
Как рассчитать вес листового металла: Основные формулы
Вы когда-нибудь задумывались, как быстро рассчитать вес листового металла? В этой статье раскрывается простая формула, которая...
Шероховатость поверхности - микроскопические пики и впадины, оставленные производственными процессами, - играет важнейшую роль в функциональности и долговечности механических деталей. В этом руководстве рассматривается, как различные текстуры поверхности влияют на совместимость, трение, износ и даже коррозионную стойкость. В конце вы поймете, как важно правильно выбрать шероховатость поверхности, чтобы повысить эффективность и долговечность оборудования. Окунитесь в мир тонкостей, которые имеют большое значение для производства!

Различные методы обработки приводят к различным уровням плоскостности обработанной поверхности, как показано на рисунке 1.
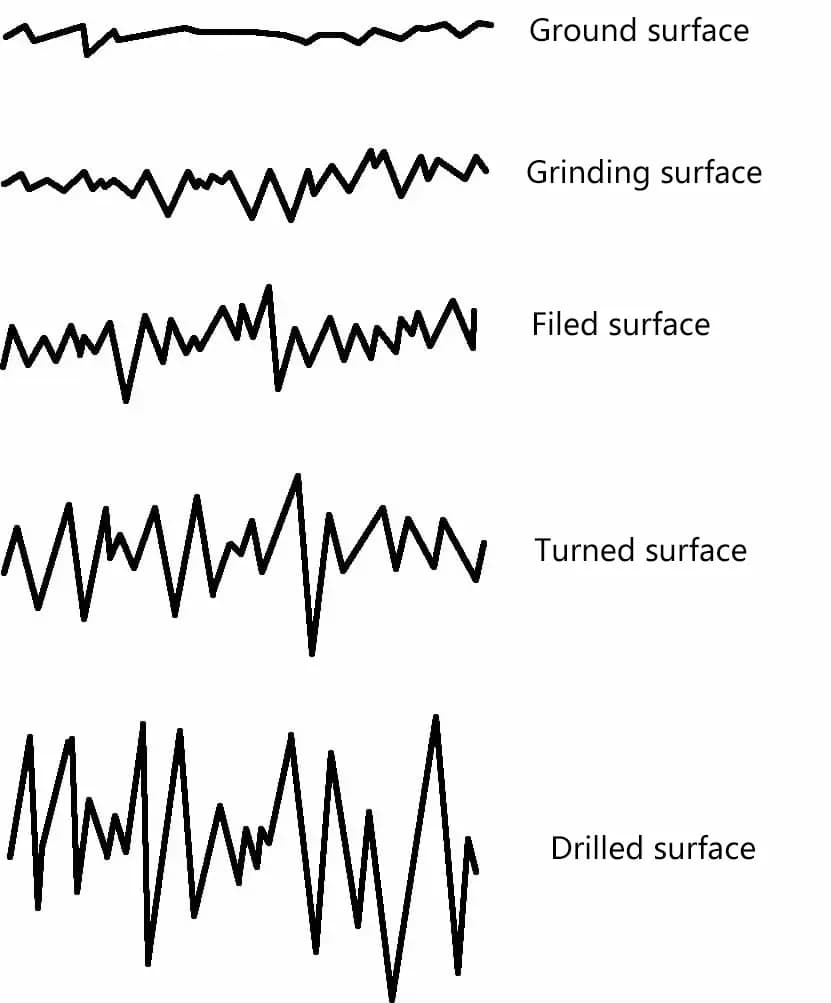
Независимо от используемого метода обработки, поверхность деталей всегда будет иметь следы микронеровностей, состоящих из небольших промежутков, пиков и долин, которые описывают степень высоты и расстояние между этими пиками и долинами. Эта микрогеометрическая характеристика называется шероховатостью поверхности. Она может отражать микрогеометрическую погрешность формы на поверхности детали после обработки. Связь между шероховатостью поверхности и эксплуатационными характеристиками деталей следующая:
Для поверхностей деталей с фитинг требования, на свойства совместимости будет влиять шероховатость поверхности. Например, при посадке с зазором, если значение шероховатости поверхности слишком велико, она подвержена износу, что приводит к быстрому увеличению зазора, тем самым изменяя свойства совместимости, особенно в случае малых размеров деталей и допусков, этот эффект более выражен.
Аналогично, в интерференционных посадках, если значение шероховатости поверхности слишком велико, это уменьшит фактическую эффективную величину интерференции, тем самым снижая прочность соединения. Поэтому улучшение качества поверхности деталей может повысить стабильность посадок с зазором или прочность соединения с интерференционными посадками, тем самым лучше удовлетворяя требования к использованию деталей.
