Как расплавить латунь в домашних условиях: пошаговое руководство для начинающих
Вы когда-нибудь задумывались о том, как превратить повседневные латунные предметы в новые потрясающие творения, не выходя из дома? Будь то...

Основные параметры сварки TIG включают сварочный ток, напряжение дуги, скорость сварки, диаметр и форму наконечника вольфрамового электрода, диаметр сопла и расход газа, расстояние от сопла до поверхности заготовки и угол наклона сварочной горелки.
Существует два вида сварочного тока: постоянный и переменный. Постоянный ток имеет два различных способа подключения: прямой и обратный. Выбор типа тока и полярности в основном зависит от типа свариваемого материала и требований к сварному шву.
Для уменьшения или устранения колебаний тока, вызванных изменением длины дуги, Сварка TIG требует использования источника питания с крутопадающими или постоянными внешними характеристиками тока. Характеристики и область применения различных типов токов и полярности подключения при сварке TIG приведены в таблице 5-80.
Таблица 5-80 Характеристики и область применения различных типов токов и полярности соединений при сварке TIG
| Виды тока | Постоянный ток, электрод положительный | Постоянный ток, электрод отрицательный | Переменный ток |
| Метод подключения | 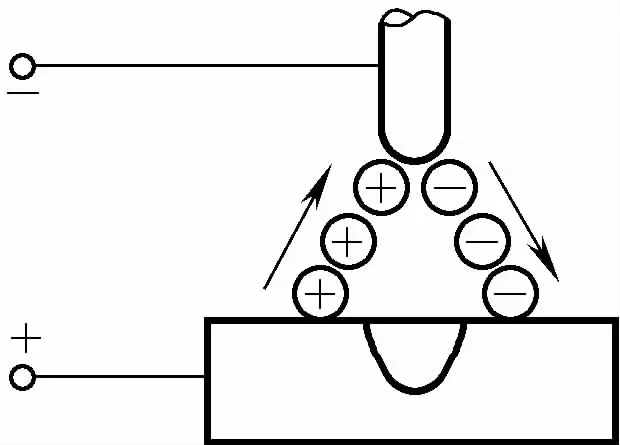 | 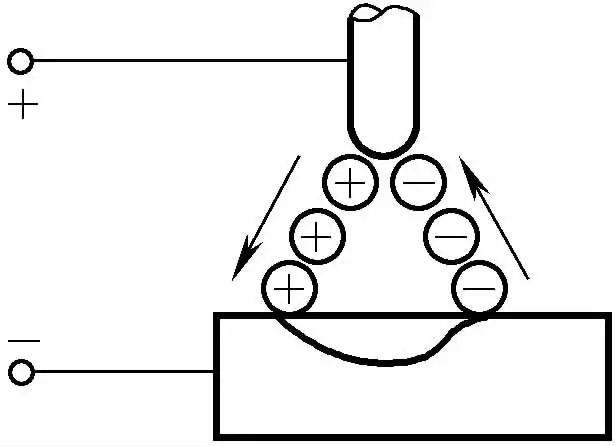 | 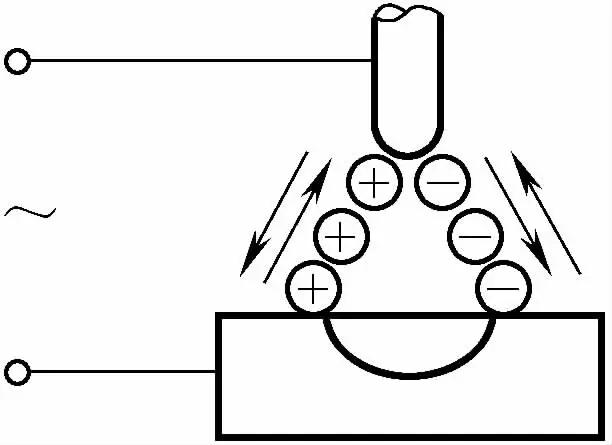 |
| Приблизительное соотношение распределения тепла | Заготовка 70%, электрод 30% | Заготовка 30%, электрод 70% | Заготовка 50%, электрод 50% |
| Характеристики проникновения | Глубокий и узкий | Неглубокий и широкий | Средний |
| атодическое очищающее действие | Нет | Присутствует | Присутствует (при отрицательном значении заготовки) |
| ф3.2Вт Электрод Допустимый максимальный ток | 400A | 420A | 250A |
| Применяемые материалы | Латунь, медные сплавы, чугун, нержавеющая сталь, разнородные материалы металлы, титан, серебро | Как правило, не используется | Алюминий, магний, алюминиевая бронза, бериллиевая бронза, литой алюминий |
Сварочный ток обычно выбирается в зависимости от материала, толщины и положения сварного шва. Диаметр вольфрамового электрода должен выбираться в зависимости от величины сварочного тока. Допустимый диапазон сварочного тока для различных диаметров вольфрамовых электродов приведен в таблице 5-81.
