
Как рассчитать вес листового металла: Основные формулы
Вы когда-нибудь задумывались, как быстро рассчитать вес листового металла? В этой статье раскрывается простая формула, которая...
Вы когда-нибудь видели идеально изогнутую металлическую крышу и задавались вопросом, как она сделана? Секрет заключается в холодной гибке! Эта статья посвящена хитростям сгибания плоского металла в плавные арки. Мы рассмотрим методы толкания и формовки, а также ключевые моменты, на которые следует обратить внимание. Вы по-новому оцените изогнутые металлические формы, которые окружают нас повсюду. Готовы к изгибу?

Операция с использованием толкателя или пресс-формы для расширения центральной части плоской плиты и обжима внешнего края для формирования двунаправленной изогнутой поверхности называется арочной гибкой. В процессе арочной гибки толщина стенки внешнего края детали увеличивается, а центральная часть утончается.
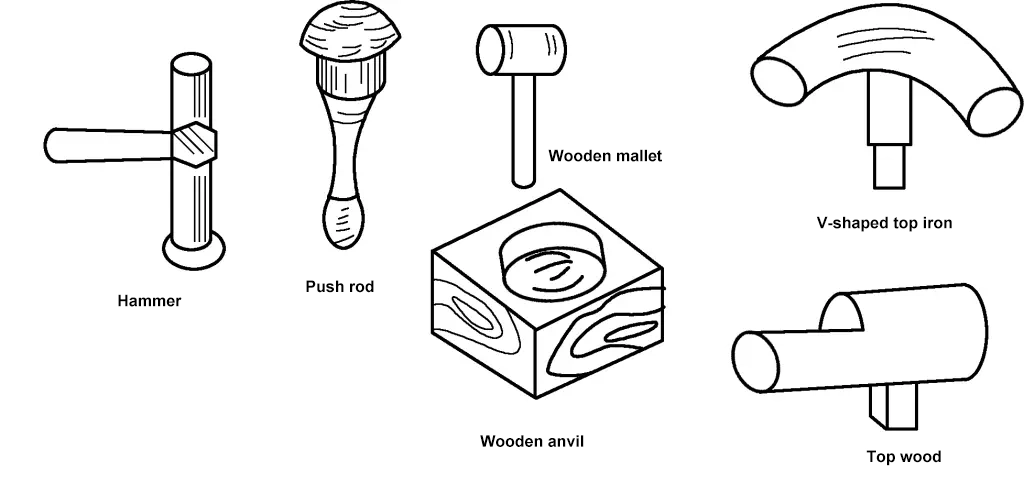
Инструменты для ручной гибки арок включают деревянные молотки, металлические молотки, наковальни, толкатели и формы, как показано на рисунке 1.
В зависимости от используемых инструментов, основными методами гибки арок являются гибка арок с помощью толкателя и гибка арок с помощью пресс-формы.
Арочная гибка на толкающем стержне может непосредственно формировать детали или использоваться в качестве последующего процесса для других видов арочной гибки. Например, когда формирование арочного изгиба пресс-формы достигает точки, где молот больше не может продолжать работу, его необходимо поместить на толкающий стержень, чтобы продолжить работу. Для арочных гнутых деталей большого диаметра обжим внешнего края на толкателе позволяет экономить большие формы, а исправление и полировка внешней поверхности могут выполняться на толкателе.
При ручной арочной гибке детали в форме полусферы с помощью толкателя, как показано на рис. 2a, можно использовать метод чередования усадки и растяжения. Сначала на краю листа делаются морщины с помощью щипцов для морщин, затем морщины расплющиваются на толкателе, чтобы лист согнулся внутрь, как показано на рис. 2b. Затем аккуратно и равномерно постучите деревянным молотком по центру, чтобы центральная заготовка вытянулась и выгнулась дугой вверх.
Место удара должно быть немного дальше точки опоры, а позиция удара должна быть точной; в противном случае легко образовать вмятины или даже сломать. Усилие при нанесении ударов должно быть легким и равномерным, а точки нанесения ударов должны быть плотными, что позволит вращать заготовку во время нанесения ударов. В любой момент скорректируйте положение удара, основываясь на визуальном осмотре, чтобы сделать поверхность гладкой и ровной. По приподнятым участкам не следует наносить повторные удары, иначе, чем больше ударов будет нанесено, тем больше они будут выступать.
