Entendendo o aço inoxidável: Vantagens, desvantagens e comparações
Imagine um mundo sem o toque brilhante e robusto do aço inoxidável - isso é quase impossível. Desde os garfos em nossas cozinhas até...
A soldagem TIG, conhecida por sua precisão e versatilidade, é um elemento básico no mundo da fabricação de metais. No entanto, ela vem com seu próprio conjunto de desafios e benefícios que todo soldador deve enfrentar. Você já se perguntou por que a soldagem TIG tende a ser mais lenta do que a MIG ou como gerenciar o calor de forma eficaz para evitar o superaquecimento? Essas perguntas são cruciais para obter soldas de alta qualidade e manter a eficiência em seus projetos. Neste artigo, vamos nos aprofundar nos meandros da soldagem TIG, explorando suas vantagens, como controle superior e soldas limpas, juntamente com suas desvantagens, como o processo mais lento e os requisitos de maior habilidade. Ao compreender essas facetas, você estará mais bem equipado para determinar quando e como usar a soldagem TIG em todo o seu potencial. Está curioso para saber como lidar com chapas de aço grossas ou otimizar suas técnicas de gerenciamento de calor? Continue lendo para descobrir as soluções que podem melhorar sua proficiência em soldagem.
A soldagem TIG (Tungsten Inert Gas), ou soldagem a arco de tungstênio a gás (GTAW), usa um eletrodo de tungstênio não consumível para criar a solda. O processo depende de um gás de proteção inerte, normalmente argônio, para proteger a área de solda da contaminação atmosférica. A soldagem TIG é conhecida por sua precisão e capacidade de produzir soldas de alta qualidade em uma variedade de metais, o que a torna a escolha preferida para aplicações que exigem soldas fortes, limpas e esteticamente agradáveis.
A tocha TIG é um componente essencial da configuração de soldagem TIG. Ela abriga o eletrodo de tungstênio e fornece os meios para controlar o arco de soldagem. A tocha foi projetada para ser leve e ergonômica, permitindo que o soldador a manobre com facilidade e mantenha a mão firme durante o processo de soldagem. A tocha também incorpora um sistema de resfriamento, geralmente usando água ou ar, para evitar o superaquecimento durante o uso prolongado.
O gás de proteção, normalmente argônio puro, desempenha um papel fundamental na soldagem TIG, protegendo o banho de solda da oxidação e de outros contaminantes atmosféricos e produzindo arcos estáveis. Em alguns casos, misturas de argônio e hélio podem ser usadas para melhorar a penetração da solda e a transferência de calor, especialmente quando se trabalha com materiais mais espessos ou ligas metálicas específicas.
A preparação adequada da superfície é crucial para soldas TIG de alta qualidade, exigindo a limpeza das superfícies metálicas para remover contaminantes como óleo, graxa, sujeira e camadas de óxido. Na soldagem de alumínio, a remoção da camada de óxido é particularmente importante, pois ela pode interferir na qualidade da solda. Técnicas como escovação, limpeza química e esmerilhamento são comumente empregadas para garantir uma superfície limpa antes do início da soldagem.
Graças à sua versatilidade e precisão, a soldagem TIG é amplamente utilizada em muitos setores, inclusive:
O superaquecimento durante a soldagem TIG pode levar a vários problemas, como descoloração do metal, fragilidade e defeitos de soldagem. O controle eficaz do calor é fundamental para evitar esses problemas e garantir soldas de alta qualidade.
O controle de calor na soldagem TIG é fundamental para manter a integridade da solda e as propriedades do material de base. O gerenciamento adequado do calor evita o superaquecimento, que pode enfraquecer a solda e causar empenamento, especialmente em materiais finos.
Várias técnicas podem ser empregadas para gerenciar o calor de forma eficaz durante a soldagem TIG:
O pedal é uma ferramenta essencial para controlar o calor durante a soldagem TIG. O uso adequado do pedal permite que os soldadores ajustem o fluxo de corrente dinamicamente, fornecendo controle preciso sobre a entrada de calor.