Таблица 5-81 Допустимый диапазон сварочного тока для различных диаметров вольфрамовых электродов (единицы измерения: A)
| Диаметр электрода/мм | Переменный ток | Постоянный ток, прямая полярность | Постоянный ток, обратная полярность | |||
| Чистый вольфрам | Торированный вольфрам, церированный вольфрам | Вольфрам | Торированный вольфрам, церированный вольфрам | Вольфрам | Торированный вольфрам, церированный вольфрам | |
| 0.5 | 2~15 | 2~15 | 2~20 | 2~20 | - | - |
| 1 | 15~55 | 15~70 | 10~75 | 10~75 | - | - |
| 1.6 | 45~90 | 60~125 | 40 ~130 | 60~150 | 10~20 | 10 ~20 |
| 2 | 65~125 | 85~160 | 75~180 | 100~200 | 15~25 | 15~25 |
| 2.5 | 80~140 | 120~210 | 130~230 | 170~250 | 17~30 | 17~30 |
| 3.2 | 140 ~190 | 150~250 | 160 ~310 | 225~330 | 20~35 | 20~35 |
| 4 | 180~260 | 240~350 | 275~450 | 350~480 | 35~50 | 35~50 |
| 5 | 240~350 | 330~460 | 400~625 | 500 ~ 675 | 50~70 | 50 ~70 |
| 6.3 | 300~450 | 430~575 | 550~675 | 650~950 | 60~100 | 65~100 |
Напряжение дуги является основным параметром, определяющим ширину сварного шва. При сварке TIG используются более низкие напряжения дуги для достижения хорошей защиты от расплавления. При сварке под гелиевой защитой из-за более высокой ионизации гелия напряжение дуги той же длины выше по сравнению с аргоновой дугой.
Напряжение дуги зависит от угла наклона кончика вольфрамового электрода. Чем острее кончик вольфрамового электрода, тем выше напряжение дуги, в общем диапазоне 10~20 В.
Выбор диаметра вольфрамового электрода зависит от типа, полярности и величины сварочного тока, который будет использоваться. В то же время острота наконечника вольфрамового электрода влияет на глубину и ширину сварного шва. Форму наконечника вольфрамового электрода и диапазоны тока см. в таблице 5-82.
Таблица 5-82 Формы вольфрамовых электродов и диапазоны тока
| Диаметр вольфрамового электрода / мм | Диаметр наконечника /мм | Угол наклона наконечника / (°) | Электрод постоянного тока Положительный | |
| Постоянный постоянный ток /А | Импульсный ток /А | |||
| 1 | 0.125 | 12 | 2~15 | 2~25 |
| 1 | 0.25 | 20 | 5~30 | 5~60 |
| 1.6 | 0.5 | 25 | 8~50 | 8~100 |
| 1.6 | 0.8 | 30 | 10~70 | 10~140 |
| 2.4 | 0.8 | 35 | 12~90 | 12~180 |
| 2.4 | 1.1 | 45 | 15 ~150 | 15~250 |
| 3.2 | 1.1 | 60 | 20~200 | 20~300 |
| 3.2 | 1.5 | 90 | 25~250 | 25~350 |
Скорость сварки TIG зависит от толщины заготовки и силы сварочного тока. Поскольку вольфрамовый электрод может выдерживать меньшие токи, скорость сварки обычно не превышает 20 м/ч. Максимальная скорость механизированной TIG-сварки может превышать 35 м/ч, но в это время необходимо учитывать влияние скорости сварки на ламинарную форму защитного газа.
Минимальный расход газа, необходимый для эффективной защиты зоны сварки, зависит от формы и размера сопла сварочной горелки. Диаметр сопла зависит от толщины заготовки и типа соединения, и при увеличении диаметра сопла расход газа должен быть соответственно увеличен.
Диаметр сопла можно выбрать по следующей формуле:
D=(2,5 ~ 3,5)d w
В формуле:
После определения диаметра сопла расход аргона можно рассчитать следующим образом:
Q=(0.8 ~1.2)D
Где:
Когда D мало, возьмите нижний предел для Q; когда D велико, возьмите верхний предел для Q.
