Máquinas de ferraria: Usos, especificações e mecânica
O que torna as máquinas de corte de ferro indispensáveis na metalurgia? Essas máquinas versáteis podem cisalhar, puncionar e entalhar uma variedade de perfis metálicos,...

A máquina para trabalhar ferro é um equipamento de corte e separação de metal muito utilizado. Ela não só pode processar chapas e perfis metálicos (incluindo aço redondo, aço quadrado, aço plano, aço hexagonal, aço angular, aço de canal, viga I, aço em forma de T e outros materiais de aço de formato especial) por meio de cisalhamento e separação, mas também executar puncionamento e corte e vinco (ou entalhe) nas partes planas de chapas e perfis.
Por ser capaz de realizar vários tipos de processos de cisalhamento, ela é chamada de máquina de trabalho com ferro, veja a Figura 1.
1-Soco
2-Corte de matrizes
3-Corte de perfil
4-Corte de placas
De acordo com os mecanismos de trabalho definidos e as funções de cisalhamento correspondentes que podem ser executadas, as máquinas para trabalhar ferro podem ser divididas nas seguintes categorias.
Equipado com mecanismos de puncionamento e cisalhamento de perfis, ele pode realizar puncionamento em chapas e perfis e trabalho de cisalhamento em vários perfis.
Além de ser capaz de concluir a função de cisalhamento de chapas e tiras, ele também pode realizar o trabalho de separação por cisalhamento em perfis.
Capaz de completar as funções de corte dos dois tipos de máquinas de corte acima. Ela pode ser dividida em uma máquina de trabalhar ferro com a lâmina de cisalhamento posicionada verticalmente e uma máquina de corte de ferro com a lâmina de cisalhamento posicionada horizontalmente, sendo esta última menos utilizada devido a limitações na faixa de processo.
Além de ser capaz de concluir a função de cisalhamento das máquinas de cisalhamento acima, ela também pode executar o trabalho de cisalhamento em chapas e perfis, ou seja, cortar determinadas formas de entalhes na parte plana da chapa ou do perfil, para dobrar perfis como cantoneiras de aço em peças em forma de moldura.
Devido à natureza geral desse tipo de equipamento, com uma ampla gama de processos, poucos dispositivos auxiliares, poucos mecanismos de ajuste funcional para melhorar a qualidade do cisalhamento e dispositivos de fixação simples para as peças de cisalhamento, ele resulta em menor precisão de processamento, maiores erros dimensionais e maior rugosidade da superfície de fratura, por isso é usado principalmente em oficinas de processamento de chapas e perfis e em alguns departamentos de reparo com muitas peças estruturais de metal em que os requisitos de precisão não são altos, como pontes, caldeiras, construção naval e construção civil.
De acordo com as normas para o método de compilação de modelos de máquinas de forjamento, o principal parâmetro da máquina de corte de ferro acionada mecanicamente é a espessura máxima da chapa de aço que pode ser cortada, enquanto a máquina de corte de ferro acionada hidraulicamente é representada pela espessura nominal força na perfuração parte. Alguns países produziram máquinas de corte de ferro com uma espessura máxima de corte de 32 mm, 25 mm, 20 mm, entre as quais as que têm capacidade para 16 mm são mais comuns.
Devido à ampla gama de processos, as máquinas de usinagem de ferro em grande escala trazem certas dificuldades para o layout estrutural e, ao mesmo tempo, a taxa de utilização do equipamento não é alta, o que não permite utilizar totalmente a capacidade de processamento do equipamento, de modo que a produção de modelos em grande escala é menor.
O nosso país formulou os padrões de parâmetros técnicos para a máquina de trabalhar ferro. A Tabela 1 relaciona os parâmetros básicos da máquina para trabalhar ferro em nosso país. A maioria dos produtos listados na tabela já está em produção normal no país, e seus parâmetros técnicos são mostrados na Tabela 2.
