
Соединение металлов: Сварка, клепка и нарезание резьбы
Как мы создаем машины, которые питают наш мир? Погрузитесь в искусство механического соединения, где металл встречается с...
Мосты, башни и небоскребы - что их объединяет? Для скрепления металлических частей они используют простой, но важный компонент - заклепки. Эти маленькие, но могучие крепежные элементы играют решающую роль в создании прочных, долговечных соединений, способных выдерживать огромные нагрузки. В этой статье мы подробнее рассмотрим увлекательный мир заклепок. Вы узнаете о хитроумных инструментах и техниках, используемых квалифицированными рабочими для надежного соединения металлических деталей. Мы расскажем обо всем: от основ типов заклепок до пошагового процесса установки. Приготовьтесь по-новому оценить этих часто забываемых героев строительства и машиностроения!

Операция соединения двух или более заготовок с помощью заклепок называется клепкой. Поскольку клепка проста в эксплуатации и гибка в применении, она обычно используется в ситуациях, когда усилие не является значительным. В зависимости от того, могут ли детали вращаться относительно друг друга после клепки, клепку можно разделить на неподвижную и подвижную, как показано на рисунке 1.
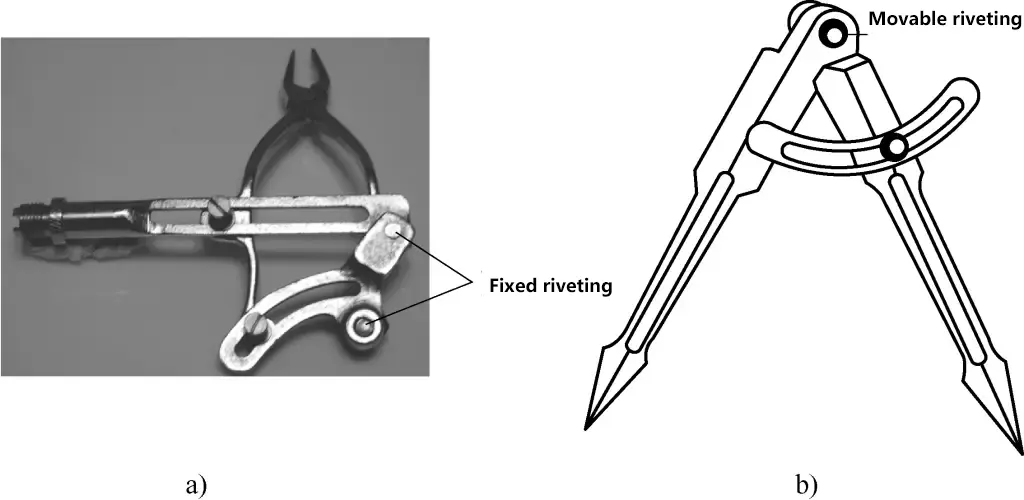
a) Фиксированная клепка
b) Подвижные заклепки
В соответствии с различными методами клепки, клепальные операции можно разделить на горячую, холодную и смешанную клепку. Как правило, холодная клепка используется для заклепок диаметром менее 8 мм.
Ниже представлена техника ручной холодной клепки для слесарей.
Молоток, используемый для слесарной клепки, чаще всего является шариковым, и его характеристики выбираются в зависимости от диаметра заклепки. Чаще всего используются молотки весом 0,66 кг или 0,88 кг.
