
Как рассчитать вес листового металла: Основные формулы
Вы когда-нибудь задумывались, как быстро рассчитать вес листового металла? В этой статье раскрывается простая формула, которая...
Вы когда-нибудь видели, как плоский лист металла превращается в сложную форму? В этом руководстве описаны техники развальцовки и бисероплетения в металлообработке. Мы рассмотрим практические шаги и расчеты. Вы получите представление о том, как придать металлу точную форму. Это идеальный вариант для начинающих и тех, кто хочет усовершенствовать свое ремесло. Приготовьтесь уверенно гнуть металл!

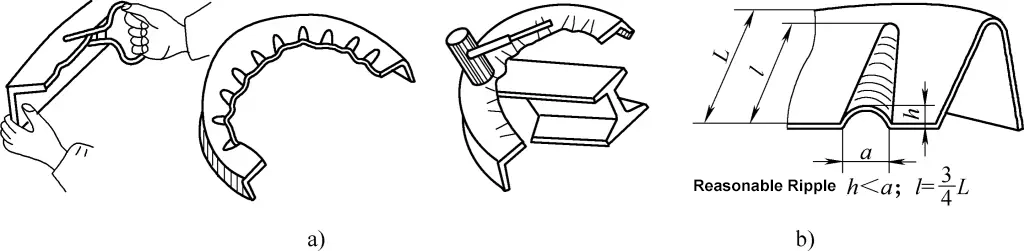
Метод изготовления деталей с изогнутыми краями путем утончения и удлинения одной стороны заготовки называется расширением края, а метод усадки края - это метод изготовления изогнутых деталей путем уменьшения длины и увеличения толщины одной стороны заготовки. На рисунке 1a показан внешний изогнутый компонент, изготовленный методом расширения кромок с использованием угловой стали, а на рисунке 1b - внутренний изогнутый компонент, изготовленный методом усадки кромок.
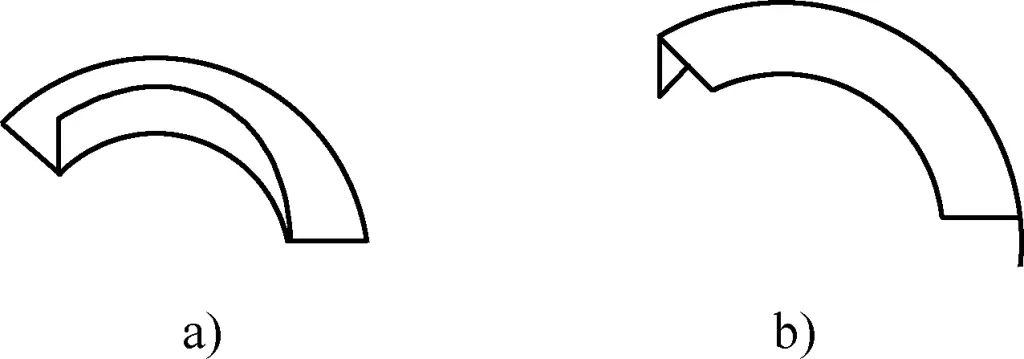
a) Расширение краев
б) Усадка края
Принципы расширения кромок и усадочной формовки различны, поэтому и методы их работы не совсем одинаковы.
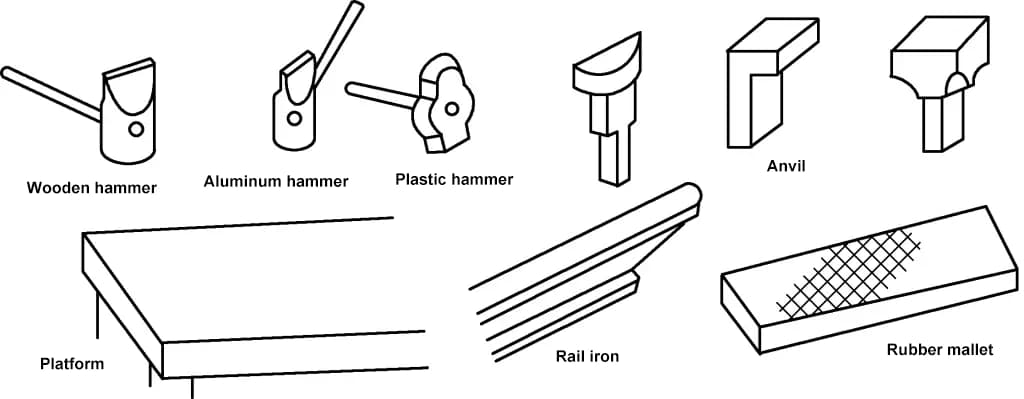
Инструменты для расширения кромок включают деревянные молотки, алюминиевые молотки, бакелитовые молотки, железные молотки, рельсовые утюги, наковальни, платформы, стойки и т. д., как показано на рис. 2.
