
Как рассчитать вес листового металла: Основные формулы
Вы когда-нибудь задумывались, как быстро рассчитать вес листового металла? В этой статье раскрывается простая формула, которая...
Гибка - важнейший навык в металлообработке, позволяющий создавать функциональные и эстетичные конструкции. В этой статье рассматриваются инструменты, методы и лучшие практики гибки металла. Вы узнаете о пошаговом процессе, распространенных проблемах и советах по достижению точных изгибов в ваших проектах. Давайте окунемся в мир гибки металла!

Гибка листового металла является еще одной формой формовки листового металла, в основном с помощью листогибочного станка для выполнения линейного изгиба листового металла, подходящего для обработки узких и длинных линейных деталей. Операция гибки на гибочном станке опирается на верхний и нижний гибочные штампы, закрепленные на плунжере и столе для завершения.
В соответствии с различными методами гибки, листогибочный станок имеет две формы: гибочная и листогибочная машина, обычно называемые гибочными машинами и листогибочными машинами соответственно. В настоящее время наиболее широко используется гидравлический листогибочный станок.
Как показано на рисунке 1, структура листогибочного станка типа W67Y-160 выглядит следующим образом: W означает гибочный станок, 67 - пресс для гибки листового металла, Y - код гидравлической передачи, 160 - номинальное давление пресса 160 кН. Листогибочный станок состоит из рамы, плунжера, рабочего стола и гидравлического цилиндра. Во время работы масло под высоким давлением используется в качестве источника питания, используя гидравлический цилиндр и поршень для перемещения плунжера и матрицы, тем самым завершая гибку листового металла на прессе.
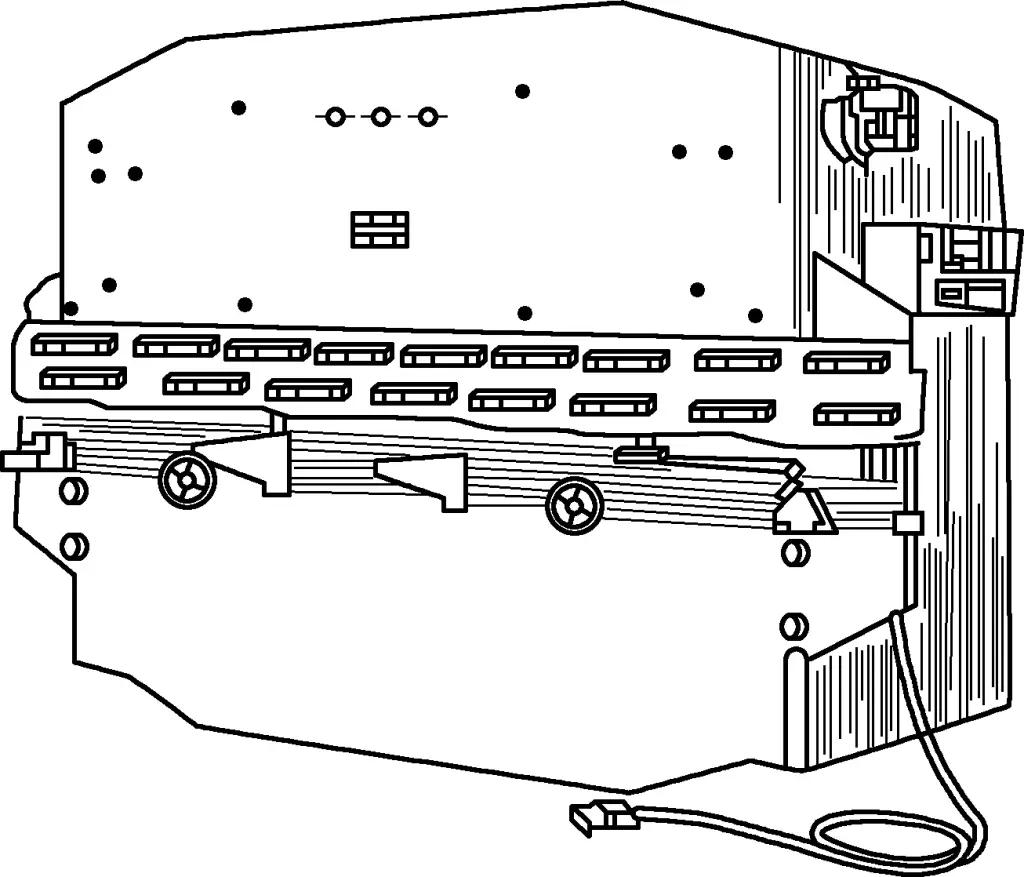
С развитием компьютерных технологий управления традиционные листогибочные станки постепенно перешли на ЧПУ. Регулировка хода плунжера и регулировка положения задней пробки в основном используют электрическую быструю регулировку и ручную точную регулировку, часто оснащаются устройствами цифровой индикации и дополнительными системами ЧПУ для достижения автоматического управления ходом задней пробки и плунжера.