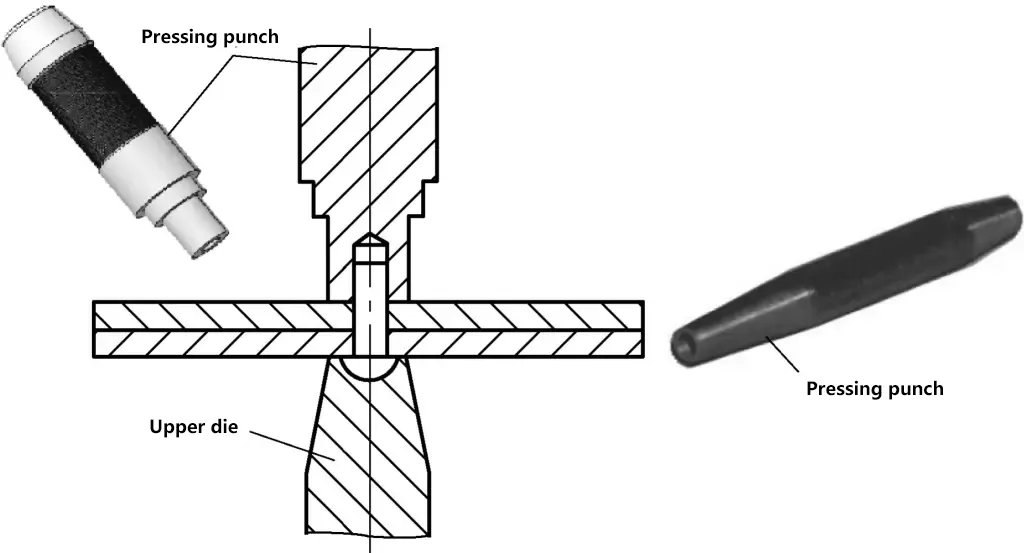
Как показано на рисунке 2. После того как заклепка вставлена в отверстие, она используется для плотного прижатия скрепляемых пластин и их плотного прилегания.
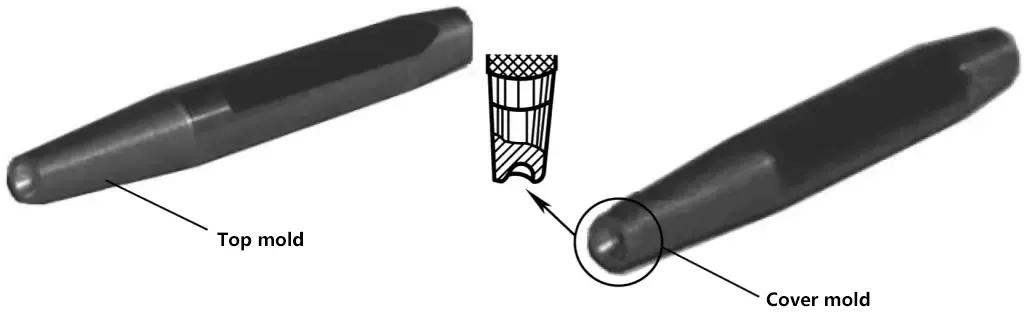
При клепке заклепок с полукруглой головкой и заклепок с полукруглой потайной головкой окончательный процесс формирования заклепки заключается в использовании штампа и колпачка для придания головке заклепки правильной формы, как показано на рисунке 3. Полукруглая вогнутая сферическая поверхность головки штампа и колпачка должна быть выполнена в соответствии со стандартным размером заклепки с полукруглой головкой.
Помимо основных инструментов, упомянутых выше, при клепке также необходимы вспомогательные инструменты, такие как наковальни и зажимные приспособления, например, настольные тиски.
1) В соответствии с различными формами заклепок, заклепки в основном делятся на заклепки с плоской головкой, заклепки с полукруглой головкой, заклепки с потайной головкой, заклепки с полукруглой потайной головкой и полые заклепки, как показано на рисунке 4.
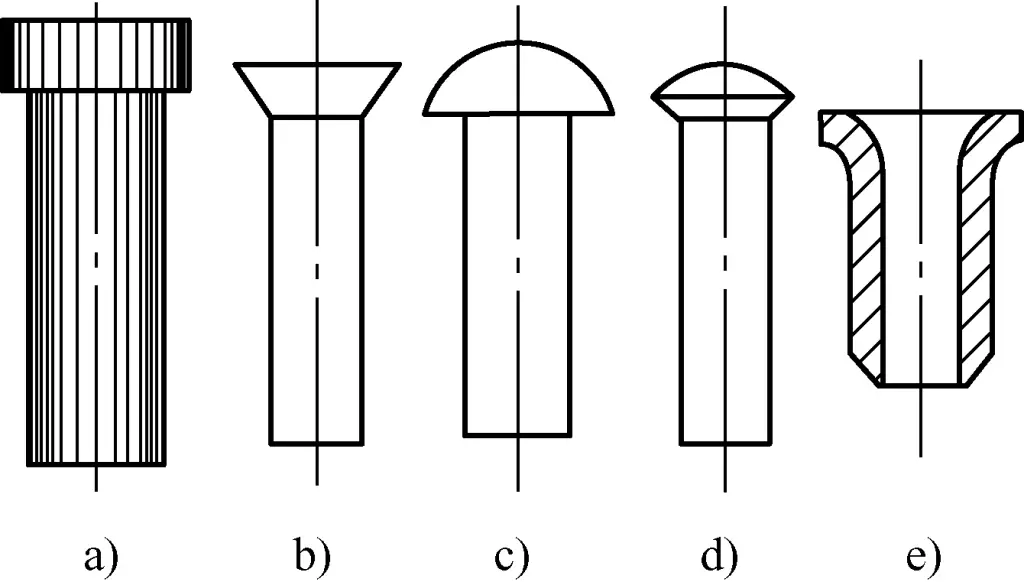
a) Заклепка с плоской головкой
b) Заклепка с потайной головкой
в) Заклепка с полукруглой головкой
d) Заклепка с полукруглой потайной головкой
д) Полая заклепка
2) В соответствии с различным использованием заклепок, заклепки могут быть разделены на заклепки для котлов, заклепки для стальных конструкций и заклепки для трансмиссионных ремней.