Как правило, при диаметре сопла 8~12 мм расход защитного газа составляет 5~15 л/мин; при увеличении диаметра сопла до 14~22 мм расход газа составляет 10~20 л/мин. При сварке толстых листов из алюминия и алюминиевых сплавов расход газа должен достигать 25~35 л/мин.
Кроме того, расход газа также зависит от условий сварки. При сварке в зоне с движением воздуха расход газа следует увеличить в зависимости от скорости движения воздуха, также расход может быть подобран путем пробной сварки. Когда расход газа подходит, можно определить цвет поверхности шва.
Взаимосвязь между цветом и защитным эффектом сварных швов из нержавеющей стали показана в таблице 5-83.
Таблица 5-83 Взаимосвязь между цветом и защитным эффектом сварных швов из нержавеющей стали
| Цвета сварных швов | Серебристо-белый, золотисто-желтый | Голубой | Красно-серый | Серый | Черный |
| Эффективность защиты | Превосходно | Хорошо | Ярмарка | Бедный | Худшее |
Взаимосвязь между цветом и защитным эффектом сварных швов титана и титановых сплавов приведена в таблице 5-84.
Таблица 5-84 Взаимосвязь между цветом сварных швов титана и титановых сплавов и защитным эффектом
| Цвета сварных швов | Серебристо-белый | Золото | Пурпурно-синий | Сине-серый | Желто-белый |
| Эффективность защиты | Превосходно | Хорошо | Ярмарка | Бедный | Худшее |
Расход аргона, отверстие сопла и расстояние до заготовки см. в таблице 5-85.
Таблица 5-85 Расход аргона, отверстие сопла и расстояние до заготовки
| Методы сварки | Соответствующая скорость потока аргона (л/мин) | Диаметр сопла (мм) | Расстояние между соплом и заготовкой (мм) |
| Сварка вольфрамовым электродом в инертном газе (TIG) | 3~25 | 5 ~20 | 5 ~12 |
| Сварка в среде инертного газа (MIG) | 10~50 | ≤30 | 8~15 |
См. таблицу 5-86 для определения зависимости между сварочным током, диаметром сопла и расходом газа.
Таблица 5-86 Взаимосвязь между сварочным током, диаметром сопла и расходом газа
| Сварочный ток /А | Сварка на постоянном токе | Сварка переменным током | ||
| Диаметр сопла /мм | Скорость потока газа / (л/мин) | Диаметр сопла /мм | Скорость потока газа / (л/мин) | |
| 10 ~100 | 4~9.5 | 4 ~5 | 8~9.5 | 6~8 |
| 101 ~150 | 4 ~9.5 | 4~7 | 9.5~11 | 7 ~10 |
| 151~200 | 6~13 | 6~8 | 11 ~13 | 7 ~10 |
| 201~300 | 8~13 | 8~9 | 13 ~ 16 | 8 ~15 |
| 301~500 | 13 ~16 | 9~12 | 16 ~19 | 8~15 |
Примечание: Максимально допустимый сварочный ток для металлических насадок составляет 500 А, а для керамических - 300 А.
Параметры автоматической TIG-сварки включают параметры ручной аргонодуговой сварки вольфрамовым электродом и скорость подачи проволоки. Скорость подачи проволоки должна соответствовать скорости сварки и сварочному току. Влияние параметров TIG-сварки на формирование шва и качество сварки редко бывает независимым в реальном производстве, например, при ручной TIG-сварке задаются только сварочный ток и скорость потока аргона.
При автоматической сварке TIG необходимо контролировать такие параметры сварки, как сварочный ток, напряжение дуги, скорость сварки, расход аргона, диаметр проволоки и скорость ее подачи. Кроме того, при сварке особо реактивных металлов, таких как титан, необходимо усилить защиту высокотемпературной зоны и принять строгие меры предосторожности.