Точность позиционирования этого механизма с ЧПУ обычно достигает ±0,1 мм и выше, что позволяет осуществлять непрерывную быструю гибку заготовок с различными углами изгиба, значительно повышая эффективность производства.
Независимо от типа оборудования, используемого для гибки листового металла, обработка в первую очередь осуществляется с помощью гибочных штампов, установленных на гибочном станке. Гибочные штампы, установленные на гибочной машине, можно разделить на две категории: общие и специальные штампы. На рисунке 2 показаны формы торцевых поверхностей общих гибочных штампов.
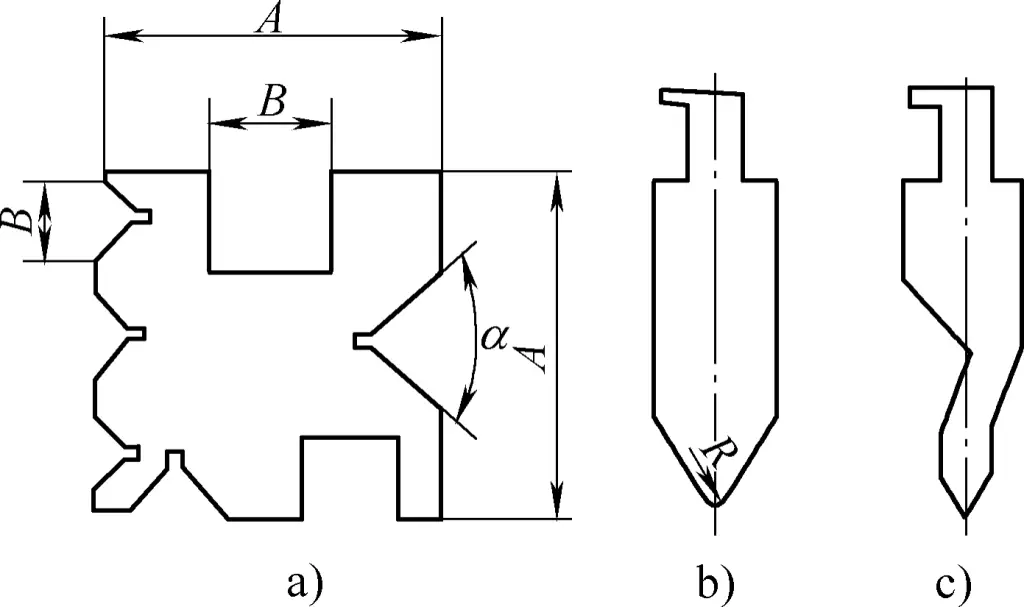
a) Общий вогнутый штамп
б) Удар прямой рукой
c) Перфоратор с изогнутым рычагом
Верхний штамп обычно имеет V-образную форму и бывает двух типов: с прямым и изогнутым рычагом. Верхний штамп с меньшим углом галтели изготавливается под углом 15°, а радиус галтели верхнего штампа состоит из нескольких фиксированных размеров, образующих набор, который может быть заменен в зависимости от потребностей заготовки.
Нижний штамп обычно имеет несколько фиксированных пазов с четырех сторон для адаптации к изгибу деталей на станке, обычно V-образных, но некоторые прямоугольные, которые могут изгибать детали под тупым и острым углом. Длина нижнего штампа обычно равна или немного больше длины рабочего стола. Высота верхнего и нижнего штампов должна определяться исходя из высоты закрытия станка. При использовании гибочных штампов угол изгиба сгибаемых деталей обычно не превышает 18°.
Для гибочные детали при больших объемах производства или специальных формах необходимо использовать специальные гибочные штампы. Специальные гибочные штампы могут использоваться в комбинации с общими гибочными штампами или для гибки отдельных деталей. На рисунке 3 показаны специальные гибочные штампы, используемые на гибочных станках.