3) По материалу, из которого изготовлены заклепки, заклепки можно разделить на стальные, медные (чистая медь и латунь) и алюминиевые.
Параметры клепки показаны на рисунке 5.
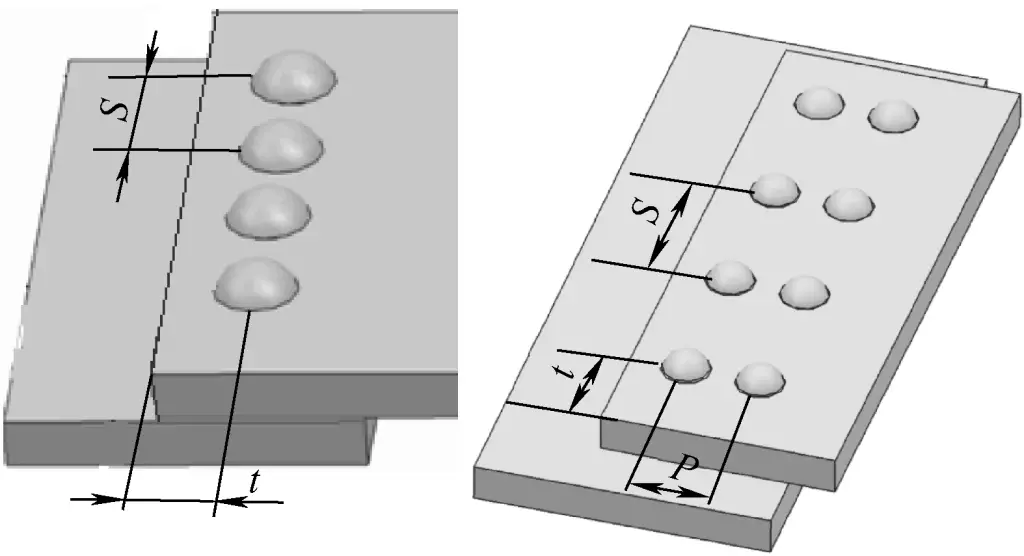
1) Расчет расстояния между заклепками, расстояния между кромками и расстояния между рядами
① Однорядная клепка
Расстояние между заклепками составляет S=3d
Расстояние между клепаными кромками составляет t=1,5d
Где d - диаметр заклепки.
② Двухрядная клепка
Расстояние между заклепками составляет S=4d
Расстояние между клепаными кромками составляет t=1,5d
Расстояние между клепальными рядами составляет P=2d
2) Определение диаметра заклепки
Выбор диаметра заклепки обычно связан с расчетной толщиной соединяемых пластин. Для обеспечения достаточной прочности заклепок на срез, согласно опыту, диаметр заклепок обычно выбирается в соответствии с таблицей 1.