A soldagem TIG é mais lenta do que outros métodos, como MIG ou soldagem com vareta, devido à sua precisão e controle meticuloso, o que pode levar a custos de mão de obra mais altos.
A alta precisão da soldagem TIG exige a manipulação cuidadosa da tocha e do material de enchimento, o que geralmente resulta em um progresso mais lento. Cada solda deve ser cuidadosamente monitorada para garantir a qualidade, o que pode consumir muito tempo.
Para equilibrar precisão e velocidade, considere as seguintes estratégias:
Os defeitos de soldagem podem comprometer a integridade e a aparência da solda. Os defeitos comuns na soldagem TIG incluem crateras de solda, rachaduras e contaminação.
Os defeitos comuns na soldagem TIG incluem crateras de solda, rachaduras e contaminação. Para evitar esses defeitos, reduza gradualmente a corrente antes de interromper o arco para evitar crateras, controle as taxas de resfriamento para evitar rachaduras e limpe bem as superfícies para evitar contaminação.
Ao comparar os gases de proteção para a soldagem TIG, é essencial compreender as características e as aplicações do argônio puro e das misturas argônio-hélio para otimizar o desempenho da soldagem.
O argônio puro é a escolha padrão para a maioria das aplicações de soldagem TIG, incluindo alumínio, aço inoxidável e aço carbono.
Vantagens:
Desvantagens:
As misturas de argônio e hélio são frequentemente usadas para aprimorar o processo de soldagem, especialmente quando se trabalha com materiais mais espessos ou ligas metálicas específicas.
Índices comuns:
Vantagens:
Desvantagens:
Argônio puro:
Misturas de argônio e hélio:
Ao escolher entre argônio puro e misturas de argônio e hélio, o custo é um fator importante. Embora o argônio puro seja mais acessível, as misturas de argônio e hélio, apesar de serem mais caras, oferecem benefícios de desempenho que podem justificar o custo adicional em aplicações específicas. Os profissionais de soldagem devem avaliar as compensações entre custo e desempenho com base na espessura do material, na qualidade de solda desejada e nos requisitos do projeto.
Compreender as propriedades exclusivas do alumínio e do aço é fundamental para uma soldagem TIG eficaz, pois influencia diretamente as técnicas de soldagem usadas para cada metal.
Alumínio:
Aço:
A soldagem de metais finos exige precisão e habilidade para evitar armadilhas comuns, como empenamento e queima.
Técnicas para evitar o empenamento:
Estratégias de gerenciamento de calor:
A soldagem TIG de materiais espessos apresenta desafios em termos de penetração e controle de calor.
A soldagem TIG pode lidar com chapas de aço de 1/2 polegada?
A soldagem TIG pode lidar com chapas de aço grossas, incluindo aquelas de até 1/2 polegada de espessura, com as técnicas apropriadas.
Técnicas para o controle eficaz do calor:
A preparação adequada das superfícies de alumínio é fundamental para o sucesso da soldagem TIG.
Remoção de óxido:
Para remover a camada de óxido do alumínio, você pode usar produtos de limpeza químicos para dissolvê-la ou uma escova de aço inoxidável específica para abrasão mecânica.
Técnicas de escovação:
A soldagem TIG é conhecida por sua precisão e controle, o que a torna especialmente adequada para trabalhar com metais finos. A capacidade de gerenciar de forma independente a entrada de calor e a deposição de material de enchimento garante um controle superior sobre a qualidade da solda, o que é fundamental para materiais finos e delicados, propensos a empenamento ou queima. Além disso, a soldagem TIG produz soldas limpas e sem respingos com acabamentos mais suaves, o que é particularmente vantajoso para trabalhos automotivos ou arquitetônicos visíveis.
