
Основы гибки труб: Краткое руководство
Вы когда-нибудь задумывались, как создаются сложные формы труб для велосипедов или мебели? Гибка труб - это искусство придания металлическим...
Когда речь идет о гибке труб, выбор правильного стержня имеет решающее значение. В статье на сайте Artizono рассматриваются различные типы оправок - жесткие и гибкие - и их конкретные области применения. В ней объясняется, как оправки предотвращают деформацию и сморщивание трубы во время гибки, а также рассказывается о важности выбора подходящей оправки в зависимости от диаметра трубы, толщины стенки и радиуса гиба. Понимая эти аспекты, читатели смогут обеспечить высокое качество гиба и избежать распространенных проблем в процессе гибки труб.

Оправка является важной частью устройства для гибки сердечника, ее роль заключается в поддержке стенки трубы изнутри трубной заготовки, чтобы предотвратить деформацию поперечного сечения трубы и сморщивание стенки трубы. Так называемая гибка по сердечнику - это когда изгибаемая труба имеет относительно небольшой радиус изгиба R/D или относительную толщину стенки t/D, для получения высококачественных трубных деталей в процессе гибки внутрь трубы вставляется подходящая оправка, чтобы предотвратить сплющивание и сморщивание по дуге во время гибки (см. рис. 4-36).
Для холодной гибки очень важно грамотно выбрать тип оправки и освоить правильный метод ее использования. Существует множество типов оправок, в целом их можно разделить на две основные категории: жесткие оправки (см. рис. 4-36a, b) и гибкие оправки (см. рис. 4-36c, d, e и f).
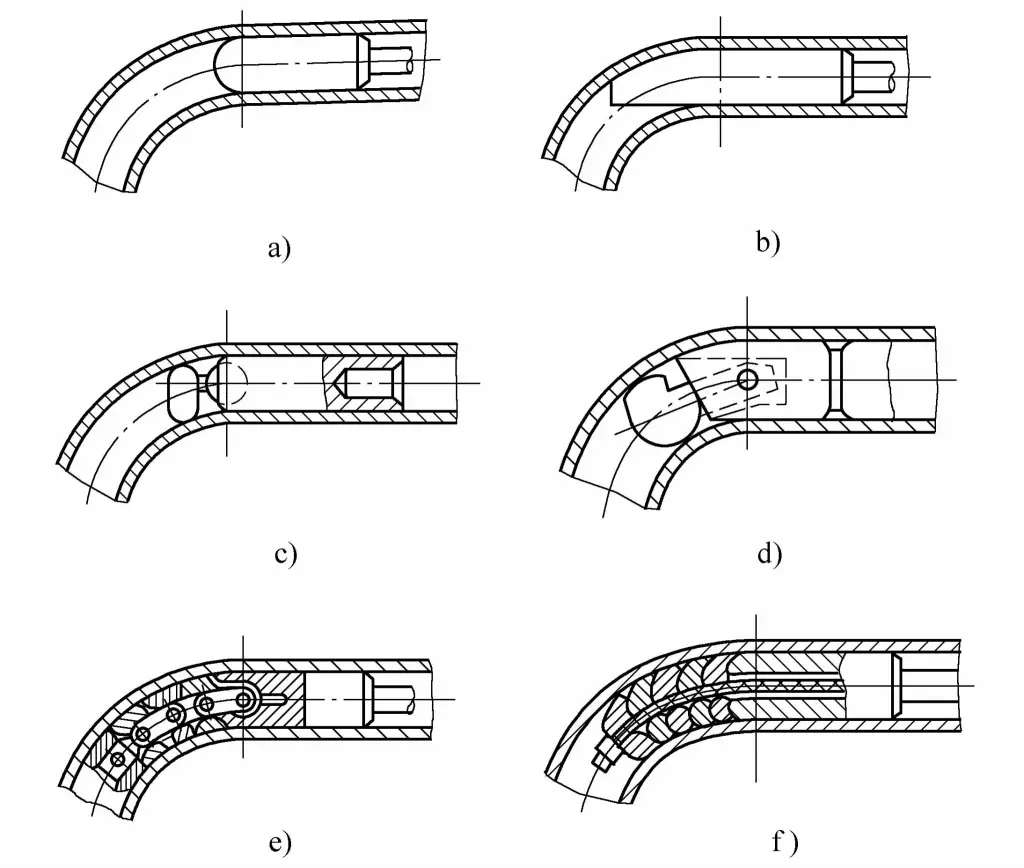
a) Оправка с круглой головкой
b) Оправка ложкового типа
c) Оправка с одним шариком (тип гнезда)
d) Оправка с одним шариком (тип штифта)
e) Многошариковая оправка (тип звена)
f) Многошариковая оправка (тип гибкого вала)
Оправка с круглой головкой имеет простую форму и легко изготавливается. Однако из-за небольшой площади контакта между оправкой и стенкой трубы эффект предотвращения поперечных искажений слабый, обычно используется для гибки трубных деталей с низкими требованиями. Оправка обычно изготавливается из материала 3Cr2W8V, твердость при термообработке составляет 52~56HRC.
