Дефекты гибки труб: Анализ и советы по предотвращению
Гибка труб может быть сложным процессом, часто приводящим к таким дефектам, как пружинящая спинка, морщины, трещины и т.д. Как можно предотвратить эти проблемы? В этой статье мы рассмотрим распространенные типы дефектов гибки труб, объясним их причины и предложим практические решения. Понимая эти дефекты и применяя предложенные методы, читатели смогут повысить качество и надежность своих проектов по гибке труб.
Последнее обновление:
28 июня, 2024
Поделитесь своим мнением:
Оглавление
Профилегиб и листогиб имеют много общего в плане силы и деформации, поэтому проблемы, существующие при листогибе, такие как пружинящая спинка, существуют и при профилегибе.
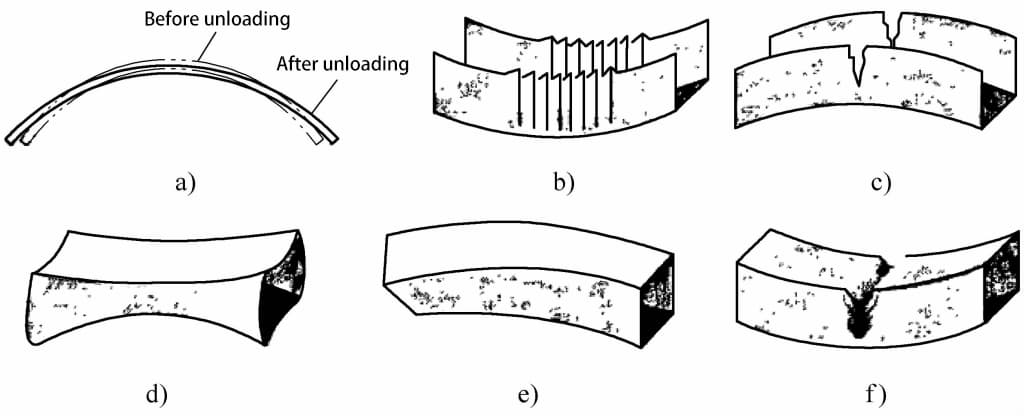
В то же время из-за специфической формы поперечного сечения профилей возникает множество проблем, которые не возникают при гибке листового металла. В основном эти дефекты проявляются как: а) Пружинистость; б) Морщинистость; в) Трещины; г) Искажение поперечного сечения; д) Скручивание; е) Разрушение и т. д. Конкретные формы показаны на рис. 4-19. Здесь представлены только некоторые из основных дефектов, их причины и методы предотвращения.
Рисунок 4-19 Дефекты внешнего вида, которые могут возникнуть в процессе гибки
Вопрос пружинящего отката уже был подробно рассмотрен ранее, и здесь он повторяться не будет.
2. Морщины
Если сечение профиля велико, а параметры процесса заданы неправильно, на внутренней стенке после гибки профиля могут появиться морщины. Причина образования морщин заключается в том, что в процессе гибки профиля часть под нейтральным слоем подвергается продольному сжимающему напряжению, а также сжимающему напряжению в радиальном и широком направлениях. Под действием трехстороннего сжимающего напряжения легко возникают деформации продольной усадки и радиального утолщения, которые в сильной степени могут привести к образованию морщин.
При гибке с растяжением, если к профилю перед гибкой приложено достаточное предварительное натяжение, можно избежать образования складок. Кроме того, увеличение натяжения после гибки также может устранить морщинистость. Кроме того, в пресс-формах для предотвращения сморщивания могут быть приняты такие меры, как добавление ограничительных пазов и использование дорнов.
Многие ученые изучали этот вопрос. Исследования показали, что отношение ширины к толщине (b/t) профилей прямоугольного сечения и ширина профилей являются основными факторами, влияющими на возникновение морщин, а влияние свойств материала на возникновение морщин также весьма значительно.