Tabela 1: Parâmetros básicos da máquina de usinagem de ferro em nosso país (Unidade: mm)
| Corte de chapas metálicas | Espessura da placa cisalhável | 8 | 10 | 12 | 16 | |
| Aço plano (cisalhamento simples) espessura × largura | 10×80 | 12×100 | 16×125 | 20×140 | ||
| Corte de perfil | Diâmetro do aço redondo | 30 | 35 | 40 | 48 | |
| Comprimento lateral de aço quadrado | 25 | 30 | 36 | 42 | ||
| Ângulo de aço | Cisalhamento de 90° | 63×63×6 | 80×80×8 | 100×100×10 | 125×125×12 | |
| Cisalhamento de 45° | 50×50×4 | 63×63×6 | 75×75×8 | 90×90×10 | ||
| Modelo de viga I | Transmissão mecânica | 10 | 12 | 16 | 20b | |
| Transmissão hidráulica | - | - | 10 | 14 | ||
| Modelo de canal de aço | Transmissão mecânica | 10 | 12 | 16 | 20 | |
| Transmissão hidráulica | 6.5 | 8 | 10 | 14a | ||
| Corte e vinco | Espessura | 6 | 8 | 10 | 12 | |
| Largura | 40 | 50 | 50 | 63 | ||
| Comprimento | 60 | 80 | 80 | 80 | ||
| Perfuração | Diâmetro | 22 | 22 | 25 | 28 | |
| Espessura | 8 | 10 | 12 | 16 | ||
| Força nominal / kN (não inferior a) | 250 | 315 | 400 | 630 | ||
| Número de golpes / (vezes/min) (não menos que) | Transmissão mecânica | 42 | 40 | 40 | 32 | |
| Transmissão hidráulica | 28 | 24 | 22 | 20 | ||
| Profundidade da garganta L (não inferior a) | Transmissão mecânica | 315 | 355 | 400 | 450 | |
| Transmissão hidráulica | 225 | 250 | 315 | 340 | ||
| Corte de chapas metálicas | Espessura da placa cisalhável | 20 | 25 | 32 | |
| Aço plano (cisalhamento simples) espessura × largura | 25×150 | 30×160 | 36×170 | ||
| Corte de perfil | Diâmetro do aço redondo | 56 | 70 | 75 | |
| Comprimento lateral de aço quadrado | 50 | 56 | 63 | ||
| Ângulo de aço | Cisalhamento de 90° | 140×140×14 | 160×160×16 | 180×180×18 | |
| Cisalhamento de 45° | 110×110×12 | 125×125×14 | 160×160×16 | ||
| Modelo de viga I | Transmissão mecânica | 22b | 28b | 32c | |
| Transmissão hidráulica | 16 | 20b | 25b | ||
| Modelo de canal de aço | Transmissão mecânica | 22 | 28b | 32c | |
| Transmissão hidráulica | 16 | 24b | 28c | ||
| Máquina de cisalhamento | Espessura | 16 | 20 | 25 | |
| Largura | 63 | 80 | 80 | ||
| Comprimento | 100 | 100 | 100 | ||
| Perfuração | Diâmetro | 31 | 35 | 35 | |
| Espessura | 20 | 25 | 32 | ||
| Força nominal / kN (não inferior a) | 800 | 1250 | 1600 | ||
| Número de golpes / (vezes/min) (não menos que) | Transmissão mecânica | 32 | 26 | 26 | |
| Transmissão hidráulica | 12 | 9 | 7 | ||
| Profundidade da garganta L (não inferior a) | Transmissão mecânica | 500 | 560 | 630 | |
| Transmissão hidráulica | 355 | 400 | 450 | ||
Observação: A resistência à tração σ b < 450MPa.
Tabela 2 Máquinas de cisalhamento produzidas na China para cisalhamento longitudinal combinado com puncionamento
| Nome do produto | Modelo | Parâmetros técnicos | ||||||||
| Espessura de cisalhamento/mm | Batidas por minuto/(vezes/min) | Especificações de cisalhamento/mm | Diâmetro de perfuração/mm | Espessura da placa de perfuração/mm | Potência do motor/kW | Peso da máquina/kg | ||||
| Aço redondo | Aço quadrado | Ângulo de aço | ||||||||
| Q34-10 | 10 | 40 | Φ35 | 30×30 | 80×50×8 | 22 | 10 | 2.2 | 770 | |
| Q34-16 | 16 | 27 | Φ45 | 40×40 | 125×80×12 | 26 | 16 | 5.5 | 2300 | |
| QA34-25 | 25 | 25 | Φ65 | 55×55 | 150×150×18 | 35 | 25 | 7.5 | 7000 | |
| Q35-16 | 16 | 32 | Φ45 | 40×40 | 125×80×12 | 28 | 16 | 5.5 | 2800 | |
| Q35-20 | 20 | 32 | Φ56 | 50×50 | 160×100×12 | 30 | 20 | 7.5 | 6500 | |
| Q35-25 | 25 | Φ65 | 55×55 | 200×125×16 | 34 | 25 | 13 | 7100 | ||
Observação: A resistência à tração do material processado σ b ≤450MPa.
