Как металлические детали приобретают сложную форму без нагрева? Ответ кроется в холодной экструзии - увлекательном процессе, который позволяет формовать металл при комнатной температуре с использованием значительного давления. Эта технология не только придает металлу форму, но и улучшает его механические свойства, что делает ее жизненно важной для производства высокопрочных деталей. В этой статье вы узнаете об основных принципах холодной экструзии, различных типах методов экструзии и их применении в различных отраслях промышленности. Узнайте, как этот метод превращает сырой металл в прецизионные детали с минимальными отходами и максимальной эффективностью.
Последнее обновление:
28 июня, 2024
Поделитесь своим мнением:
Оглавление
Сущность холодной экструзии
Холодная экструзия использует принцип пластической деформации металлических материалов. В условиях комнатной температуры металлическая заготовка в холодном состоянии помещается в полость пресс-формы, установленной на прессе.
Под воздействием значительного давления и определенной скорости металлическая заготовка подвергается пластическому течению. Через зазор между пуансоном и матрицейили на выходе из фильеры, выдавливаются полые детали или сплошные детали с поперечным сечением, меньшим, чем поперечное сечение заготовки.
Этот процесс позволяет добиться желаемой формы и размера, сохраняя при этом высокие механические свойства экструдированных деталей. Холодная экструзия - один из методов обработки деталей без сколов или с минимальным количеством сколов и является передовым методом обработки металлопластика.