Таблица 1 Определение диаметра заклепки (единицы измерения: мм)
| Рассчитать толщину | 5~6 | 7~9 | 10~12 | 15~18 | 19~24 | ≥25 |
| Диаметр заклепки | 10~12 | 14~18 | 20~22 | 24~27 | 27~30 | 30~36 |
Принцип определения расчета толщины таков:
3) Определение диаметра сквозного отверстия d0 перед клепкой (см. таблицу 2)
Таблица 2 Определение диаметра сквозного отверстия перед клепкой (единицы измерения: мм)
| Диаметр заклепки d | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 8.0 | 10.0 | |
| Диаметр сквозного отверстия d0 | Грубая сборка | 2.2 | 2.7 | 3.4 | 4.5 | 5.6 | 6.6 | 8.6 | 11 |
| Точная сборка | 2.1 | 2.6 | 3.1 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 | |
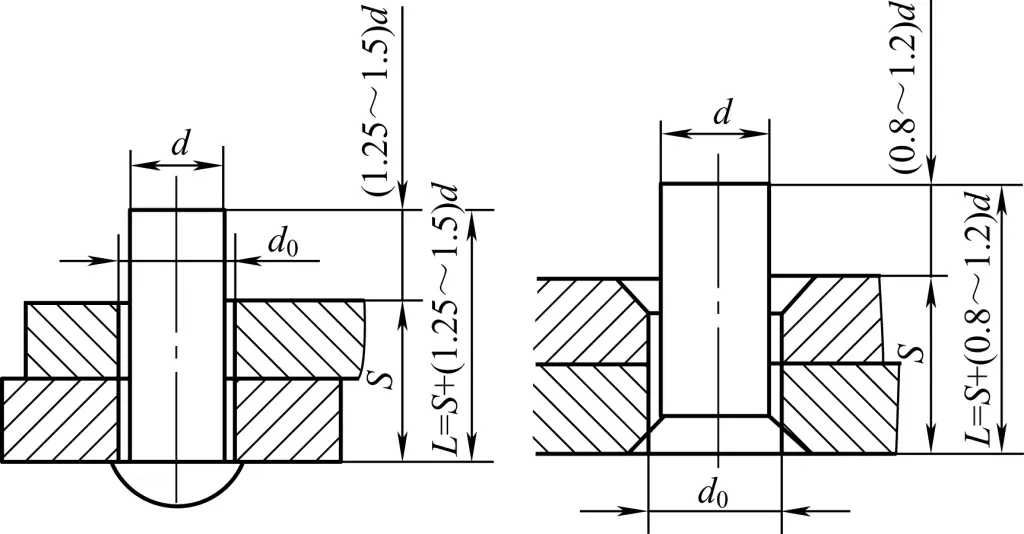
4) Определение длины заклепки
Длина заклепки, используемой при клепке, должна быть достаточной для формирования головки заклепки, отвечающей требованиям и обеспечивающей достаточную прочность заклепки. Длина заклепки включает в себя общую толщину пластин и длину выступающей части заклепки. Как правило, длина выступающей части заклепки с полукруглой головкой должна быть в 1,25-1,5 раза больше диаметра заклепки, а для заклепок с потайной головкой она должна быть в 0,8-1,2 раза больше диаметра заклепки, как показано на рисунке 6.
1) В соответствии с таблицей 1 выберите правильный диаметр заклепки в зависимости от толщины скрепляемых деталей; в соответствии с таблицей 2 выберите правильный диаметр сверла для отверстия под заклепку (диаметр сквозного отверстия) в зависимости от диаметра заклепки и точности сборки.
Если диаметр сквозного отверстия слишком мал, заклепка при установке повредит стенки отверстий соединяемых деталей, что может привести к образованию трещин; если диаметр отверстия слишком велик, заклепка может шататься или гнуться во время заклепывания, что ухудшает внешний вид головки заклепки и значительно снижает прочность заклепки.
2) Просверлите или рассверлите отверстия в соединяемых пластинах и удалите заусенцы с краев отверстий.
3) Вставьте заклепку, поместите круглую головку заклепки на верхнюю матрицу и с помощью компрессионного пуансона плотно сожмите детали заклепки вместе, как показано на рисунке 7a.