Кроме того, ученые отметили, что неустойчивость морщинистости внутреннего бокового полотна профиля аналогична неустойчивости сжатия на обоих концах тонкостенной оболочки. Она связана не только с величиной сжимающего напряжения, но и с отношением толщины к ширине профиля. Чем меньше это отношение, тем больше вероятность возникновения нестабильности при смятии; увеличение толщины внутреннего бокового полотна профиля может улучшить его способность противостоять смятию.
Некоторые другие ученые отмечают, что сморщивание внутренней стенки связано с различными факторами, такими как радиус изгибасвойства материала и форму поперечного сечения, и может эффективно регулироваться путем изменения степени предварительного растяжения. Результаты проведенных исследований дают некоторые базовые методы устранения морщин. Однако форма поперечного сечения профиля может быть различной, а явление морщинистости - сложным, что требует дальнейшего углубленного изучения.
1. Разрыв
В тех случаях, когда радиус изгиба слишком мал или добавляется дополнительная тангенциальная растягивающая сила для уменьшения упругости и предотвращения сморщивания внутренней стенки, возникает значительное растягивающее напряжение на профильном участке, особенно на внешней боковой стенке, что приводит к чрезмерному утоньшению толщины внешней боковой стенки или даже к разрыву. При большей высоте профиля и меньшем радиусе изгиба это явление проявляется сильнее. В гибка профиля Процесс формовки, истончение и разрыв внешней боковой стенки - одно из проявлений предела гибочной формовки профиля.
