
Руководство по установке и обслуживанию пневматической системы
I. Монтаж пневматических систем 1. Монтаж трубопроводов 2. Установка компонентов II. Промывка системы и испытание давлением После...
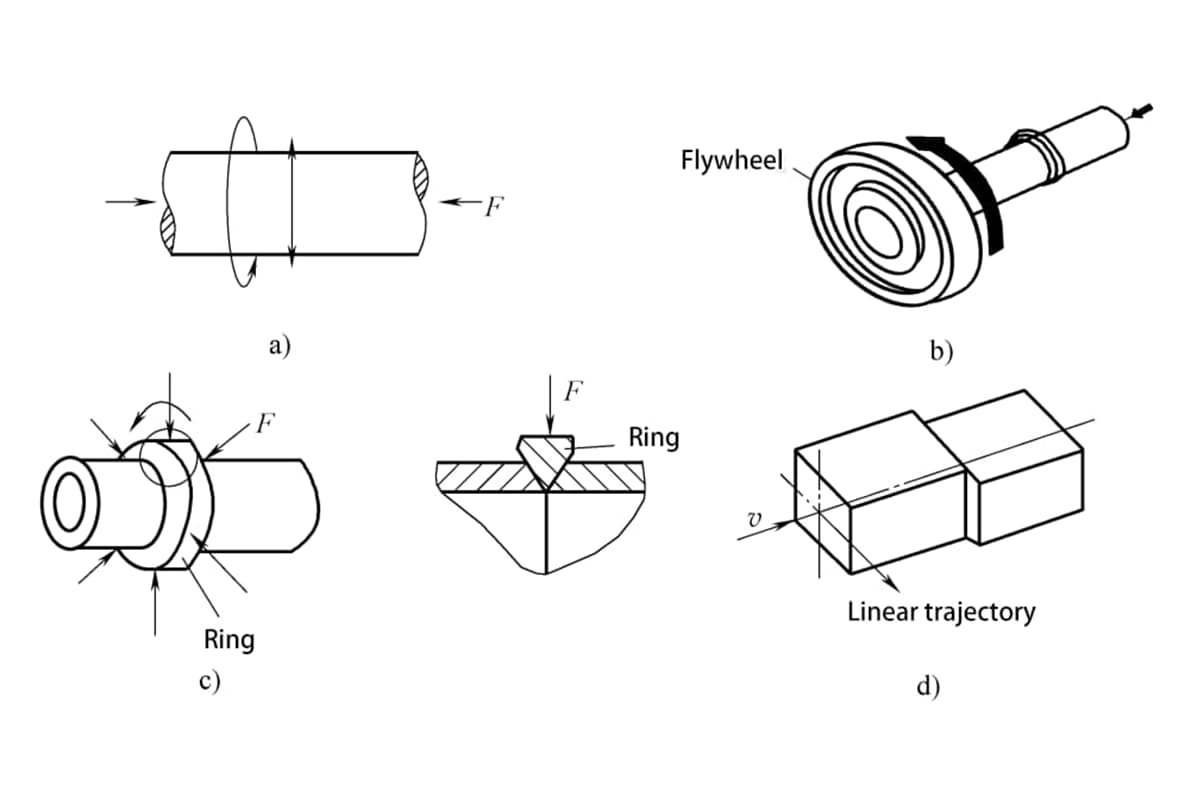
Сварка трением классифицируется по форме относительного движения, подразделяясь на сварку вращающимся трением и сварку трением с перемешиванием.
Особенность вращающейся фрикционной сварки заключается в том, что в процессе сварки по крайней мере одна заготовка (или кольцо) вращается вокруг оси, перпендикулярной поверхности соединения. Этот вид сварки трением в основном используется для сварки деталей круглого сечения (а также может применяться для деталей некруглого сечения с помощью фазового управления) и в настоящее время является наиболее широко распространенным и разнообразным видом сварки трением.
В зависимости от характеристик вращения заготовок, сварка трением может быть разделена на сварку трением с непрерывным приводом, сварку трением по инерции, гибридную сварку трением и т.д.