Uma das vantagens significativas da soldagem TIG é sua distorção mínima de calor. O processo gera um arco focalizado com menor entrada de calor, reduzindo o risco de empenamento em chapas finas. Essa característica é essencial para aplicações como carroceria automotiva ou componentes aeroespaciais, em que a manutenção da integridade do material é crucial.
Embora a soldagem TIG ofereça alta precisão, ela é mais lenta em comparação com a soldagem MIG. As taxas de deposição mais lentas da TIG aumentam o tempo de trabalho em projetos grandes, como painéis automotivos de linha de produção. No entanto, o controle meticuloso e a precisão geralmente justificam o ritmo mais lento, principalmente em aplicações em que a qualidade da solda é fundamental.
A soldagem TIG exige conhecimentos avançados do operador, exigindo que os soldadores gerenciem simultaneamente o ângulo da tocha, a alimentação do material de enchimento e a amperagem controlada pelo pedal. Essa dependência de habilidades pode ser uma desvantagem, pois exige treinamento e prática extensivos. Em contrapartida, a soldagem MIG é geralmente mais fácil de operar, o que a torna adequada para soldadores menos experientes e para trabalhos de alto volume e não críticos em metais finos.
Os custos iniciais de configuração das máquinas de soldagem TIG são mais altos em comparação com a soldagem MIG, especialmente para as variantes de arco pulsado. Esse custo mais alto pode ser uma consideração para as empresas que estão avaliando métodos de soldagem para metais finos. Apesar do investimento inicial mais alto, a precisão e a qualidade da soldagem TIG geralmente a tornam a escolha preferida para aplicações críticas.
Soldagem TIG:
Para fazer um orçamento preciso e gerenciar os custos de forma eficaz, é fundamental entender os principais componentes de custo da soldagem TIG.
Os custos de mão de obra são um fator significativo na soldagem TIG devido ao alto nível de habilidade necessário. Soldadores qualificados normalmente cobram taxas horárias que variam de $20 a $50 e, para projetos especializados, as taxas podem aumentar para $75-$125 por hora. Isso se deve à precisão e ao controle meticuloso necessários na soldagem TIG, que exige treinamento e experiência extensivos.
Consumíveis como eletrodos de tungstênio, gás de proteção e metais de adição são despesas recorrentes na soldagem TIG. Os eletrodos de tungstênio geralmente custam entre $2 e $5 cada, dependendo do tipo e do tamanho. O argônio, o gás de proteção comumente usado, custa de $30 a $60 por cilindro, enquanto as misturas de argônio e hélio para aplicações específicas são mais caras. Os metais de enchimento variam muito, de $5 a $20 por libra, dependendo do material que está sendo soldado, como alumínio ou aço inoxidável.
Os custos iniciais de instalação do equipamento de soldagem TIG são mais altos em comparação com outros métodos de soldagem, como o MIG. Isso inclui a máquina de solda TIG, sistemas de resfriamento e acessórios especializados, como pedais e lentes de gás. Embora o investimento inicial seja substancial, a soldagem TIG pode oferecer custos operacionais de longo prazo mais baixos, principalmente quando comparada à soldagem oxiacetilênica.
Os custos indiretos abrangem despesas indiretas, como manutenção das instalações, consumo de energia e conformidade com as normas de segurança. Esses custos são essenciais para garantir um ambiente de trabalho seguro e eficiente e devem ser considerados no orçamento geral.
A soldagem TIG oferece várias vantagens que podem justificar seus custos mais altos, especialmente para projetos que exigem alta precisão e qualidade.
A soldagem TIG é conhecida por sua capacidade de produzir soldas limpas e sem respingos com o mínimo de pós-processamento. Essa precisão a torna ideal para a soldagem de metais finos e juntas complexas, resultando em menor desperdício de material e melhor qualidade estética.
A versatilidade da soldagem TIG permite que ela trabalhe com uma ampla variedade de metais, incluindo aço inoxidável, alumínio e titânio. Essa adaptabilidade é particularmente benéfica para setores como o aeroespacial, automotivo e de metalurgia artística.