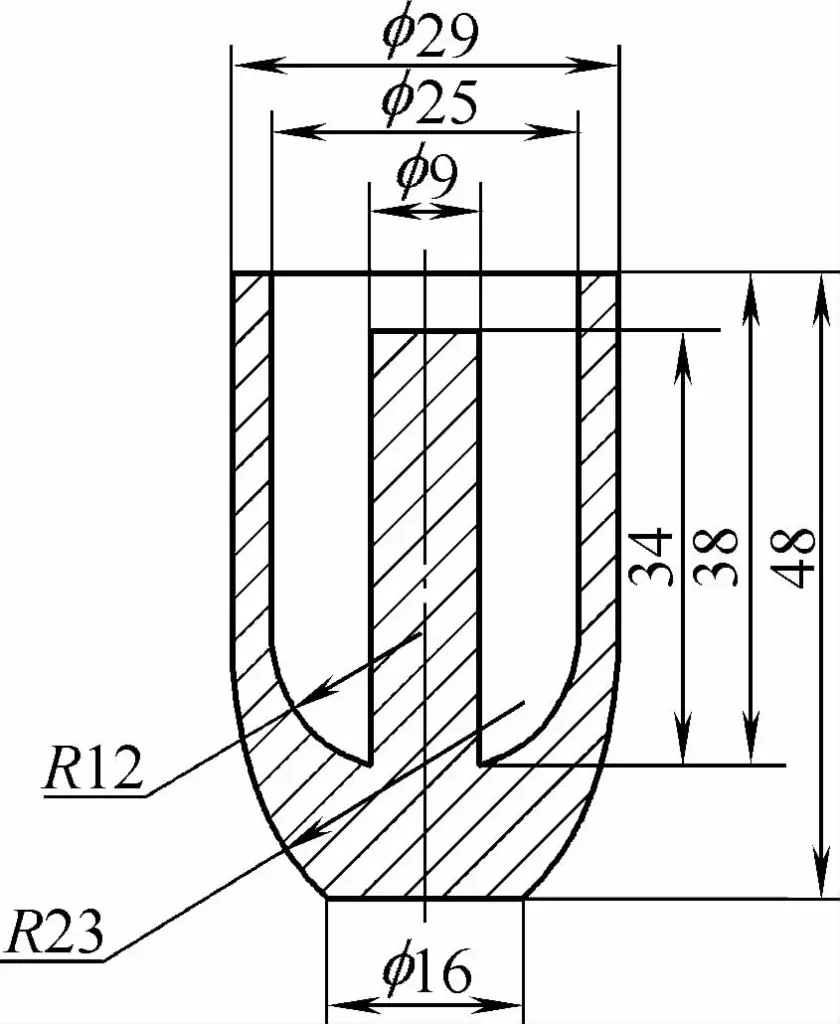
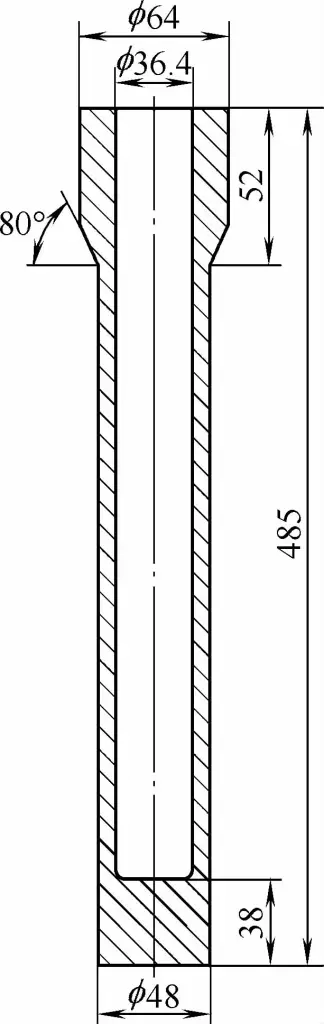
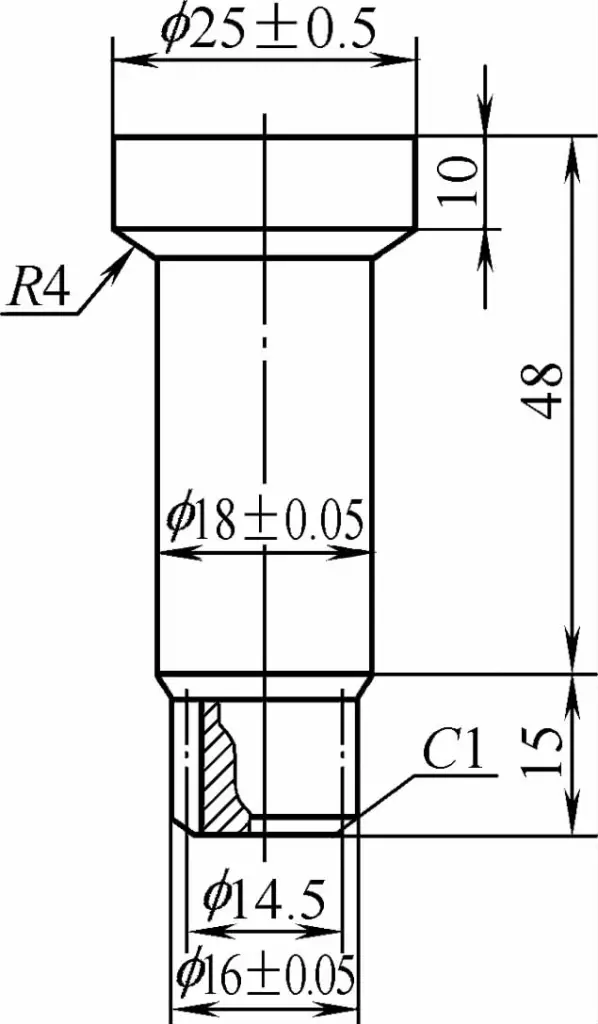
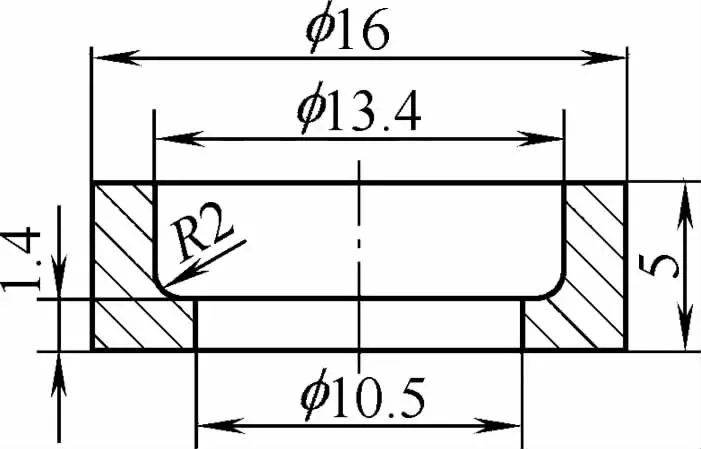
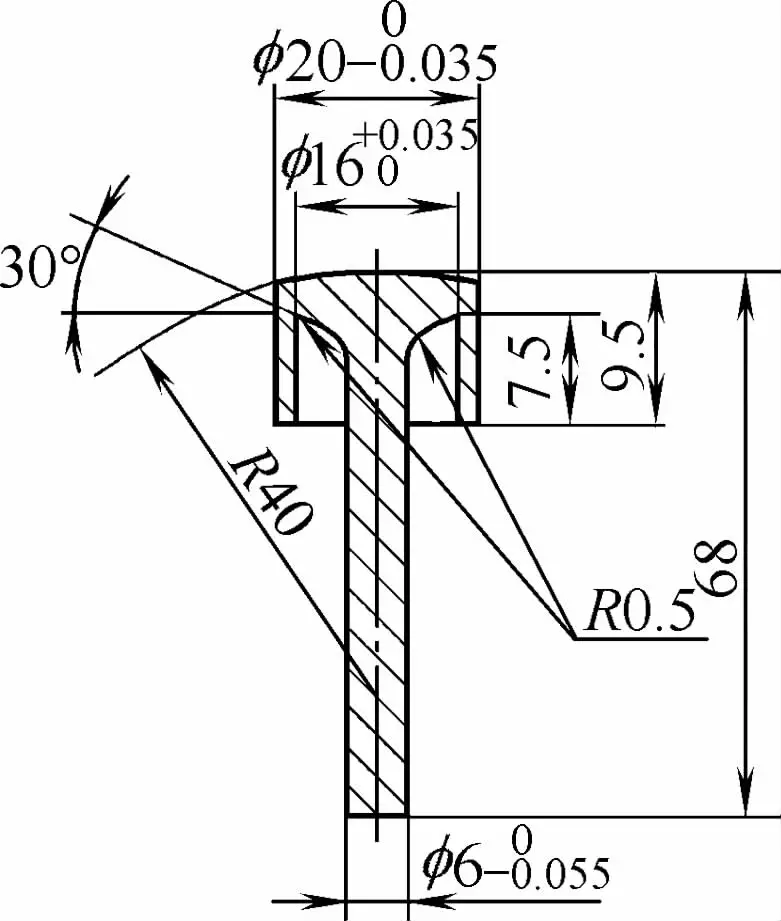
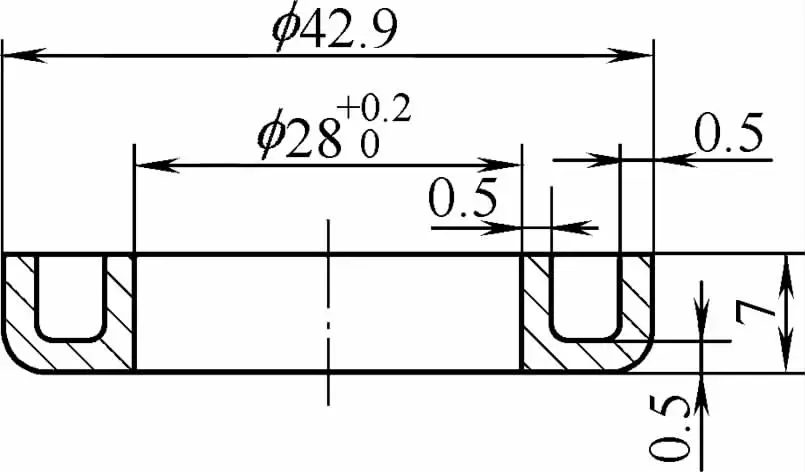
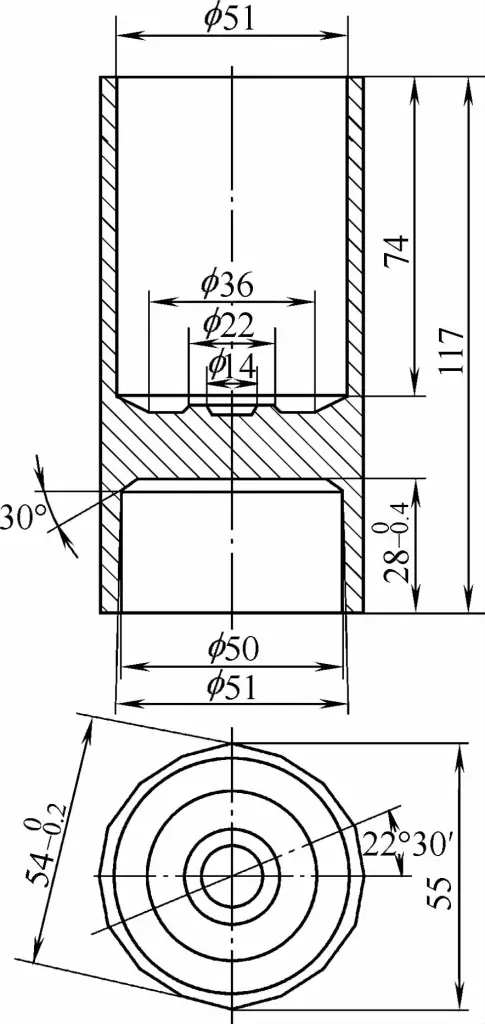
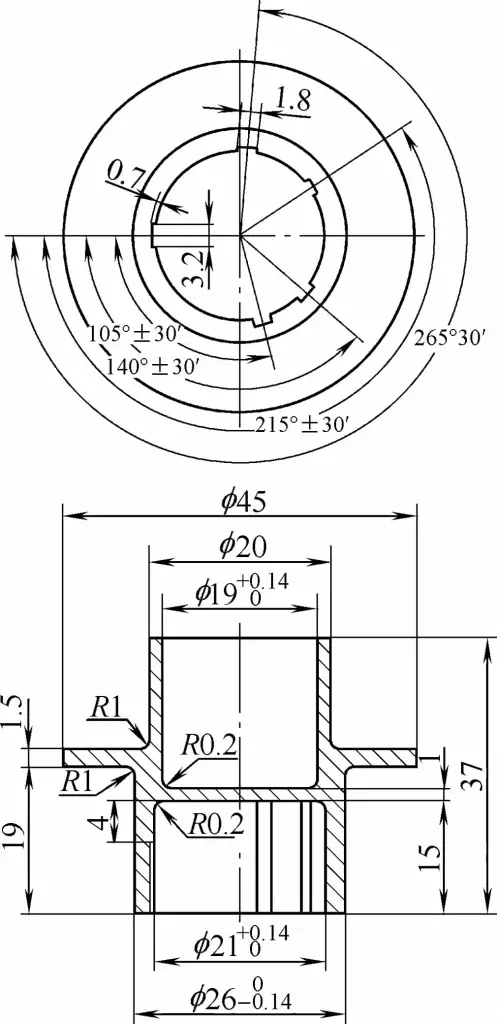
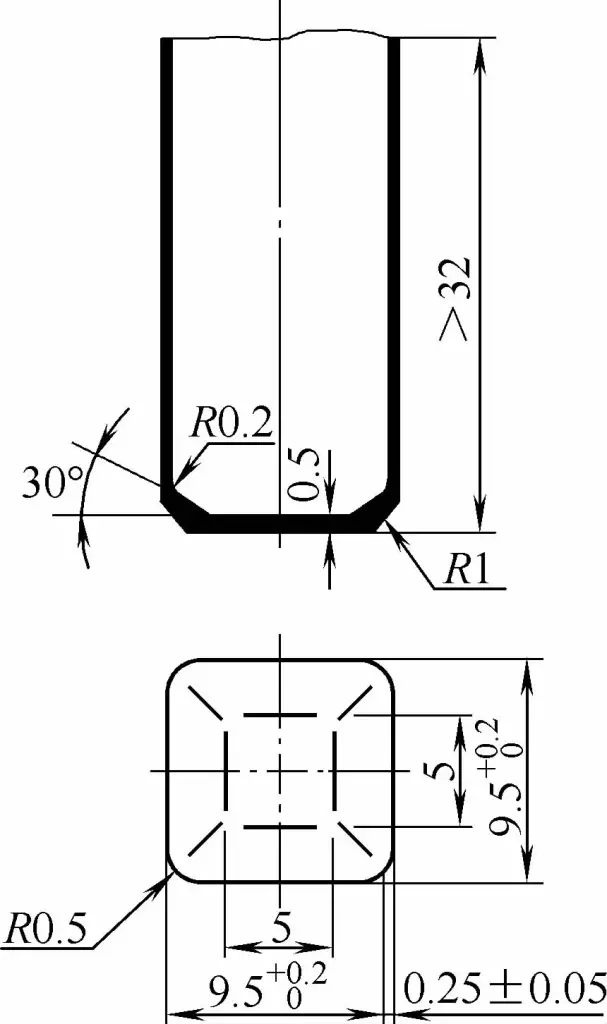
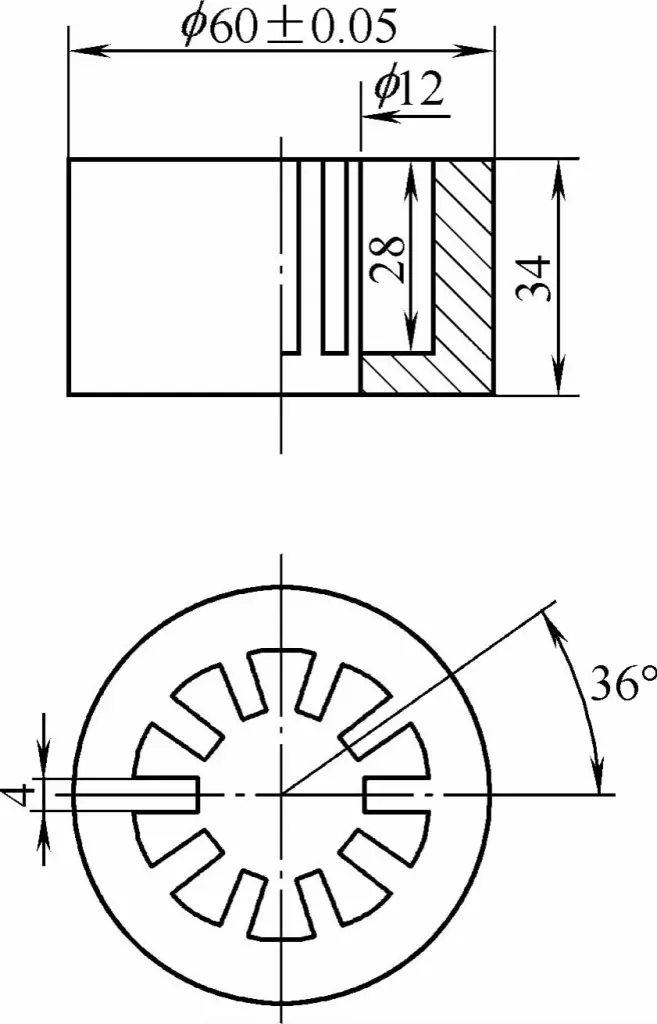
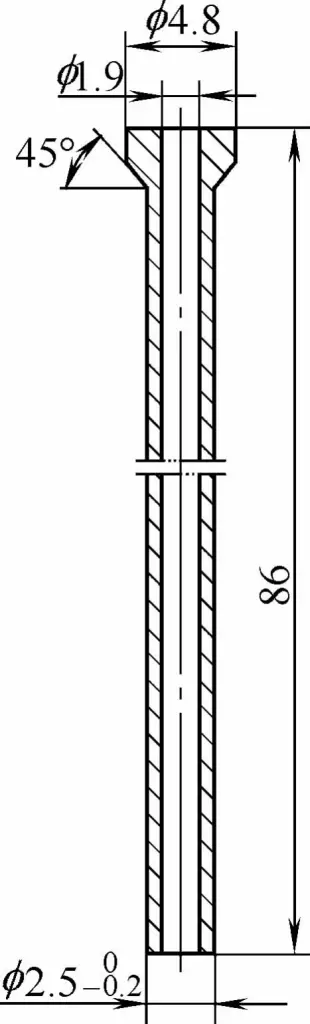
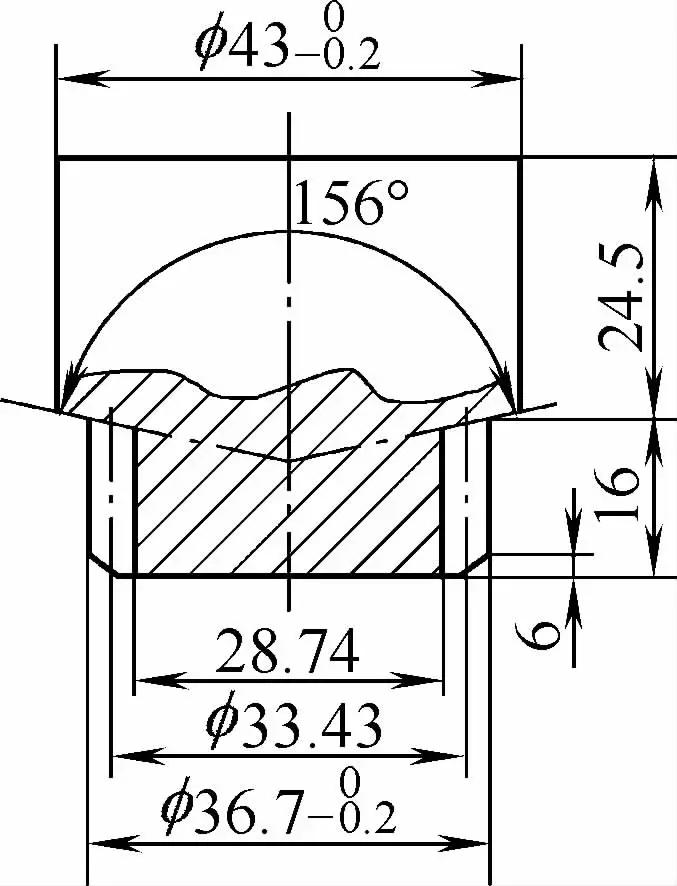
Сердечник челнока швейной машины из углеродистой стали, цилиндр с глубоким отверстием из низкоуглеродистой стали, вал редуктора стиральной машины из среднеуглеродистой стали и соединительный колпачок из углеродистой инструментальной стали, показанные на рис. 1-1 - 1-4, производятся методом холодной экструзии.