Оправка ложкового типа имеет большую площадь опоры на изогнутую внешнюю боковую стенку, что более эффективно предотвращает деформацию поперечного сечения, чем оправка с круглой головкой, а также обладает определенным противоморозным эффектом и более проста в производстве. Обычно используется для гнутых трубных фитингов меньшего диаметра со средней толщиной стенки и относительной радиус изгиба R/D≈2. Материал и твердость термообработки оправки такие же, как и у оправки с круглой головкой.
Оправка с одним шариком (тип шаровой муфты, тип штифта) может вращаться на определенную величину вокруг точки поворота узла, может проникать глубже в зону деформации при изгибе, и имеет лучший антидисторсионный эффект, обычно используется для гнутых трубных фитингов с диаметром (D≤37мм) не большим. Материал оправки - сталь 45 (закаленная 44~48HRC) или GCr15 (закаленная 179~207HBS), при гибке труб из нержавеющей стали для изготовления оправки следует использовать алюминиевую бронзу.
Многошариковая оправка цепного типа состоит из опорных шариков и звеньев и может качаться только в одной плоскости изгиба. Поскольку он может проникать глубоко в зону деформации при изгибе и изгибаться вместе с заготовкой, он обладает хорошим эффектом в предотвращении деформации поперечного сечения.
Многошариковая оправка с гибким валомl изготавливается путем нанизывания нескольких чашеобразных сфер на гибкий вал, который может качаться в любом направлении в пространстве, подходит для тонкостенных трубных фитингов одиночных, множественных и пространственных гибка формовка.
При гибке труб с помощью многошарикового дорна дорн также может использоваться для выпрямления трубных фитингов в процессе их извлечения гидравлическим цилиндром после гибки. Основным недостатком многошариковой оправки является сложность ее изготовления, а требования к материалу и термообработке оправки такие же, как и у одношариковой оправки.