Embora o investimento inicial e os custos de mão de obra sejam altos, a soldagem TIG pode ser econômica a longo prazo. A necessidade reduzida de retrabalho e pós-processamento, aliada à alta qualidade das soldas, pode levar a uma economia geral em projetos de alto valor.
Apesar de suas vantagens, a soldagem TIG tem algumas desvantagens que podem afetar os custos e os prazos.
O treinamento extensivo exigido dos soldadores TIG resulta em taxas horárias mais altas. Isso torna a soldagem TIG mais cara em termos de mão de obra em comparação com outros métodos, como MIG ou soldagem com bastão.
A precisão e o controle necessários na soldagem TIG resultam em taxas de deposição mais lentas, o que pode aumentar a duração do projeto e os custos de mão de obra associados. Isso é particularmente verdadeiro para projetos de grande escala em que a velocidade é fundamental.
A soldagem TIG é sensível à preparação e ao ajuste do material. O ajuste inadequado ou a contaminação podem levar a defeitos de soldagem, aumentando os custos de retrabalho e afetando os cronogramas do projeto.
A necessidade de equipamentos especializados, como lentes de gás, pedais e acionadores de alta frequência, aumenta os custos iniciais. Esse equipamento especializado é essencial para obter o controle preciso necessário na soldagem TIG.
Para gerenciar os altos custos associados à soldagem TIG, várias estratégias podem ser empregadas.
O uso da automação, como os sistemas de soldagem TIG orbital, pode economizar tempo de trabalho em tarefas repetitivas. Essa abordagem aumenta a eficiência e mantém a precisão, o que a torna uma opção econômica para projetos específicos.
Investir no treinamento e na qualificação de soldadores pode minimizar os erros e reduzir a necessidade de retrabalho. Soldadores qualificados têm menos probabilidade de cometer erros, garantindo soldas de maior qualidade e reduzindo os custos gerais de mão de obra.
A otimização do uso de consumíveis, como o gerenciamento das taxas de fluxo de gás e a retificação adequada do eletrodo, pode reduzir o desperdício e diminuir os custos de material. O gerenciamento eficaz de consumíveis é essencial para manter a eficiência dos custos.
A manutenção regular dos equipamentos de soldagem TIG evita o tempo de inatividade e aumenta a vida útil das máquinas. A manutenção adequada garante um desempenho consistente e reduz o risco de reparos ou substituições dispendiosas.
Uma análise comparativa dos custos da soldagem TIG em relação a outros métodos de soldagem pode fornecer informações valiosas para a tomada de decisões.
| Fator | Soldagem TIG | Soldagem MIG | Soldagem com bastão |
|---|---|---|---|
| Taxa por hora | $75-$125 | $65-$90 | $50-$75 |
| Versatilidade de materiais | Alta | Moderado | Baixa |
| Habilidade de trabalho | Especialista | Intermediário | Básico |
| Velocidade do projeto | Lento | Rápido | Moderado |
O custo da soldagem TIG pode variar significativamente de acordo com o tipo de metal que está sendo soldado.