При контакте двух неровных поверхностей сначала соприкасаются вершины поверхностей, что уменьшает фактическую эффективную площадь контакта, увеличивает давление на соприкасающиеся детали и приводит к сдавливанию, деформации или даже поломке вершин. В случае посадки с зазором воздействие между вершинами образует фрикционное сопротивление, что приводит к износу деталей. Как правило, чем шероховатее поверхность, тем больше коэффициент трения, тем больше сопротивление трения, тем больше энергии расходуется на трение и тем быстрее изнашиваются детали.
Однако в некоторых случаях (например, при установке подшипников скольжения и гидравлических направляющих), если поверхность слишком гладкая, она не способствует накоплению смазочного масла, образуя полусухое трение или даже сухое трение, иногда даже увеличивая силу сцепления соприкасающихся поверхностей деталей, тем самым увеличивая коэффициент трения и усиливая износ. Поэтому выбор соответствующей шероховатости поверхности может эффективно снизить трение и износ деталей.
Если поверхность деталей более шероховатая, коррозийные вещества с большей вероятностью будут скапливаться в долинах и постепенно проникать в поверхностный слой металлического материала, образуя поверхностную коррозию. Поэтому уменьшение величины шероховатости поверхности деталей может повысить их коррозионную стойкость.
Когда детали подвергаются знакопеременным нагрузкам, вмятины на поверхности могут легко образовывать явления концентрации напряжений, увеличивая нагрузку на детали, снижая их усталостную прочность и, возможно, приводя к усталостному разрушению из-за концентрации напряжений. Поэтому для повышения усталостной прочности деталей особое внимание следует уделять улучшению качества поверхности канавок и ступенчатых галтелей в процессе обработки.
Чем шероховатее поверхность деталей, тем меньше фактическая площадь контакта между поверхностями, тем больше сила на единицу площади, тем больше пластическая деформация в вершинах, снижается жесткость контакта, что влияет на точность работы машины и ее виброустойчивость.
Неровные поверхности могут стать причиной утечки газа или жидкости через зазоры в контакте с поверхностью. Чем шероховатее поверхность, тем хуже герметизация поверхности соединения. Поэтому снижение значения шероховатости поверхности может улучшить герметичность деталей.
Таким образом, шероховатость поверхности напрямую влияет на производительность и срок службы механических деталей, поэтому необходимо обоснованно выбирать и определять значения шероховатости поверхности для деталей.
Характеристики формы и методы обработки шероховатости поверхности приведены в таблице 1.
Таблица 1 Характеристики формы и методы обработки шероховатости поверхности
| Шероховатость поверхности Ra/мкм | Характеристики формы поверхности | Методы обработки |
| 50 | Видимые следы от инструментов | Грубое точение, растачивание, сверление, строгание |
| 25 | Слегка заметные следы от инструментов | Токарная обработка, строгание, вертикальное фрезерование, горизонтальное фрезерование, сверление |
| 12.5 | Видимые следы обработки | Токарные работы, расточка, строгание, сверление, горизонтальное фрезерование, вертикальное фрезерование, обработка напильником, черновое развертывание, шлифование, зубофрезерование |
| 6.3 | Слегка заметные следы обработки | Токарная обработка, расточка, строгание, фрезерование, шабрение 1~2 точек/см², протяжка, шлифование, опиливание, гидравлика, зубофрезерование |
| 3.2 | Невидимые следы обработки | Токарная обработка, растачивание, строгание, фрезерование, развертывание, протягивание, шлифование, обкатывание, шабрение 1~2 пункта/см², фрезерование зубчатых колес |
| 1.6 | Идентифицируемое направление следов обработки | Токарная обработка, расточка, протяжка, шлифование, вертикальная обработка, фрезерование, развертывание, шабрение 3~10 точек/см², прокатка |
| 0.8 | Едва различимое направление следов обработки | Развертывание, шлифование, шабрение 3~10 точек/см², растачивание, протягивание, прокатка |
| 0.4 | Неидентифицируемое направление следов обработки | Шлифовка, шлифовка, полировка, суперфиниширование |
| 0.2 | Матовая поверхность | Суперфиниш |
| 0.1 | Яркая глянцевая поверхность | Суперфиниш |
| 0.05 | Зеркальная глянцевая поверхность | |
| 0.025 | Туманная зеркальная поверхность | |
| 0.012 | Зеркальная поверхность |
Как показано в таблице 2.