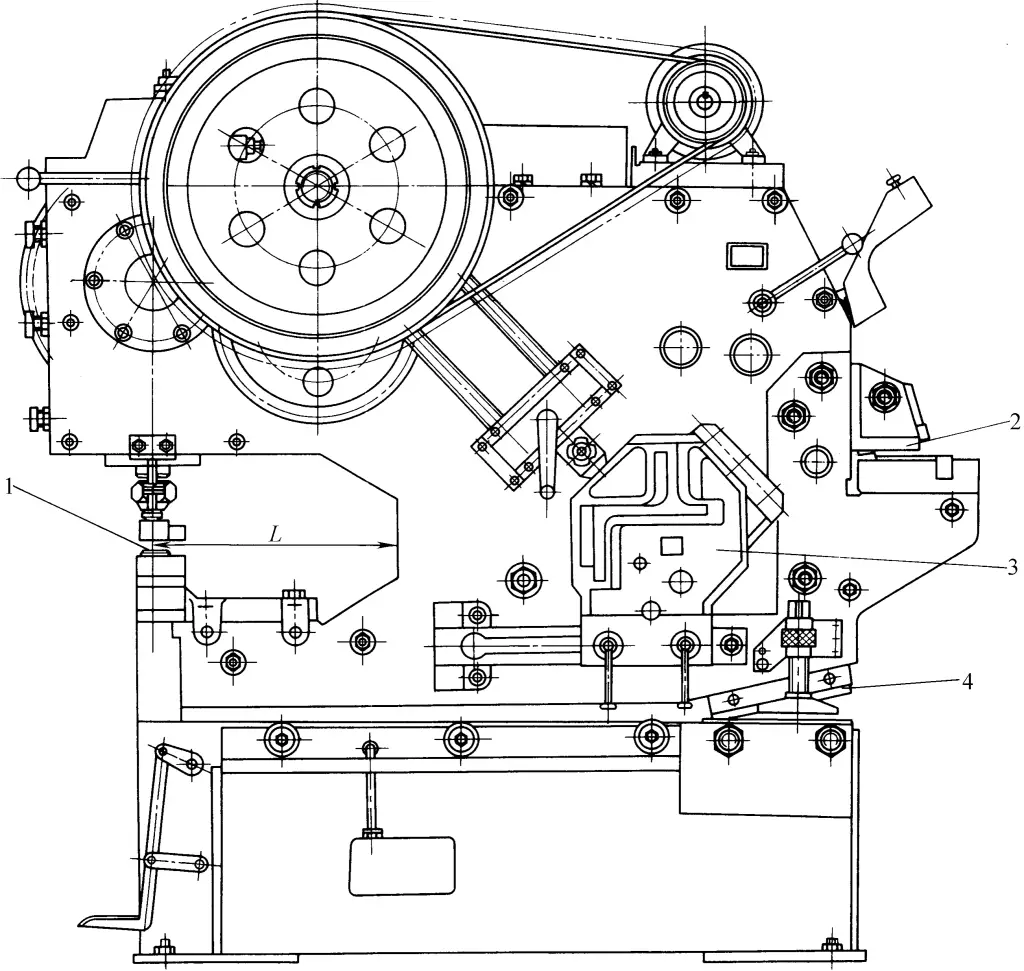
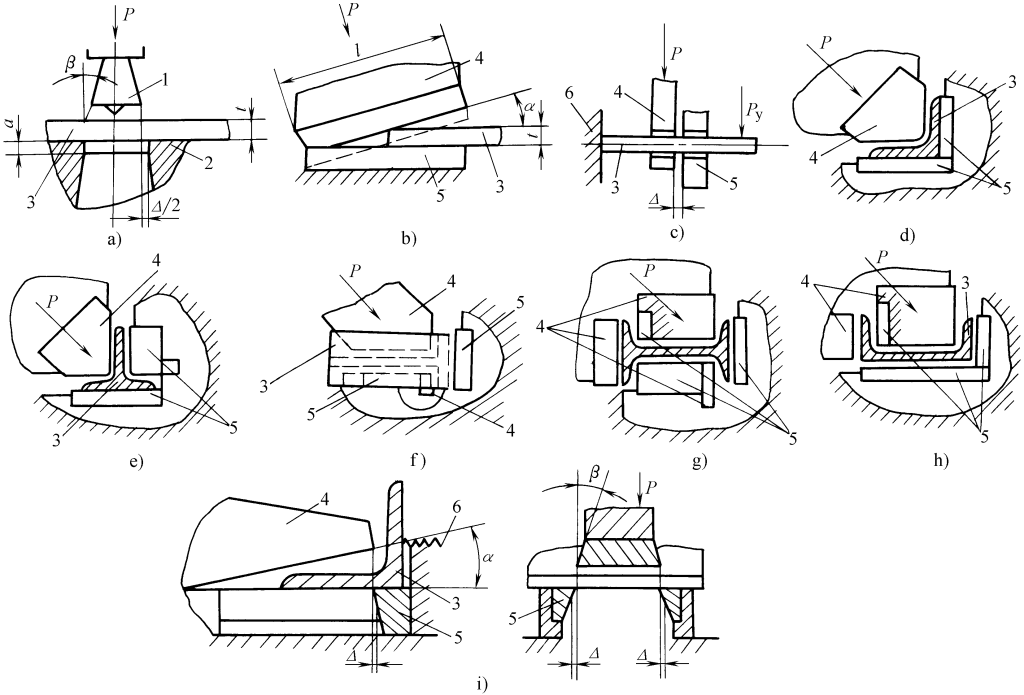
O princípio de funcionamento da máquina de transmissão mecânica de ferro é semelhante ao da máquina geral de ferro. prensa mecânica e máquina de corte. O puncionamento e o cisalhamento são realizados pelo motor que aciona o controle deslizante ou a lâmina por meio do sistema de transmissão e do mecanismo de biela da manivela, permitindo que o punção no controle deslizante ou a lâmina na lâmina concluam o trabalho de puncionamento ou cisalhamento. A Figura 2 mostra o diagrama do princípio de funcionamento da máquina de corte de ferro. A Figura 3 mostra o sistema de puncionamento e processo de cisalhamento diagrama preenchido pela máquina de trabalhar ferro.