1) Сварка трением с непрерывным приводом.
Сварка трением с непрерывным приводом - наиболее часто используемый тип сварки трением. Его особенность заключается в том, что вращающаяся заготовка непосредственно соединена с патроном шпинделя, а невращающаяся заготовка установлена на гидравлическом патроне задней бабки. Во время сварки опорная плита задней бабки продвигается вперед, приводя заготовки в контакт под постоянным или возрастающим давлением.
Когда вращающийся шпиндель нагревает заготовку до температуры сварки за счет трения, шпиндель прекращает вращение, и начинается ковка, завершающая сварку. При сварке трением с непрерывным приводом заготовка продолжает вращаться под действием вращающегося устройства и непрерывного привода до самого начала ковки, как показано на рисунке 5-166a.
2) Инерционная сварка трением.
Принцип инерционной фрикционной сварки аналогичен фрикционной сварке с непрерывным приводом, за исключением того, что вращающаяся сварная деталь не связана непосредственно со шпинделем, а соединена с ним через маховик.
В начале сварки маховик и вращающийся конец сварного изделия сначала разгоняются до определенной скорости, затем маховик отсоединяется от главного двигателя, и в то же время движущийся конец сварного изделия перемещается вперед. Как только сварные детали соприкасаются, начинается фрикционный нагрев. В процессе фрикционного нагрева маховик тормозится моментом трения, постепенно снижая свою скорость до нуля, после чего процесс сварки заканчивается.
При сварке трением с инерцией используется метод аккумулирования энергии инерции (например, маховик) для накопления энергии для нагрева шва, как показано на рисунке 5-166b, где кинетическая энергия свободно вращающегося маховика обеспечивает все тепло, необходимое для нагрева сварного соединения.
3) Гибридная сварка вращающимся трением.
Гибридная ротационная фрикционная сварка - это сочетание фрикционной сварки с непрерывным приводом и инерционной фрикционной сварки. Этот тип сварочных аппаратов характеризуется возможностью прикладывать и не прикладывать тормозное усилие после отключения источника привода.
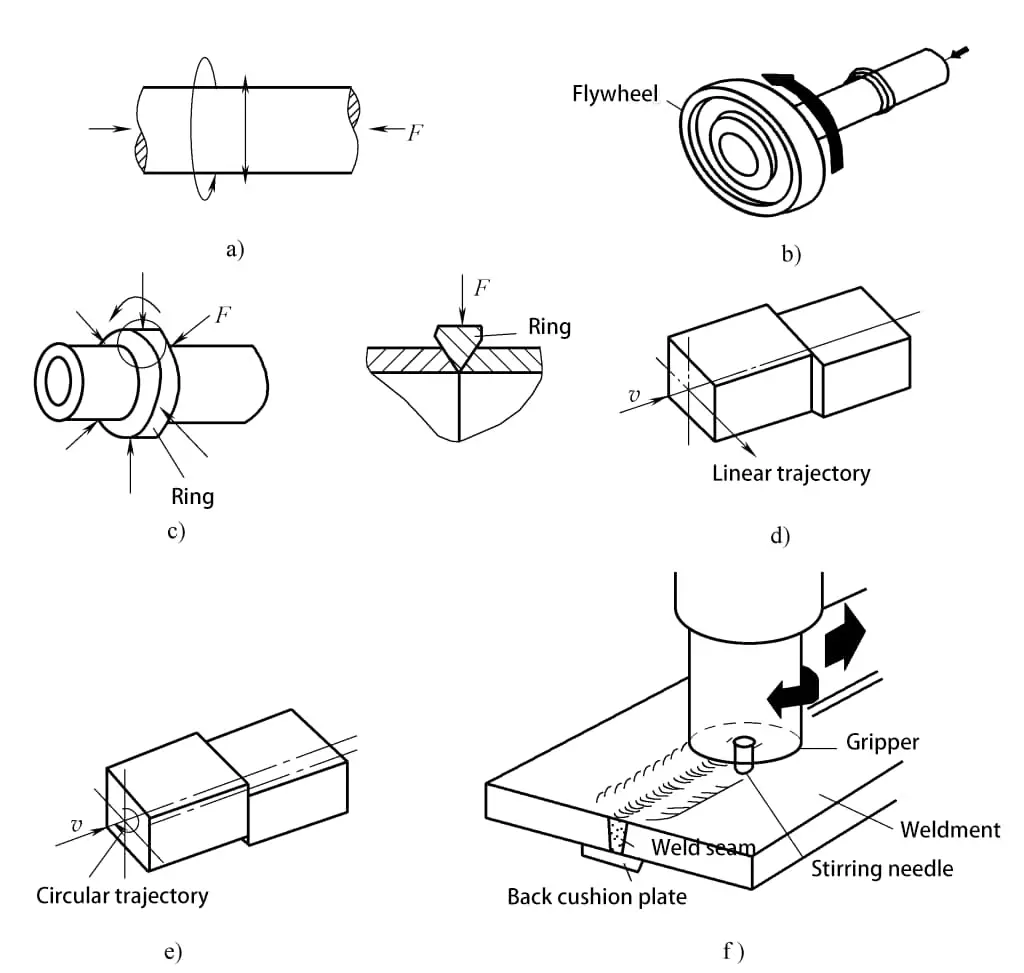
Сварка трением с перемешиванием - это новая технология соединения в твердом состоянии, изобретенная в 1991 году и считающаяся значительным научно-техническим достижением от фундаментальных исследований до практического применения. Первоначально использовавшаяся для сварки алюминиевых сплавов, сварка трением с перемешиванием широко применяется для сварки цветных металлов. металлы такие как магниевые и титановые сплавы, а также разнородные материалы.