Для решения проблемы истончения и разрыва внешней боковой стенки при гибке основными мерами являются отжиг трубы для снижения твердости. В то же время строго контролируйте качество поверхности трубы; отрегулируйте скорость форсирования или скорость вращения; проверьте, соответствует ли размер или положение оправки; проверьте, нет ли масла на поверхности пресс-формы и пресс-формы, очистите поверхность; проверьте, соответствует ли зазор между пресс-формой и формой против морщин, колесной формой, отрегулируйте соответствующим образом; проверьте, соответствует ли давление пресс-формы и пресс-формы, отрегулируйте соответствующим образом.
4. Искривление сечения и сморщивание внутренней боковой стенки
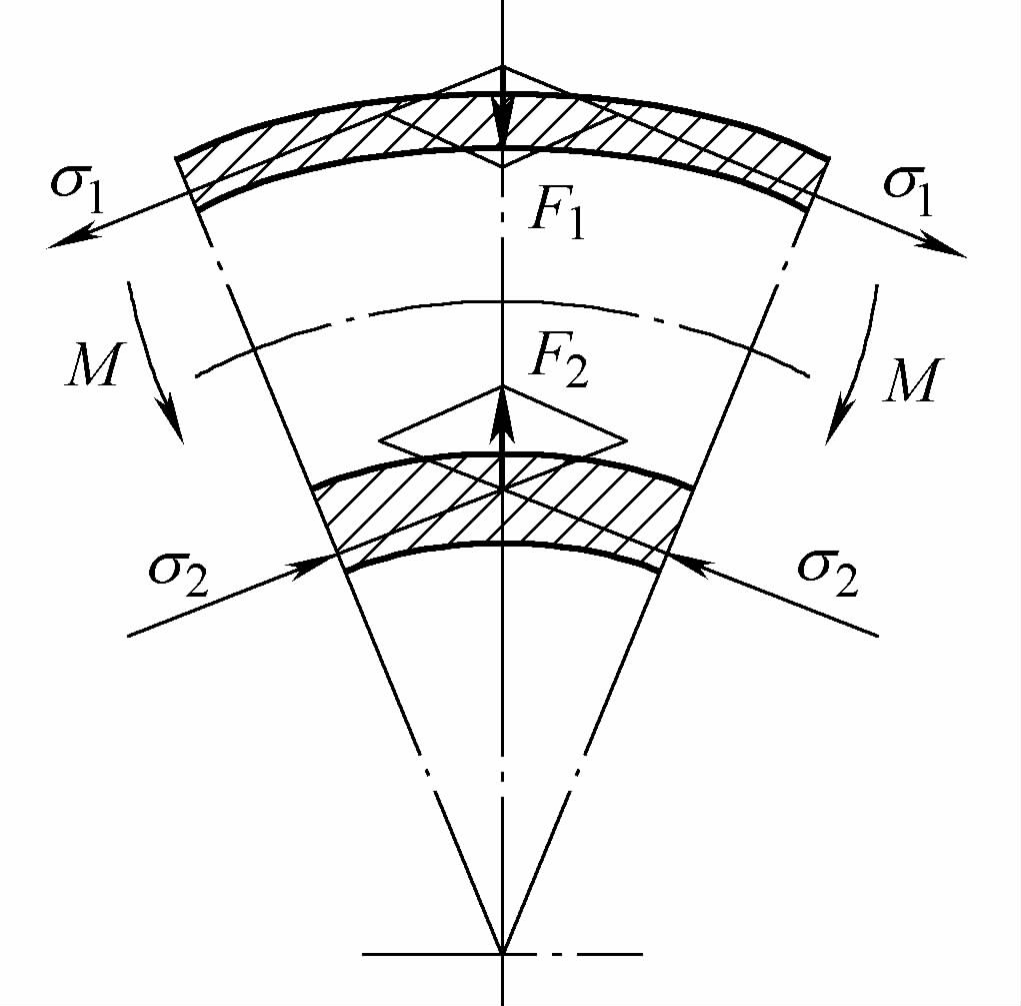
Как показано на рис. 4-20, при чистом изгибе, когда труба с внешним диаметром D и толщиной стенки t подвергается воздействию внешнего момента M, стенка трубы с внешней стороны нейтрального слоя истончается под действием растягивающего напряжения σ 1 , а внутренняя боковая стенка утолщается под действием сжимающего напряжения σ 2 (см. Рисунок 4-21a). Поскольку материал, расположенный на внешней и внутренней сторонах зоны деформации при изгибе, подвергается наибольшему касательному напряжению, изменение толщины стенки также является наибольшим (см. Рисунок 4-21).
Рисунок 4-20 Напряжение в трубе при изгибе
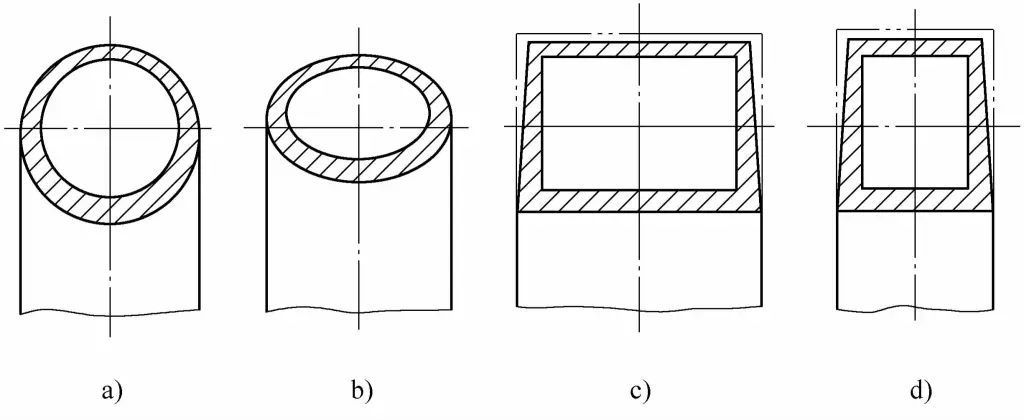
При гибке с наполнителями или оправками поперечное сечение может в основном сохранять круглую форму, но толщина стенки изменяется. При свободном изгибе без опоры, как с внутренней, так и с внешней стороны, круглое сечение трубы становится эллиптическим (см. рис. 4-21b), и по мере увеличения степени деформации изгиба (т.е. уменьшения радиуса изгиба) внутренняя сторона морщится из-за нестабильности; при изгибе квадратных труб с опорой (см. рис. 4-21c, d) сечение становится трапециевидным. Внутренняя боковая стенка также может испытывать неустойчивость и сморщиваться под действием σ 2 (см. Рисунок 4-19c).