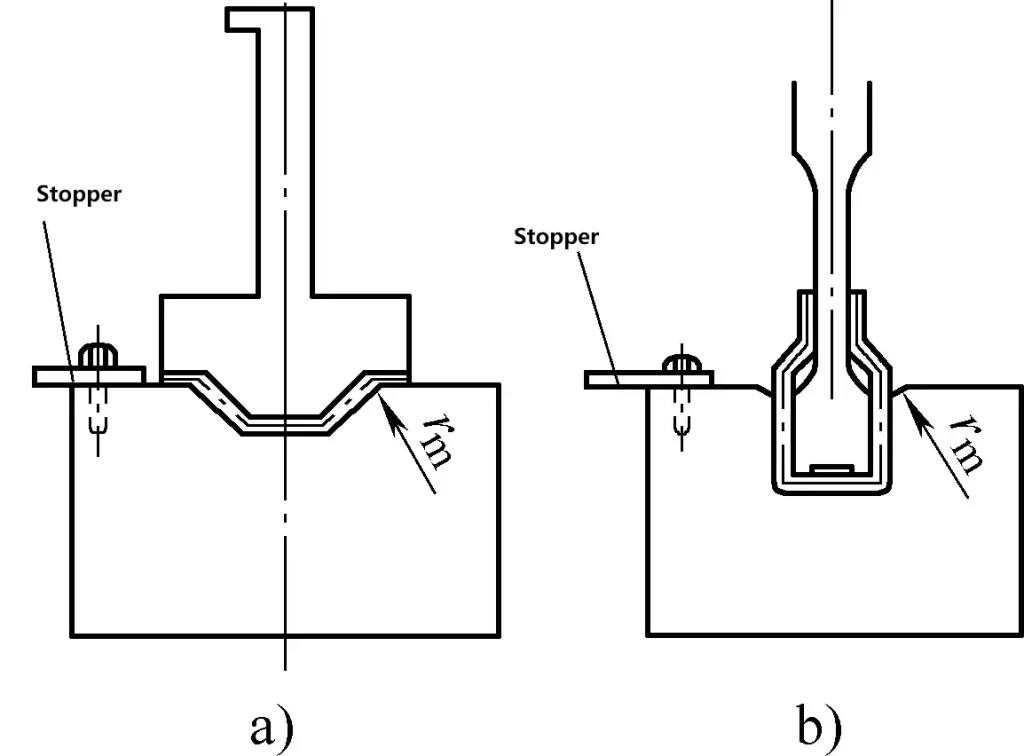
С помощью специального штампа, показанного на рисунке 3a, можно за один раз сформировать несколько точек сгиба, что является очень эффективным. Штамп, показанный на рисунке 3b, - это специальный гибочный штамп, используемый для последнего процесса. Поскольку деталь имеет небольшое отверстие, общий гибочный штамп может только завершить гибку предыдущих процессов.
Независимо от типа используемого гибочного станка или гибочного штампа, во время гибки следует придерживаться следующих методов работы.
Перед началом эксплуатации гибочного станка необходимо провести подготовительные работы, в том числе: убрать препятствия с рабочего стола и вокруг станка, смазать станок; проверить, все ли части станка функционируют должным образом, и оперативно устранить любые неполадки, особенно убедиться в гибкости педали. Если наблюдается явление непрерывной работы, не используйте его.
В целом, гибочный станок может работать в соответствии со следующими методами и этапами:
1) Опустите плунжер гибочного станка в нижнее положение, отрегулируйте нижнюю точку плунжера так, чтобы высота закрытия рабочего стола была на 20-50 мм больше, чем общая высота верхнего и нижнего гибочных штампов.
2) Поднимите плунжер и установите верхнюю и нижнюю матрицы. Как правило, сначала на рабочий стол устанавливается нижняя матрица, затем опускается плунжер и устанавливается верхняя матрица. При установке верхнего штампа держите оба конца параллельно друг другу, придвиньте верхний штамп к среднему положению плунжера с одного конца паза для штампа плунжера во время движения, обеспечивая сбалансированное усилие на станке, и надежно закрепите винтами.
Чтобы предотвратить падение верхнего штампа и травмирование нижнего штампа или рук во время установки, установите на нижний штамп несколько деревянных брусков, предпочтительно несколько деревянных стержней одинакового диаметра. Это не только предотвратит вышеупомянутые несчастные случаи, но и, когда верхний штамп опирается на деревянные стержни, он становится параллельным при надавливании на верхний штамп, что экономит усилия и обеспечивает безопасность.
