Вальцовка и гибка углов, швеллеров и труб
Вы видели эти огромные металлические трубы и резервуары на заводах? Они начинаются как плоские листы! Гибка вальцов - это...

Под технологичностью гнутых деталей понимается их приспособленность к процессам штамповки. Проведение структурного анализа технологичности гнутых деталей необходимо для определения сложности формирования изгиба, разработки стратегий штамповки и проектирования пресс-форм.
Хорошо изготовленные гнутые детали не только обеспечивают высокое качество, но и упрощают технологические процессы и оснастку. Технологичность гнутых деталей в первую очередь отражается в следующих аспектах:
Когда относительная радиус изгиба (r/t) гнутой детали уменьшается до определенного предела, растягивающая деформация на волокнах внешней поверхности может превысить допустимый предел материала, что приведет к образованию трещин или изломов.
Поэтому существует ограничение на минимальный радиус изгиба. Это наименьший радиус внутреннего угла, который может быть достигнут без повреждения волокон внешней поверхности заготовки, называемый минимальным радиусом изгиба (rмин). Соответственно, rмин/t называется минимальным относительным радиусом изгиба.
Факторы, влияющие на минимальный радиус изгиба, включают:
Чем лучше пластичность материала, тем выше его индекс пластичности и тем меньше минимальный радиус изгиба.
Рулонные листовые материалы являются анизотропными, причем показатели пластичности вдоль направления волокон выше, чем перпендикулярно ему. Следовательно, если линия изгиба перпендикулярна направлению волокон материала, то значение rмин/t меньше, чем в случае, когда линия изгиба параллельна направлению волокна.
При гибке деталей с малым r/t линия сгиба в идеале должна быть перпендикулярна направлению волокон листового материала, чтобы увеличить степень деформации и предотвратить разрыв внешних волокон. Для деталей, требующих разнонаправленного изгиба, линия изгиба может быть установлена под фиксированным углом к направлению волокон материала. Взаимосвязь между линией сгиба и направлением волокон материала показана на рис. 3-4.
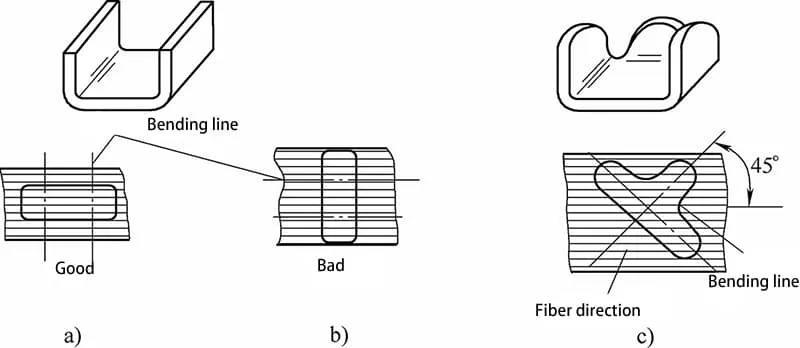
a) Линия сгиба перпендикулярна долевой нити листового металла.
b) Линия сгиба параллельна долевой нити листового металла.
c) Линия сгиба находится под определенным углом к зерну металлического листа.
Если на поверхности заготовки есть царапины, трещины или на боковой стороне (срезанное или пробитое сечение) имеются заусенцы, выемки и следы холодной закалки, то она склонна к растрескиванию при гибке.
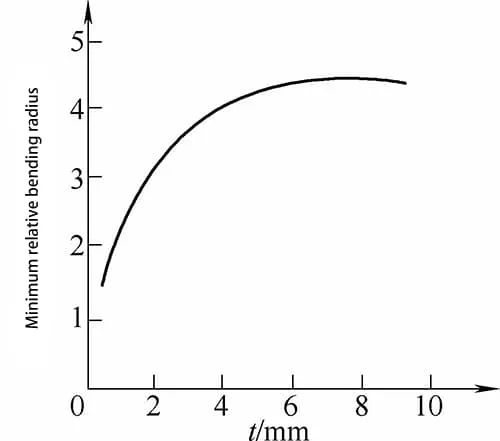
Поэтому листовой металл с низким качеством поверхности и поперечного сечения будет иметь больший минимальный относительный радиус изгиба rмин/t, как показано на рисунке 3-5. При гибке толстых листов, чтобы предотвратить образование трещин, лучше всего располагать сторону с вырубными заусенцами с внутренней стороны сгиба, как показано на рисунке 3-6.
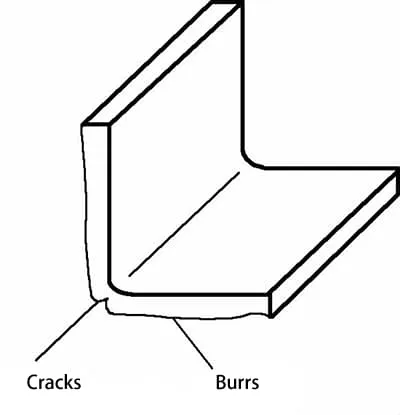
(Заусенец, обращенный наружу, подвержен растрескиванию)
Как правило, чем толще металлический лист, тем больше минимальный радиус изгиба. Это объясняется тем, что касательная деформация в зоне деформации изменяется линейно в направлении толщины, будучи максимальной на поверхности и нулевой в нейтральном слое. При малой толщине металлического листа градиент тангенциальной деформации резко меняется, быстро уменьшаясь от максимального значения до нуля.