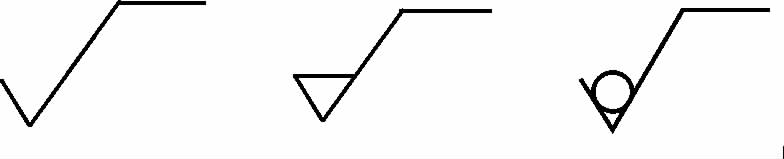
Таблица 2 Графические символы и значения шероховатости поверхности
| Символ | Значение и объяснение |
 | Основной символ, указывающий на то, что указанная поверхность может быть получена любым способом. Если параметры шероховатости поверхности или связанные с ними пояснения (например, термообработка поверхности, местные условия термообработки) не аннотированы, то это относится только к упрощенной маркировке кода и не может использоваться самостоятельно без дополнительных пояснений |
| Расширенный символ для удаления материала, основной символ плюс тире, указывающий на то, что заданная поверхность получена путем удаления материала, например, точение, фрезерование, сверление, шлифование, ножницыполировка, травление, электроэрозионная обработка, газовая резка и т.д. | |
 | Расширенный символ для нематериального удаления, основной символ плюс круг, указывающий на то, что указанная поверхность получена методами нематериального удаления, такими как литье, ковка, штамповочная деформация, горячая прокатка, холодная прокатка, порошковая металлургия и т.д.; или используется для поддержания исходного состояния поставки поверхности (включая поддержание состояния предыдущего процесса) |
 | Полный символ, когда требуется обозначить дополнительную информацию о структуре поверхности, горизонтальная линия должна быть добавлена по длинной стороне вышеуказанных трех графических символов |
 | Графические символы для поверхностей профиля заготовки, когда поверхности, образующие замкнутый профиль на определенном виде чертежа, имеют одинаковые требования к структуре поверхности, следует добавить окружность на полный графический символ, обозначенный на линии замкнутого профиля заготовки на чертеже. Если маркировка может вызвать двусмысленность, то каждую поверхность следует маркировать отдельно |
Как показано в таблице 3.
Таблица 3 Состав полного графического символа для структуры поверхности
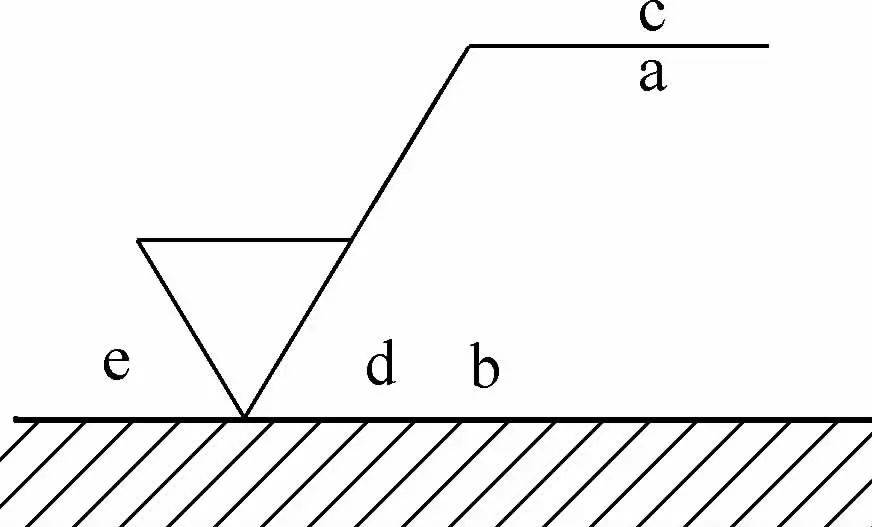 | a | Отметьте одно требование к структуре поверхности. Отметьте код параметра структуры поверхности, предельные значения, полосу пропускания или длину выборки. Чтобы избежать ошибок, между кодом параметра и предельными значениями следует поставить пробел. После полосы пропускания или длины выборки должна стоять косая черта "/", затем код параметра структуры поверхности и, наконец, значение |
| b | При аннотировании двух или более требований к структуре поверхности напишите первое требование к структуре поверхности в позиции a, а второе требование к структуре поверхности - в позиции b. При аннотировании третьего или более требований к структуре поверхности графический символ следует развернуть по вертикали, чтобы оставить достаточно места. При расширении графического символа позиции a и b соответственно перемещаются вверх. | |
| c | Аннотируйте метод обработки. Напишите метод обработки, обработку поверхности, покрытие или другие требования к обработке, такие как точение, шлифование, нанесение покрытия и т. д., методы обработки поверхности | |
| d | Отметьте текстуру поверхности и направление, например "=", "X", "M" и т. д. | |
| e | Отметьте припуск на обработку. Напишите требуемый припуск на обработку, указав его значение в миллиметрах |
Как показано в таблице 3-7.