3) Включите механизм регулировки плунжера, позволяя верхней матрице войти в паз нижней матрицы, и переместите нижнюю матрицу, чтобы совместить центральную линию верхней матрицы с центральной линией паза нижней матрицы, затем зафиксируйте нижнюю матрицу.
В настоящее время на некоторых гибочных машинах для удобства установки и регулировки верхнего и нижнего штампов нижний штамп также выполнен в виде нижнего штампа и нижнего штампа в сборе, соединенных U-образным вырезом. Хотя такая форма удобна для последующей замены штампа, при первоначальной установке и регулировке все равно следует выполнять описанные выше действия.
4) Поднимите плунжер, отрегулируйте механизм стопора в задней части рабочего стола в соответствии с размером гиба, чтобы верхнее отверстие штампа совпадало с линией гиба листового металла. Если оборудование оснащено цифровым дисплеем или функцией ЧПУ, можно использовать электрическую регулировку, при этом размер позиционирования будет отображаться непосредственно на дисплее или контролироваться с помощью программирования. Если оборудование не имеет функции электрической регулировки, для позиционирования размера при заготовке можно использовать ручную регулировку.
Структура механизма обратного калибра гибочного станка показана на рисунке 4, где кронштейн 5 закреплен в Т-образном пазу на боковой стороне верстака с помощью крепежной ручки 6 и может регулироваться вверх и вниз. Плунжер 2 может перемещаться вперед-назад вдоль кронштейна 5 для адаптации к требуемому положению. Если величина регулировки невелика, плита 1 заднего калибра может также регулироваться вперед-назад с помощью регулировочной гайки 4 и фиксироваться крепежной ручкой 3.
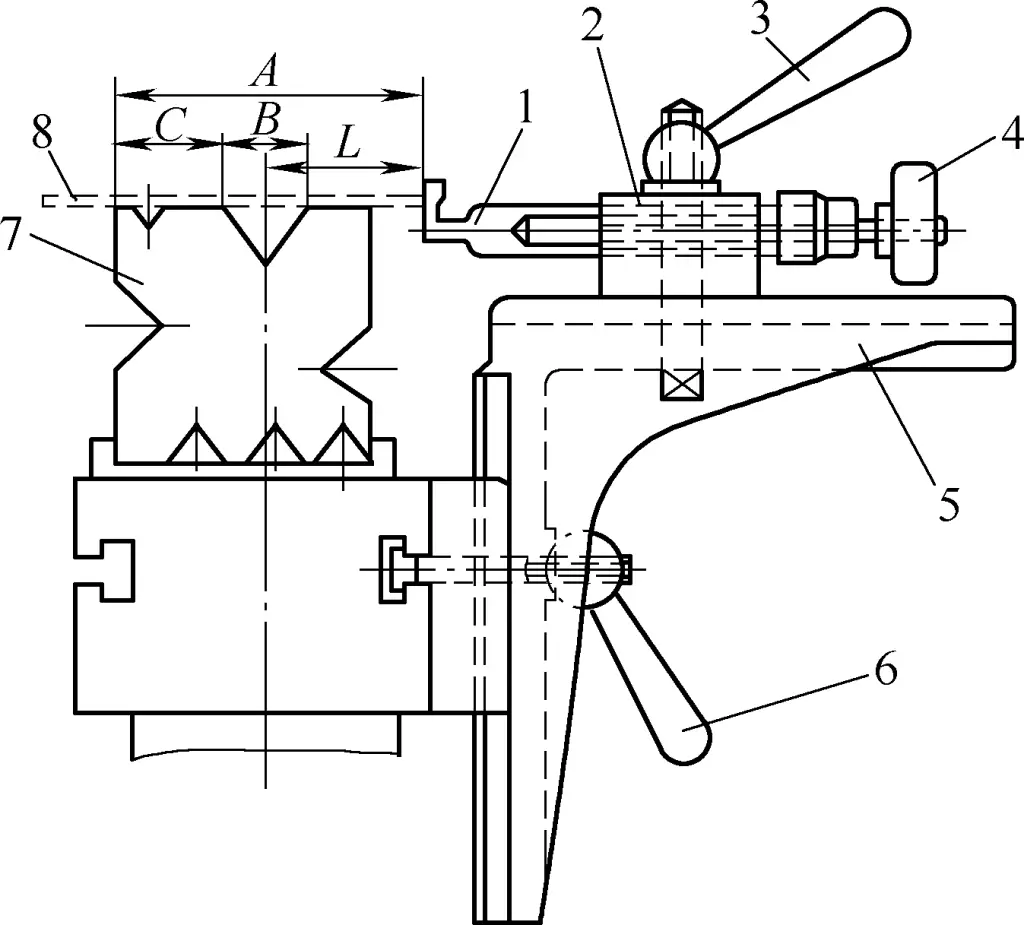
1 - Заглушка для манометра
2-Рам
3, 6 Крепежная рукоятка
4-Гайка точной настройки
5-Bracket
7-Нижняя смерть
8-Бланк
Во время работы обычно отмечают значение измерения A [A=L+B/2+C, где A - расстояние (мм) от боковой стороны нижнего штампа до плиты обратного калибра; B - ширина паза нижнего штампа (мм); C - расстояние (мм) от боковой стороны нижнего штампа до края паза нижнего штампа; L - расстояние (мм) от линии гиба до края заготовки]. Значение A должно быть правильно отрегулировано после пробной гибки, а размер гиба может быть определен только после квалификации при первой проверке, самопроверке и специальной проверке.