| Metal | Custo por polegada | Principais desafios |
|---|---|---|
| Aço macio | $0,50-$2,00 | Menor exigência de habilidade |
| Aço inoxidável | $1.00-$3.50 | Gerenciamento de distorção de calor |
| Alumínio | $1.25-$4.00 | Requer AC TIG e cargas especializadas |
As tendências recentes que afetam os custos da soldagem TIG incluem:
Veja abaixo as respostas para algumas perguntas frequentes:
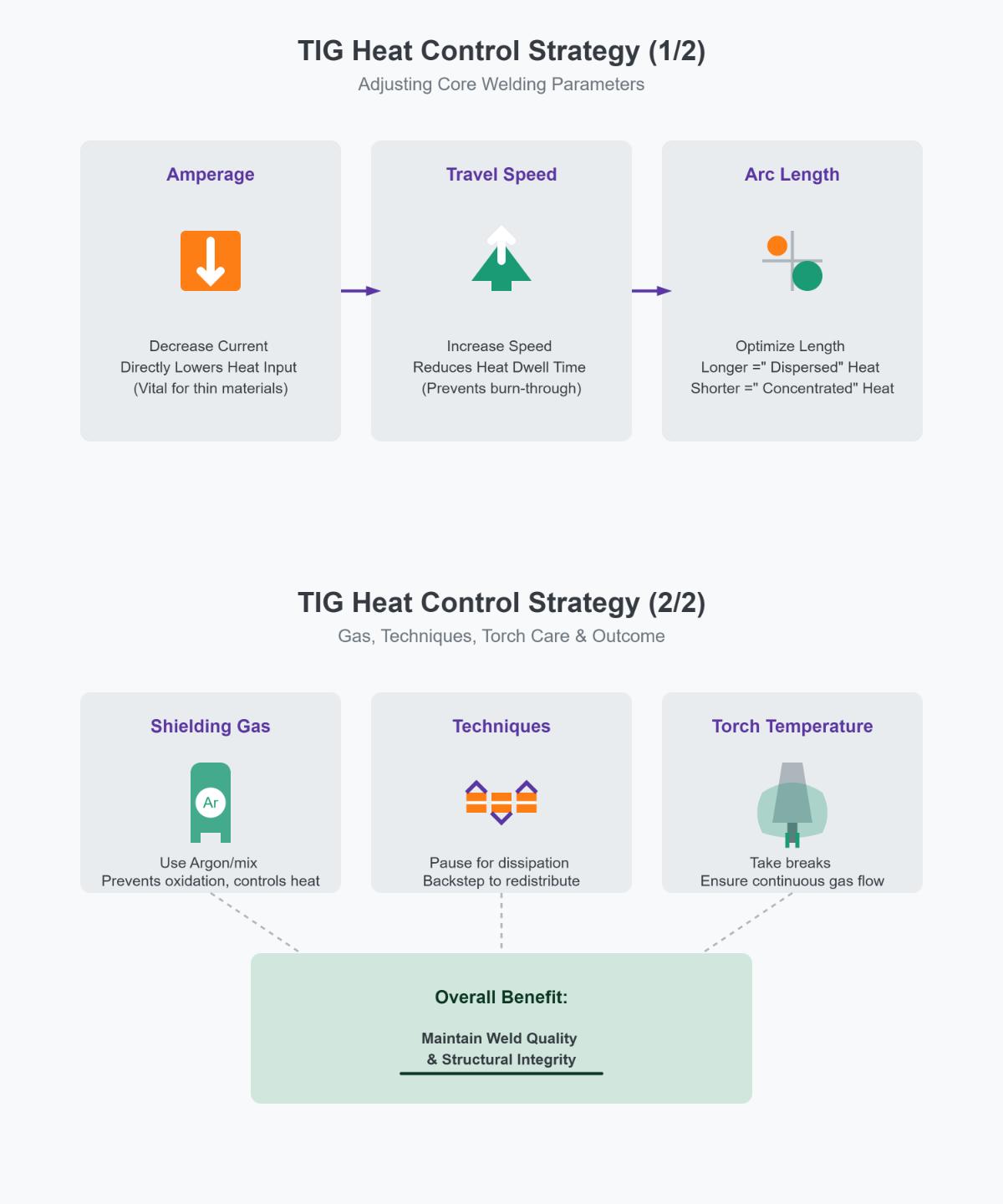
Para evitar o superaquecimento durante a soldagem TIG, várias estratégias podem ser empregadas para gerenciar o calor de forma eficaz. O ajuste dos parâmetros de soldagem é fundamental; a redução da amperagem pode diminuir diretamente a entrada de calor, o que é particularmente útil para materiais finos. O aumento da velocidade de deslocamento também pode ajudar, pois limita o tempo em que o calor é aplicado a uma única área, reduzindo, assim, o risco de queima.
