
Топ-10 производителей гидравлических ножниц в 2024 году
Интересно узнать о ведущих игроках в отрасли гидравлических ножниц? В этой статье освещаются такие ведущие производители, как AMADA, Accurpress,...
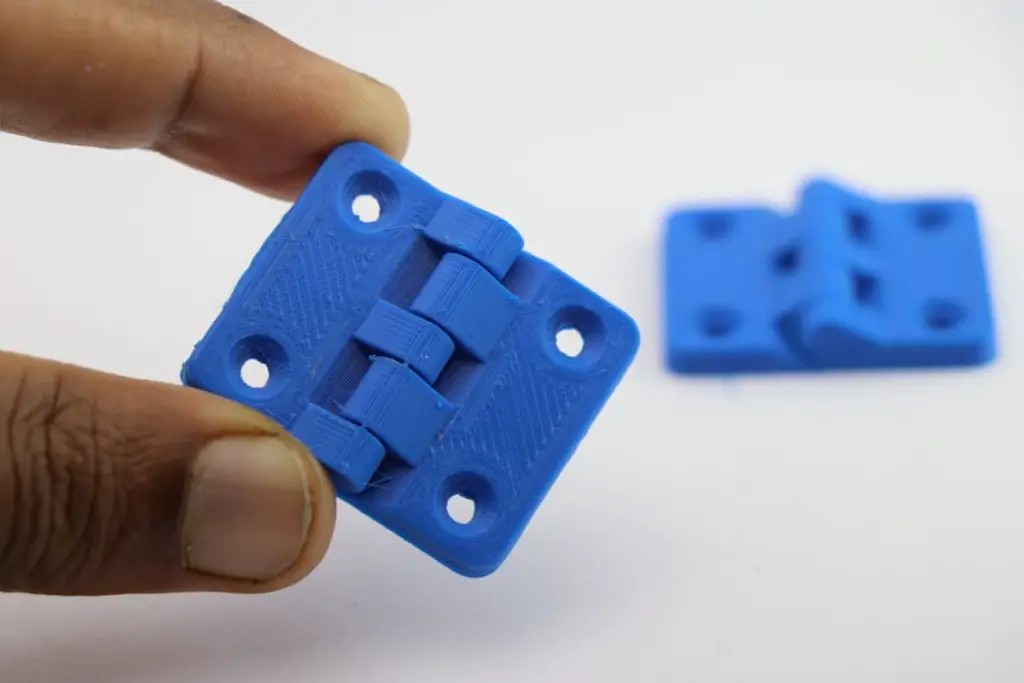
Как инженеры быстро превращают инновационные идеи в осязаемые продукты? Ответ на этот вопрос дает быстрое прототипирование. промышленные 3D-принтеры играет ключевую роль. В этом руководстве рассматриваются основы быстрого прототипирования - метода, при котором 3D-модели САПР слой за слоем превращаются в физические объекты. Вы узнаете о различных процессах, преимуществах и сферах применения, что позволит вам оптимизировать разработку продуктов и расширить возможности проектирования. Погрузитесь в курс дела, чтобы узнать, как эта технология ускоряет инновации и воплощает концепции в жизнь эффективно и результативно.

Быстрое прототипирование (RP), также известное как быстрое прототипирование производства (RPM), относится к быстрому созданию прототипов или деталей - специализированный технический термин в научных кругах и промышленности.
Однако оно не только относится к быстрому прототипированию, но и представляет собой концепцию формообразования, в широком смысле означающую процесс быстрого формообразования, методы быстрого формообразования, а также соответствующее программное обеспечение, материалы, оборудование и всю технологическую цепочку. В настоящее время Rapid Manufacturing (RM) признана важной передовой технологией производства, которая в широком смысле относится к быстрому формованию производства.
Академически методы формования, основанные на принципе дискретно-аккумулятивного формования, принято называть быстрым формованием или быстрым производством, что означает технологию, которая непосредственно управляет производством любого сложного трехмерного объекта на основе CAD-модели.
Процесс формирования RP можно разделить на дискретный и накопительный, как показано на рисунке 1. Дискретный процесс декомпозирует трехмерную CAD-модель объекта в определенном направлении, то есть производит выборку непрерывного объекта (поверхности) по определенной толщине, декомпозирует его на прерывистые слои, получая серию данных поперечного сечения.