a) Perfuração
b) Cisalhamento de placas
c) Cisalhamento de barras
d) Cisalhamento de cantoneiras de aço
e) Cisalhamento de vigas em T
f) Cisalhamento do ângulo de reforço da barra em T
g) Cisalhamento de vigas em I
h) Cisalhamento de aço de canal
i) Cisalhamento de matrizes
1 Punção da matriz superior
2 Punção da matriz inferior
Tarugo com 3 processamentos
Lâmina superior de 4 pontas
Lâmina 5-inferior
Mecanismo de bloqueio de 6 materiais
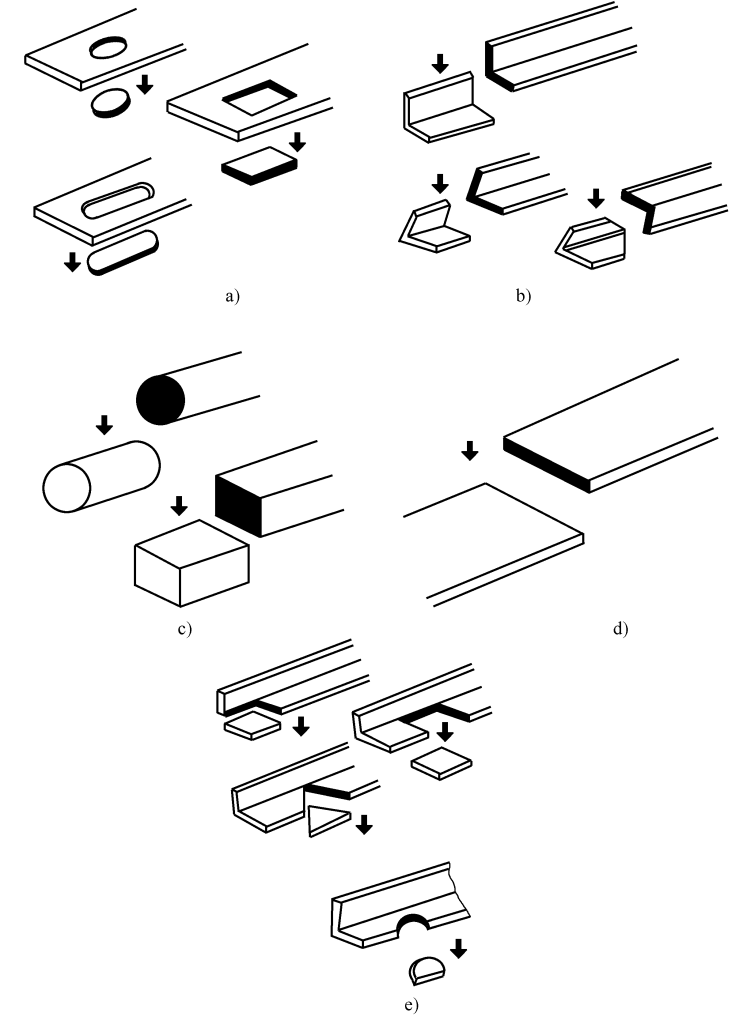
a) Perfuração de furos redondos, ovais e retangulares
b) Corte de aço em ângulo de 90°, 45°
c) Cisalhamento de aço redondo e aço retangular
d) Cisalhamento de aço plano
e) Cisalhamento de matriz 90°, 45°
A matriz superior 1 é fixada no controle deslizante (veja a Figura 2a) e se move para cima e para baixo reciprocamente com o controle deslizante, enquanto a matriz inferior 2 é fixada na bancada de trabalho. O trabalho de puncionamento e cisalhamento é concluído quando a matriz superior se move para baixo. O espaço entre as matrizes superior e inferior varia de acordo com a espessura e as propriedades mecânicas do material da chapa. A seleção correta da folga entre as matrizes superior e inferior é fundamental para garantir a qualidade das peças puncionadas, geralmente com um valor de folga para uma espessura de chapa de 3 a 10 mm.
Δ=(0,06~0,1)t
Na fórmula
Quando a espessura da placa de perfuração for maior que 10 mm, considere a folga
Δ = (0,1~0,15)t
A profundidade da lâmina da matriz inferior é geralmente considerada
a = 3~5mm
A perfuração em uma máquina de usinagem de ferro geralmente envolve peças perfuradas de formato relativamente simples, como as usadas na alma do material da chapa, no ângulo de aço, na alma e no flange do canal de aço e na alma e no flange da viga em I, conforme mostrado na Figura 4.
