
Обрабатываемость металлов: Свойства и процессы
Вы когда-нибудь задумывались о том, как материал металлической детали влияет на ее технологичность? В этой статье рассматривается сложная взаимосвязь...
Что, если бы вы могли сваривать металлы с точностью и эффективностью, с которыми не могут сравниться традиционные методы? Лазерная сварка предлагает именно такую возможность. В этой статье рассматриваются такие ключевые параметры, как мощность, фокусное расстояние и скорость, имеющие решающее значение для оптимизации процессов лазерной сварки. Узнайте, как регулировка этих параметров влияет на качество и производительность сварного шва, обеспечивая более прочные и надежные соединения. В конце статьи вы поймете, как точно настроить свою установку для лазерной сварки, чтобы добиться наилучших результатов.

Лазерные сварочные аппараты отличаются гибкостью и широким спектром применения, что делает их востребованными в промышленной обработке. Лазерная сварка обычно используется для сваривания металлических материалов. Лазерный сварочный аппарат облучает поверхность металла высокоинтенсивным лазерным лучом, в результате чего металл плавится, а затем остывает и затвердевает.
По сравнению с традиционными сварочными аппаратами, лазерные сварочные аппараты обеспечивают превосходное качество обработки, минимальную деформацию и удвоенную эффективность.
Для достижения лучших результатов сварки, снижения теплового воздействия, обеспечения прочности и твердости мы на примере лазерного сварочного аппарата мощностью 1500 Вт расскажем о факторах, влияющих на результат лазерной сварки.
Толщина материала определяет мощность необходимого лазерного сварочного аппарата. В процессе лазерной сварки, если выходная мощность слишком высока или слишком низка, это повлияет на глубину проплавления.
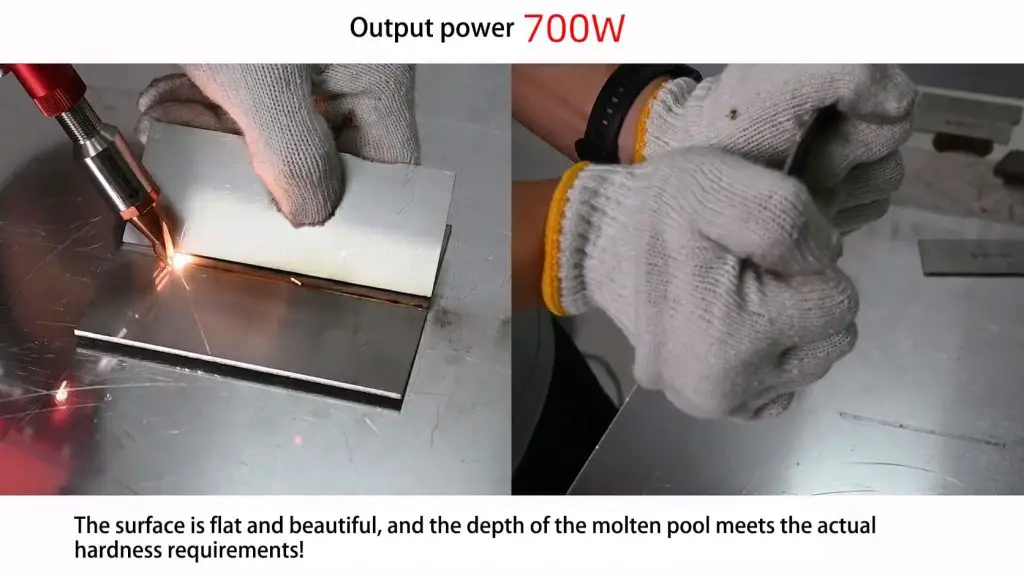
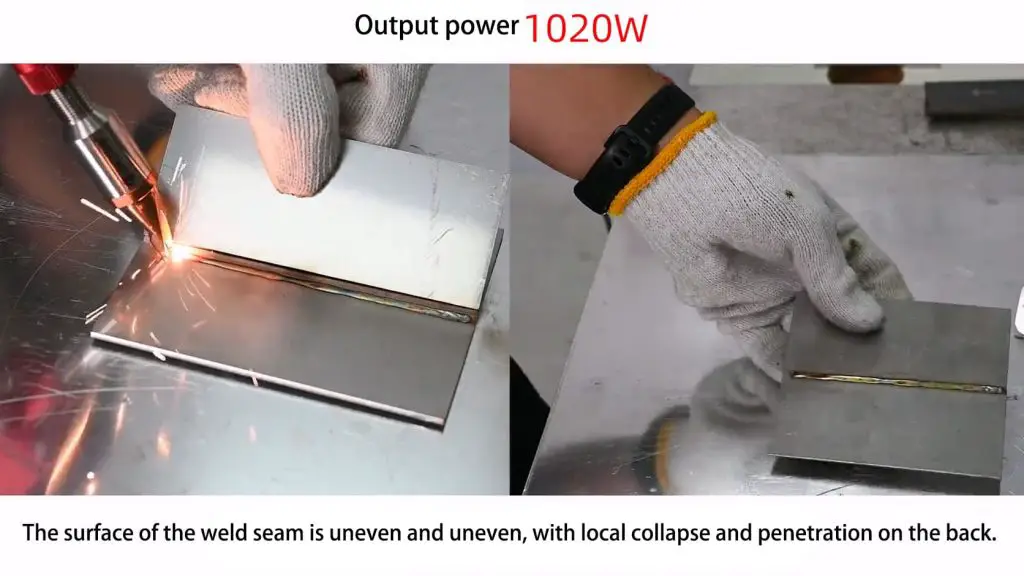