Различные процессы, в соответствии со своими требованиями, обрабатывают данные поперечного сечения (например, заполнение, смещение и т.д.) и посредством разумного планирования процесса генерируют траекторию движения формующего инструмента. В накопительном процессе под контролем траектории движения формующий инструмент обрабатывает слои, накапливает и соединяет вновь сформированные слои с уже сформированными деталями. Процесс формирования слоев и соединения накоплений повторяется до тех пор, пока деталь не будет полностью обработана.
Дискретизация и накопление - два уникальных процесса в технологии RP; дискретизация - это подготовка и основа для накопления, а накопление - это восстановление дискретизации. Они дополняют друг друга для достижения цифрового формообразования деталей.
Очевидно, что процесс дискретизации - это процесс обработки данных, который включает в себя дискретизацию трехмерных моделей CAD, а процесс накопления - это процесс физической реализации, который завершает наслоение и формирование посредством перемещения физических объектов.
Между этими двумя процессами необходимо осуществлять разумное планирование процесса в соответствии с различными требованиями различных технологий RP, в основном на основе характеристик процесса формования и требований пользователя, чтобы разумно сформулировать правила процесса, создать траектории движения накопительных узлов, выбрать соответствующие параметры процесса и т.д.
Таким образом, видно, что планирование процесса является мостом, связывающим процесс дискретизации (обработки данных) и процесс накопления (физической реализации), и именно процесс обработки информации реализует отбор информации в момент дискретизации до восстановления информации в момент накопления, отражая различия и особенности различных технологий RP.
Недавно эксперты из научных кругов и инженерного сообщества назвали этот метод формообразования аддитивным производством, чтобы отличить его от традиционного субтрактивного производства, такого как механическая обработка, и формообразования с использованием пресс-форм, таких как литье и ковка.
Быстрое прототипирование (производство) - это общий термин для обозначения науки и технологии, которая непосредственно управляет сборкой (накоплением) материальных единиц из данных трехмерной CAD-модели изделия в законченные детали любой сложности с функциональным использованием. Основной процесс заключается в создании компьютерной трехмерной модели (цифровой модели, CAD-модели) детали.
Затем, в соответствии с требованиями процесса, модель дискретизируется на серию упорядоченных единиц, обычно дискретизируемых в направлении Z с заданной толщиной (наслоение, нарезка), превращая исходную трехмерную модель CAD в серию упорядоченных наложенных слоев; затем, основываясь на информации о контуре каждого слоя, вводятся параметры обработки и автоматически генерируется код ЧПУ; наконец, формовочный станок завершает изготовление серии слоев и автоматически соединяет их в режиме реального времени, в результате чего получается трехмерный физический объект.
Таким образом, сложная трехмерная обработка превращается в серию двухмерных послойных обработок, что значительно снижает сложность обработки и представляет собой так называемое производство с уменьшением размеров. Поскольку процесс формования включает в себя укладку стандартных единиц материала, он не требует специальных инструментов и приспособлений, поэтому сложность процесса формования не связана со сложностью формируемого физического объекта.
Ядро и основная суть приведенного выше определения заключается в данных прямого привода и контролируемой сборки (накопления) материалов в процессе формирования, эти характеристики устанавливают важное положение быстрого прототипирования в современной производственной науке и технологии. Быстрота производства быстрых прототипов основана на гибкости сборки, поэтому можно сказать, что сборка является основой быстроты производства быстрых прототипов.
Нет необходимости в специализированных приспособлениях или инструментах, просто изменив CAD-модель формируемой детали, можно получить новую сформированную деталь, тем самым достигая быстроты в полном смысле этого слова. Термин "Rapid" в терминах Rapid Prototyping и Rapid Manufacturing подчеркивает важнейший атрибут технологий формообразования и производства RP (RM), благодаря чему они получили широкое признание. Кроме того, эти технологии известны и под другими названиями, например, Solid Freeform Fabrication (SFF).
Исходя из определения RP, технология быстрого прототипирования обладает следующими основными характеристиками:
Технология быстрого прототипирования объединяет проектирование и производство. В процессе быстрого прототипирования данные CAD-модели в компьютере преобразуются с помощью интерфейсного программного обеспечения в инструкции ЧПУ, которые могут напрямую управлять оборудованием для быстрого прототипирования. Оборудование для быстрого прототипирования завершает обработку прототипов или деталей в соответствии с инструкциями ЧПУ. В этом также заключается смысл прямого привода.
Технология быстрого прототипирования, использующая послойный процесс производства, разбивает сложные трехмерные объекты на ряд слоев для обработки и укладки, что значительно упрощает процесс производства. Поэтому теоретически с ее помощью можно изготавливать прототипы и детали любой сложной формы.