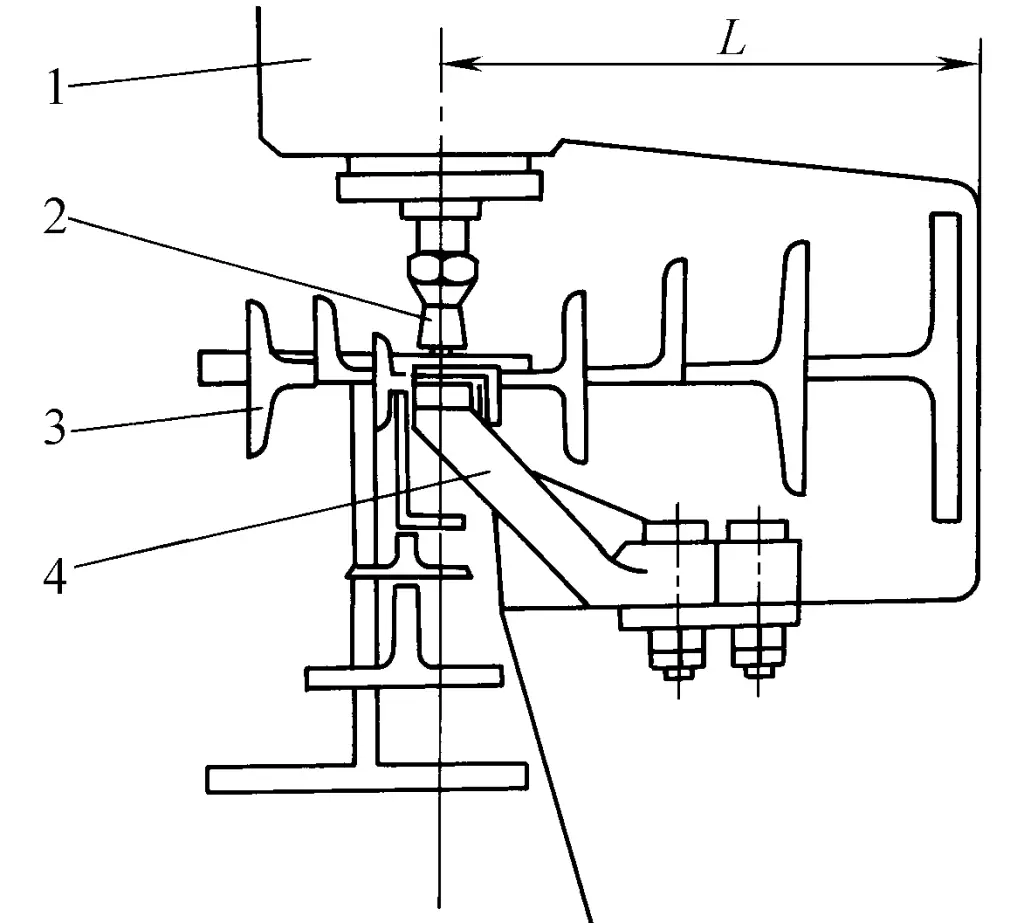
1-Corpo da máquina
2-Morte superior
3-Perfil
4 - Matriz inferior
Profundidade da garganta L
Devido à pequena superfície da mesa de trabalho na posição de perfuração e à falta de dispositivos auxiliares, a precisão da perfuração e a eficiência da produção são menores do que as das prensas gerais. Portanto, ela é comumente usada em oficinas estruturais para processos auxiliares, como perfuração e rebitagem de furos.
A lâmina superior é fixada no suporte da ferramenta, que gira em torno de um ponto de articulação fixo para cisalhar, conforme mostrado na Figura 2b. A lâmina superior é inclinada em um ângulo em relação à lâmina inferior, conhecido como ângulo de cisalhamento. O tamanho do ângulo de cisalhamento está diretamente relacionado à força de cisalhamento; quanto maior o ângulo de cisalhamento, menor a força de cisalhamento. Entretanto, um ângulo de cisalhamento maior aumentará a deformação de torção da chapa metálica, reduzindo a qualidade do cisalhamento.
Na máquina de usinagem de ferro que usa um suporte de ferramenta oscilante, o ângulo de cisalhamento diminui gradualmente durante o processo de cisalhamento. O ângulo de cisalhamento geralmente é definido entre 8° e 12°. Se for definido muito grande, e o componente horizontal da força de cisalhamento exceder o atrito entre a chapa metálica e a lâmina inferior, a chapa metálica deslizará na direção da força horizontal, impossibilitando o cisalhamento e podendo causar acidentes. Portanto, é importante escolher o ângulo de cisalhamento correto.
O tamanho da folga entre as lâminas superior e inferior também é um fator importante que afeta a qualidade do cisalhamento. O valor da folga Δ é selecionado principalmente com base na espessura da chapa metálica que está sendo cisalhada e nas propriedades mecânicas do material, geralmente consideradas
Δ=(0,05~0,1)t
onde
Comumente usado para o cisalhamento de barras redondas e quadradas, com a placa de faca cilíndrica ou quadrada estacionária fixada no corpo da máquina e a placa de faca móvel fixada no suporte da ferramenta, que se move com o suporte da ferramenta para cisalhar a peça bruta (veja a Figura 2c).
Como a abertura (ou comprimento lateral) da lâmina na placa da faca não pode mudar com o diâmetro (ou comprimento lateral) do estoque de barras cortadas, ou seja, a folga radial não pode ser ajustada, e a folga axial entre as placas da faca móvel e estacionária também é inconveniente para mudar com os diferentes diâmetros (ou comprimentos laterais) do estoque de barras, juntamente com o efeito de rigidez da placa da prensa, isso resulta em maior deformação da seção cortada. Portanto, os espaços em branco cortados na máquina de corte de ferro são, em sua maioria, de tamanho médio ou menor em diâmetro ou comprimento lateral, e os requisitos de qualidade de corte não são altos, com um tamanho de lote não muito grande.
A folga axial entre as lâminas de cisalhamento é um fator importante que afeta a precisão do cisalhamento, sendo que um valor de folga muito grande ou muito pequeno resulta em baixa qualidade da seção cisalhada.
