiais, dentro da faixa de ângulos de curvatura de engenharia, o alongamento ΔL e o ângulo de formação α' têm uma relação linear que não passa pela origem, difere da visão tradicionalmente aceita de que o alongamento é diretamente proporcional ao ângulo de formação, sendo que a primeira está mais de acordo com a situação real da curvatura de tubos pelo dobrador de tubos.
Em resumo, a melhor abordagem para o problema de alongamento de flexão de materiais de tubos atualmente deve ser: ao dobrar um lote de materiais de tubos, dois experimentos de flexão com o mesmo comprimento L, mas com curvas diferentes (por exemplo, 30° e 90°) podem ser realizados em um determinado dobrador de tubos. Após o experimento, remova os tubos e meça os dois ângulos de formação reais α' 1 , α' 2 e os comprimentos aumentados dos dois eixos reais do tubo L' 1 , L' 2 e, em seguida, o alongamento pode ser calculado.
ΔL1 = (L1 '-L) ΔL2 = (L2 '-L)
A partir disso, os coeficientes da equação linear relacionada a ΔL podem ser calculados usando as duas fórmulas a seguir.
K 2 = (ΔL 2 -ΔL 1 ) / (α' 2 -α' 1 )
C 2 = ΔL 1 -α' 1 (ΔL 2 -ΔL 1 ) / (α' 2 -α' 1 )
Substituindo as duas equações acima na equação linear sobre ΔL, obtém-se a lei de alongamento desse lote de tubos. O instrumento inteligente de medição de flexão de tubos pode obter essa lei de alongamento de forma conveniente.
Depois que o material do tubo é dobrado e retorna, seu raio de formação R' se torna maior do que o raio do molde R, o que causará a mudança do ponto tangente do tubo. Portanto, ao dobrar tubos, a máquina de dobra deve considerar a mudança do ponto de dobra inicial causada por isso. O método usado pela empresa EATON LEONARD é usar um perfilador de tubos CNC para medir os parâmetros relevantes do retorno elástico e, em seguida, calcular o raio de formação após o retorno elástico com uma fórmula e usar esse raio calculado para corrigir o ponto de flexão inicial.
Ao usar essa fórmula para lidar com o ponto de curvatura inicial, verificou-se que, ao curvar pequenas especificações de tubos (como <3 mm), embora o erro seja maior, ainda é possível usá-la; ao curvar especificações maiores de tubos, o erro é particularmente grande e o efeito não é bom. Isso também se deve à situação muito complexa durante a curvatura do tubo e à dificuldade de prever as propriedades do material e as condições reais de trabalho, o que faz com que a fórmula de cálculo teórico do raio de formação não consiga atender às necessidades reais.
Se o ponto de dobra inicial não for bem administrado, será difícil garantir a precisão da formação da dobra e ocorrerão dificuldades ao implementar o processo de dobra sem margem. Para resolver esse problema, devem ser usados instrumentos de medição modernos.
Tomando uma determinada máquina de dobrar tubos como objeto, o raio de formação de um lote de materiais de tubos após a dobra e o retorno elástico é medido de fato, o que serve como base para lidar com o ponto de dobra inicial no processo. O instrumento inteligente de medição de curvatura de tubos pode obter de forma conveniente o raio de formação do material do tubo após a curvatura e o retorno elástico, e o princípio de cálculo da medição é mostrado na fórmula de cálculo a seguir.
O instrumento inteligente de medição de curvatura de tubos baseia-se principalmente no princípio de curvatura de tubos mencionado acima, especialmente desenvolvido para uso com máquinas de curvatura de tubos CNC. O instrumento consiste em um dispositivo de medição (incluindo mecanismo de medição, sensor de ângulo) e um sistema de microcomputador (incluindo microcomputador, placa de interface). O instrumento tem alta precisão, com um ângulo de 0,1° e um comprimento de 0,25 mm.