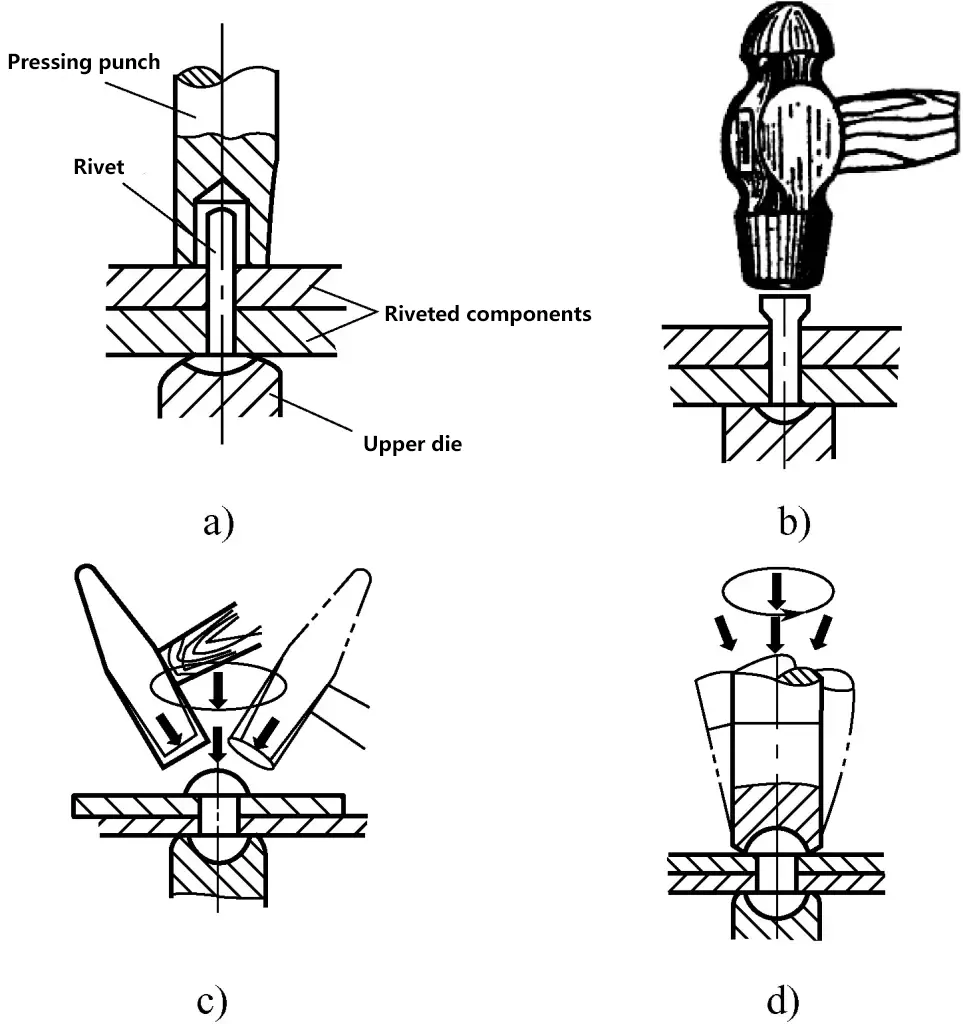
a) Прессование клепальных деталей
b) Срыв заклепки
в) Ковка молотом
d) Использование штампа для отделки и формирования головки заклепки
4) Как показано на рисунке 7b, с помощью молотка выбейте головку заклепки.
5) Как показано на рисунке 7c, ударите молотком и сгладьте головку заклепки до первоначальной формы.
6) Как показано на рис. 7d, используйте накладной штамп, чтобы довести головку заклепки до нужной формы. При использовании накладного штампа старайтесь не повредить головку заклепки и не повредить поверхность заготовки.