Оборудование для быстрого прототипирования не требует специализированных приспособлений или инструментов. Это универсальная машина. Технология быстрого прототипирования не требует специализированных приспособлений или инструментов в процессе формовки, что обеспечивает чрезвычайно высокую гибкость. Это очень важная техническая особенность технологии быстрого прототипирования. Оборудование для быстрого прототипирования - это типичное универсальное технологическое оборудование.
Быстрое прототипирование - это полностью автоматический процесс формования без каких-либо процессов установки и настройки. На протяжении всего процесса формовки оператор практически не требует вмешательства. При возникновении неисправности оборудование автоматически останавливается, выдает предупреждение и сохраняет текущие данные; по завершении процесса формовки машина автоматически останавливается и выводит на экран соответствующие результаты.
Технология быстрого прототипирования имеет чрезвычайно широкий выбор материалов, начиная от полимеров и заканчивая металлыот органических до неорганических материалов, от неживых до живых (клеток), что создает предпосылки для широкого применения технологии быстрого прототипирования.
В ходе процесса можно менять компоненты формообразующих материалов, изготавливая детали с градиентом материала, что труднодостижимо для других традиционных процессов и является одним из существенных преимуществ технологии быстрого прототипирования перед традиционными процессами. Процесс быстрого прототипирования тесно объединяет подготовку материала с его формованием.
С момента появления первого оборудования для быстрого прототипирования SLA-1 в 1986 году прошло около 20 лет, и за это время в мире появилось около двадцати различных методов и процессов формования, причем постоянно появляются новые методы и процессы. Основные процессы существующих технологий RP включают в себя:
1. Процесс SL (Stereolithography), известный как фотополимеризация или стереолитография, является самым ранним процессом RP. Он формируется путем отверждения жидкой смолы лазером точка за точкой и в настоящее время является наиболее широко используемым высокоточным процессом формирования.
2. LOM (Laminated Object Manufacturing) или известный как SSM (Sliceing Solid Manufacturing), известный как процесс производства слоистых твердых материалов, он использует лазерная резка Фольгированные материалы расплавляются под воздействием тепла и давления горячих роликов и термоклея, достигается склеивание, укладка слой за слоем для изготовления прототипов.
3. Процесс SLS (Selective Laser Sintering), известный как селективное лазерное спекание, использует лазер для спекания порошкового материала точка за точкой, заставляя твердое связующее вещество, покрывающее порошковый материал, или сам порошковый материал плавиться и слипаться, достигая формирования материала.
4. FDM (Fused Deposition Modeling) или известный как MEM (Melted Extrusion Modeling) процесс, известный как fused deposition modeling или melted extrusion modeling, использует нитевидный термопластичный формовочный материал, непрерывно подаваемый в сопло, где он нагревается и плавится, и выдавливаемый из сопла, постепенно накапливаясь для формирования.
5.Процесс 3DP (Three Dimensional Printing), известный как трехмерная печать, использует точечную струйную подачу связующего вещества для склеивания порошковых материалов с целью изготовления прототипов. Этот процесс позволяет создавать цветные модели и является конкурентоспособным в концептуальных приложениях.
6.Процесс PCM (Patternless Casting Manufacturing), известный как бесшаблонное литье, использует точечную подачу связующего и катализатора, т.е. метод двух сканирований по одной траектории, для достижения сцепления между песчинками смолы и автоматического изготовления песчаных форм. Этот процесс был успешно разработан Университетом Цинхуа и другими специалистами.
7.3D-плоттинг (Three Dimensional Plotting), известный как процесс трехмерного черчения, использует насос для выдавливания расплавленного материала при определенной температуре через чрезвычайно точное сопло (диаметром 0,05 мм) для накопления и формирования. Этот процесс был коммерциализирован и выведен на рынок компанией Solidscape Inc. (ранее Sanders Proto...
печатная компания).
8.Процесс SGC (Solid Ground Curing), известный как отверждение твердым шлифованием, использует технологию масочных пластин для формирования слоя фотоотверждаемой смолы за один проход, а не отверждение каждого слоя (смолы) точечно, как в оборудовании SL, что ускоряет изготовление прототипов. Этот процесс был успешно разработан и коммерциализирован компанией Cubital в Израиле.
9.Процесс 3D-принтера, известный как трехмерный принтер, использует блочные твердые термопластичные формовочные материалы, которые нагреваются и расплавляются после попадания в сопло, и выдавливаются из сопла для накопления и формирования точки за точкой. Принтер Genisys3D, успешно разработанный в сотрудничестве с IBM компанией Stratasys, был выпущен в виде настольного устройства.