Рисунок 4-21 Искривление поперечного сечения во время гибка труб
(1) Искажение круглого сечения трубы
Что касается изменения круглого сечения трубы, то в производстве для измерения обычно используется эллиптичность.
Овальность = (Dmax-Dмин) / D × 100%
Где
D max - максимальный размер наружного диаметра, измеренный в любом направлении одного и того же поперечного сечения трубы после изгиба;
D мин - минимальный размер наружного диаметра, измеренный в любом направлении одного и того же поперечного сечения трубы после изгиба.
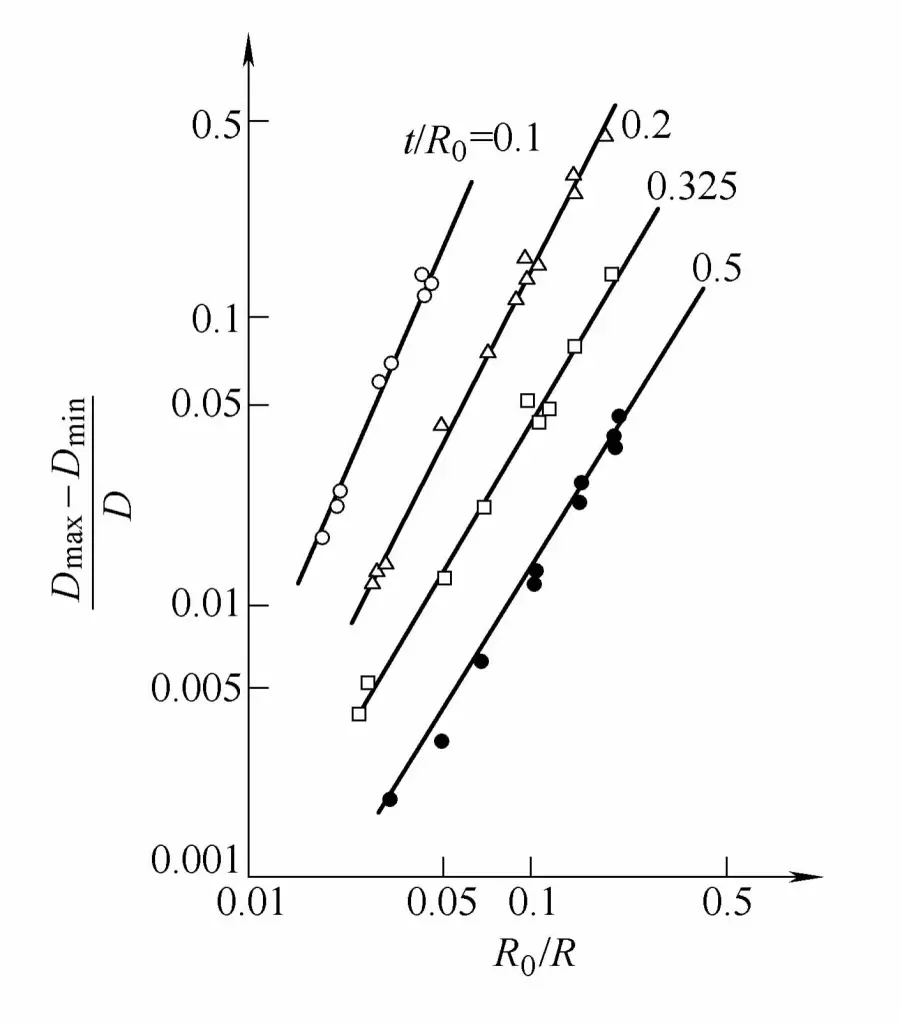
На рисунке 4-22 показан линейный график эллиптичности, который представляет собой изменение эллиптичности по отношению к безразмерной кривизне R 0 /R (R 0 внешний радиус трубы, R - радиус кривизны центрального слоя гнутого участка) в логарифмической координате, представленной семейством прямых линий с соотношением t/R 0 в качестве параметра.
