
Как рассчитать вес листового металла: Основные формулы
Вы когда-нибудь задумывались, как быстро рассчитать вес листового металла? В этой статье раскрывается простая формула, которая...
Представьте, что вы пытаетесь скрепить два куска металла без сварки или клея. Как это делается? В этой статье вы окунетесь в увлекательный мир технологий соединения листового металла, изучив такие методы, как винтовые соединения, клепка и точечная сварка. Узнайте, как работает каждый метод, в чем его преимущества и когда его следует использовать. Будь вы инженером или энтузиастом DIY, вы откроете для себя практические знания, которые помогут вам улучшить ваши проекты по металлообработке. Будьте готовы овладеть искусством соединения листового металла с точностью и эффективностью.

В настоящее время наша компания использует в качестве основной конструкции в основном листовой металл. Мы обобщили общие методы соединения и спецификации для детали из листового металла для облегчения проектирования и повышения эффективности. Основные методы соединения деталей из листового металла включают:
1.Винтовое соединение 2.Тянущая заклепка 3.Тянущая болтовая заклепка 4.Крючково-щелевое соединение 5.Точечная сварка 6.Шарнирное соединение 7.Клепание TOX
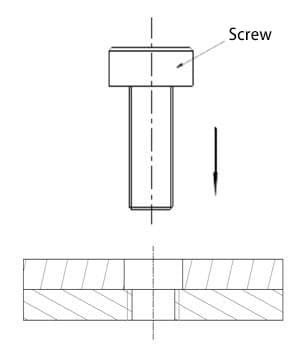
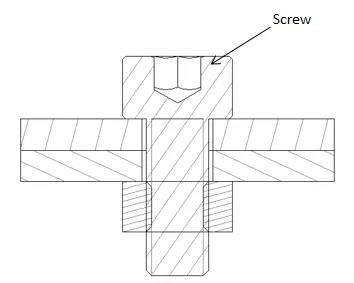
Принцип: в двух соединяемых деталях одна часть имеет резьбовое отверстие, а другая - соответствующее сквозное отверстие. В итоге они соединяются с помощью винта (как показано на рис. 1); или обе детали имеют сквозные отверстия, и они соединяются с помощью болта и гайки (как показано на рис. 2).
Преимущества:
Можно собирать и разбирать несколько раз, и относительно легко собирать и разбирать.
Недостатки:
1. Могут возникнуть проблемы с качеством, например, некачественные винты, трудности с обеспечением качества резьбовых отверстий, проскальзывание резьбы, приводящее к браку детали или ослаблению винта, и другие потенциальные проблемы.
2. Количество шнеков относительно велико, требуется больше рабочей силы, что приводит к высоким затратам и низкой эффективности.
Область применения:
Соединения деталей в машинах, требующих разборки (например, резьбовое отверстие на ребре усиления KCPLUS, соединяющееся с антенной).
Общие методы:
1. саморезы
2.резьбовое + винтовое соединение
3.Заклепанная шпилька/гайка + винт
4.Винт + гайка
Принцип:
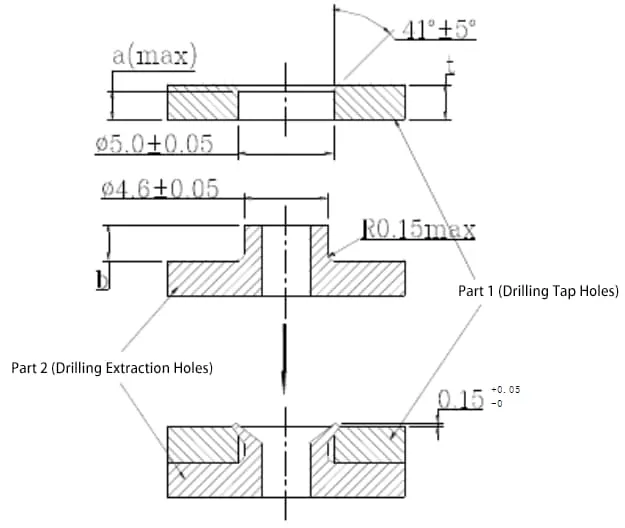
Как показано на рисунке 3, детали 1 (с пробитым отверстием) и 2 (с нарисованным отверстием) совмещены. С помощью пресс-формы вытянутое отверстие расширяется, заполняя угловое отверстие пробитого отверстия, и таким образом две детали соединяются в единое целое.
Преимущества:
1. Нет необходимости добавлять детали, что обеспечивает высокую прочность клепки.
2.Высокая эффективность производства при использовании пресс-формы для клепки.
Недостатки:
1. Сложно обеспечить качество.
2.Это одноразовое соединение, которое нельзя разобрать.
Область применения:
1. Соединения штампованных деталей, не требующих разборки.