Рис. 1-1 Холодная экструзия корпуса шпульки для швейной машины из обычной углеродистой стали
Как видно из приведенных выше изображений изделий, холодная экструзия опирается на пресс-форму для управления потоком металла и полагается на значительный объемный перенос размягченного металла для формирования требуемых деталей. Поэтому успех или неудача процесса холодной экструзии тесно связаны с конструкцией пресс-формы, материалами пресс-формы и обработкой металлической заготовки при отжиге.
Холодная экструзия может использоваться для производства серийных металлических деталей, а также для обработки различных полостей пресс-форм. На рис. 1-5-1-13 показаны детали, изготовленные методом холодной экструзии из чистого алюминия, алюминия с антикоррозийным покрытием, твердого алюминия, кованого алюминия, чистой меди, бескислородной меди, латуни, хромомолибденовой стали и подшипниковой стали.
Рис 1-2 Холодная экструзия цилиндра с глубоким отверстием из низкоуглеродистой стали
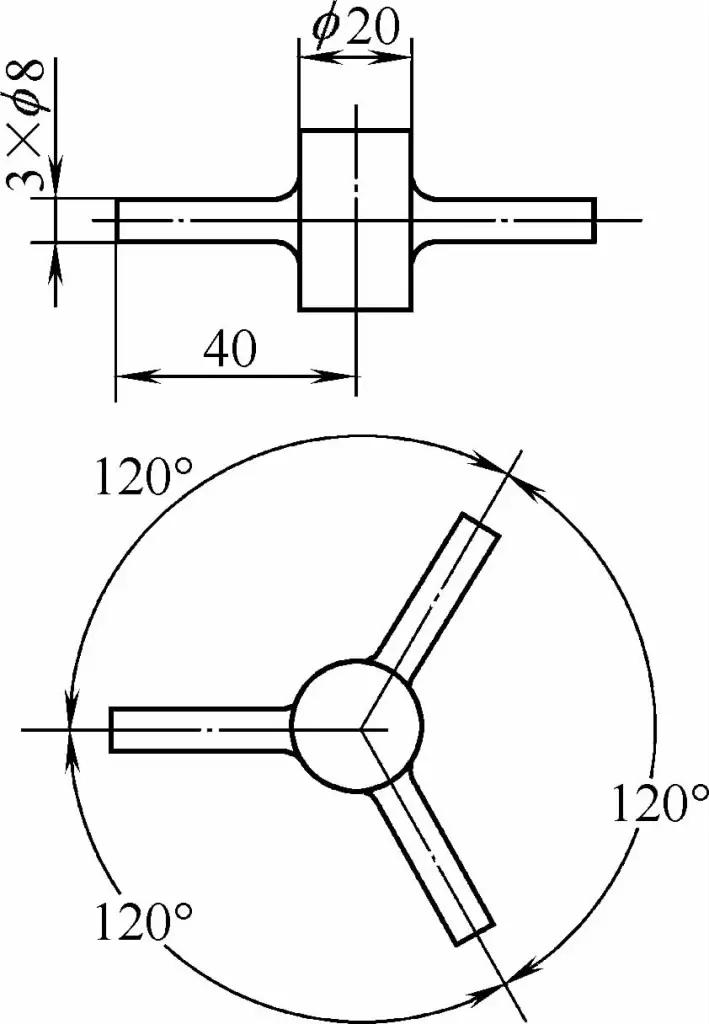
Рис 1-3 Холодная экструзия зубчатого вала стиральной машины из среднеуглеродистой стали
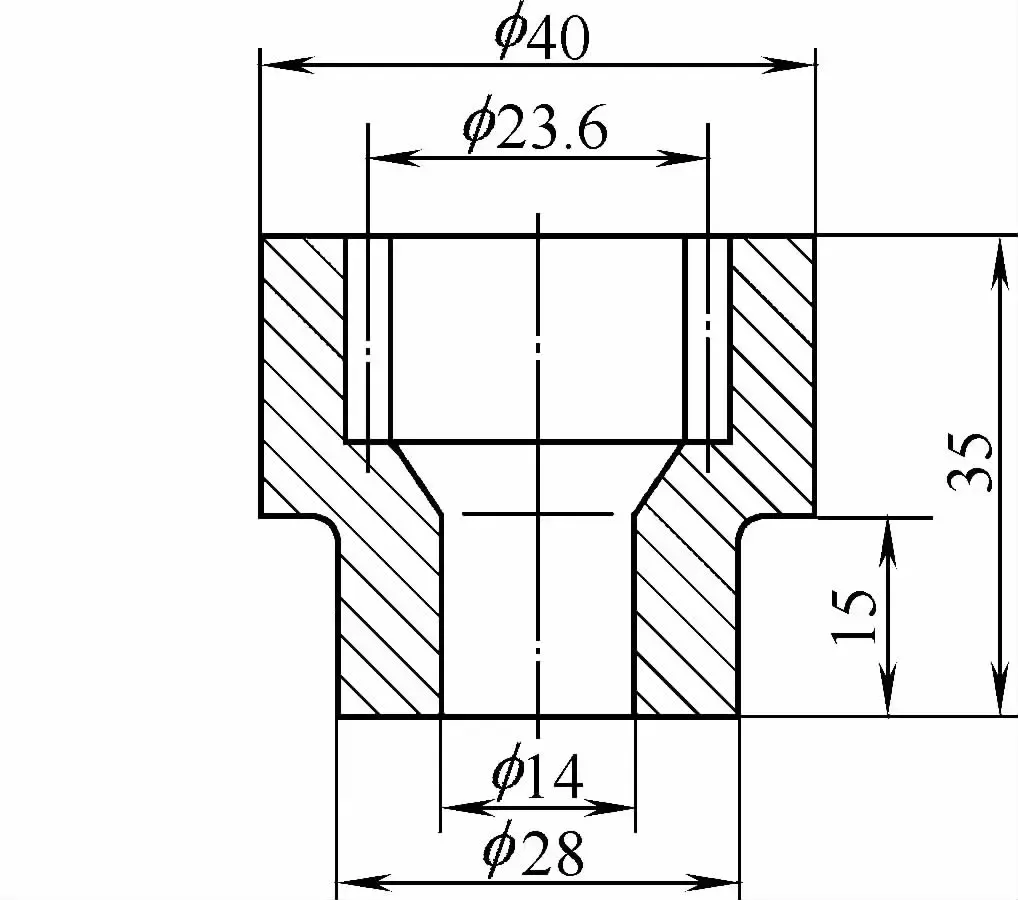
Рис. 1-4 Холодная экструзия соединительного колпачка из углеродистой инструментальной стали
Рис. 1-5 Холодная экструзия чистого алюминия для кронштейна прибора
Рис. 1-6 Холодная экструзия устойчивых к ржавчине алюминиевых регуляторов давления
Рис. 1-7 Холодная экструзия шестигранного цилиндра из твердого алюминия
Рис. 1-8 Холодная экструзия кованого алюминиевого фланцевого корпуса
Рис. 1-10 Холодная экструзия седла из бескислородной медной трубки
Рис. 1-11 Холодная экструзия латунного корпуса инструмента
Рис. 1-12 Холодное выдавливание малого цепного колеса из хромомолибденовой стали