Рисунок 4-22 Эллиптичность
Из рисунка видно, что чем больше степень изгиба, тем больше эллиптичность сечения. Поэтому эллиптичность широко используется в производстве как важный показатель для контроля качества гнутых труб. В зависимости от эксплуатационных требований к компонентам гнутых труб, требования к их эллиптичности также варьируются.
Например, в промышленном трубопроводном строительстве эллиптичность гнутых элементов труб не должна превышать 5% для труб высокого давления; 8% для труб среднего и низкого давления; 9% для алюминиевых труб; 8% для труб из медных и алюминиевых сплавов. В сельскохозяйственном оборудовании эллиптичность гнутых труб не должна превышать 5%.
Искажение формы поперечного сечения может привести к уменьшению площади поперечного сечения, увеличению сопротивления потоку жидкости, а также повлиять на функциональный эффект компонентов труб в конструкции. Поэтому при гибочной обработке трубных деталей необходимо принимать меры для контроля величины искажения в требуемом диапазоне.
В настоящее время существует в основном два метода устранения или уменьшения деформации. Один из них заключается в определении формы профиля на основе структуры и технологичности профильных деталей; другой - в поддержке профиля в процессе производства (путем добавления стержня или наполнителя) для увеличения жесткости профиля.
1) Поддерживайте секцию стержнем в зоне деформации при изгибе, чтобы предотвратить деформацию секции.