В производстве обычно используется метод расширения кромок. Расширение кромок эффективно, но приводит к шероховатой поверхности и неравномерной толщине.
При изготовлении детали с вогнутой изогнутой кромкой, показанной на рис. 1a, можно использовать прямоугольный профиль, чтобы ударять молотком по кромке материала на наковальне или платформе (см. рис. 3), истончая материал кромки, увеличивая ее площадь и удлиняя изогнутую кромку. Чем ближе к краю профиля, тем больше он расширяется; чем ближе к внутреннему краю, тем меньше. Таким образом, прямой профиль постепенно превращается в деталь с изогнутой кромкой.
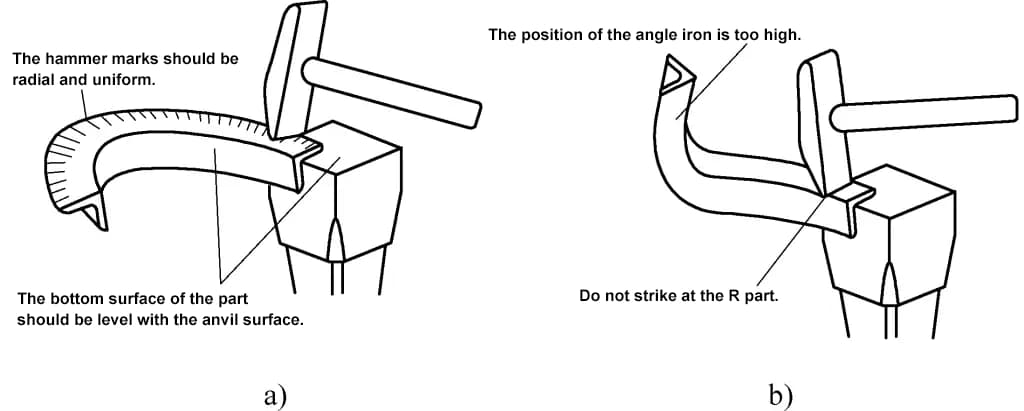
Во время забивки необходимо сначала рассчитать размер детали в развернутом виде. При расширении нижняя поверхность профиля должна находиться на одном уровне с поверхностью наковальни, не слишком высоко и не слишком низко, иначе профиль может деформироваться в процессе расширения.
Следы от молотка должны быть ровными и направленными наружу, охватывая 3/4 ширины сгиба, и не забивайте молоток вдоль R-образного сечения профиля. Удары молотком должны быть в пределах изогнутого участка, а для угловых деталей с прямыми участками не следует наносить удары в пределах прямого участка. Во время расширения материал может подвергнуться рабочему упрочнению. Если он становится твердым, необходим отжиг; в противном случае продолжение забивания может привести к образованию трещин.
Во время работы постоянно проверяйте форму с помощью шаблона или измерительного инструмента. Как только желаемая форма будет достигнута, приступайте к отделке, правке и тонкой обработке.