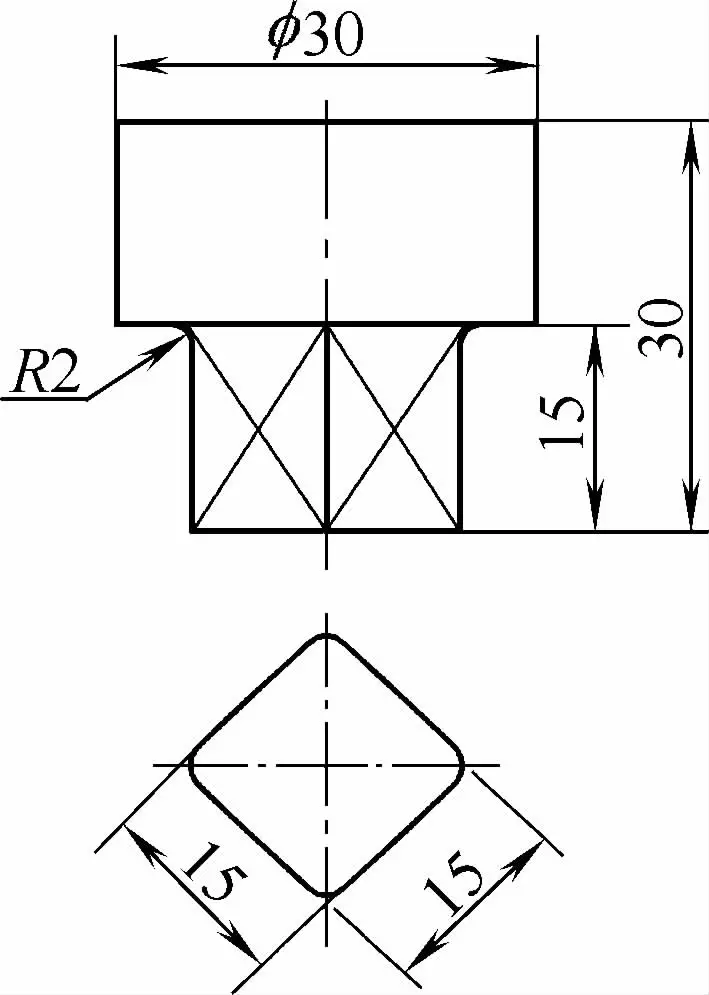
Рис. 1-13 Холодная экструзия квадратного корпуса плунжера из подшипниковой стали
Диапазон скоростей формования при холодной экструзии очень широк. В качестве оборудования могут использоваться специализированные прессы для холодной экструзии, общие механические прессы или гидравлические машины, фрикционные прессы или высокоскоростные молоты.
Классификация холодной экструзии
Холодная экструзия может быть классифицирована по направлению потока металла, скорости потока металла и т.д.
Классификация по направлению течения металла
Исходя из соотношения между направлением потока металла и направлением движения пуансона, существует семь типов методов холодной экструзии.
(1) Передняя экструзия
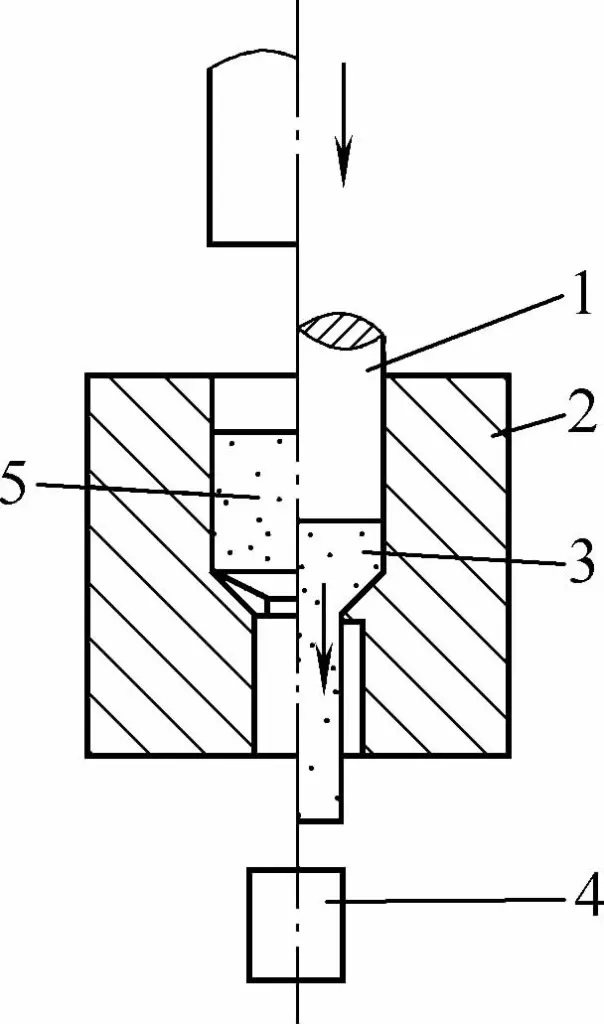
При прямом выдавливании направление потока металла совпадает с направлением движения пуансона. На рис. 1-14 показан случай прямого выдавливания сплошной заготовки.
В процессе обработки заготовка сначала помещается в штамп, а в нижней части штампа делается отверстие, размер которого примерно соответствует внешнему диаметру изготавливаемой детали. Затем пуансон используется для давления и выдавливания заготовки.
Давление пуансона приводит металл в пластичное состояние и заставляет его вытекать из небольшого отверстия в матрице, формируя таким образом требуемую заготовку.
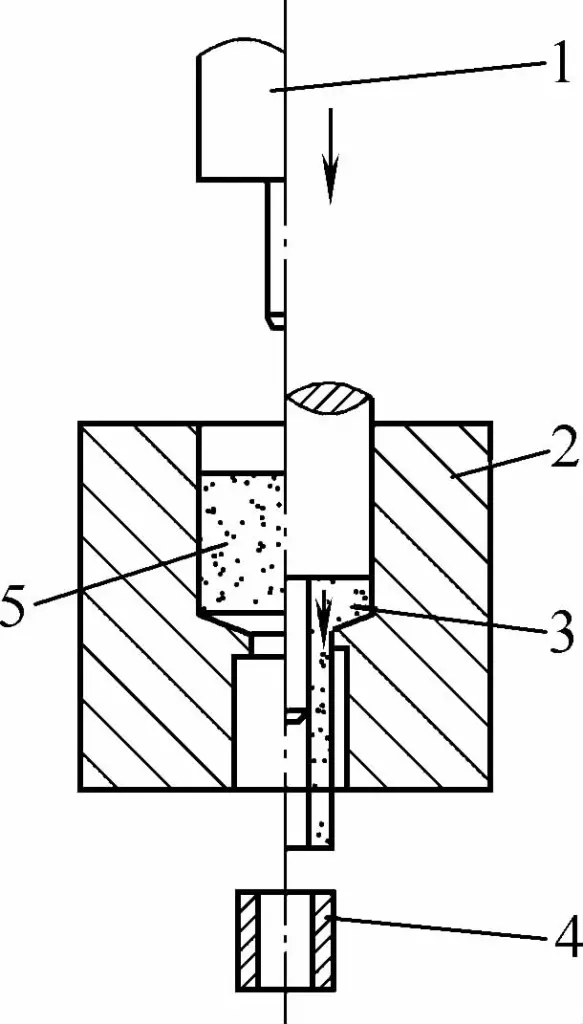
Вообще говоря, методом прямой экструзии можно получать сплошные детали различной формы (используя сплошные заготовки), а также полые детали различной формы (используя полые заготовки или чашеобразные заготовки).
На рис. 1-15 показан случай прямого выдавливания полой заготовки. К полым заготовкам относятся гильзы, оболочки, вкладыши и т. д.