Таблица 4 Примеры кодовой маркировки структуры поверхности
| Символ | Значение Объяснение |
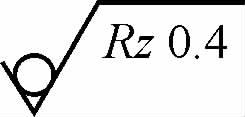 | Указывает на отсутствие удаления материала, однонаправленное верхнее предельное значение, конвейерная лента по умолчанию, профиль R, максимальная высота шероховатости поверхности 0,4 мкм, длина оценки 5 выборок (по умолчанию), "правило 16%" (по умолчанию) |
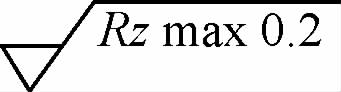 | Указывает на съем материала, однонаправленное верхнее предельное значение, конвейерная лента по умолчанию, профиль R, максимальная высота шероховатости поверхности максимальное значение 0,2 мкм, длина оценки 5 длин выборки (по умолчанию), "максимальное правило" |
 | Указывает на съем материала, однонаправленное верхнее предельное значение, конвейерная лента 0,008~0,8 мм, профиль R, среднее арифметическое отклонение 3,2 мкм, длина оценки 5 длин выборки (по умолчанию), "правило 16%" (по умолчанию) |
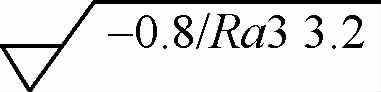 | Указывает на удаление материала, однонаправленное верхнее предельное значение, конвейерная лента: длина выборки 0,8 мкм (λ s по умолчанию 0,0025 мм), R-профиль, среднее арифметическое отклонение 3,2 мкм, длина оценки включает 3 длины выборки, "правило 16%" (по умолчанию) |
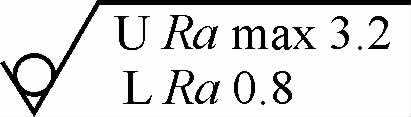 | Указывает, что удаление материала не разрешено, двунаправленные предельные значения, оба предельных значения используют конвейерную ленту по умолчанию, профиль R. Верхнее предельное значение: среднее арифметическое различие 3,2 мкм, длина оценки 5 длин выборки (по умолчанию), "правило максимума"; Нижнее предельное значение: среднее арифметическое отклонение 0,8 мкм, длина оценки 5 длин выборки (по умолчанию), "правило 16%" (по умолчанию). |
Как показано в таблице 3-8.
Таблица 5 Сравнение старых и новых стандартных графических символов структуры поверхности
Серийный номерВерсия GB/T 1311983 (1-е издание) ①1993 (2-е издание) ②2006 (3-е издание) ③Пример, иллюстрирующий основной вопрос1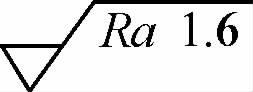 Ra принимает только "правило 16%".2 Ra принимает только "правило 16%".2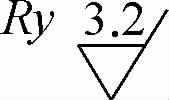  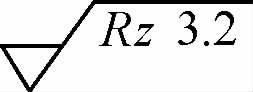 Параметры, отличные от "правила 16%" Ра.3④ Параметры, отличные от "правила 16%" Ра.3④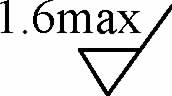 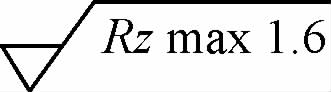 Максимальное правило4 Максимальное правило4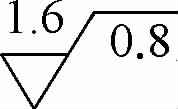 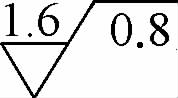 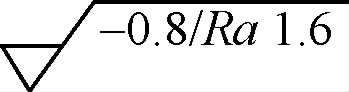 Ra плюс длина выборки5④④ Ra плюс длина выборки5④④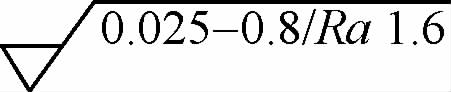 Конвейерная лента6 Конвейерная лента6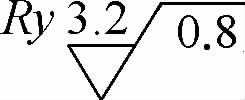  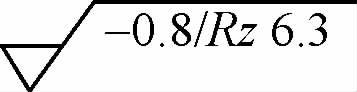 Параметры, отличные от Ra и длины выборки7 Параметры, отличные от Ra и длины выборки7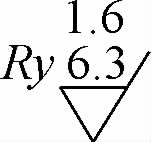 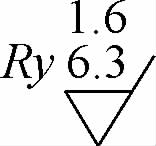  Ra и другие параметры8④ Ra и другие параметры8④  Если количество выборок в длине оценки не равно 59④④ Если количество выборок в длине оценки не равно 59④④ Нижнее предельное значение10 Нижнее предельное значение10 Верхние и нижние предельные значения Верхние и нижние предельные значения |
① Не определено ни значение по умолчанию, ни какие-либо другие детали, в частности: нет длины оценки по умолчанию; нет длины выборки по умолчанию; нет "правила 16%" или "правила максимума".