2) Заполнение гибочной заготовки гранулированной средой, жидкой средой, эластичной средой или сплавами с низкой температурой плавления также может заменить стержень для предотвращения искажения формы профиля. Этот метод относительно прост в применении и широко используется, особенно в мелкосерийном и среднесерийном производстве.
3) На поверхности формы, контактирующей с материалом трубы, сделаны канавки, соответствующие форме сечения трубы, чтобы уменьшить давление на контактную поверхность и препятствовать скручиванию сечения, что является достаточно эффективной мерой для предотвращения искажения формы сечения.
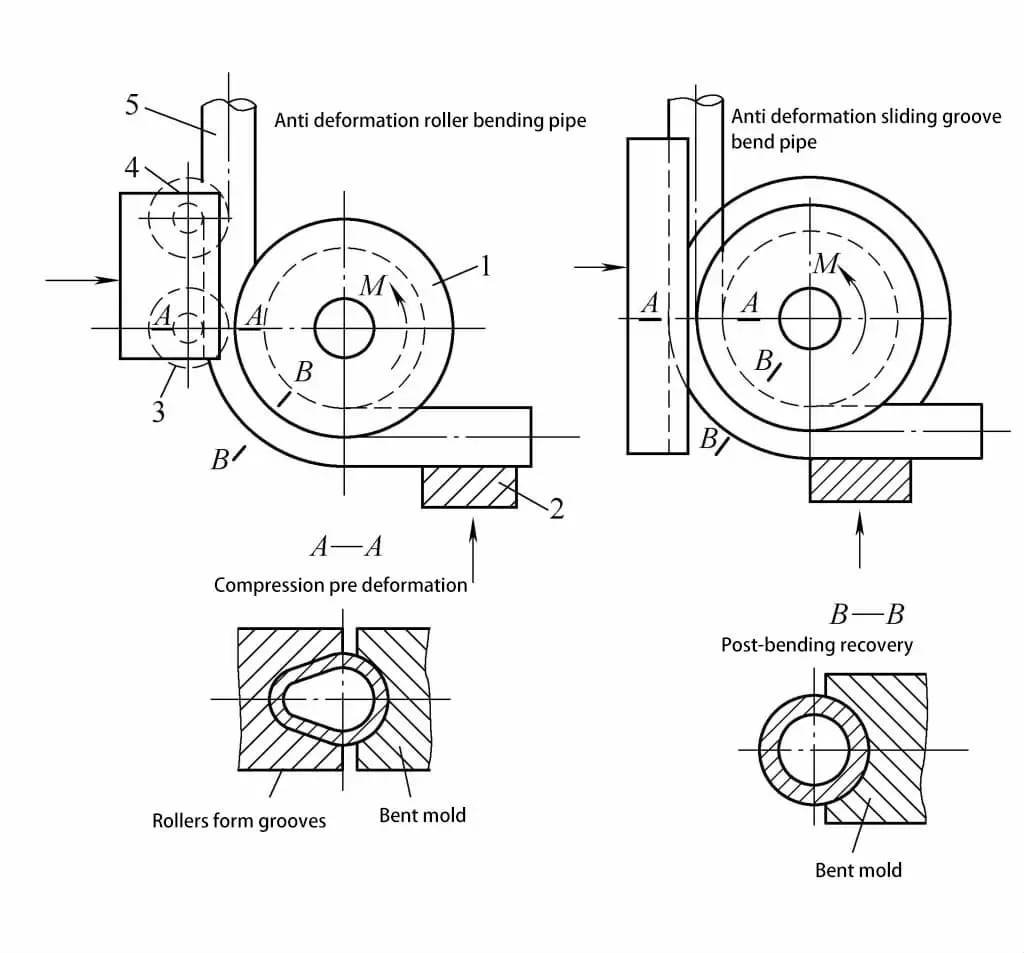
4) Используйте метод обратной деформации для контроля изменения сечения трубы (см. рис. 4-24), этот метод обычно используется в процессе гибки без сердечника на гибочных станках, характеризуется простой структурой, поэтому широко применяется.
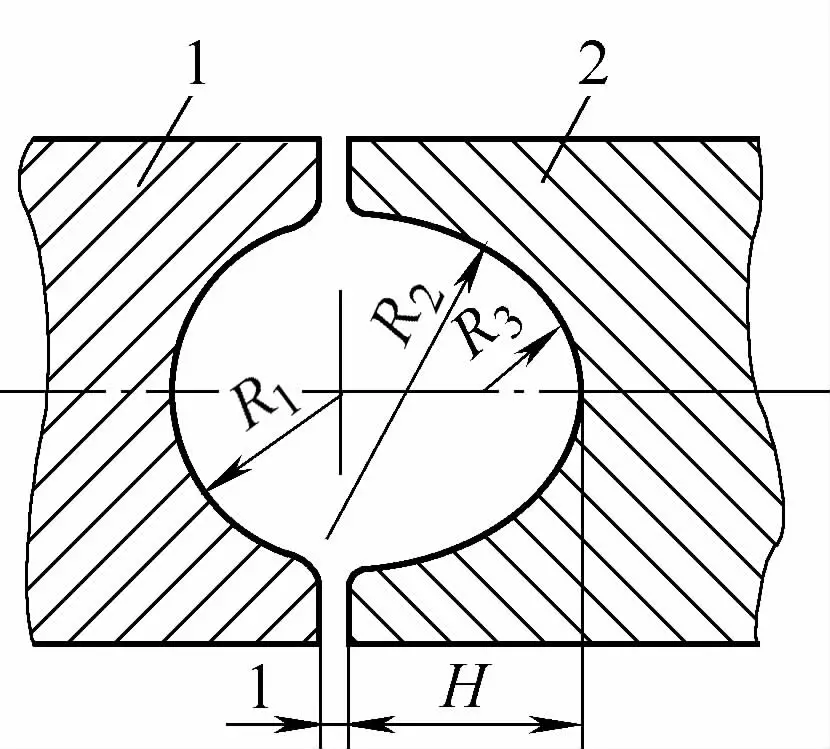
Рисунок 4-24 Обратная деформационная канавка
При использовании метода обратной деформации для гибки без сердечника (см. рис. 4-23) заготовке предварительно придается определенная обратная деформация, затем после гибки, благодаря взаимному устранению деформаций в разных направлениях, сечение заготовки остается в основном круглым, чтобы удовлетворить требованиям овальности, обеспечивая тем самым качество гибки.