Таблица 5-87 Параметры ручной сварки TIG для алюминия и алюминиевых сплавов, нержавеющей стали
| Материал | Толщина пластины/мм | Тип канавки | Количество слоев сварки (спереди/сзади) | Вольфрамовый электрод Диаметр/мм | Диаметр сварочной проволоки/мм | Температура предварительного нагрева/°C | Сварочный ток/А | Скорость потока аргона/(L/min) | Апертура сопла/мм |
| Алюминий и алюминиевые сплавы | 1 | Скошенная кромка | Фронт 1 | 2 | 1.6 | - | 45 ~ 60 | 7~9 | 8 |
| 1.5 | Скошенные или I-образные канавки | Фронт 1 | 2 | 1.6~2.0 | - | 50~80 | 7~9 | 8 | |
| 2 | I-образный паз | Фронт 1 | 2 ~3 | 2~2.5 | - | 90 ~120 | 8 ~12 | 8~12 | |
| 3 | Y-образный паз | Фронт 1 | 3 | 2~3 | - | 150 ~180 | 8~12 | 8~12 | |
| 4 | 1~2/1 | 4 | 3 | - | 180 ~200 | 10~15 | 8~12 | ||
| 5 | 1~2/1 | 4 | 3~4 | - | 180~240 | 10~15 | 10 ~12 | ||
| 6 | 1~2/1 | 5 | 4 | - | 240~280 | 16~20 | 14 ~16 | ||
| 8 | 2 /1 | 5 | 4~5 | 100 | 260~320 | 16~20 | 14 ~16 | ||
| 10 | 3~4/1~2 | 5 | 4~5 | 100 ~150 | 280~340 | 16~20 | 14 ~16 | ||
| 12 | 3~4/1~2 | 5 ~6 | 4~5 | 150~200 | 300~360 | 18~22 | 16~20 | ||
| 14 | 3 ~4/1~2 | 5 ~6 | 5~6 | 180~200 | 340~380 | 20~24 | 16 ~20 | ||
| 16 | 4~5/1~2 | 6 | 5~6 | 200 ~220 | 340~380 | 20~24 | 16~20 | ||
| 18 | 4~5/1~2 | 6 | 5~6 | 200~240 | 360~400 | 25~30 | 16~20 | ||
| 20 | 4~5/1~2 | 6 | 5~6 | 200~260 | 360~400 | 25~30 | 20~22 | ||
| 16 ~20 | Х-паз | 2~3/2~3 | 6 | 5~6 | 200~260 | 300~380 | 25~30 | 16~20 | |
| 22~25 | 3 ~4/3 ~4 | 6 ~7 | 5~6 | 200~260 | 360~400 | 30~35 | 20~22 | ||
| Нержавеющая сталь | 1 | Стыковое соединение | 1 | 2 | 1.6 | - | 7~28 | 3~4 | 12~47① |
| 1.2 | Стыковое соединение | 1 | 2 | 1.6 | - | 15 | 3~4 | 25① | |
| 1.5 | Стыковое соединение | 1 | 2 | 1.6 | - | 5 ~19 | 3~4 | 8~32① |
① Скорость сварки, в см/мин.
Таблица 5-88 Параметры ручной сварки TIG для углеродистой стали, низколегированной стали
| Толщина сварного шва/мм | Сварочный ток/А | Диаметр проволоки/мм | Скорость сварки/(мм/мин) | Скорость потока газа/(л/мин) |
| 0.9 | 100 | ф1.6 | 300~370 | 4~5 |
| 1.2 | 100~125 | ф1.6 | 300~450 | 4~5 |
| 1.5 | 100 ~140 | ф1.6 | 300~450 | 4~5 |
| 2.5 | 140~180 | ф2 | 300 ~450 | 5~6 |
| 3.2 | 150 ~200 | ф3 | 250~300 | 5~6 |
Таблица 5-89 Параметры ручной сварки TIG для меди и медных сплавов
| Материал | Толщина сварного шва/мм | Тип канавки | Вольфрамовый электрод | Диаметр электрода/мм | Диаметр проволоки наполнителя/мм | Сварочный ток/А | Диаметр сопла/мм | Скорость потока газа/(л/мин) | Температура предварительного нагрева/°C |
|---|---|---|---|---|---|---|---|---|---|
| Медь | <1.5 | Single-V | Торированный | 2.4 | 2 | 140-180 | 8 | 6-8 | - |
| 2-3 | Single-V | Торированный | 3.2 | 3 | 160-280 | 8-10 | 6-10 | - | |
| 4-5 | V-образный паз | Торированный | 4 | 3-4 | 250-350 | 10-12 | 8-12 | 100-150 | |
| 6-10 | V-образный паз | Торированный | 5 | 4-5 | 300-400 | 10-12 | 10-14 | 300-500 | |
| Латунь | 1.2 | Стыковое соединение | Торированный | 3.2 | - | 160-180 | 8 | 7 | - |
| Олово Латунь | 2 | Single-V | Торированный | 3.2 | 3 | 180-200 | 8 | 7 | - |
| Олово Фосфор | <1.6 | Single-V | Торированный | 3.2 | 1.6 | 90-150 | 10-12 | 8-12 | - |