② Значения по умолчанию и правила, определенные в GB/T 3505-1983 и GB/T10610-1989, используются только для параметров Ra, Ry и Rz (высота 10 точек). Кроме того, в GB/T 131-1993 имеется несоответствие в обозначении параметров, где в стандартном тексте вторая буква кода параметра должна быть подписана, но во всех таблицах вторая буква строчная, в то время как в то время во всех других стандартах на структуру поверхности использовался подстрочный индекс.
③ Новый Rz определяется как оригинальный Ry, и символ для оригинального Ry больше не используется.
④ Означает, что элемент не существует.
Шероховатость поверхности, достигаемая различными методами обработки, приведена в таблице 6.
Таблица 6 Шероховатость поверхности, достигаемая различными методами обработки
| Метод обработки | Шероховатость поверхности Ra/мкм | ||||||||||||||
| 0.012 | 0.025 | 0.05 | 0.10 | 0.20 | 0.40 | 0.80 | 1.60 | 3.20 | 6.30 | 12.5 | 25 | 50 | 100 | ||
| Литье в песчаные формы, литье в оболочку | |||||||||||||||
| Литье в металлические формы | |||||||||||||||
| Центробежное литье | |||||||||||||||
| Точное литье | |||||||||||||||
| Инвестиционное литье | |||||||||||||||
| Литье под давлением | |||||||||||||||
| Горячая прокатка | |||||||||||||||
| Штамповка | |||||||||||||||
| Холодная прокатка | |||||||||||||||
| Экструзия | |||||||||||||||
| Холодная экструзия | |||||||||||||||
| Скрапбукинг | |||||||||||||||
| Строгание | Суровый | ||||||||||||||
| Fine | |||||||||||||||
| Прошивка | |||||||||||||||
| Бурение | |||||||||||||||
| Развертка | Суровый | ||||||||||||||
| Fine | |||||||||||||||
| Алмазное сверление | |||||||||||||||
| Скука | Суровый | ||||||||||||||
| Полутонкие | |||||||||||||||
| Fine | |||||||||||||||
| Развертка | Суровый | ||||||||||||||
| Полутонкие | |||||||||||||||
| Fine | |||||||||||||||
| Прошивка | Полутонкие | ||||||||||||||
| Fine | |||||||||||||||
| Фрезерование валков | Суровый | ||||||||||||||
| Полутонкие | |||||||||||||||
| Fine | |||||||||||||||
| Торцевое фрезерование | Суровый | ||||||||||||||
| Полутонкие | |||||||||||||||
| Fine | |||||||||||||||
| Алмазное точение | |||||||||||||||
| Вращающийся внешний круг | Суровый | ||||||||||||||
| Полутонкие | |||||||||||||||
| Fine | |||||||||||||||
| Токарная торцевая поверхность | Суровый | ||||||||||||||
| Полутонкие | |||||||||||||||
| Fine | |||||||||||||||
| Шлифовальный внешний круг | Суровый | ||||||||||||||
| Полутонкие | |||||||||||||||
| Fine | |||||||||||||||
| Шлифовальная плоскость | Суровый | ||||||||||||||
| Полутонкие | |||||||||||||||
| Fine | |||||||||||||||
| Хонингование | Самолет | ||||||||||||||
| Цилиндр | |||||||||||||||
| Полировка | Суровый | ||||||||||||||
| Полутонкие | |||||||||||||||
| Fine | |||||||||||||||
| Полировка | Общие сведения | ||||||||||||||
| Fine | |||||||||||||||
| Полировка валиком | |||||||||||||||
| Сверхточная обработка | |||||||||||||||
| Химическая полировка | |||||||||||||||
| Электролитическая полировка | |||||||||||||||
| Электроэрозионная обработка | |||||||||||||||