Как видно из приведенного выше изображения, выходная мощность сильно влияет на толщину листа, что сказывается не только на качестве внешнего вида, но и на механических свойствах нашего сварочного процесса. Поэтому в процессе отладки рекомендуется сначала уточнить диапазон эффективной мощности для более точной настройки параметров.
Фокусное расстояние относится к расстоянию от поверхности материала до самого маленького пятна сфокусированного лазерного луча во время сварки. Поскольку фокус лазера находится в центре светового пятна, если плотность мощности слишком высока, она легко испарится в отверстие. Вдали от лазерного фокуса распределение плотности мощности относительно равномерное.
Поэтому в процессе сварки необходимо изменять расстояние от фокуса до поверхности материала (также известное как расфокус) для достижения лучших результатов сварки. Размер расфокуса может изменить плотность мощности и световое пятно, что оказывает определенное влияние на качество сварки.
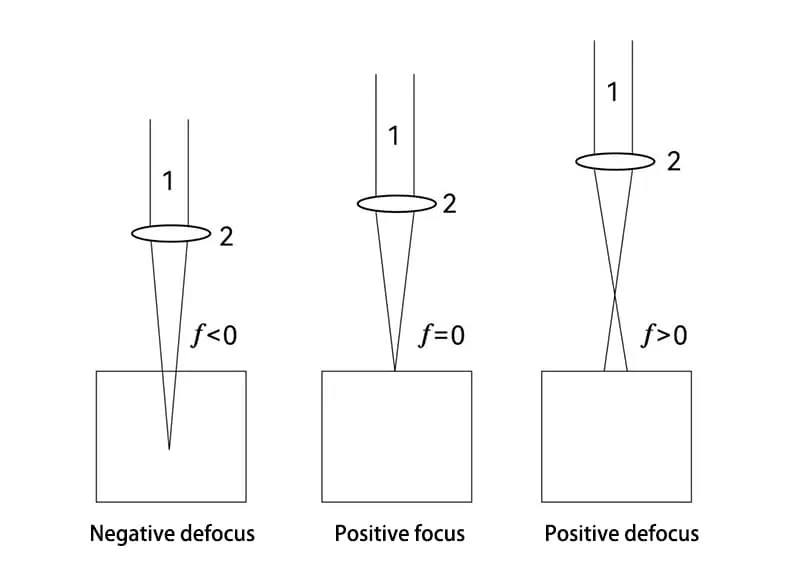
Расфокусировка подразделяется на положительную и отрицательную. При использовании положительного расфокуса глубина проплавления уменьшается, ширина проплавления немного увеличивается, а количество сварочных брызг уменьшается. При использовании отрицательного расфокуса глубина проплавления увеличивается, ширина проплавления немного увеличивается, а сварочное разбрызгивание уменьшается.
Когда дефокус F=0 (в фокусе), плотность мощности лазера увеличивается, и во время сварки будут разбрызгиваться брызги. В реальных приложениях, при сварке тонких пластин, глубина проплавления мала, поэтому целесообразно использовать положительный дефокус.
Когда глубина плавления больше, используется отрицательная расфокусировка (если расфокусировка слишком велика, эффект будет неочевиден, а энергия, скорее всего, рассеется).
Под шириной понимается заданная ширина, образуемая лазерным лучом, отражающимся туда и обратно с определенной скоростью на отражающем зеркале при определенном угле поворота. При малой ширине можно получить концентрированную и высокоплотную лазерную энергию. При большой ширине можно получить большую площадь лазерной энергии.