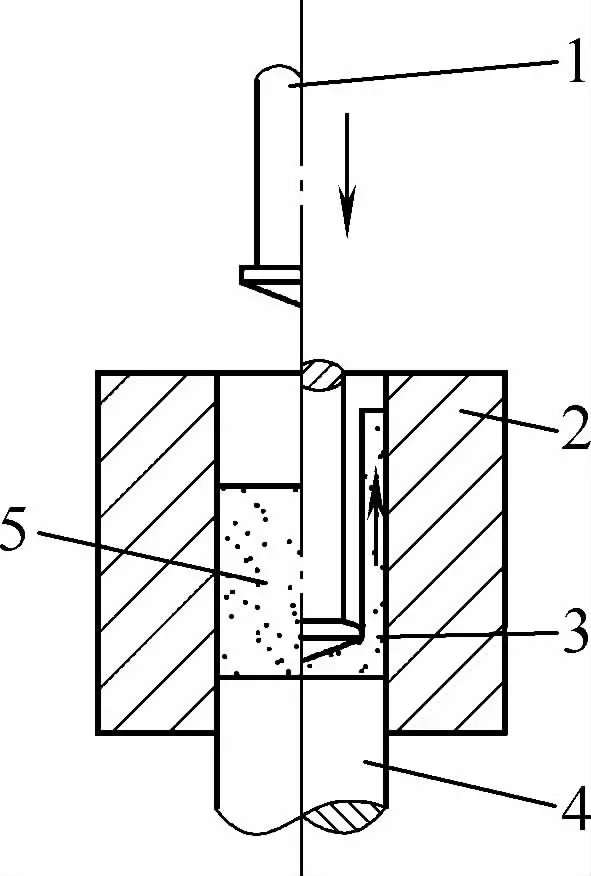
При непрямой экструзии направление потока металла противоположно движению пуансона. На рис. 1-16 показан процесс косвенного выдавливания полой чашеобразной детали. Во время операции плоская заготовка помещается на дно матрицы (радиальный зазор между матрицей и пуансоном равен толщине стенки чашеобразной детали).
Рисунок 1-16 Непрямая экструзия деталей чашеобразной формы
Когда пуансон оказывает давление на заготовку, металл течет вверх через зазор между пуансоном и матрицей, формируя таким образом желаемую полую чашеобразную деталь. Непрямая экструзия позволяет получать различные полые чашеобразные детали, такие как крышки, корпуса, гильзы, трубы, экраны и цоколи ламп.
(3) Комбинированная экструзия
При комбинированной экструзии часть металла заготовки течет в том же направлении, что и движение пуансона, а остальная часть - в противоположном. На рис. 1-17 показано рабочее состояние комбинированной экструзии.
Под давлением пуансона металл течет в двух разных направлениях, вызывая двунаправленную экструзионную деформацию. Это метод экструзии, который сочетает в себе прямую и непрямую экструзию.
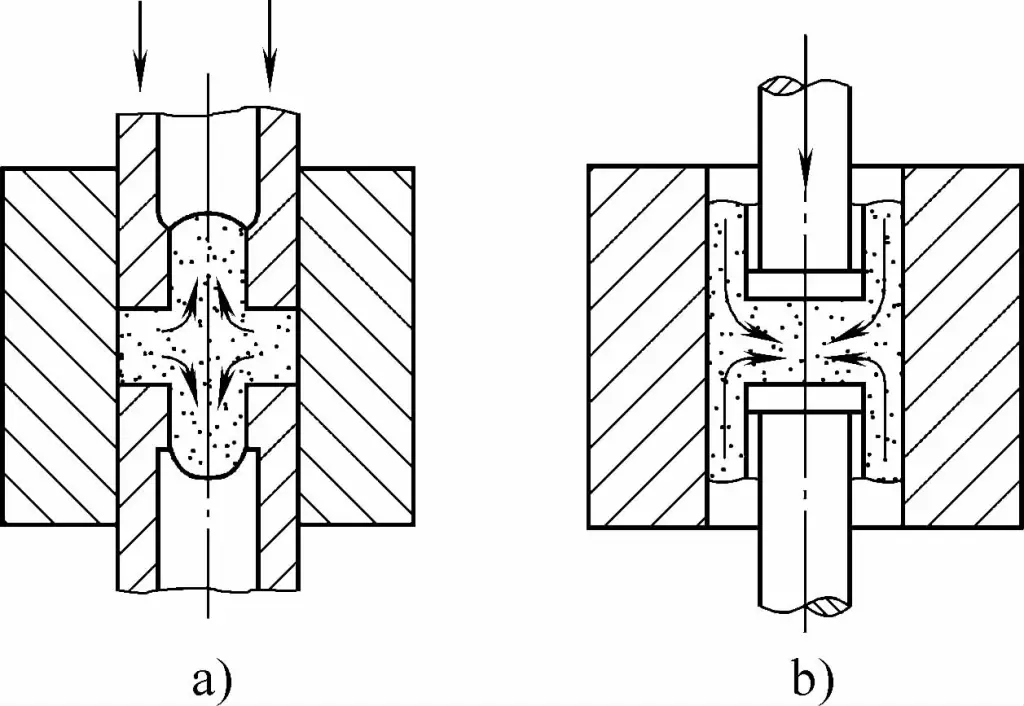
Исходя из различных комбинаций прямой и обратной экструзии, составную экструзию можно разделить на следующие три сценария: Стержневая экструзия (см. рис. 1-18a), которая представляет собой комбинацию стержневых деталей, экструдированных в обратном направлении, и стержневых деталей, экструдированных в прямом направлении;
Чашечно-чашечная составная экструзия (см. рис. 1-18b), которая представляет собой комбинацию чашечных деталей, выдавливаемых назад, и чашечных деталей, выдавливаемых вперед; чашечно-стержневая составная экструзия (см. рис. 1-17), которая представляет собой комбинацию чашечных деталей, выдавливаемых назад, и стержневых деталей, выдавливаемых вперед.
Рисунок 1-18 Два типа экструзии компаундов
a) Стержень-стержень b) Чашка с чашкой
Методы экструзии компаундов могут использоваться для производства деталей с двойной чашкой (например, поршневых пальцев для автомобилей), а также деталей с чашечным стержнем (например, сердечников челноков швейных машин).
(4) Уменьшение экструзии
Это разновидность прямой экструзии с меньшей степенью деформации, при которой поперечное сечение заготовки уменьшается незначительно. На рис. 1-19 показана операция редукционной экструзии.
Редукционная экструзия в основном используется для изготовления ступенчатых деталей вала с небольшим перепадом диаметра, а также может применяться в качестве процесса обрезки деталей чашки с глубоким отверстием.
Рисунок 1-19 Уменьшение экструзии
Прямая экструзия, обратная экструзия, комбинированная экструзия и восстановительная экструзия - это четыре наиболее широко используемых метода формования при холодной экструзии. Направление потока металла в этих четырех методах параллельно оси пуансона, поэтому их в совокупности называют осевой холодной экструзией.