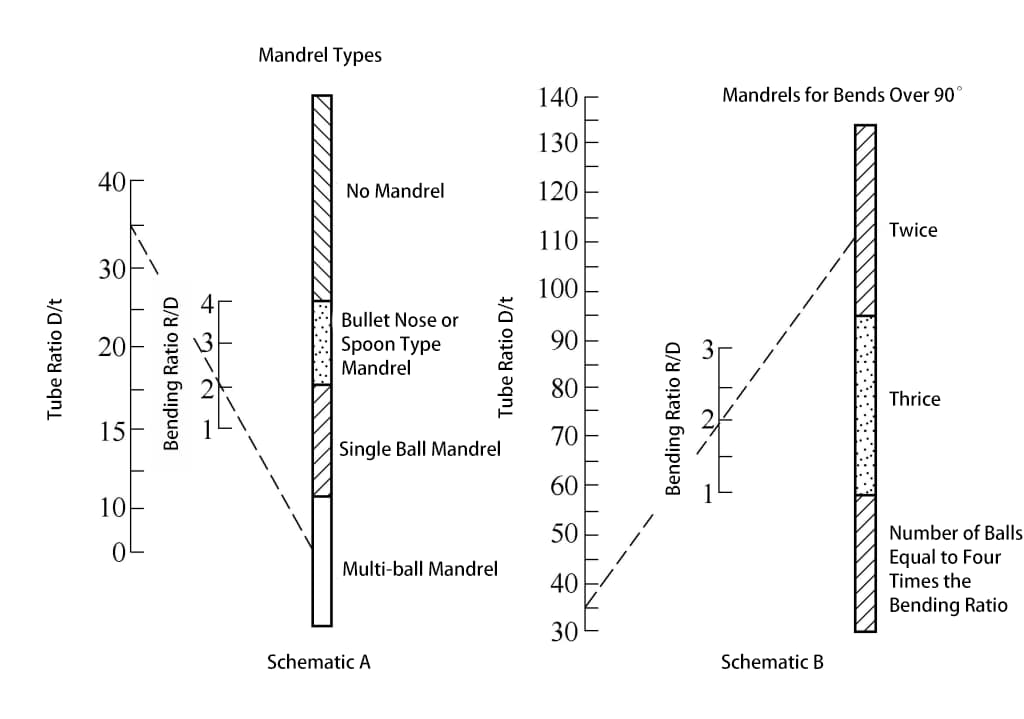
Для различных процессов гибки следует использовать разные типы оправок. Для гибки на прессе и гибки с обмоткой в основном используются жесткие оправки, а головка оправки имеет полусферическую или другую изогнутую форму. Нужна ли оправка для гибки и какой тип оправки следует использовать, можно определить по рисунку 4-37.
Для труб с одинаковым наружным диаметром D и толщиной стенки t при изгибе по разным радиусам дуги R из-за разного относительного радиуса изгиба R/D, относительной толщины стенки t/D и угла изгиба α выбор метода пробивки сердечника приведен в таблице 4-9.
Таблица 4-9 Метод прокалывания оправки
| Относительная толщина стенки t/D | Относительный радиус кривизны R/D | |||||||||
| 1 | 1.5 | 2 | 2.5 | 3 | ||||||
| 90° | 180° | 90° | 180° | 90° | 180° | 90° | 180° | 90° | 180° | |
| 0.1 | H | H | H | H | H | H | H | H | N | N |
| 0.05 | H | H | H | H | H | H | H | H | N | N |
| 1/3 | F-2 | F-3 | F-2 | F-3 | F-2 | F-2 | F-3 | F-2 | H | H |
| 0.025 | F-3 | F-3 | F-3 | F-3 | F-3 | F-3 | F-2 | F-2 | H | H |
| 0.02 | F-3 | F-4 | F-3 | F-4 | F-2 | F-3 | F-2 | F-3 | F-2 | F-2 |
| 1/6 | F-4 | F-5 | F-4 | F-5 | F-3 | F-4 | F-3 | F-4 | F-2 | F-3 |
| 1/7 | F-4 | F-5 | F-4 | F-5 | F-3 | F-4 | F-3 | F-4 | F-3 | F-4 |
Примечание:
После определения формы оправки она все равно не может гарантировать гибку высококачественных труб. Размер зазора между оправкой и внутренним диаметром трубы также является важным фактором, влияющим на качество гибки. Если диаметр шарового шарнира оправки слишком мал, внутри трубы при гибке могут образоваться волнообразные морщины, а также не удастся предотвратить сплющивание внешней дуги; если диаметр слишком велик или внешний диаметр шарового шарнира недостаточно гладкий, это может привести к повреждению стенки трубы, а внешняя дуга трубы может выпятиться или даже лопнуть.