На рисунке 5-166f представлена схема сварки трением с перемешиванием. При сварке трением с перемешиванием заготовка фиксируется, а сварка в основном выполняется перемешивающей головкой. Мешающая головка состоит из мешающего штифта, держателя и цилиндра.
В начале сварки перемешивающая головка вращается с высокой скоростью, и перемешивающий штифт быстро вгрызается в шов свариваемой пластины. Металл, соприкасающийся с перемешивающим штифтом, нагревается за счет трения, образуя очень тонкий термопластичный слой.
Когда перемешивающая игла проникает под поверхность сварного шва, часть металла выдавливается с поверхности. Благодаря уплотняющему эффекту переднего буртика и задней площадки, с одной стороны, буртик трется о поверхность сварной пластины, выделяя дополнительное тепло; с другой стороны, термопластичный металл, непрерывно образующийся перед перемешивающей головкой, переносится на заднюю часть перемешивающей головки, заполняя полость позади нее.
В течение всего процесса сварки происходит непрерывное образование и заполнение полостей, а металл в зоне сварки подвергается таким процессам, как выдавливание, нагрев трением, пластическая деформация, перенос, диффузия и рекристаллизация.
Особенностью сварки трением трекового типа является то, что каждая точка на стыковой поверхности сварного соединения движется по одной и той же траектории относительно точки на стыковой поверхности другого сварного соединения. Траектория движения может быть линейной или нелинейной.
В процессе сварки одна сторона сварного изделия перемещается относительно поверхности другой стороны, которая зажата, под действием механизма гусеничного типа, и прикладывается осевое давление. По мере продвижения фрикционного движения поверхность трения очищается и выделяет фрикционное тепло, металл на поверхности трения постепенно достигает вязкопластичного состояния и деформируется, затем движение прекращается и прикладывается усилие ковки для завершения сварки.
Сварка трением на гусеничном ходу устраняет ограничения традиционной ротационной сварки трением, которая может сваривать только сварные изделия цилиндрического сечения, и этот тип сварки трением может сваривать сварные изделия квадратного, круглого и многоугольного сечения.
На основании различных траекторий движения сварка трением на гусеничном ходу подразделяется на линейную сварку трением и траекторную сварку трением, как показано на рисунках 5-166d и e.