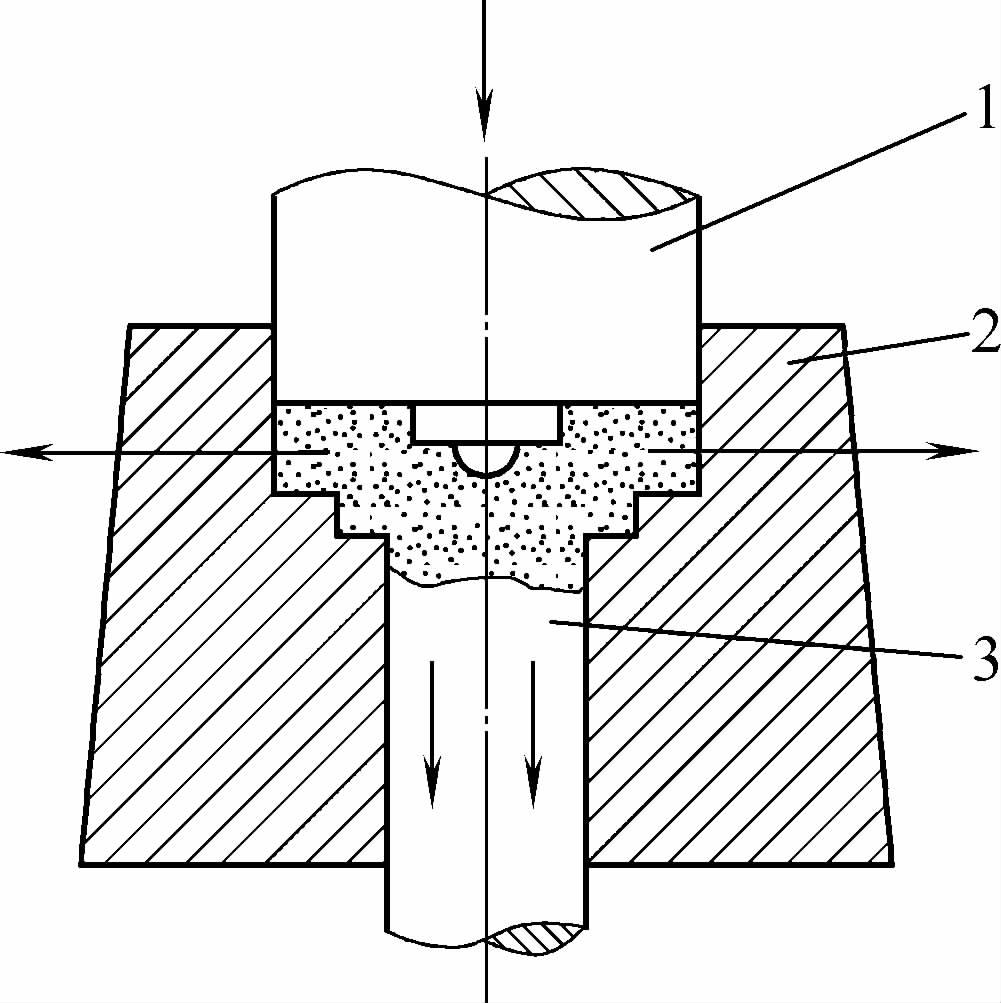
(5) Радиальное выдавливание
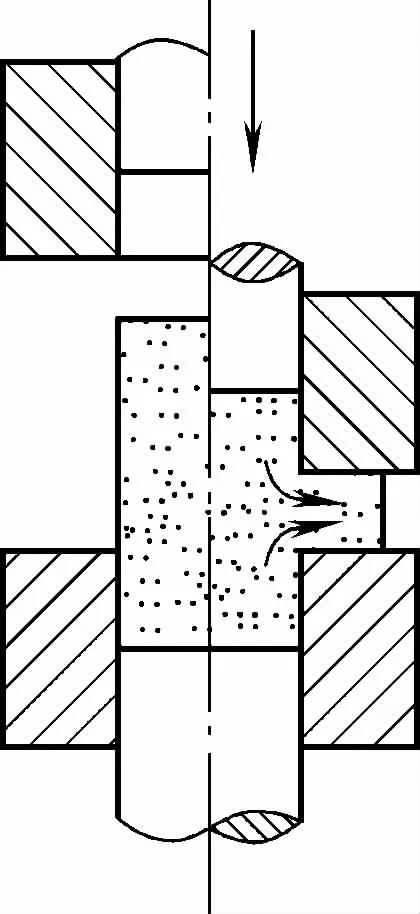
При радиальной экструзии направление потока металла перпендикулярно направлению движения пуансона. На рис. 1-20 показана работа радиальной экструзии. Радиальная экструзия подразделяется также на центробежную и центростремительную. В основном она используется для изготовления заготовок зубчатых колес с заплечиками и поперечных валов.
Рисунок 1-20: Радиальное выдавливание
На рис. 1-21 показано производство алюминиевых деталей методом радиальной центробежной холодной экструзии, при котором металлическая заготовка вытекает наружу в радиальном направлении под давлением пуансона.
На рис. 1-22 показан алюминиевый циферблат для коммуникационного оборудования, где внутренние зубцы и арабские цифры на внешней окружности выдавливаются последовательно, причем внутренние зубцы обрабатываются методом радиальной центростремительной экструзии.
Рисунок 1-21: Радиальная центробежная экструзия детали из алюминиевого сплава
Рисунок 1-22: Радиальное центростремительное выдавливание циферблата из алюминиевого сплава
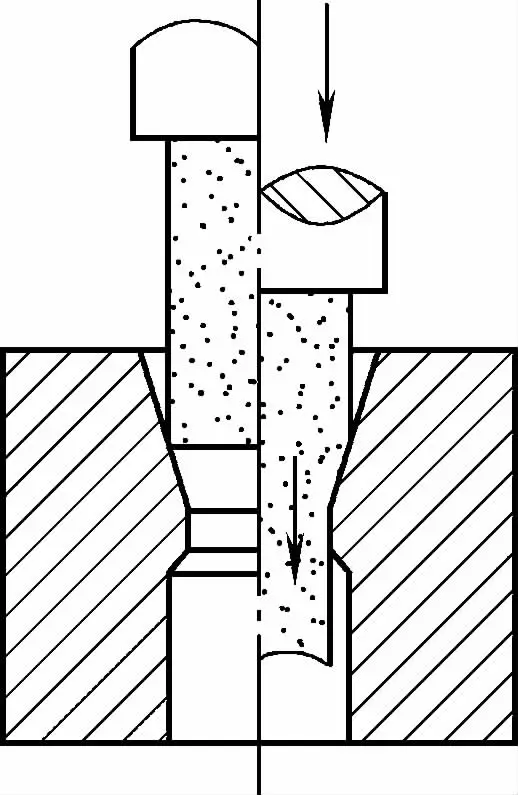
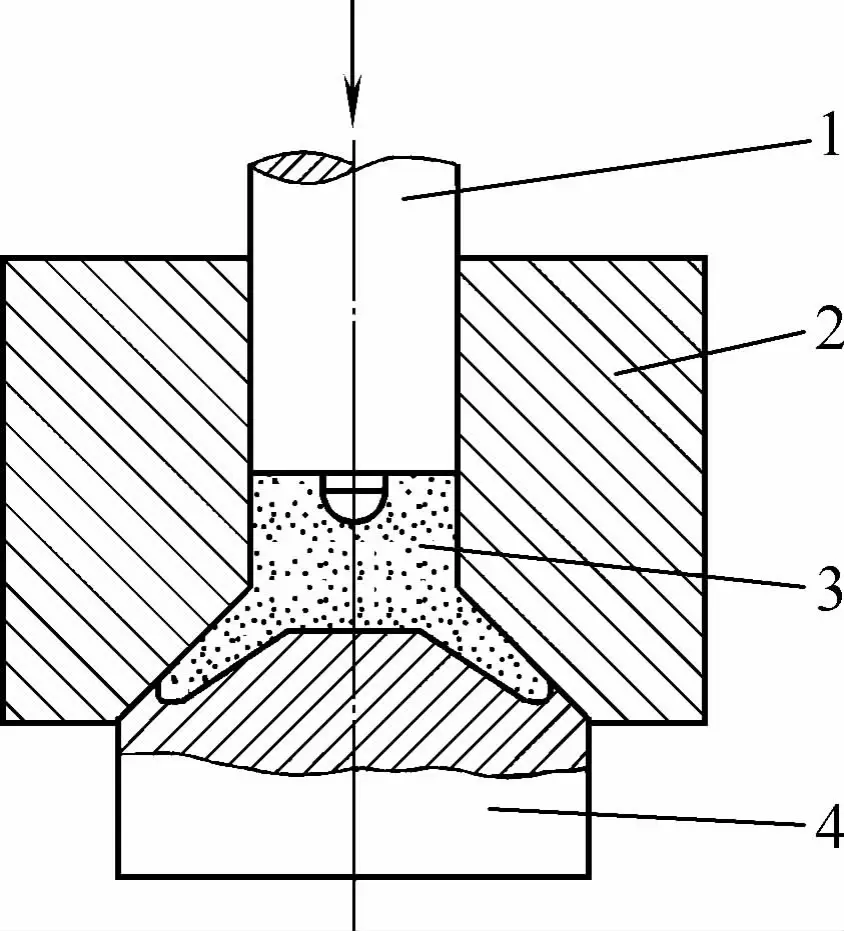
6) Косая экструзия
Во время экструзии направление потока металла наклонено или изогнуто относительно направления движения пуансона. На рис. 1-23 показано рабочее состояние косой экструзии. Косая экструзия в основном используется для изготовления различных деталей сложной формы с наклонными или изогнутыми ветвями.