| Бронза | 1.6-3.2 | Single-V | Торированный | 3.2 | 2-3 | 100-220 | 10-12 | 8-12 | - |
| Алюминий Бронза | <1.6 | Single-V | Ceriated | 1.6 | 1.6 | 25-80 | 10-12 | 9-10 | - |
| 3.2 | Single-V | Ceriated | 3.2 | 2-3 | 160-210 | 10-12 | 10-12 | - | |
| 9.5 | V-образный паз | Ceriated | 4 | 4 | 210-330 | 10-12 | 12-13 | - | |
| Кремниевая бронза | 1.6 | Single-V | Ceriated | 1.6 | 1.6 | 100-120 | 8 | 7 | - |
| 3.2 | Single-V | Торированный | 2.4 | 2 | 130-150 | 8 | 7 | - | |
| 6.4 | V-образный паз | Торированный | 3.2 | 3 | 200-250 | 10 | 9 | - | |
| 9.5 | V-образный паз | Торированный | 3.2 | 3 | 230-280 | 10 | 9 | - | |
| Никель Бронза | <3.2 | Single-V | Торированный | 3.2 | 2-3 | 250-300 | 12-14 | 12-14 | - |
| 3.2-9.5 | V-образный паз | Торированный | 4 | 3 | 280-320 | 12-14 | 12-14 | - |
Таблица 5-90 Параметры ручной TIG-сварки титана и титановых сплавов (соединение на постоянном токе, стыковое соединение)
| Толщина пластины/мм | Тип скоса | Количество слоев сварки | Вольфрамовый электрод Диаметр/мм | Диаметр проволоки/мм | Сварочный ток/А | Скорость потока аргона/(л/мин) | Диаметр сопла/мм | Примечания | ||
| Главная форсунка | Щит для перетаскивания | Обратная сторона | ||||||||
| 0.5 | Односторонний скос | 1 | 1.5 | 1.0 | 30 ~50 | 8~10 | 14~16 | 6~8 | 10 | Зазор между стыками 0,5 мм, титан также может не добавляться Зазор между проводами 1,0 мм |
| 1 | 1 | 2.0 | 1.0~2.0 | 40~60 | 8~10 | 14~16 | 6~8 | 10 | ||
| 1.5 | 1 | 2.0 | 1.0~2.0 | 60~80 | 10~12 | 14~16 | 8~10 | 10 ~12 | ||
| 2 | 1 | 2.0~3.0 | 1.0~2.0 | 80~110 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 2.5 | 1 | 2.0~3.0 | 2.0 | 110~120 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 3 | Одноуровневый скос | 1 ~2 | 3.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | Зазор между фасками 2~3 мм, тупой край 0,5 мм Задняя часть сварного шва закрыта стальной опорной пластиной Угол скоса 60°~65° |
| 3.5 | 1~2 | 3.0~4.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 200 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 5 | 2~3 | 4.0 | 3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18~20 | ||
| 6 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 18~20 | ||
| 7 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 8 | 3 ~4 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 10 | Двухсторонний скос | 4~6 | 4.0 | 3.0~4.0 | 160~200 | 14~16 | 25~28 | 12~14 | 20~22 | Угол скоса 60°, тупой край 1 мм Угол скоса 55°, тупой край 1,5-2,0 мм Угол скоса 55°, тупая кромка 1,5~2,0 мм, зазор 1,5 мм. |
| 13 | 6~8 | 4.0 | 3.0~4.0 | 220~240 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 20 | 12 | 4.0 | 4.0 | 200~240 | 12~14 | 20 | 10~12 | 18 | ||
| 22 | 6 | 4.0 | 4.0~5.0 | 230~250 | 15~18 | 18~20 | 18~20 | 20 | ||
| 25 | 15~16 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
| 30 | 17~18 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
Таблица 5-91 Параметры автоматической сварки TIG для алюминия и алюминиевых сплавов