O mecanismo de medição do instrumento é um mecanismo planar de quatro barras, conforme mostrado na Figura 4-27, com um sensor de ângulo instalado nos nós a, b e c, que pode medir o ângulo entre duas hastes adjacentes. Os cabeçotes de medição em d e e são planos, portanto, durante a medição, as hastes ad e be podem ser perpendiculares à seção de tubo reto do tubo dghe.
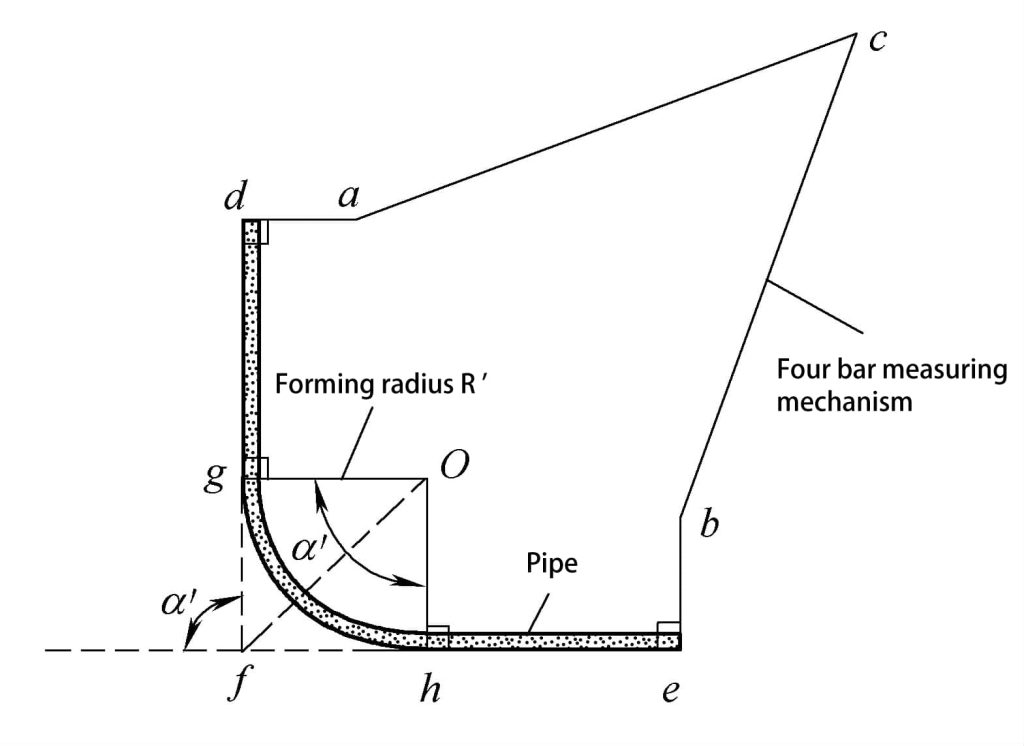
Os comprimentos de cada haste no mecanismo planar de quatro barras são conhecidos, de modo que os parâmetros geométricos relevantes do tubo podem ser medidos e calculados. O método é o seguinte:
1) Com base nas condições conhecidas do mecanismo e no ângulo medido pelo sensor de ângulo, o ângulo de formação α' do tubo pode ser calculado.
2) Com base nas condições conhecidas do mecanismo e no ângulo medido pelo sensor de ângulo, as distâncias df e fe dos pontos de interseção do eixo do tubo reto podem ser calculadas.
3) Quando a distância dg do ponto de flexão inicial do tubo de encaixe é conhecido, o raio de formação real R' pode ser calculado posteriormente.
R'=O g = (df-dg) / tan(α'/2)
4) O comprimento L' do eixo do tubo pode ser calculado posteriormente.