A escolha do valor da folga depende principalmente do diâmetro, do comprimento lateral e das propriedades mecânicas do estoque de barras. Para materiais com alta resistência e fragilidade, deve ser escolhido um valor de folga menor; caso contrário, um valor de folga maior é apropriado. O valor da folga para cisalhar o mesmo diâmetro de barra deve ser menor em alta velocidade do que em baixa velocidade.
Para aço de médio carbono, aço de alto carbono e aço de baixa liga com resistência à tração inferior a 800 MPa, o valor da folga entre as lâminas é geralmente considerado
Δ = (0,02~0,06)d
onde
A escolha correta da folga axial entre as lâminas é uma condição importante para a obtenção de seções cortadas de alta qualidade.
As figuras 2d, 2e, 2f, 2g, 2h mostram o cisalhamento de aço angular, aço em forma de T, viga I e aço de canal. A força de cisalhamento P atua no plano de cisalhamento em uma direção de aproximadamente 45° em relação ao plano horizontal do perfil, o que pode aumentar a superfície de cisalhamento puro da borda de corte, reduzindo o rasgo e a deformação.
Na parte superior da lâmina de cisalhamento da máquina de corte de ferro, geralmente é montada uma estação de corte de matriz, conforme mostrado na Figura 2i, em que a matriz superior 4 se move com a lâmina e a matriz inferior 5 é fixada no corpo da máquina, capaz de cortar entalhes retangulares, triangulares ou semicirculares em chapas e perfis (conforme mostrado na Figura 3e).
O cisalhamento de matriz é usado principalmente para entalhar vários perfis para a fabricação de componentes, como quadros, conforme mostrado na Figura 5.
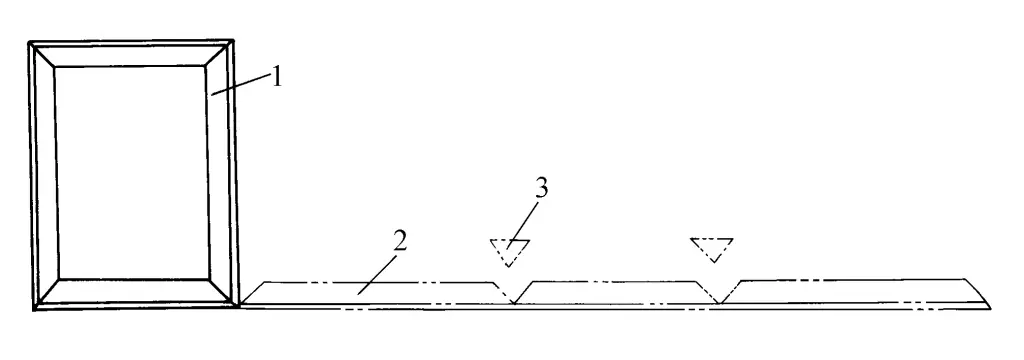
1-Estrutura
2-Blank
3 - Corte de sucata
A folga entre as bordas de cisalhamento da matriz é crucial para a qualidade do cisalhamento, geralmente tomada
Δ=(0,05~0,1)t
Na fórmula
O ângulo de inclinação da lâmina do cortador de matrizes é mostrado na Figura 2i.
α=8°~12°
O ângulo de inclinação da borda de corte
β = 2°~3°
O cisalhamento de chapas metálicas é uma parte básica da máquina de usinagem de ferro, e a condição combinada para cada estação é que o trabalho de cisalhamento e a potência de cada estação de cisalhamento sejam iguais. Para tornar o arranjo da estrutura razoável, fazer uso total da potência do motor, evitar que a máquina seja muito volumosa e garantir a segurança operacional, e para a conveniência da manutenção, a máquina de usinagem de ferro não pode concluir vários processos de cisalhamento ao mesmo tempo, mas deve trabalhar separadamente de acordo com um determinado diagrama de ciclo de trabalho, conforme mostrado na Figura 6.