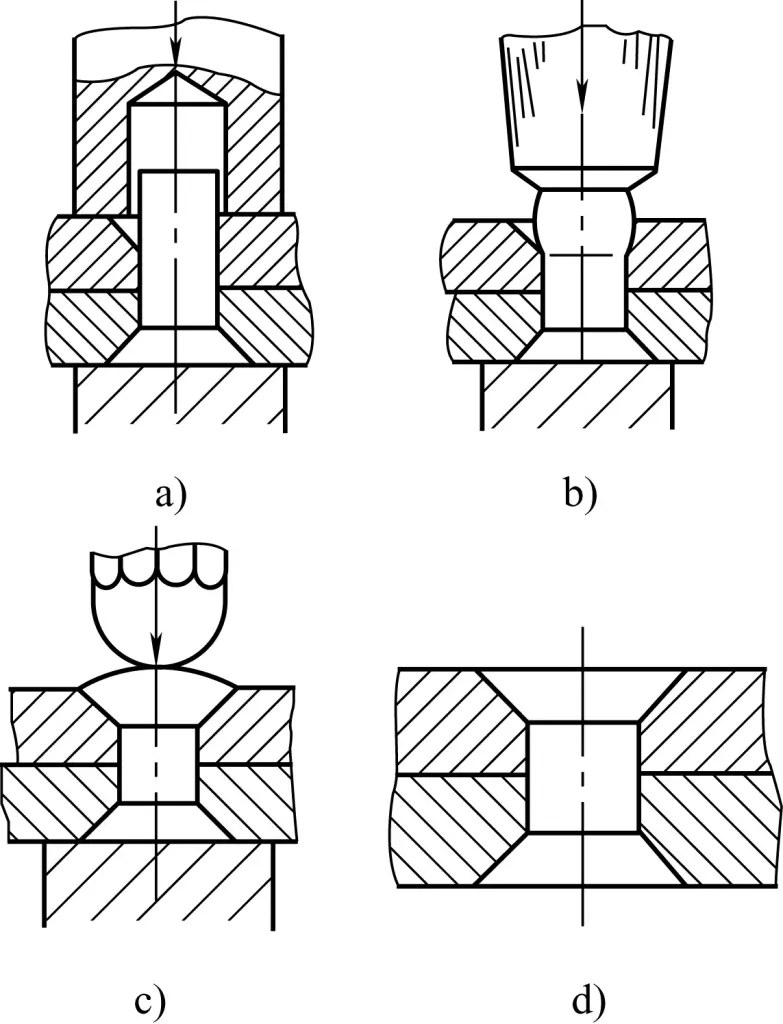
a) Прессование клепальных деталей
b) Смещение выступающего конца заклепки
c) Развертывание и заполнение зенкера
d) Зачистка выступающей части заклепки заподлицо
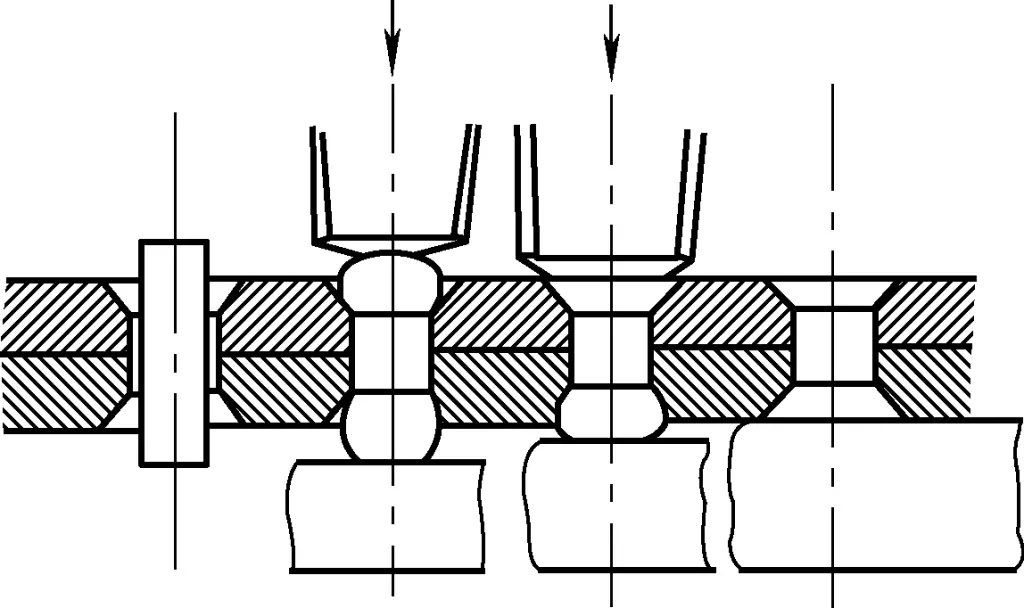
Как показано на рис. 10, после установки полой заклепки в отверстие сначала плотно прижмите заготовку, затем используйте пуансон для расширения края полой заклепки и, наконец, используйте специальный формовочный пуансон для формирования головки заклепки.