2. Соединения внутри самой штампованной детали.
Технические характеристики:
Технические требования к пуансонной клепке зависят от толщины материала детали с пробитым отверстием (например, детали 1 на рисунке 3). Разные толщины материала имеют разные спецификации. Ниже приведены спецификации в зависимости от толщины материала детали с пробитым отверстием (0,9, 1,2, 1,5 мм), как показано в таблице 1. Подробные размеры спецификации приведены на рисунке 3.
| Толщина материала (мм) Параметры (мм) | 0.9 | 1.2 | 1.5 |
| a(max) | 0.5 | 0.8 | 1 |
| b | 1.5 | 1.7 | 2 |
Принцип:
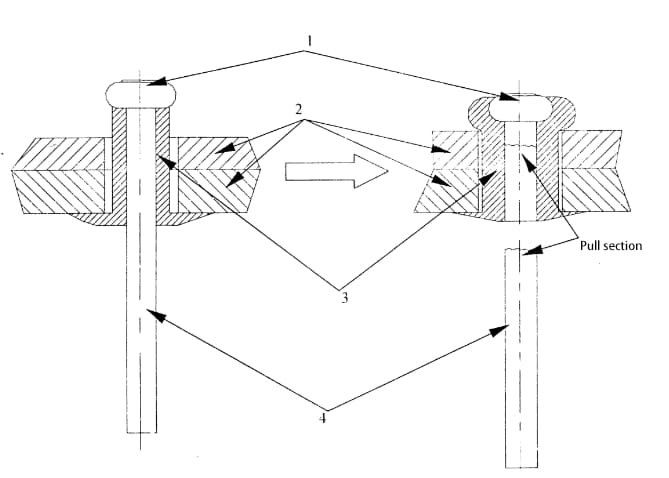
Как показано на рисунке 4, вставьте заклепку в соответствующие отверстия двух деталей, используйте заклепочный пистолет, чтобы потянуть за тягу 4 (пока она не сломается), головка 1 тяги перемещается вниз, заставляя ее внешнюю заклепочную втулку 3 расширяться наружу, больше, чем диаметр отверстия, тем самым достигая цели соединения двух деталей.
Преимущества:
1.Только нужно создать отверстия для заклепок на деталях, простая структура. 2.Хорошее качество соединения. 3. (Потому что действие заклепки может быть завершено поставщиком), низкая стоимость рабочей силы.
Недостатки:
1.После соединения головка имеет определенную высоту, и задняя поверхность соединения не может быть абсолютно плоской.
2.Разборка неудобна после подключения.
Область применения:
В основном используется для соединения штампованных деталей и неразъемных соединений компонентов.
Технические характеристики:
Заклепки делятся на два типа: заклепки с плоской головкой и заклепки с потайной головкой (как показано на рисунке 5). Заклепки с плоской головкой в основном используются для поверхностей с высокими требованиями, где не должно быть выступающих соединений. Плоская головка заклепки вставляется в отверстие с потайной головкой под углом 120° на штампуемой детали, при этом головка остается заподлицо с поверхностью. Некоторые технические параметры заклепки и отверстия под заклепку приведены в таблице 2.
Таблица 2: Спецификации заклепок и отверстий под заклепки
| Типы заклепок | D | Диаметр отверстия под заклепку | Толщина заклепки | L | H | P | M | Прочность на сдвиг | Прочность на разрыв | ||
| Потайная головка | Плоская головка | Потайная головка | Плоская головка | Предельная прочность (Н) | |||||||
| Алюминиевый сплав сталь сердечник тянуть заклепки | 2.4 | 2.5 | 1.0~3.2 | 1.6~3.2 | 5. 7 | 4.8 | 0.7 | 0.8 | 1.42 | 490 | 735 |
| 3.2~4.8 | 3.2~4.8 | 7. 3 | |||||||||
| 4.8~6.4 | 4.8~6.4 | 8. 9 | |||||||||
| 3 | 3.1 | 1.0~3.2 | 1.6~3.2 | 6.3 | 6 | 0.9 | 1.0 | 1.83 | 735 | 1180 | |
| 3.2~4.8 | 3.2~4.8 | 8. 0 | |||||||||
| 4.8~6.4 | 4.8~6.4 | 9.8 | |||||||||
| 3.2 | 3.3 | 1.6~3.2 | 1.6~3.2 | 6.3 | 6.4 | 0.9 | 1.1 | 1.83 | 930 | 1420 | |
| 3.2~4.8 | 3.2~4.8 | 8 | |||||||||
| 4.8~6.4 | 4.8~6.4 | 9.8 | |||||||||
| 4 | 4.1 | 1.2~3.2 | 1.6~3.2 | 6. 9 | 8 | 1.2 | 1.4 | 2.28 | 1470 | 2210 | |
| 3.2~4.8 | 3.2~4.8 | 8.6 | |||||||||
| 4.8~6.4 | 4.8~6.4 | 10.4 | |||||||||
| 4.8 | 4.9 | 1.6~3.2 | 2.3~3.2 | 6.9 | 9.6 | 1.4 | 1.6 | 2.64 | 2260 | 3240 | |
| 3.2~4.8 | 3.2~4.8 | 9.3 | |||||||||
| 4.8~6.4 | 4.8~6.4 | 11.1 | |||||||||
Примечание:
1. За исключением позиции крышки предельной силы, которая обозначается в Ньютонах (N). Остальные позиции крышки указаны в миллиметрах (мм).