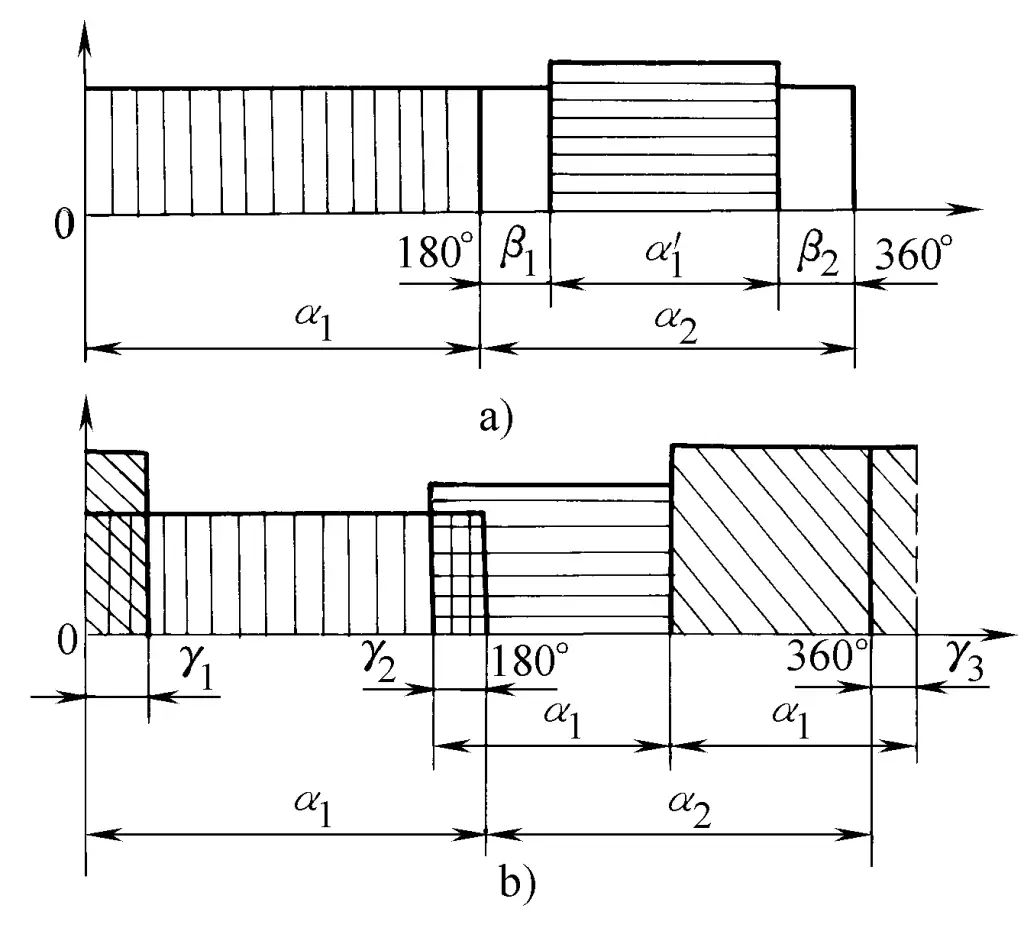
a) Máquina de usinagem de ferro de dupla finalidade
b) Máquina de usinagem de ferro com finalidade tripla
No cisalhamento de chapas metálicas, o ângulo máximo de trabalho do eixo excêntrico é de 180°, seguido pelo curso de retorno ocioso da lâmina de cisalhamento. Na máquina de usinagem de ferro de dupla finalidade, o ciclo de trabalho é mostrado na Figura 6a, onde α 1 é o ângulo de rotação do eixo excêntrico durante o cisalhamento da chapa metálica, e α 1 ' é o ângulo de rotação do eixo excêntrico durante a perfuração (ou corte do perfil).
O diagrama do ciclo de trabalho da máquina de usinagem de ferro de finalidade tripla é mostrado na Figura 6b. Há uma sobreposição entre o início e o fim das estações, refletida nos ângulos de sobreposição γ 1 e γ 2 no ângulo de rotação do eixo excêntrico, geralmente considerado como 15°.
A estrutura da máquina de usinagem de ferro é selecionada com base nas necessidades do processo. Por exemplo, na área de puncionamento, um corpo do tipo aberto é usado com uma certa profundidade de garganta para facilitar a punção e o corte de furos em diferentes posições na superfície de chapas ou perfis. A distância de abertura entre a mesa de trabalho e o controle deslizante na área de puncionamento também precisa ser grande para facilitar a instalação de matrizes de puncionamento e cisalhamento para canal de aço, viga I e outros materiais de aço com formato especial.
As áreas de corte de chapa e de corte de matriz estão localizadas no outro lado do corpo da máquina, facilitando o carregamento e o descarregamento e o corte de chapas de tiras longas. Como os perfis são, em sua maioria, em forma de haste, como ângulos de aço, canais de aço, aço redondo etc., o tamanho da seção transversal cortada é pequeno e a dimensão do comprimento é grande, de modo que a posição da borda de corte é frequentemente colocada na barriga do corpo da máquina, conforme mostrado na Figura 7, em uma estrutura fechada. Todo o corpo da máquina é organizado de forma compacta, o que também melhora a rigidez do corpo da máquina, propício para melhorar a precisão de corte da seção transversal.
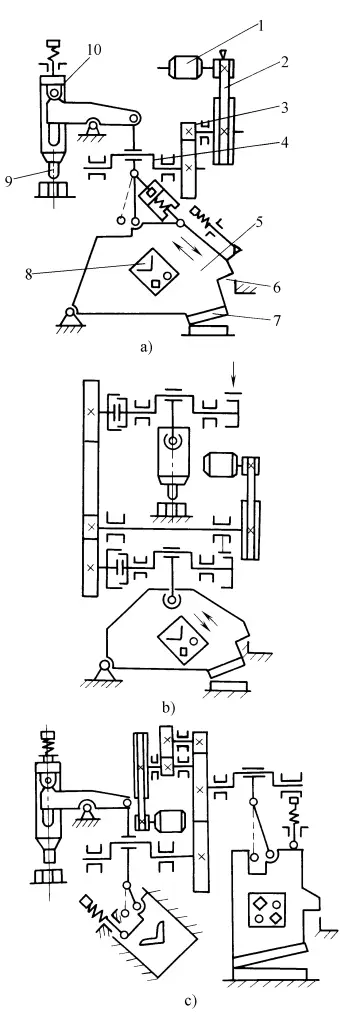
a) Tipo de eixo excêntrico único
b), c) Tipo de eixo excêntrico duplo
1-Motor elétrico
Acionamento por correia 2-V
Sistema de redução de 3 marchas
4-Eixo excêntrico
5 - Suporte para faca de corte
6-Corte de matrizes
Lâmina de 7 cortes
8-Corte de perfil
9-Puncionamento da matriz superior
Controle deslizante de 10 perfurações
O sistema de transmissão da máquina de usinagem de ferro inclui principalmente o tipo de eixo excêntrico simples (consulte a figura 7a) e o tipo de eixo excêntrico duplo (consulte as figuras 7b e 7c). O tipo de eixo excêntrico simples tem uma estrutura simples, é leve e é mais comumente usado. O tipo de eixo excêntrico duplo tem uma estrutura mais complexa, é mais pesado e algumas máquinas de grande porte para trabalhar ferro utilizam essa estrutura.