| Материал | Толщина пластины/мм | Количество слоев сварки | Вольфрамовый электрод Диаметр/мм | Диаметр проволоки/мм | Сварочный ток/А | Скорость потока аргона/(л/мин) | Апертура сопла/мм | Скорость подачи проволоки/(см/мин) |
| Алюминий и алюминиевые сплавы | 1 | 1 | 1.5 ~2 | 1.6 | 120 ~160 | 5~6 | 8~10 | - |
| 2 | 1 | 3 | 1.6~2 | 180 ~220 | 12 ~14 | 8 ~10 | 108 ~117 | |
| 3 | 1~2 | 4 | 2 | 220~240 | 14 ~18 | 10 ~14 | 108~117 | |
| 4 | 1~2 | 5 | 2~3 | 240~280 | 14 ~18 | 10 ~14 | 117 ~ 125 | |
| 5 | 2 | 5 | 2~3 | 280 ~320 | 16 ~ 20 | 12 ~16 | 117 ~ 125 | |
| 6~8 | 2~3 | 5~6 | 3 | 280 ~320 | 18~24 | 14 ~18 | 125~133 | |
| 8~12 | 2~3 | 6 | 3~4 | 300 ~340 | 18~24 | 14 ~18 | 133 ~142 | |
| Нержавеющая сталь | 1.5 | 1 | 2 | 1.6 | 125 ~130 | 8~10 | 260 | |
| 2 | 1 | 3 | 1.6 | 138~142 | 6~8 | 260 |
Таблица 5-92 Параметры автоматической TIG-сварки титана и титановых сплавов (постоянный ток, стыковое соединение)
| Толщина плиты / мм | Тип скоса | Количество сварочных слоев | Размеры опорной ленты в формующей канавке | Диаметр вольфрамового электрода / мм | Диаметр проволоки / мм | Сварочный ток / A | Напряжение дуги / В | Скорость сварки / (см/мин) | Скорость потока аргона / (л/мин) | |||
| Ширина / мм | Глубина / мм | Главная форсунка | Прицепной щит | Обратная сторона | ||||||||
| 1 | I-grove | 1 | 5 | 0.5 | 1.6 | 1.2 | 70~100 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.2 | I-grove | 1 | 5 | 0.7 | 2 | 1.2 | 100~120 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.5 | I-grove | 1 | 5 | 0.7 | 2 | 1.2~1.6 | 120~140 | 14~16 | 37~40 | 10~12 | 14~16 | 8~10 |
| 2 | I-grove | 1 | 6 | 1 | 2.5 | 1.6~2.0 | 140~160 | 14~16 | 33~37 | 12~14 | 14~16 | 10~12 |
| 3 | I-grove | 1 | 7 | 1.1 | 3 | 2.0~3.0 | 200~240 | 14~16 | 32~35 | 12~14 | 16~18 | 10~12 |
| 4 | Одинарный скос с зазором 2 мм | 2 | 8 | 1.3 | 2 | 3 | 200~260 | 14~16 | 32~33 | 14~16 | 18~20 | 12~14 |
| 6 | Y-образный паз 60° | 3 | - | - | 4 | 3 | 240~280 | 14~18 | 30~37 | 14~16 | 20~24 | 14~16 |
| 10 | Y-образный паз 60° | 3 | - | - | 4 | 3 | 200~260 | 14~18 | 15~20 | 14~16 | 18~20 | 12~14 |
| 13 | Двойной Y-образный паз 60° | 4 | - | - | 4 | 3 | 220~260 | 14~18 | 33~42 | 14~16 | 18~20 | 12~14 |
Таблица 5-93 Параметры сварки TIG для труб из аустенитной нержавеющей стали (сварка в подвешенном состоянии)
| Толщина/мм | Форма скоса | Сварочный ток/А | Скорость сварки/(мм/мин) | Примечания |
| 1.5 |  | 100 ~110 | 460 ~480 | Используется для верхней сварки круглых и квадратных труб, с защитой аргоновым газом внутри трубы для защиты обратной стороны шва. |
| 2 | 120 ~130 | 400 ~410 | ||
| 3 | 190~200 | 300 ~310 |
Таблица 5-94 Параметры сварки для корневого прохода многослойной TIG-сварки толстостенных труб из нержавеющей стали
| Диаметр проволоки / мм | Диаметр вольфрамового электрода / мм | Полярность тока | Сварочный ток / A | Напряжение дуги / В | Скорость сварки / (см/мин) | Метод плетения | Экранирующий газ | |
| Типы | Скорость потока / (л/мин) | |||||||
| 2.0(1.6) | 1.6 | Постоянный ток | 50~130 | 9~16 | 4~14 | Поперечное колебание | Чистота аргона (объемная доля) более 99,9% | 8~15 |
| 2.4 | 2.4 | Тангенс | ||||||