Когда удар достигает центра заготовки, он должен вращаться непрерывно, а не концентрироваться в одной точке, чтобы избежать чрезмерного расширения и выступания центральной части. Последовательно обтачивайте края и наносите удары по центральной части, проверяя в промежутках, пока не будет достигнута желаемая форма. При окончательном выравнивании следует учитывать деформацию пружины, поэтому степень изгиба дуги (включая пружину) должна быть немного больше.
После завершения дугового изгиба используйте молоток с плоской головкой на круглом стержне, чтобы отполировать сформированную деталь, как показано на рис. 2c. Затем разметьте и отрежьте в соответствии с требованиями, зачистив края напильником. В процессе обработки, если обнаруживается холодное упрочнение заготовки, необходимо быстро провести отжиг, чтобы предотвратить растрескивание.
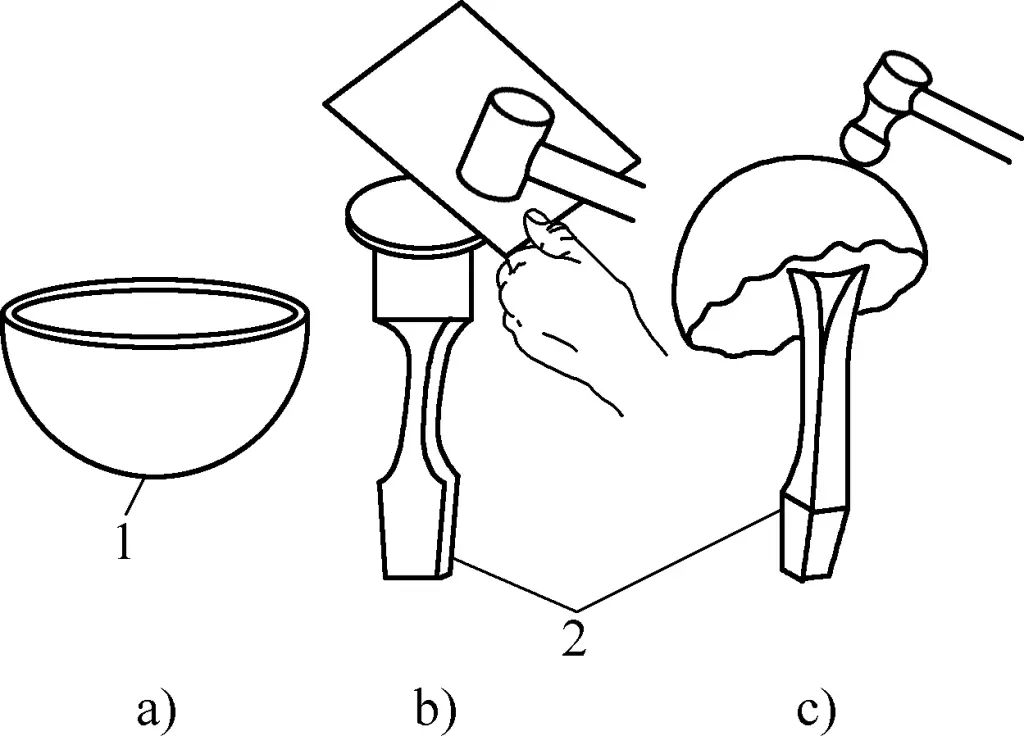
1 часть
2-толковый стержень
Как показано на рис. 3, плотно прижмите заготовку к пресс-форме и с помощью деревянного молотка постепенно постукивайте по ней от края полости пресс-формы к центру, делая заготовку вогнутой до полного прилегания к полости пресс-формы. Если деформация при изгибе арки велика, ее следует выполнять в несколько этапов, каждый раз используя другую пресс-форму. Форма пресс-формы показана на рисунке двойными пунктирными линиями.