2. Позиции размеров, указанные в таблице, показаны на рисунке 5
Принцип:
Точечная сварка обычно делится на две категории: двусторонняя точечная сварка и односторонняя точечная сварка. При двусторонней точечной сварке электроды подают напряжение к точке сварки с обеих сторон изделия. Наиболее часто используется типичный метод двусторонней точечной сварки, при котором отпечатки электродов располагаются с обеих сторон заготовки.
Использование токопроводящей пластины с большой площадью сварки в качестве нижнего электрода позволяет устранить или уменьшить отпечатки на нижней части заготовки.
Преимущества:
1. Точечная сварка обеспечивает надежное крепление, выполняется поставщиками, является быстрой и экономичной;
2. Детали не требуют сложных конструкций.
Недостатки:
Он предъявляет определенные требования к форме деталей. Этот вопрос должен быть тщательно проработан на этапе проектирования, и данный метод можно рассматривать для соединения крупных деталей с достаточным пространством.
Характеристики:
Метод блокировки с помощью крючков и пазов обычно выполняет функцию предварительного позиционирования и не может непосредственно скреплять детали. Он обычно используется в сочетании со стопорными винтами, заклепками и другими методами крепления.
Структурное описание:
Структура крючково-пазового соединения включает в себя крючки и пазы. В формах крючков, приведенных на рисунке 6 (a) и (b) ниже, крючки и пазы не совпадают один к одному. При необходимости они могут чередоваться. Форма крюка, приведенная на рисунке 6 (b), используется для соединений, не требующих очень прочного крепления.
Технические характеристики: Ввиду относительно менее надежного позиционирования, обеспечиваемого методом зацепления "крюк-паз", и его частого использования в сочетании с другими методами соединения, его конкретные спецификации являются гибкими и адаптируемыми, со свободными фитинг требования. Спецификации, представленные на рисунке 7, могут быть использованы при проектировании и подходят для различных форм крючковых и пазовых соединений.
W2 = 6,0 мм или 10,0 мм (обычно 6,0 для мелких деталей, 10,0 для крупных), W1 = W2 + 0,3, B1 = W2 + 3,0, T1 = зажимаемая толщина, T2 = T1 + 0,1, A = 20
Примечание: Единица измерения длины - мм
Преимущества:
1. Соединяемые детали могут вращаться вокруг оси, что делает разборку и сборку удобной;
2. Удобная и быстрая покупка
Недостатки:
Больше деталей, выше стоимость.
Принцип:
Под действием сильного растяжения и сжатия материал подвергается пластической деформации, встраивая один материал заготовки в другой материал заготовки, тем самым соединяя две детали из листового металла с помощью процесс штамповкикак показано на рисунке 8.
Таблица: Диаметр точки подключения TOX Оптимальная серия
| Диаметр точки соединения | 6 мм | 8 мм | 10 мм |
| Диапазон толщины одного листа | 0.5-1.75 | 1.0-2.5 | 1.25-3.0 |
| Прочность на сдвиг (Н) | 1000-2500 | 2600-3600 | 3000-6000 |
| Прочность на разрыв (Н) | 1000-2700 | 2100-4000 | 3000-5000 |
| Усилие штамповки (кН) | 20-45 | 35-50 | 60-80 |
| Усилие выталкивания вырубной головки (Н) | 500-3500 | 1000-6000 | 2000-8000 |
Для неразъемных соединенийРекомендуется отдавать предпочтение следующим методам соединения в следующем порядке: штамповочная заклепка, точечная сварка, заклепка TOX, зажим, винтовое крепление с сопряжением язычковых пазов и винтовое крепление. Учитывая стоимость деталей, расходы на упаковку и транспортировку, а также условия хранения (требуется большое пространство), предпочтение отдается винтовому соединению с пазовым соединением.
Для разъемных соединенийРекомендуется отдавать предпочтение следующим методам соединения в следующем порядке: винтовое соединение с закладным пазом и винтовое соединение. Учитывая, что использование только винтов приведет к большим трудозатратам и эксплуатационным трудностям, метод соединения винтовым замком с закладным пазом, как правило, является предпочтительным.