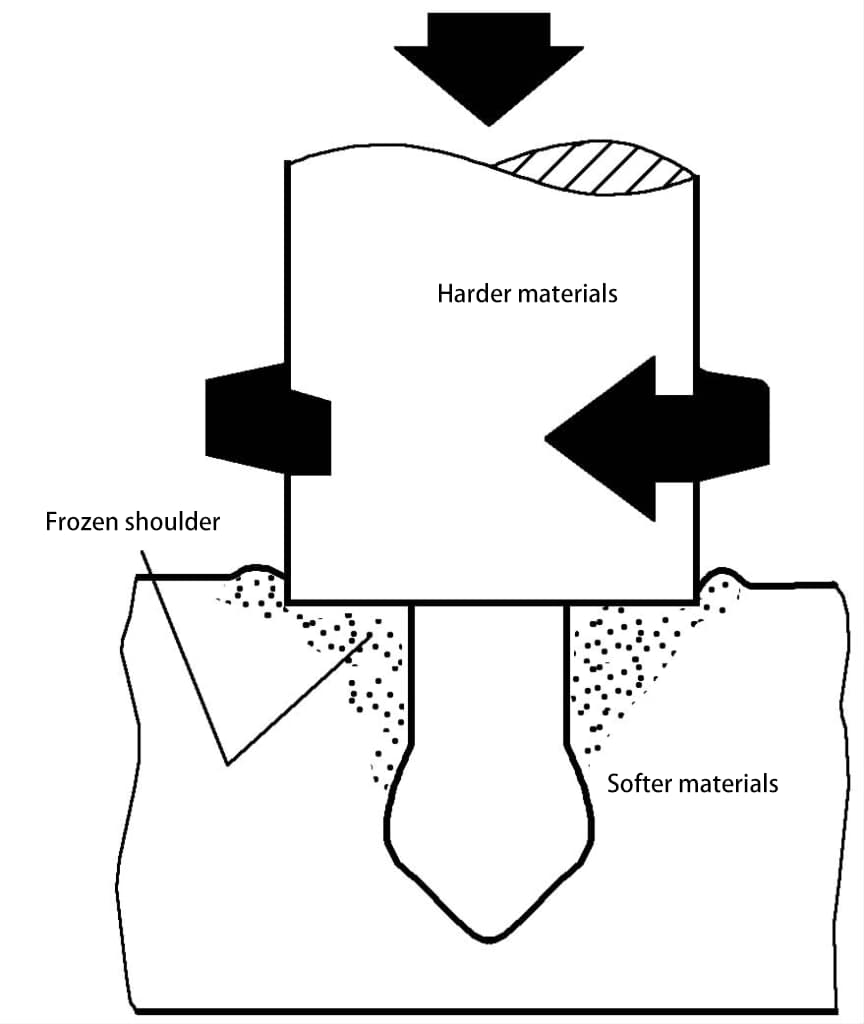
Сварка трением с вплавлением использует принцип сварки трением для вплавления относительно более твердого материала в более мягкий.
На рисунке 5-167 показан принцип работы сварки трением с заделкой. Во время работы фрикционное тепло, возникающее при относительном движении двух сварных элементов, вызывает локальную пластическую деформацию в мягком материале, и высокотемпературный пластичный материал поступает в углубления предварительно обработанного твердого материала. Ограничительный буртик заставляет высокотемпературный пластиковый материал плотно обхватывать стык твердого материала. Когда вращение останавливается и сварные швы остывают, образуется надежное соединение, и обе стороны сварных швов механически сцепляются.
В настоящее время сварка трением с вплавлением используется в основном для очень важных соединений материалов в таких отраслях, как энергетика, вакуум и криогенная техника, например, алюминий-медь, алюминий-сталь и сталь-сталь. Встраиваемая сварка трением также может использоваться для изготовления седел клапанов двигателей, соединительных концов, нажимных крышек и переходных соединений трубных листов, а также для соединения термореактивных и термопластичных материалов.