10.Процесс CC (Contour Crafting), известный как процесс создания контуров, использует сочетание укладки контуров и заливки расплавленных материалов в форму. При укладке контуров используются простые скребки или лезвия, а слои прототипа получаются квазитрехмерными. Университет Южной Калифорнии совершил исследовательский прорыв.
11.RIPF (Rapid Ice Prototype Forming), известный как процесс быстрого формирования низкотемпературных прототипов льда, использует форсунки с широтно-импульсной модуляцией для распыления дискретных капель с высокой частотой, накапливая прототипы льда при низких температурах. Совместная успешная разработка Университета Цинхуа и Университета Миссури-Ролла в США.
12.SIS (Selective Inhibition Sintering), известный как процесс спекания с избирательным ингибированием, предложенный и исследованный в Университете Южной Калифорнии. В этом процессе используются струйные головки для выборочного распыления ингибиторов, а затем с помощью тепловых излучателей нагревается слой, в результате чего части, не покрытые ингибитором, быстро скрепляются и формируются.
Кроме того, в последние годы быстрое производство развивается чрезвычайно стремительно, порождая множество новых технологий и процессов.
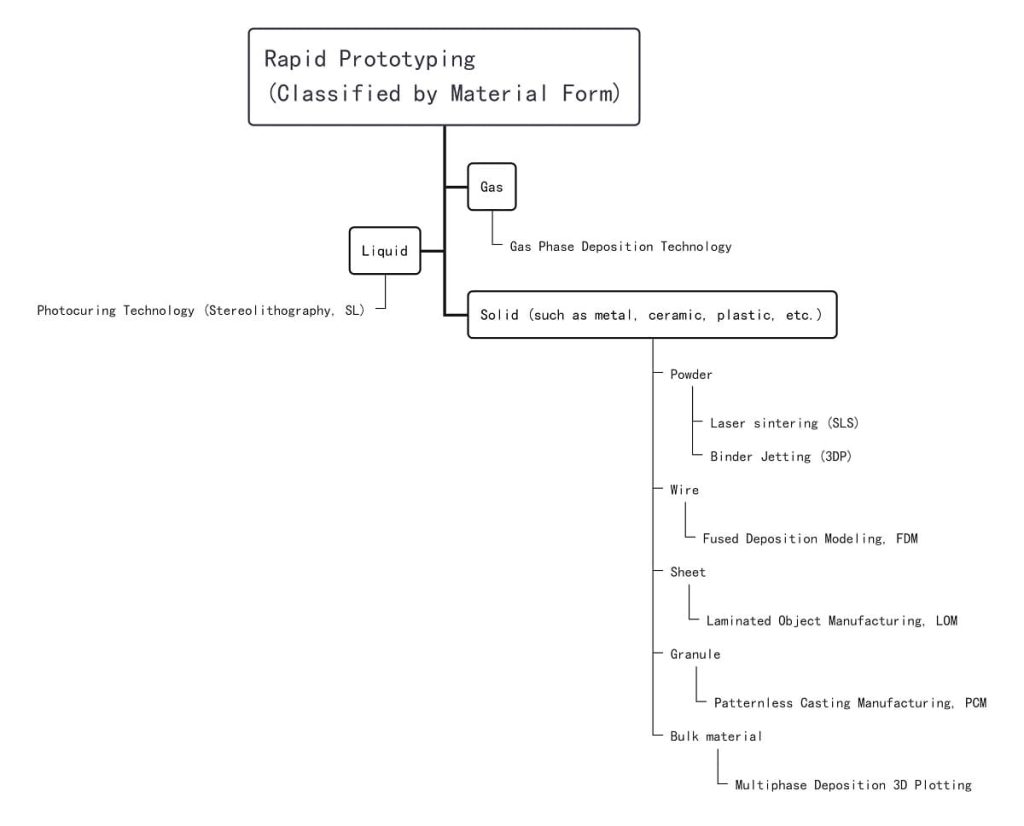
Вышеупомянутый процесс RP можно классифицировать в зависимости от формы используемого сырья, см. рис. 2. Он также может быть классифицирован по технологии, используемой при накоплении материала, например, технологии, использующие высокоэнергетические пучки, такие как лазеры, электронные пучки, а также технологии, использующие распыление или осаждение.