Manter o comprimento ideal do arco é outro fator importante. Um arco mais curto concentra o calor com mais precisão, mas um ligeiro alongamento pode ajudar a dispersar o calor de forma mais uniforme pela área de solda, evitando o superaquecimento. O uso adequado do gás de proteção, como o argônio, é essencial para evitar a oxidação e controlar o calor.
Técnicas como pausas durante a soldagem para permitir a dissipação de calor e o emprego de backstepping podem redistribuir o calor, reduzindo a chance de superaquecimento. Gerenciar a temperatura da tocha fazendo pausas e garantindo o fluxo contínuo de gás também pode evitar o superaquecimento da tocha. Essas abordagens combinadas ajudam a manter a qualidade da solda e a integridade estrutural.
A soldagem TIG é geralmente mais lenta do que a soldagem MIG devido à sua natureza manual e ao nível de precisão necessário. Na soldagem TIG, o soldador deve controlar manualmente a tocha e a vareta de enchimento, o que exige maior habilidade e atenção. Esse controle manual contrasta com a soldagem MIG, em que a alimentação do arame é automatizada, permitindo um processamento mais rápido. Além disso, a soldagem TIG exige uma preparação meticulosa da superfície para garantir a limpeza e evitar a contaminação, o que torna o processo ainda mais lento. A necessidade de controle preciso do calor por meio de um pedal também aumenta o tempo necessário, pois é fundamental manter uma qualidade de solda consistente. Esses fatores combinados tornam a soldagem TIG um método mais lento, embora mais preciso, em comparação com a soldagem MIG, mais rápida e automatizada.
Tecnicamente, a soldagem TIG pode lidar com chapas de aço de 1/2 polegada, mas normalmente não é prática devido a várias desvantagens inerentes. A soldagem TIG é excelente em termos de precisão e controle, o que a torna ideal para materiais mais finos em que o trabalho detalhado é essencial. No entanto, para chapas de aço de 1/2 polegada, o processo se torna ineficiente e desafiador. Os principais problemas incluem a taxa de deposição lenta, que aumenta significativamente o tempo de soldagem, e a necessidade de controle preciso do calor, que se torna mais difícil com materiais mais espessos. Os riscos de superaquecimento são maiores, podendo levar a defeitos como fragilidade ou empenamento.
Além disso, a soldagem de aço espesso com TIG geralmente requer vários passes, o que aumenta ainda mais o tempo e os custos de mão de obra. A alta habilidade do operador é essencial para evitar defeitos como inclusões ou contaminação durante o longo processo de soldagem. Devido a esses desafios, métodos alternativos, como MIG ou soldagem com vareta, são geralmente preferidos para chapas de aço espessas, oferecendo soluções mais rápidas e eficientes. Em alguns casos, uma abordagem híbrida pode ser usada, com a soldagem TIG para o passe de raiz inicial e a troca para MIG para os passes de enchimento subsequentes para combinar precisão e eficiência.
A soldagem TIG (Tungsten Inert Gas) e a soldagem MIG (Metal Inert Gas) têm diferenças distintas quando aplicadas a metais finos. A soldagem TIG é conhecida por sua excepcional precisão e controle sobre a entrada de calor, o que a torna ideal para materiais delicados, pois minimiza a queima e a distorção. Ela produz soldas mais limpas com o mínimo de respingos, reduzindo a limpeza pós-soldagem. Além disso, a soldagem TIG é versátil com metais não ferrosos, como alumínio e cobre, resultando em soldas mais fortes devido ao controle preciso do arco e menos defeitos.
No entanto, a soldagem TIG exige um nível de habilidade mais alto e mais prática para obter resultados de qualidade. Ela é mais lenta em comparação com a soldagem MIG porque envolve um processo mais complexo que exige as duas mãos, o que a torna menos adequada para a produção em larga escala. O equipamento para a soldagem TIG pode ser mais complexo e requer manutenção detalhada, especialmente em relação aos eletrodos de tungstênio e à proteção de gás.