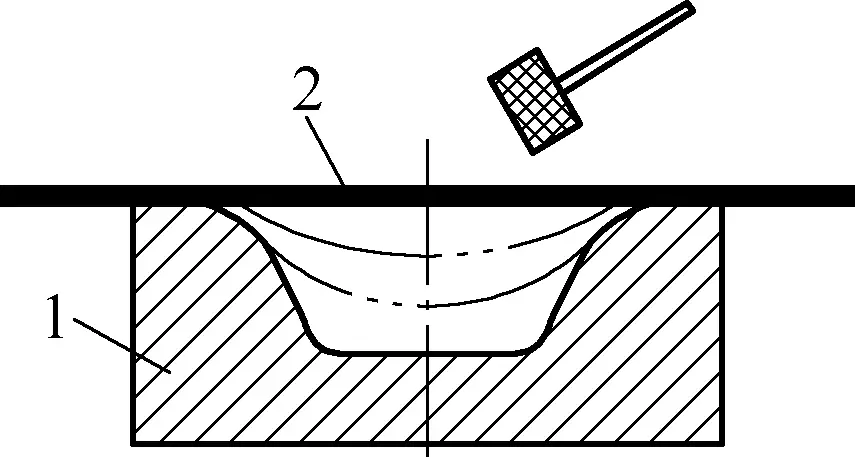
1-Молд
2-Бланк
В процессе арочной гибки можно использовать резину, мешки с песком или пробку, чтобы помочь расширить заготовку, что приводит к более быстрому расширению и более гладкой поверхности арочно согнутых деталей. Арочная гибка подходит для производства деталей большого размера и малой глубины.
При выполнении гибки свода формы обратите внимание на: легкое и равномерное постукивание, чтобы обеспечить равномерное расширение всей обрабатываемой поверхности, формируя выпуклую форму; операция не должна быть слишком поспешной и должна выполняться в несколько этапов, чтобы заготовка постепенно полностью прилегала к форме; наконец, используйте молоток с плоским наконечником на толкателе, чтобы сгладить и заклеить выпуклости.
При выполнении операций по гибке арок следует обратить внимание на следующие моменты:
1. Для обеспечения плавного хода арочной гибки заготовка перед использованием должна пройти отжиг для снятия напряжения. Если во время арочной гибки обнаруживается закалка при холодной обработке, необходимо немедленно провести отжиг.
2. Качество арочных гнутых деталей во многом зависит от точного расчета развернутого размера, часто определяемого практическими методами сравнения и расчета.
① Практический метод сравнения.
Сложите бумагу в складки по форме объекта или формы и оберните ее вокруг объекта или формы. Обрежьте бумагу по краю объекта или формы, после чего размер развернутой заготовки можно получить, добавив соответствующее поле на основе размера развернутой бумаги.
Если количество продукции велико, полученные размеры можно скорректировать путем пробного изготовления, а для серийной резки можно изготовить заготовку. Этот метод не очень точен и имеет большой допуск.
② Метод расчета.
Метод расчета основан на расширенной форме детали. Для полусферической арочной гнутой детали, показанной на рисунке 4, ее развернутая форма является круглой, и для резки требуется только диаметр заготовки. Диаметр заготовки можно рассчитать по следующей формуле:
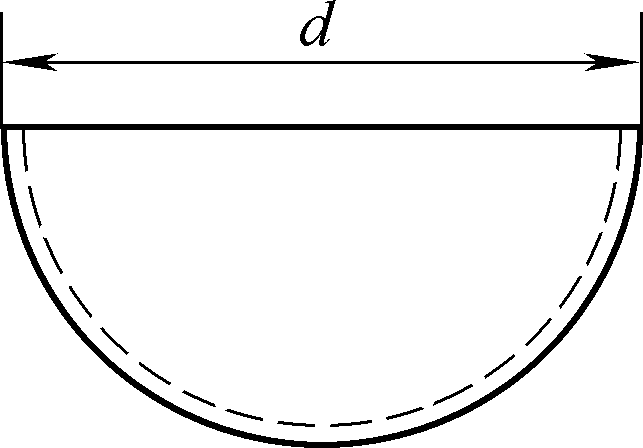
D=√(2d2)=1.414d
В формуле
Этот алгоритм использует приблизительные значения и не учитывает растяжение материала во время сгибания арки, поэтому после сгибания арки требуется обрезка кромок, а избыток является припуском на обрезку.