Технология быстрого прототипирования широко применяется во многих областях, таких как аэрокосмическая, автомобильная, машиностроение, электроника, электроприборы, медицина, игрушки, строительство и искусство, достигая замечательных результатов, в основном отраженных в следующих аспектах:
Ко многим товарам, особенно к бытовой технике и автомобилям, предъявляются чрезвычайно высокие требования по эстетичности и инновационности внешнего вида. Поскольку он "виден, но его нелегко потрогать", он не является интуитивно понятным. Использование технологии RP позволяет быстро создавать прототипы, которые дизайнеры и пользователи могут рассматривать с различных точек зрения и стандартов, что делает проектирование и проверку формы более интуитивными, эффективными и действенными.
Технология RP позволяет изготавливать точные и реалистичные прототипы деталей до открытия пресс-формы, что позволяет четко отобразить на модели различные мелкие проблемы и ошибки в конструкции и тем самым значительно снизить риски открытия пресс-формы. Быстрое изготовление физических моделей позволяет проводить оценку дизайна на более ранних этапах, сокращая цикл обратной связи, ускоряя обратную связь, повышая процент успешной разработки продукта, снижая затраты на разработку и в целом сокращая время разработки.
Дизайнеры могут использовать технологию RP для быстрого проведения функциональных тестов, чтобы определить, соответствует ли конструкция требованиям, и тем самым оптимизировать дизайн продукта.
С помощью прототипов люди могут потрогать и почувствовать физический объект, что чрезвычайно важно для проектирования захватных частей камер, ручных электроинструментов и т.д., а также имеет широкое значение для применения эргономики.
Очень важно проводить проверки на помехи при сборке в условиях ограниченного пространства, а испытания прототипа сборки позволяют успешно завершить разработку за один раз.
Возможность своевременно предоставлять модели продукции для оценки заказчиком значительно повышает конкурентоспособность продукта.
Технология RP также может применяться в вычислительном анализе и создании экспериментальных моделей. Например, физические модели могут быть созданы на основе результатов анализа методом конечных элементов, что помогает понять распределение напряжений и деформаций в объекте анализа.
Для проведения различных хирургических операций, особенно сложных, срочно требуются натурные физические модели поврежденных органов в реальном масштабе. Ввод данных КТ в устройства RP для получения трехмерных твердотельных моделей может очень эффективно помочь хирургам в выборе плана операции.
В последние годы технология быстрого прототипирования развивается в двух направлениях: с одной стороны, постоянно повышается точность прототипов, производительность формованных деталей и скорость формовки; с другой стороны, снижается стоимость оборудования и материалов. В сочетании с постепенной популяризацией систем 3D CAD, области их применения и рынок становятся все более широкими. По мере развития за эти годы доля общих прототипов постепенно уменьшается, а концептуальные модели и функциональные детали будут занимать большую часть рынка приложений быстрого прототипирования.
Прямое производство функциональных деталей всегда было горячей точкой и самым сложным направлением в исследованиях в области RP, и многие профессиональные компании, высшие учебные заведения и исследовательские организации посвятили себя этой области.
Прототипы, используемые для концептуального дизайна, называются концепт-моделями, которые не требуют высоких физико-химических свойств или точности формовки, но в основном требуют высокой скорости формовки, подходят для дизайна, офисных условий (компактное оборудование, надежная работа без загрязнения, чистота, бесшумность), и простоты эксплуатации.
Основные области применения концепт-моделей включают в себя разработку дизайна, проверку конструкций, контроль вмешательства при сборке, статические и динамические испытания, а также эргономику, охватывая широкий спектр. Концептуальные модели составляют более половины всех применений P.
Сочетание технологии быстрого прототипирования с науками о жизни и биомедицинскими технологиями - одна из основных тенденций развития производства быстрых прототипов в этом веке, например, его важное применение в тканевой инженерии и трехмерной контролируемой сборке клеток.
С миниатюризацией и ультраминиатюризацией оборудования для быстрого прототипирования, подобного струйным принтерам, размер RP-оборудования может быть уменьшен до размеров компьютера, становясь периферийным устройством компьютера. По мере дальнейшего снижения цены на оборудование популярность малых RP-оборудований также растет. Поэтому малогабаритную RP-технологию чаще называют технологией 3D-печати (3DP).
Учащиеся начальной, средней и старшей школы, особенно профессионально-технических училищ, могут легко освоить весь процесс от творческого проектирования до получения прототипов или уменьшенных моделей механических деталей, архитектурных макетов, произведений искусства и даже детских рисунков, изучив программное обеспечение 3D CAD и управляя оборудованием RP. Для дизайнеров, художников, архитекторов и тех, кто открывает онлайн-компании, небольшое RP-оборудование становится незаменимым инструментом для домашних офисов.