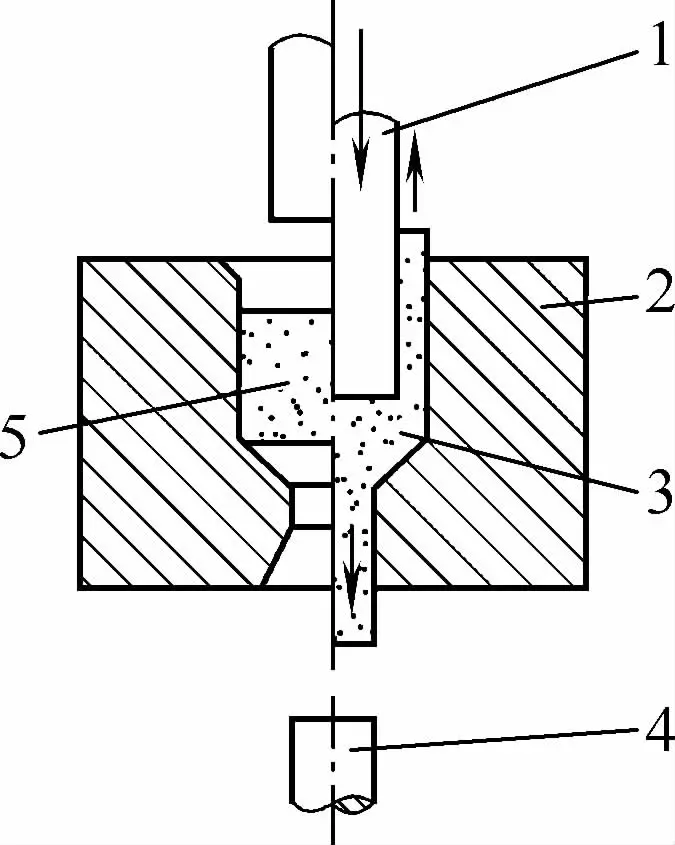
Во время деформации поток металла имеет характеристики как экструзии, так и расплющивания, т.е. часть металла течет в осевом направлении вдоль пуансона, а другая часть - в радиальном. Этот метод формования, сочетающий холодную высадку и холодную экструзию, известен как метод экструзии с высадкой. На рис. 1-24 показано рабочее состояние метода экструзии с расстройкой.
Рисунок 1-24: Метод экструзии с разгрузкой 1-Пуансон 2-Штамп 3-Экструдированная деталь
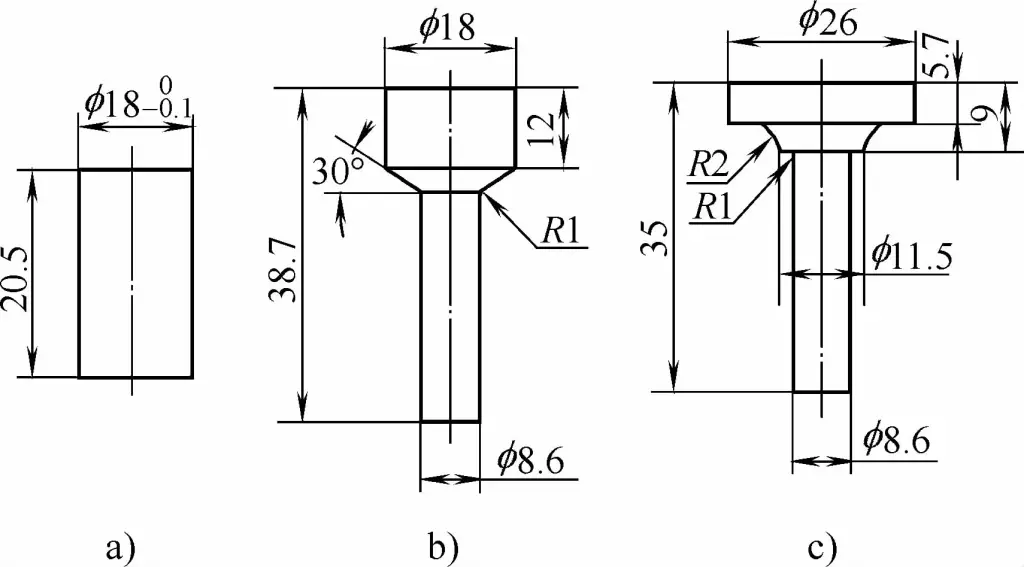
Он используется в основном для изготовления деталей с выпуклой головкой и деталей со ступенчатым валом. Опорный стержень, показанный на рис. 1-25, обрабатывается методом экструзии с расстроповкой, при котором сначала выполняется обычная экструзия, а затем расстроповка головки, сочетающая холодную экструзию и холодную расстроповку в одной операции.
Рисунок 1-25: Выдавливание опорного стержня с перекосом
a) Пустой б) Экструзия в) Расстраивать
Классификация по скорости потока металла
Холодную экструзию можно разделить на общескоростную, низкоскоростную и высокоскоростную, в зависимости от скорости потока металлической заготовки, заполняющей полость пресс-формы.
1) Высокоскоростная экструзия
Скорость холодной экструзии находится в диапазоне 0,5-2 м/с. Оборудование включает прессы общего назначения, клещевые прессы, фрикционные прессы и специальные экструзионные прессы.
2) Низкоскоростная экструзия
Используемое оборудование включает гидравлические прессы различного тоннажа, скорость которых достигает 0,01-0,1 м/с.
3) Высокоскоростная экструзия
Скорость скольжения оборудования может достигать 6-20 м/с, например, высокоскоростных молотов, молотов с противовесом и пневматических молотов.
Холодная экструзия меняет производственный ландшафт, но почему? Представьте себе процесс, который снижает расход сырья и одновременно повышает производительность - звучит...
Расчет усилия, необходимого для холодной экструзии, имеет решающее значение для точности и эффективности производства. В этой статье рассматриваются различные методы...
Шероховатость поверхности - микроскопические пики и впадины, оставленные производственными процессами, - играет решающую роль в функциональности и долговечности...
Что делает материал штампа идеальным с точки зрения точности и долговечности? Эта статья посвящена конкретным вопросам и подробно описывает свойства...