Por outro lado, a soldagem MIG é mais rápida e mais eficiente para projetos maiores, o que a torna a melhor opção para ambientes de produção. É mais fácil de aprender e usar, mesmo para iniciantes, devido ao seu processo mais simples, com menos controle manual sobre a solda. Embora a soldagem MIG possa lidar com várias espessuras e tipos de metal, ela pode não oferecer o mesmo nível de precisão que a TIG para metais muito finos ou não ferrosos.
Os defeitos comuns na soldagem TIG incluem crateras, inclusões de tungstênio, fusão incompleta, distorção, porosidade e rachaduras.
As crateras se formam devido ao término repentino do arco e ao material de enchimento inadequado. A prevenção envolve a redução gradual da entrada de calor no final da solda, o preenchimento das crateras com metal de adição e o uso de funções de cronômetro de cratera em máquinas TIG avançadas.
As inclusões de tungstênio ocorrem devido ao contato entre o eletrodo de tungstênio e a peça de trabalho ou ao esmerilhamento inadequado do eletrodo. Para evitar isso, mantenha um comprimento de arco estável, afie corretamente os eletrodos e evite corrente excessiva.
A fusão incompleta é resultado de entrada de calor insuficiente, ângulo de tocha inadequado ou metais de base contaminados. A limpeza completa dos metais de base, o ajuste da amperagem para corresponder à espessura do material e a manutenção de um ângulo de tocha de 15° a 20° podem ajudar a obter uma fusão adequada.
A distorção decorre da distribuição desigual de calor e da velocidade excessiva de soldagem. Use técnicas de soldagem intermitente, pré-aqueça materiais espessos e use gabaritos ou acessórios para minimizar o estresse térmico.
A porosidade é causada por metais de base contaminados, gás de proteção inadequado ou umidade nas hastes de preenchimento. Garantir o fluxo adequado de argônio (15-25 CFH), usar lentes de gás para melhor cobertura e armazenar as hastes de enchimento em condições secas pode evitar a porosidade.
As rachaduras se devem à alta tensão residual, ao resfriamento rápido ou a metais de enchimento incompatíveis. O pré-aquecimento de materiais como aços com alto teor de carbono, o uso de cargas com baixo teor de hidrogênio e a aplicação de tratamento térmico pós-soldagem são estratégias eficazes de prevenção.
Essas práticas garantem soldas TIG de alta qualidade e sem defeitos, melhorando o desempenho e a confiabilidade.
A soldagem TIG envolve várias considerações de custo que afetam tanto a configuração inicial quanto as operações em andamento. O principal custo do equipamento é a máquina de solda TIG, com preços para modelos de nível básico começando em torno de $500 a $1.500 e modelos avançados que ultrapassam $2.000. Consumíveis como eletrodos de tungstênio, gases de proteção e metais de enchimento acrescentam despesas recorrentes. Os eletrodos de tungstênio custam de $2 a $5 cada, os gases de proteção variam de $0,50 a $3,00 por pé cúbico e os metais de enchimento custam de $5 a $20 por libra.
Os custos de mão de obra são significativos, pois soldadores qualificados cobram de $20 a $50 por hora, dependendo da experiência e do local. A duração do projeto também afeta os custos de mão de obra, com projetos mais longos incorrendo em despesas mais altas. Além disso, projetos especializados podem exigir treinamento adicional, o que aumenta o custo total.
O uso de energia para operar a máquina de solda TIG e a manutenção regular para manter o equipamento em condições ideais contribuem para as despesas contínuas. Embora o investimento inicial e os requisitos de habilidade sejam altos, a soldagem TIG oferece benefícios de custo operacional de longo prazo devido à sua precisão e qualidade, tornando-a econômica para aplicações específicas.