На рисунке 5-168 показан принцип работы сварки трением третьего тела. Третий материал с низкой температурой плавления генерирует тепло и пластическую деформацию за счет трения в зазоре между соединяемыми деталями под действием момента осевого давления. Относительное фрикционное движение может производить достаточный эффект очистки, не требуя флюса и контролируемой защитной атмосферы. После охлаждения материал третьего тела застывает, тем самым фиксируя две части вместе, образуя надежное соединение.
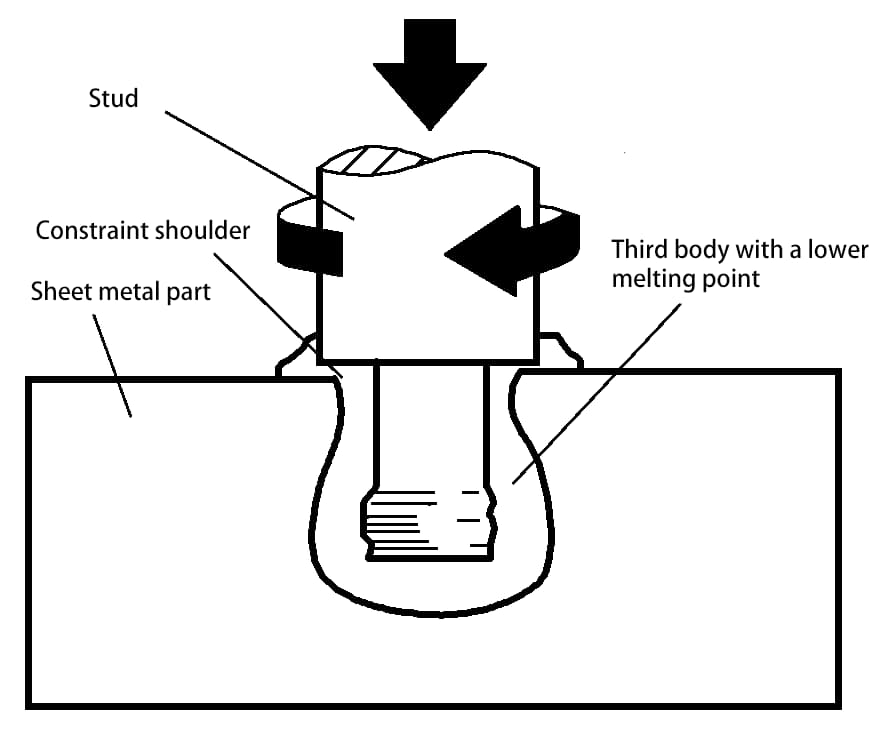
Метод сварки трением в третьем теле применяется в основном для трудносвариваемых материалов, таких как керамика, металлокерамика, термореактивные и термопластичные композиты и т.д., и может использоваться для формирования высокопрочных соединений.
Сварка трением с фазовым управлением предполагает контроль фаз сварных швов после сварки в процессе нагрева трением с помощью механического синхронного штифта. фитинг или систем синхронного привода, для выравнивания задних кромок сварных швов, корректировки направления или соблюдения фазовых требований. Он используется для сварки деталей с особыми требованиями к позиционированию, таких как шестиугольная сталь, восьмиугольная сталь и автомобильные стойки управления.
При вышеупомянутой ротационной сварке трением в процессе сварки используется осевое давление, а при радиальной сварке трением - радиальное давление. Радиальная сварка трением предполагает снятие фаски с концов двух свариваемых труб, вставку внутрь оправки, выравнивание и зажим их вместе, а затем установку в фаску стыка массивного кольца, состав которого аналогичен составу труб. Это кольцо имеет внутреннюю коническую поверхность, и перед сваркой внутренняя коническая поверхность должна сначала соприкоснуться с дном фаски.
Во время сварки заготовка остается неподвижной, кольцо вращается с высокой скоростью и оказывает радиальное фрикционное давление на оба конца трубок. После завершения фрикционного нагрева вращение кольца останавливается, и к кольцу прикладывается верхнее ковочное давление, чтобы прочно приварить его к обоим концам трубок, как показано на рисунке 5-166c.