Ширина сварного шва напрямую влияет на производительность сварки и вызывает определенные изменения в соотношении глубины и ширины. При постоянной скорости и частоте колебаний, когда ширина уменьшается, ширина сварного шва и зона теплового воздействия на поверхности материала уменьшаются, глубина проплавления увеличивается, а производительность сварки остается стабильной.
При увеличении ширины ширина сварного шва и площадь теплового воздействия на поверхности материала увеличиваются, распределение энергии не концентрируется, а глубина проплавления уменьшается. Для более толстых материалов чем лучше соотношение глубины и ширины, тем лучше качество сварного шва.

Частота в основном влияет на внешний вид и качество сварного шва. При постоянной скорости, если частота лазера снижается, скорость перекрытия точек сварки уменьшается, и поверхность сварного шва становится относительно грубой. Если частота лазера слишком высока, могут возникнуть проблемы со шлаком или проплавлением.
В процессе сварки, в зависимости от обрабатываемых материалов и требований к сварке, можно выбрать соответствующую частоту сварки, чтобы обеспечить определенную скорость наложения, а сварной шов будет более гладким и чистым.

Использование Artizono ручная лазерная сварка например, при частоте колебаний 20 Гц форма сварного шва получается аккуратной, а эффект проплавления шва - неглубоким. Соответствующая частота колебаний позволяет достичь хороших результатов сварки.
В процессе сварки, если нет особых требований к внешнему виду и производительности, используя лазерный сварочный аппарат нашей компании, мы предлагаем отрегулировать частотный диапазон до 14 Гц-20 Гц.

Что касается скорости, то при высокоскоростной сварке глубина проплавления будет меньше. Как правило, при сварке тонких листов или материалов с лучшими характеристиками рекомендуется использовать высокоскоростную сварку, и наоборот.
В процессе сварки скорость также влияет на эстетику сварного шва. Низкоскоростная сварка склонна к провисанию, а высокоскоростная может привести к образованию неровных швов.
Кроме того, на эффект лазерной сварки также влияют различные факторы, такие как газ, скорость поглощения материала и форма волны. В реальных случаях сварки мы можем гибко регулировать основные параметры лазерной сварки в соответствии с потребностями обработки и проводить многочисленные испытания для достижения лучших результатов сварки.
Детали и компоненты, изготовленные с использованием технологии лазерной сварки, не только отвечают самым высоким эксплуатационным требованиям, но и значительно повышают эффективность производства.
По сравнению с традиционной технологией сварки, хотя первоначальные инвестиционные затраты на лазерную сварку выше, эффект от нее нельзя игнорировать. Постепенное развитие технологии лазерной сварки откроет больше возможностей для инноваций и модернизации в промышленном секторе.