5) Регулируйте угол гибки по мере необходимости. Чтобы соответствовать требованиям, легко отрегулировать угол изгиба, изменив глубину вхождения верхнего штампа в нижний. Как правило, это можно определить, проведя пробную гибку несколько раз с отработанным материалом.
Для деталей, для формирования которых требуется несколько сгибов, последовательность сгибания обычно выполняется от внешней стороны к внутренней, то есть сначала сгибаются углы на концах, затем сгибаются средние части. Кроме того, предыдущий изгиб должен обеспечивать надежное позиционирование для последующего изгиба, а последующий изгиб не должен влиять на ранее сформированную деталь, как показано на рисунке 5.

Использование общего гибочного станка с некоторыми специальными штампами для гибки не только быстрое в производстве, но и очень экономичное. Поэтому он широко используется в производстве.
На рисунке 6 показаны гнутые детали и гибочные штампы для гибки общего края.
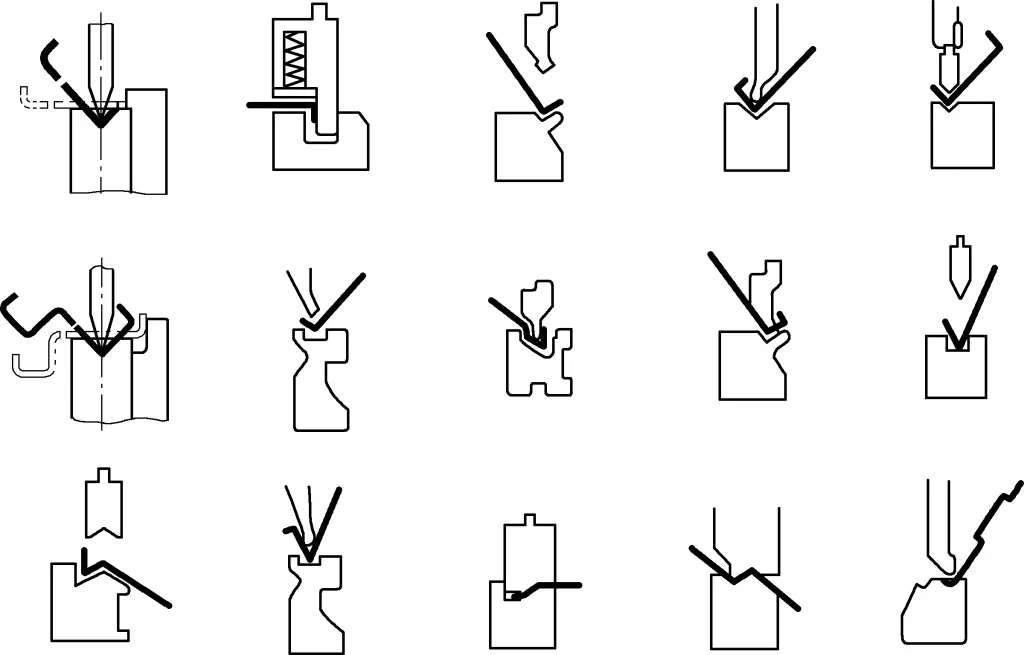
При выполнении гибочных работ обращайте внимание на следующие моменты:
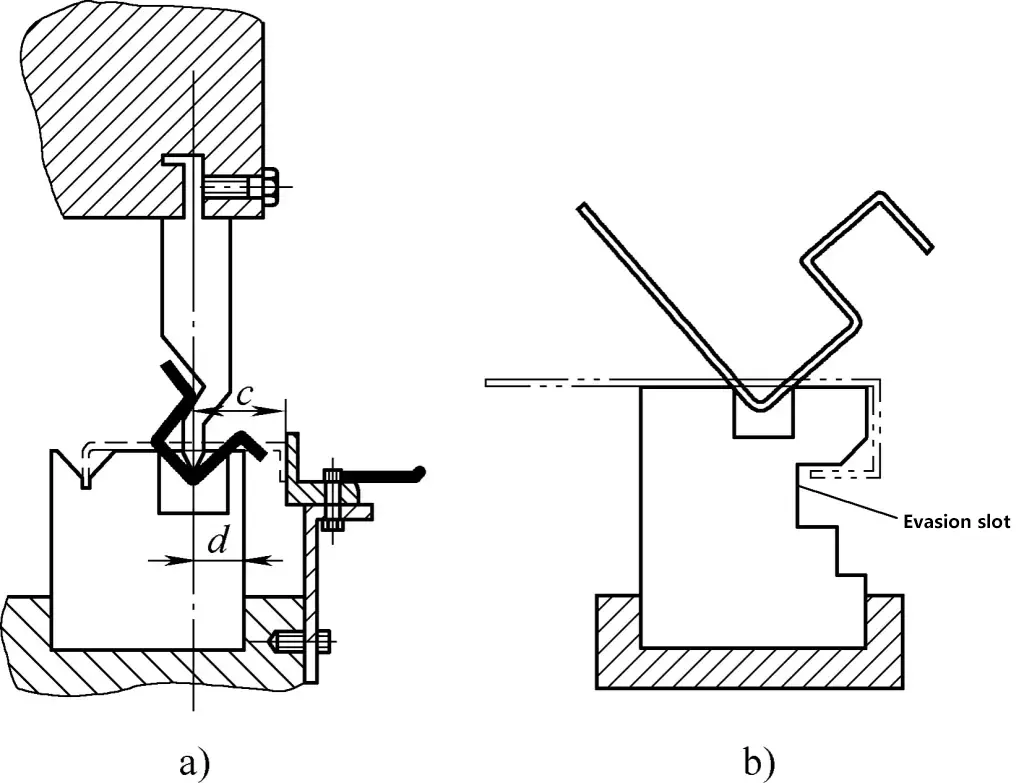
1) При гибке заготовок, уже имеющих загибы кромок, расстояние от центра паза нижнего штампа до его края не должно быть больше длины прямой кромки согнутой детали, как показано на рисунке 7a, размер d должен быть меньше размера c; в противном случае заготовка не может быть размещена. При гибке полуфабрикатов, согнутых в форме крюка, следует использовать нижний штамп с рельефной канавкой, как показано на рис. 7b.