С развитием технологии РП в разных странах появились международные ассоциации РП. Ассоциация быстрого прототипирования Global Alliance Rapid Prototyping Association (GARPA) была официально создана в 1998 году под руководством профессора Терри Волера из США и доктора Яна Гибсона из Гонконга. GARPA - это альянс ассоциаций (обществ, технических комитетов и т. д.), зарегистрированных в разных странах, в настоящее время в него входят 17 стран, регионов и руководителей ассоциаций, как показано в таблице 1.
Таблица 1 Обзор Ассоциации быстрого прототипирования Глобального альянса GARPA
| (1) | МСП США | Борис Фриц | Председатель |
| (2) | ВЕЛИКОБРИТАНИЯ | Грэм Трумэн | Председатель |
| (3) | Швеция | Берндт Гомер | |
| (4) | Германия (отделение NC) | Майкл Джунгханс | |
| (5) | Япония | Игата Тэцудзо | |
| (6) | Китай | Юннянь Янь | Председатель |
| (7) | Финляндия | Юкка Туоми | Председатель |
| (8) | Франция | Ален Бернар | Вице-президент |
| (9) | Канада | Весна Кота | Президент |
| (10) | Дания | Бент Миеритц | |
| (11) | Италия | Лука Юлиано | |
| (12) | Южная Корея | Донгёль Ян (Ян Донгли) | |
| (13) | Южная Африка | Деон де Бир | |
| (14) | Новая Зеландия | Вальтер Круф | Президент |
| (15) | Ирландия | Майкл Мьюфи | |
| (16) | Австралия | Ноэль Фрост | |
| (17) | Гонконг | Ян Гибсон | Заместитель председателя |
Исследования и применение технологии RP в основном сосредоточены в США, Европе и Японии. Основные университеты США, проводящие исследования в области технологии RP, включают:
Массачусетский технологический институт под руководством профессора Эмануэля Сакса занимается исследованием и разработкой процесса 3DP; Университет Дейтона под руководством профессора Аллана Дж. Лайтмана занимается исследованием различных процессов RP, и этот университет ежегодно проводит международную научную конференцию RPM совместно с Обществом инженеров-технологов (SME); Техасский университет в Остине под руководством проф. Джозефа Дж. Бимана, занимающегося в основном исследованиями процесса SLS, где проводится международная научная конференция SFF; Стэнфордский университет под руководством профессора Фрица Б. Принца, занимающегося в основном исследованиями процесса SDM (Shape Deposition Manufacturing) и его применения.
Университет Карнеги-Меллон, возглавляемый Ли Э. Вайсом, в основном исследует применение RP в микромеханике. Кроме того, многие университеты и научно-исследовательские институты США занимаются исследованиями новых процессов RP, новых технологий и непосредственного изготовления керамических или металлических прототипов.
Основные исследования и разработки крупнейших RP-компаний в США: 3D Systems Inc. в основном исследует SL процесс, оборудование и приложения; бывшая TM Corp. в основном исследует SLS процесс, оборудование и приложения; Stratasys Inc. в основном исследует FDM процесс, оборудование и приложения; Z Corp. исследует и производит RP оборудование в основном на основе 3DP процесса; Solidscape находится на самом высоком мировом уровне в RP для точных прототипов, таких как ювелирные изделия, с процессом струйной обработки термопластичного неметаллического материала (Jetting).
Основные исследовательские подразделения в Японии включают: Токийский университет под руководством профессора Такео Накаямы, занимающийся исследованиями процессов и технологий SL и LOM; дочерняя компания SONY D-MEC, выпустившая оборудование SCS для процессов SL; дочерняя компания Mitsubishi CMET INC., выпустившая оборудование SOUP для процессов SL, занимающее значительный рынок в Японии; дочерняя компания Mitsui MES, выпустившая ТПА CO-LAMM для процессов SL; компания Du Pont/Teijin-Seiki, выпустившая оборудование SOMOS для процессов SL.
Многие исследовательские институты и производители в Западной Европе также уделяют внимание этой области, например: Немецкая компания Electro-Optical System Gmbh, или EOS, занимающаяся в основном исследованиями и разработкой процессов SL и SLS; шведская компания Sparx AB (Larson Brothers CO.AB) запустила систему "Hot Plot Rapid Prototyping", аналогичную процессу LOM компании Helisys; французская Laser3D запустила систему RP.