Выбор разумного диаметра оправки и обеспечение ее достаточной смазки являются обязательными элементами для обеспечения качества гибка труб. Размер оправки с круглой головкой и ее рабочее положение внутри трубы показаны на рисунке 4-38.
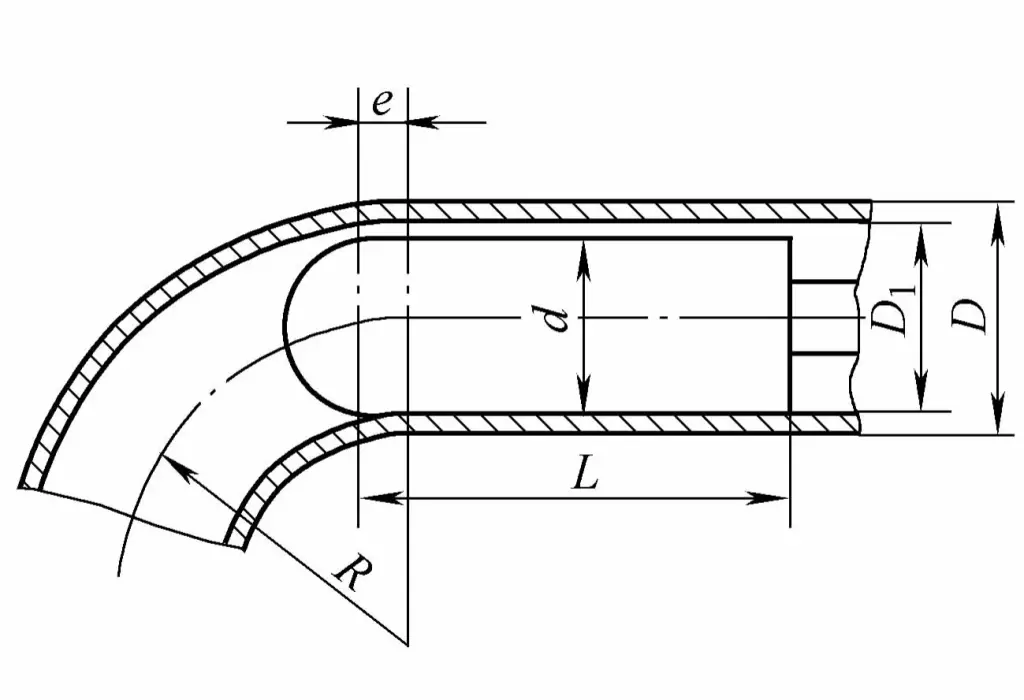
Чтобы плавно вставить оправку в трубную заготовку, диаметр d оправки обычно должен быть на 0,5~1,5 мм меньше внутреннего диаметра трубной заготовки, а именно
d = D 1 – (0.5 ~ 1.5)
Цилиндрическая длина L оправки составляет
L = (3 ~ 5)d
Если диаметр d оправки большой, возьмите меньшее значение, в противном случае возьмите большее значение.
Рабочее положение оправки должно находиться на определенном расстоянии e впереди центральной линии гиба. Однако расстояние опережения не должно быть слишком большим, так как чрезмерное опережение может привести к сильному растяжению внешней стенки трубной заготовки во время гибки, увеличивая величину утонения и легко приводя к разрыву. Если оправка расположена слишком далеко назад, внутренняя стенка трубной заготовки может стать нестабильной и сморщиться во время гибки, сильно исказив поперечное сечение и не выполнив предназначенной для нее функции.
Вообще говоря, величина e должна определяться на основе диаметра заготовки, радиуса изгиба и величины зазора между внутренним диаметром заготовки и дорном, а затем соответствующим образом корректироваться в зависимости от реальной производственной ситуации. Значение e может быть рассчитано по следующей формуле
Где