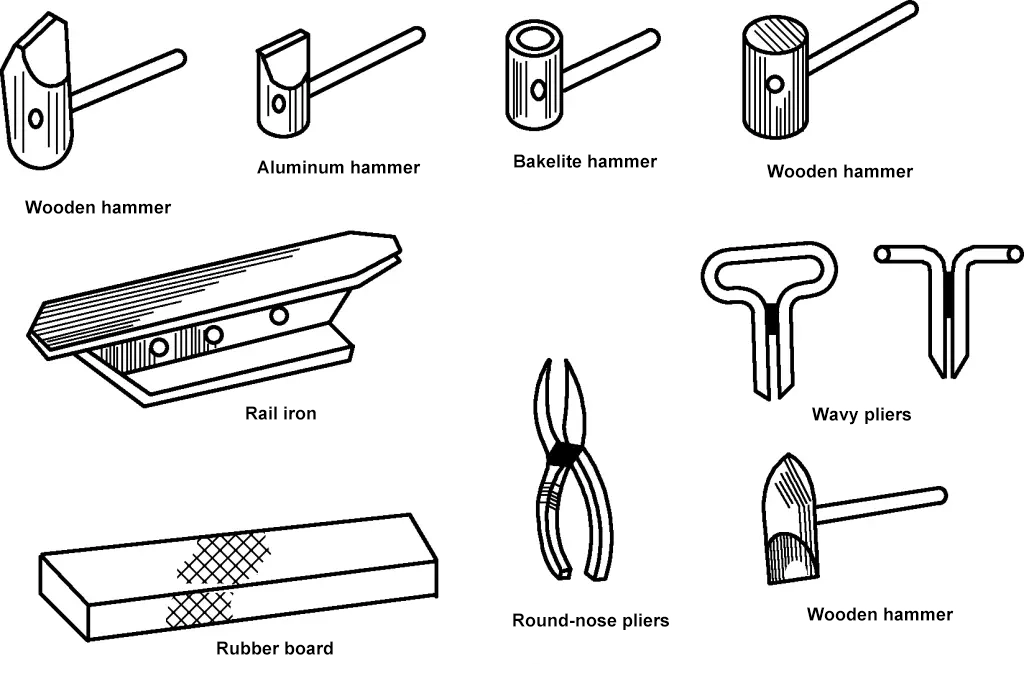
Инструменты для усадки кромок включают деревянные молотки, алюминиевые молотки, бакелитовые молотки, железные молотки, рельсовые утюги, гофрированные клещи и круглогубцы, как показано на рисунке 4.
В производстве обычно используется метод усадки с помощью гофрированных щипцов. Во время работы используйте гофрированные щипцы для формирования гофр по краю материала; складки должны быть плотными и равномерными.
Если заготовка толстая, ее можно положить на твердую древесину и ударить по ней рубильным молотком, чтобы создать складки, добиваясь желаемой кривизны. Затем, не давая складкам распрямиться и вернуться обратно, выровняйте их на рельсовом железе с помощью деревянного молотка (см. рис. 5a). Гофрированные щипцы можно сварить, используя стальную проволоку диаметром 8-10 мм, при этом поверхность должна быть гладкой, чтобы не поцарапать поверхность заготовки. Формы складок должны быть разумными (см. Рисунок 5b).
Из-за различных деформаций, возникающих при расширении и сужении краев, расчет размера в развернутом виде также отличается.
Развернутая ширина полукруглой части на рисунке 6 может быть рассчитана по формуле расчета развернутой длины гнутых профилей.
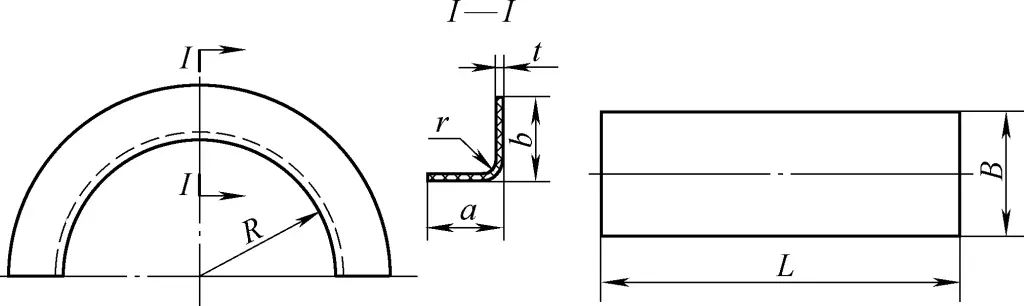
B=a+b-(r/2+t)
В формуле
Длина в развернутом виде рассчитывается по длине дуги на половине ширины расширения кромки b, что обусловлено различной степенью расширения материала в разных частях расширяющейся плоскости. Внешний край истончается сильнее и расширяется больше, а внутренний край истончается меньше и расширяется меньше.