L’=df+fe-2R’tan(α’/2) +πR’α’/180
Com base nos princípios e fórmulas acima, é necessário apenas dobrar duas peças de teste com o mesmo comprimento L e pontos de dobra iniciais nas distâncias d e g, respectivamente, no dobrador de tubos em ângulos predeterminados (H 1 =30°, H=90°), remova-os e meça com um instrumento inteligente de medição de curvatura de tubos, que pode concluir automaticamente a medição real e imprimir o padrão de variação de rebote, o padrão de variação de alongamento e o raio formado após o rebote de diferentes materiais metálicos e modelos de tubos.
Se o formato do tubo da peça de trabalho for fornecido, o instrumento também poderá fornecer os dados de corte para dobrar sem tolerância e poderá fornecer o programa de processamento para o dobrador de tubos CNC, incluindo a correção do ponto inicial e a compensação de rebote (o instrumento também tem a função de medir o formato do tubo). Os dados fornecidos pelo instrumento não apenas melhoram muito a precisão da conformação do dobrador de tubos CNC, mas também promovem o progresso tecnológico, atingindo o objetivo de reduzir a intensidade da mão de obra, economizar aço e melhorar a eficiência da produção.
O grau de deformação por flexão do material do tubo depende dos valores do raio de flexão relativo R/D e da espessura relativa t/D (R é o raio de curvatura da camada central da seção transversal do material do tubo, D é o diâmetro externo do material do tubo, t é a espessura da parede do material do tubo). Quanto menores forem os valores de R/D e t/D, maior será o grau de deformação por flexão, a parede externa da camada neutra de flexão se tornará excessivamente fina, podendo até mesmo levar à ruptura; a parede mais interna ficará mais espessa, tornando-se instável e enrugada.
Ao mesmo tempo, à medida que o grau de deformação aumenta, a distorção da seção transversal (achatamento) também se torna mais grave. Portanto, para garantir a qualidade de formação do material do tubo, é necessário controlar o grau de deformação dentro de uma faixa permitida. O grau de deformação permitido para dobrar o material do tubo é chamado de limite de formação de dobra. O limite de formação de dobra do material do tubo depende não apenas das propriedades mecânicas do material e do método de dobra, mas também dos requisitos de uso dos acessórios para tubos.
Para peças dobradas de uso geral, a condição para definir o limite de formação é que a tensão máxima de alongamento ε máximo produzida na posição mais distante da camada neutra na seção externa da área de deformação por flexão não deve exceder o valor limite permitido pela plasticidade do material.
Sob a condição de que a camada da superfície externa fora da área de deformação da flexão do encaixe do tubo não rache, o raio de flexão limite r min que pode ser dobrado no lado interno da peça é usado como o limite de formação da dobra do encaixe do tubo. r min está relacionado às propriedades mecânicas do material, ao tamanho da estrutura do encaixe do tubo, ao método de processamento de dobra e a outros fatores.
O raio de curvatura mínimo para diferentes métodos de processamento de curvatura é mostrado na Tabela 4-6.
Tabela 4-6 Raio de curvatura mínimo para curvatura de tubos (unidade: mm)
| Métodos de dobra | Raio mínimo de curvatura (rmin) |
| Dobra por prensa | (3~5)D |
| Dobra de envoltório | (2~2.5)D |
| Dobramento de rolos | 6D |
| Flexão por pressão | (2.5~3)D |
Observação: D é o diâmetro externo do tubo.
O raio de curvatura mínimo para tubos de aço e tubos de alumínio é mostrado na Tabela 4-7.
Tabela 4-7 Raio de curvatura mínimo para tubos de aço e tubos de alumínio (unidade: mm)
| Diâmetro externo do tubo | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
| Raio de curvatura mínimo rmin | 8 | 12 | 16 | 20 | 28 | 32 | 40 | 45 | 50 | 56 |
| Diâmetro externo do tubo | 24 | 28 | 30 | 32 | 35 | 38 | 40 | 44 | 48 | 50 |
| Raio de curvatura mínimo rmin | 68 | 84 | 90 | 96 | 105 | 114 | 120 | 132 | 144 | 150 |