Принцип фрикционной наплавки показан на рисунке 5-169. Металлический стержень для наплавки вращается относительно заготовки n, а исходный материал (базовый материал) также вращается со скоростью n2. Под действием давления P стержень и основной материал выделяют тепло из-за трения. Поскольку основной материал имеет большой объем и быстро остывает, наплавочный металл переходит в основной материал, образуя наплавочный шов.
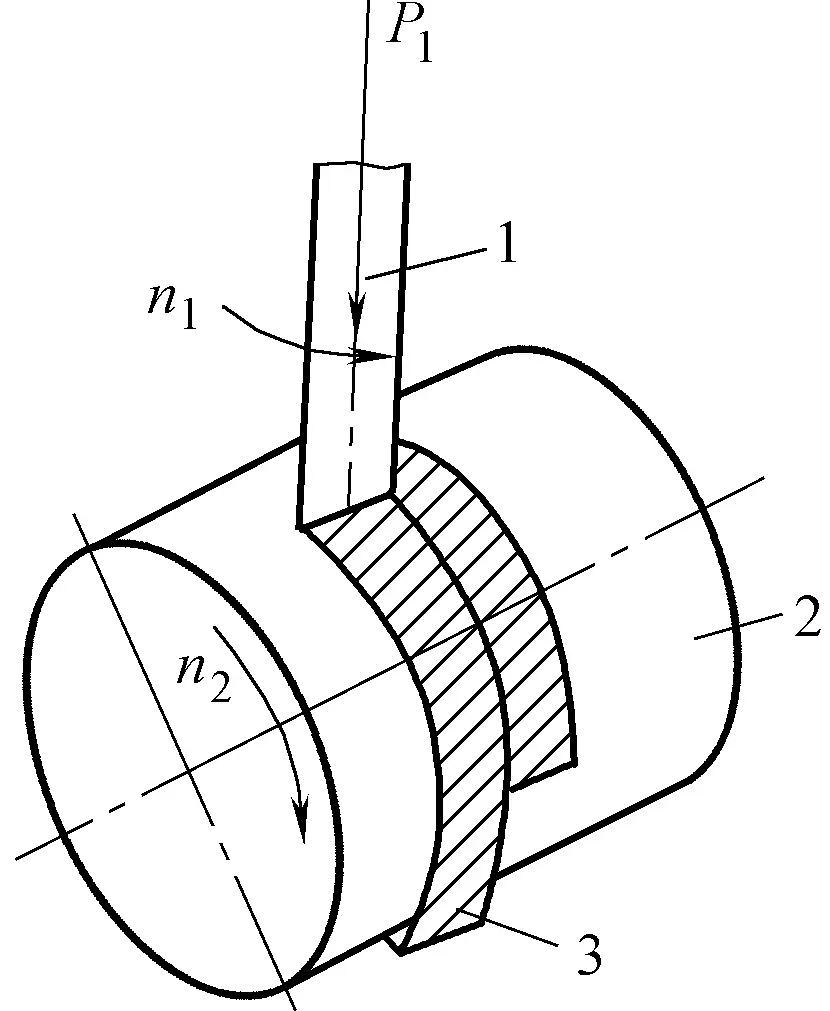
1-Поверхность металлического стержня 2-Поверхность заготовки 3-Поверхность сварного шва
Наплавка трением подходит для соединения разнородных материалов, тем более что металл наплавочного шва имеет высокую степень искажения решетки, мелкое зерно и хорошую прочность, что делает его пригодным для наплавки.
Сверхпластичная сварка трением классифицируется в зависимости от характеристик процесса сварки. Она включает в себя меры по контролю за поддержанием зоны сварки в сверхпластичном состоянии во время процесса сварки. Преимущество заключается в том, что она позволяет избежать образования твердых и хрупких интерметаллических соединений при высоких температурах и сохранить состояние термической обработки свариваемого материала. Он подходит для соединения разнородных трудносвариваемых металлов, а также может быть использован для эффективного соединения специальных металлов.