2) Выбор верхнего штампа также должен основываться на требованиях к форме и размеру детали. Радиус закругленного конца верхнего штампа должен быть немного меньше, чем радиус изгиба детали. Как правило, используется тип с прямыми рычагами, но если при работе с прямыми рычагами возникают помехи, следует использовать верхний штамп с изогнутыми рычагами.
3) При гибке сложных деталей под разными углами с использованием универсальных пресс-форм требуется регулировка плиты обратного калибра и замена верхнего и нижнего штампов в зависимости от количества изгибов, радиуса гиба и формы деталей.
Последовательность гибки очень важна, так как она не только влияет на структуру пресс-формы и количество гнутых деталей, но и иногда определяет, можно ли изготовить деталь. Общий принцип заключается в последовательном сгибании от внешней стороны к внутренней, то есть сначала сгибаются внешние углы, а затем внутренние. Предыдущий изгиб должен обеспечивать надежное позиционирование для последующего изгиба, а последующий изгиб не должен влиять на форму предыдущего изгиба.
4) При использовании универсального гибочного штампа для гибки деталей на гибочном станке ширина нижней канавки штампа B (см. рис. 2) должна быть больше удвоенной суммы внутреннего радиуса гиба R и толщины материала t, плюс зазор 2 мм, т.е. B>2(t+R)+2, чтобы заготовка не мешала и не образовывала вмятин и царапин при гибке.
При этом для уменьшения усилия изгиба следует выбирать более широкую канавку для твердых материалов, а для более мягких - более узкую, так как большая канавка может согнуть прямую кромку в дугообразную форму.