L=π(R+b/2)
В формуле
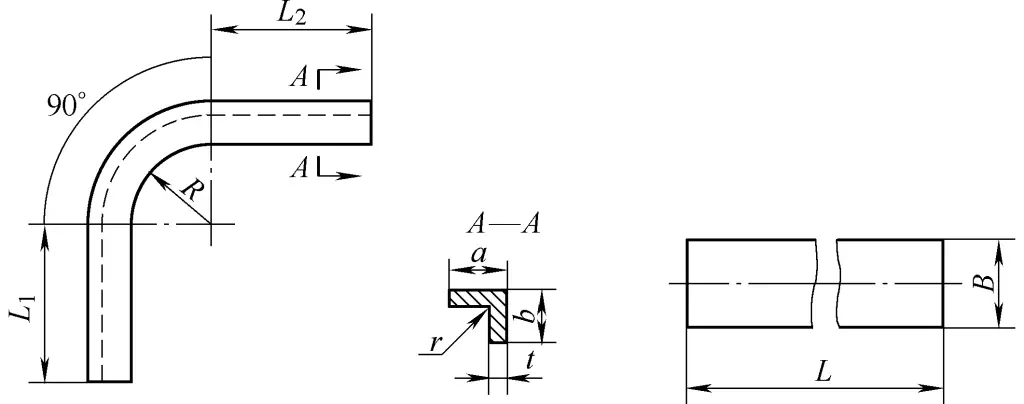
Ширина в развернутом виде прямоугольной детали, показанной на рисунке 7, соответствует приведенной выше формуле. Длина L в развернутом виде равна сумме прямой и изогнутой частей, т. е,
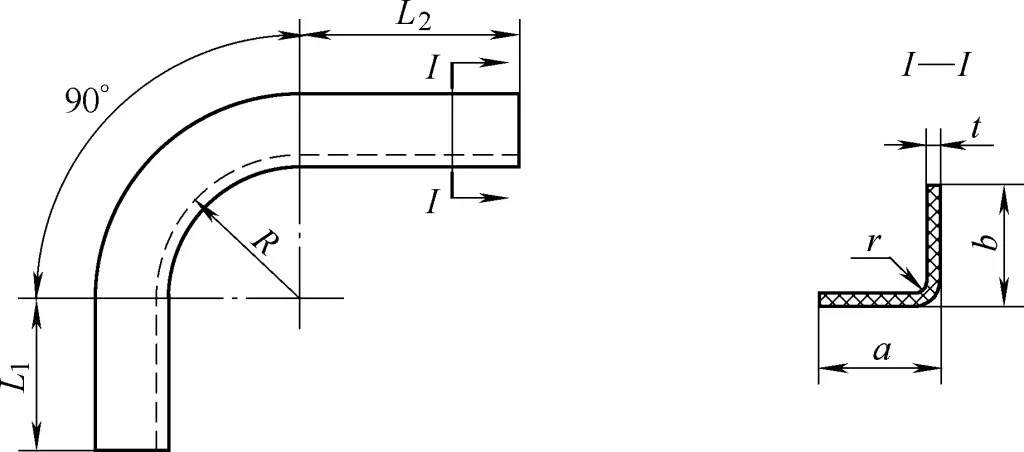
L=L1+L2+ π/2(R +b/2)
В формуле
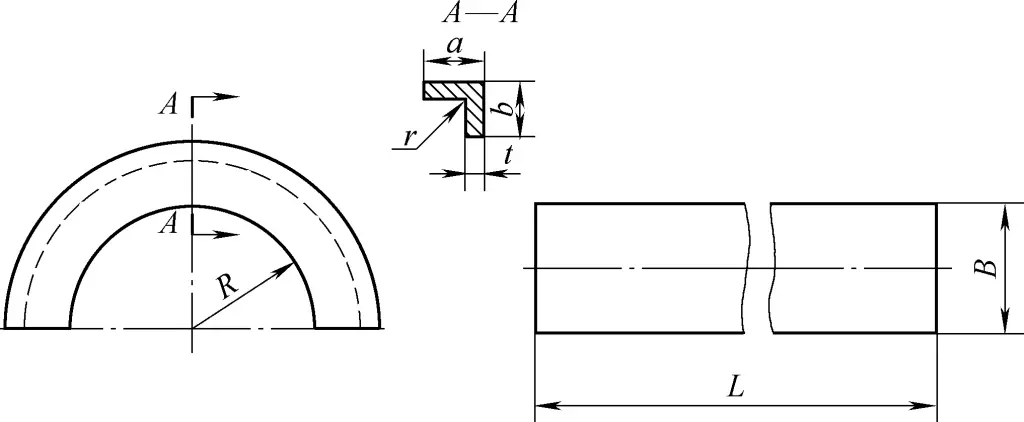
Развернутый материал для угловой стали, сжатой в полукруглые части, как показано на рисунке 8, рассчитывается по следующей формуле:
B=a+b-(r/2+t)
L=π(R+b)
В формуле
Как показано на рис. 9, деталь, обрезанная под прямым углом, имеет такую же ширину в развернутом виде, как и в приведенной выше формуле. Длина L в развернутом виде рассчитывается следующим образом:
L=L1+L2+π/2(R+b)
В формуле