Металл, прилегающий к внешней поверхности, где тангенциальная деформация наибольшая, может предотвратить локальную нестабильную пластическую деформацию металла поверхности. Таким образом, в подобных случаях можно достичь больших деформаций и меньших минимальных радиусов изгиба. Другими словами, чем тоньше металлический лист, тем меньше отношение r/t.
В таблице 3-1 приведены значения минимального радиуса изгиба, а в таблице 3-2 - минимального радиуса изгиба для трубчатых заготовок.
Таблица 3-1: Минимальный радиус изгиба
| Материалы | Отожженное состояние | Холодная обработка в закаленном состоянии | ||
| Положение линии сгиба. | ||||
| Вертикальные волокна | Параллельные волокна | Вертикальные волокна | Параллельные волокна | |
| 08, 10, Q195, Q215-A | 0. 1t | 0.4t | 0. 4t | 0.8t |
| 15, 20, Q235-A | 0. 1t | 0.5t | 0.5t | 1. 0t |
| 45, 50, Q275 | 0.5t | 1. 0t | 1. 0t | 1.7t |
| 60Mn, T8 | 1. 2t | 2. 0t | 2. 01 | 3.0t |
| Чистая медь | 0. 1t | 0.35t | 1. 0t | 2. 0t |
| Мягкая латунь | 0. 1t | 0.35t | 0.35t | 0.8t |
| Латунь (полутвердая) | 0. 1t | 0.35t | 0.5t | 1. 21 |
| Фосфорная медь | 一 | 一 | 1. 0t | 3.0t |
| Алюминий | 0. 1t | 0.2t | 0.3t | 0.8t |
| Полутвердый алюминий | 1. 0t | 1.5t | 1. 5t | 2.5t |
| Твердый алюминий | 2. 0 | 3. 0t | 3. 0t | 4. 0t |
Таблица 3-2: Минимальный радиус изгиба для трубок
| Толщина стенки | Минимальный радиус изгиба R | Толщина стенки | Минимальный радиус изгиба R |
| 0.02d | В 4 раза больше толщины материала | 0.10d | 3D |
| 0.05d | В 3,6 раза больше толщины материала | 0.15d | 2D |
При изгибе под прямым углом (см. Рисунок 3-7a) минимальная высота прямой кромки согнутой детали должна быть h=2t. Если согнутая деталь имеет скошенный край (см. Рисунок 3-7b), минимальная высота бокового края должна быть hмин=(2~4)t или 1,5t+r.
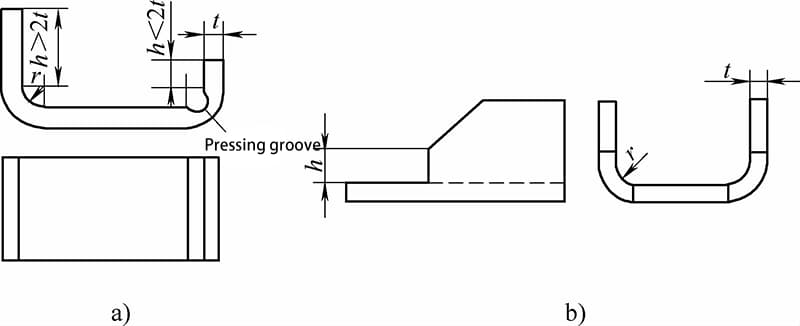
a) Высота прямого края изогнутого компонента
b) Высота бокового края согнутого компонента
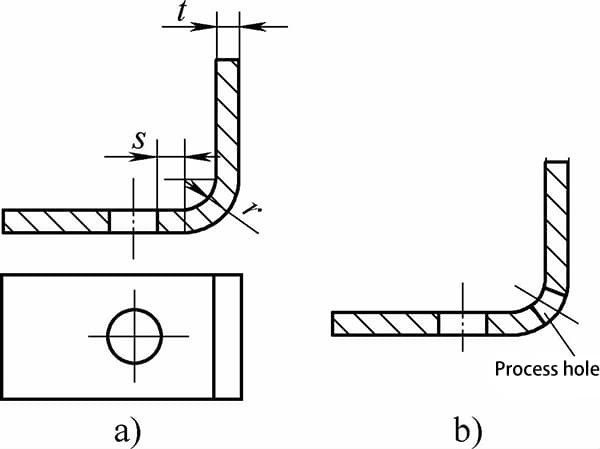
Если отверстие расположено слишком близко к линии сгиба, в процессе гибки может возникнуть деформация. Поэтому необходимо располагать отверстие вне зоны деформации, как показано на рис. 3-8. Расстояние от края отверстия до центра радиуса изгиба, обозначаемое как "s", должно соответствовать следующим критериям:
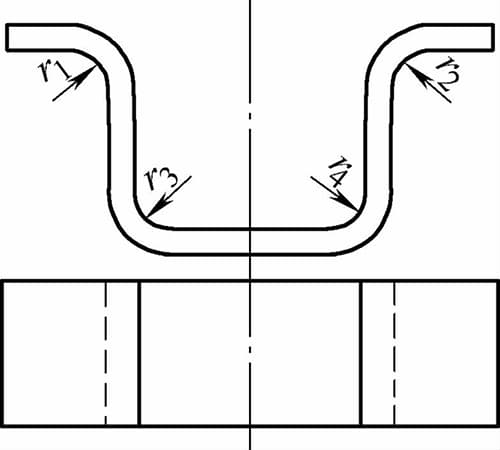
Форма и размер гнутых деталей должны быть как можно более симметричными. Как показано на рисунке 3-9, предпочтительно, чтобы радиусы галтелей детали удовлетворяли условию, при котором r1 = r2 и р3 = r4.