1-гибочная форма 2-Зажимной блок 3-Ролик 4-х направляющее колесо Пятитрубная заготовка
Форма поперечного сечения антидеформационной канавки показана на рис. 4-24, а размер антидеформационной канавки связан с относительным радиусом изгиба R/D (R - радиус кривизны центрального слоя, D - внешний диаметр трубы). Размеры антидеформационной канавки приведены в таблице 4-5.
Таблица 4-5 Размеры антидеформационной канавки
Относительный радиус кривизны R/D
R1
R2
R3
H
1.5~2
0.5D
0.95D
0. 37D
0.56D
>2~3.5
0.5D
1.0D
0.4D
0.545D
≥3.5
0.5D
-
0.5D
0.5D
(2) Изменение толщины трубы
Изменение толщины трубы в основном зависит от относительного радиуса изгиба R/D и относительной толщины t/D. В производстве минимальная толщина стенки t мин на внешней стороне изгиба и максимальная толщина стенки t max на внутренней стороне обычно можно оценить с помощью следующих двух формул:
Где:
t - первоначальная толщина трубы (мм);
D - наружный диаметр трубы (мм);
R - радиус изгиба центрального слоя (мм).
Утонение толщины стенки трубы снижает механическую прочность и эксплуатационные характеристики трубопроводной арматуры. Поэтому показатель уменьшения толщины стенки обычно используется в производстве в качестве технического показателя для измерения изменения толщины стенки, чтобы соответствовать требованиям к производительности трубопроводной арматуры.
Где:
t - первоначальная толщина материала трубы (мм);
tмин минимальная толщина стенки трубы после изгиба (мм).
Требования к эксплуатационным характеристикам материалов труб различны, как и требования к скорости уменьшения толщины стенки. Для трубопроводной арматуры, используемой в промышленном трубопроводном строительстве, этот показатель не должен превышать 10% для труб высокого давления; для труб среднего и низкого давления - 15%, и не должен быть меньше проектной расчетной толщины стенки. В сельскохозяйственном машиностроении коэффициент уменьшения толщины стенки для гнутых трубных фитингов, как правило, не должен превышать 5%.
Меры по уменьшению толщины стенок труб включают:
1) Уменьшение величины растягивающего напряжения в области, где происходит деформация растяжения на внешней стороне нейтрального слоя. Например, применяя метод сопротивления локальному нагреву, уменьшая сопротивление деформации металлического материала на внутренней стороне нейтрального слоя, делая деформацию более концентрированной в сжатой части, для достижения цели снижения уровня напряжения в растягиваемой части.
2) Изменение напряженного состояния области деформации, увеличение компонента сжимающего напряжения. Например, переход от гибки к изгибу с нажимом позволяет в корне преодолеть дефект чрезмерного утонения стенки трубы.
Что делает трубогибочные станки жизненно необходимыми в различных отраслях промышленности? Эти станки, необходимые для формовки труб, бывают различных типов, например, гидравлические,...
Как плоские листы превращаются в изогнутые детали? Ключевым моментом является гибка металла. В этой статье рассказывается об инструментах, методах и хитростях, которые...
Вы когда-нибудь задумывались, как повседневные предметы приобретают свои уникальные формы? От банок с газировкой до деталей автомобиля, гибка металла - важнейшая...
I. Основные знания о процессе 1. Основные знания о процессе коррекции При обслуживании и монтаже оборудования некоторые детали часто подвергаются деформации...
Представьте себе, как плоский, ничем не примечательный лист металла превращается в точно изогнутый, конструктивно важный компонент. Эта магия манипулирования материалом...