No sistema de transmissão, o controle deslizante da parte de puncionamento e o porta-ferramentas da parte de cisalhamento são acionados por um motor elétrico por meio de uma correia em V, sistema de redução de engrenagem, eixo excêntrico, biela e mecanismo de alavanca para converter o movimento rotativo em movimento linear recíproco ou oscilante, acionando o controle deslizante e o porta-ferramentas, fazendo com que a matriz superior de puncionamento, a lâmina superior de cisalhamento, a matriz superior da parte de cisalhamento da matriz e a lâmina móvel da parte de cisalhamento do perfil executem o trabalho de puncionamento e cisalhamento de acordo com o diagrama do ciclo de trabalho, respectivamente.
As molas são instaladas na parte superior do controle deslizante de perfuração e do suporte da ferramenta de corte para equilibrar o peso do controle deslizante e da matriz de perfuração, do suporte da ferramenta e da lâmina, garantindo que o sistema de transmissão opere de forma suave e segura.
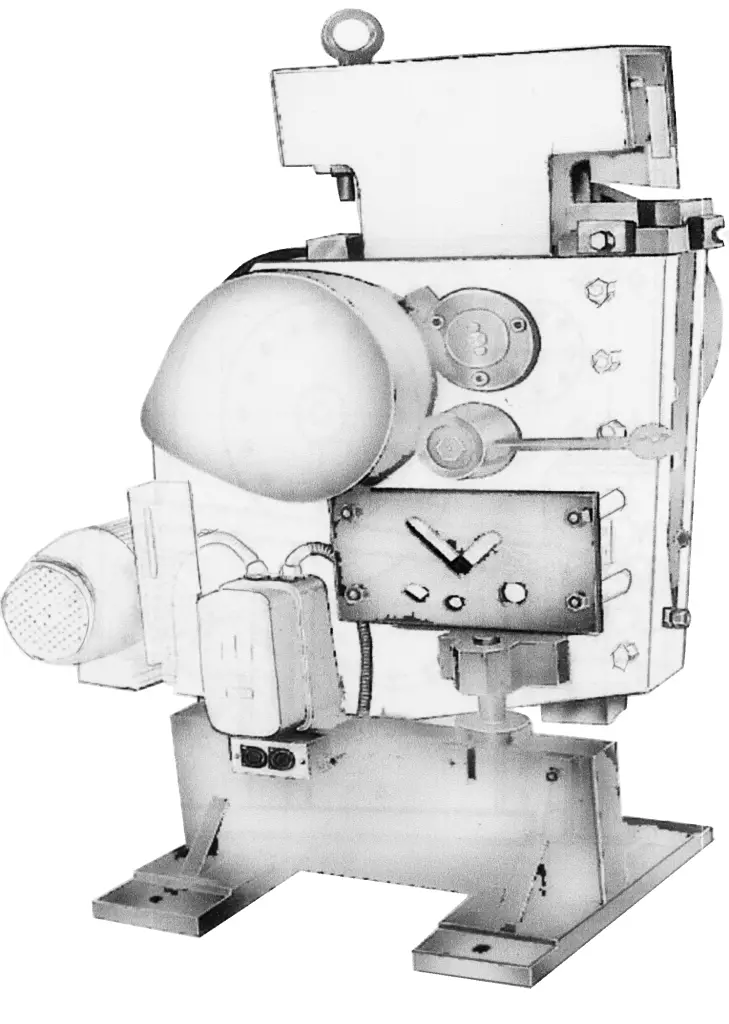
Além da estrutura geral da máquina para trabalhar ferro, os fabricantes nacionais desenvolveram a máquina de corte vertical de chapas e perfis do tipo QR32-8, conforme mostrado na figura 8, com aparência inovadora, estrutura relativamente compacta, menor volume, peso mais leve e menor área de cobertura, o que a torna conveniente para uma ampla gama de usuários do setor de fabricação de máquinas, construção e artesanato.
A máquina para trabalhar ferro é um equipamento de corte e perfuração de aço multiuso para produção de lotes pequenos e de várias variedades. Em comparação com prensas, máquinas de corte e outros equipamentos, ela tem menos componentes funcionais auxiliares, o que resulta em menor precisão de processamento e nível de automação e, portanto, é menos usada por algumas empresas de produção em grande escala.