Чтобы склепанные детали не вращались относительно друг друга после клепки, при подвижной клепке, помимо соблюдения вышеописанного процесса клепки, усилие удара молотком должно быть небольшим при расплющивании головки заклепки. Проверяйте состояние движения во время забивания, чтобы предотвратить "смертельное заклепывание" деталей.
Если после заклепывания заклепанные детали трудно вращать, можно подложить под головку заклепки полый штамп (похожий по форме на пуансон для прессования), а затем ударить по головке заклепки молотком. Это ослабит заклепку, позволив двум склепанным деталям двигаться относительно друг друга. Если детали слишком свободны, их можно подтянуть в соответствии с процессом неподвижной клепки, позволяя регулировать плотность подвижной клепки по мере необходимости.
В некоторых случаях при обслуживании оборудования необходимо разобрать клепаные детали для замены компонентов. В этом случае необходимо разрушить головку заклепки, прежде чем использовать специальный пуансон для выталкивания заклепки, достигая цели демонтажа заклепанных деталей.
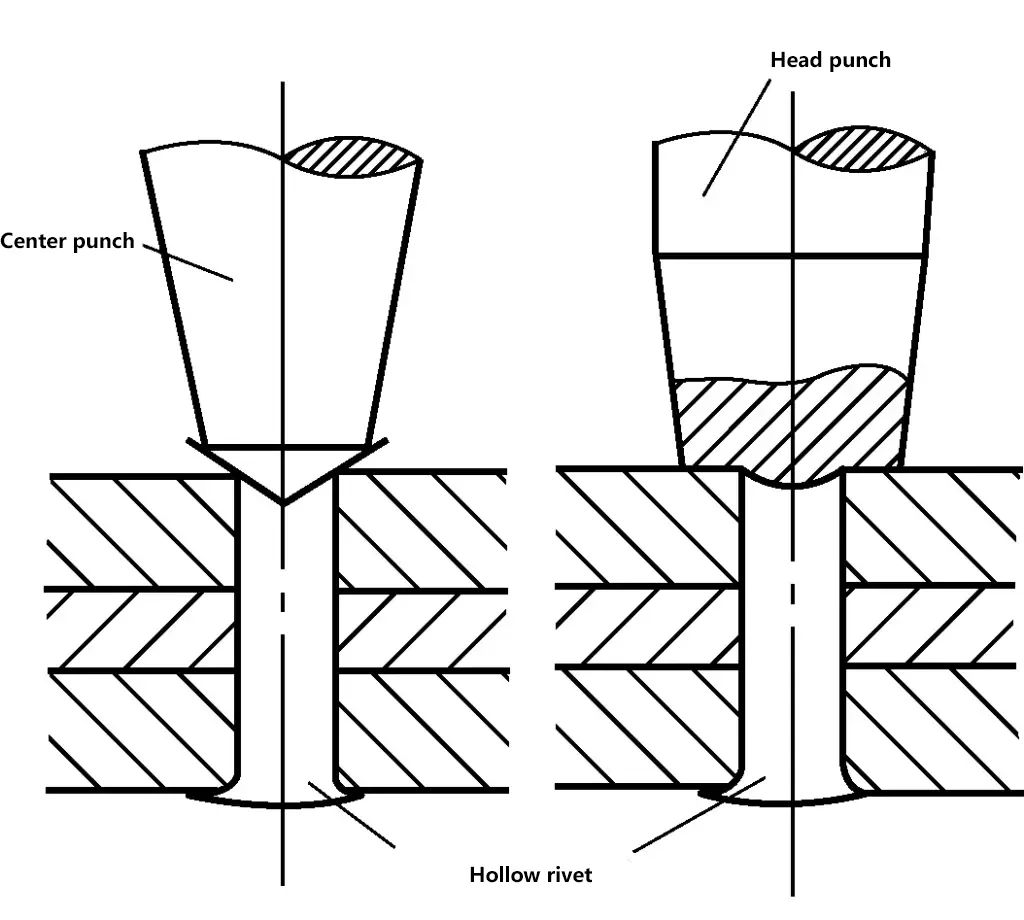
Как показано на рис. 11, при разборке сначала сделайте центральное отверстие в головке заклепки с помощью центровочного пуансона, а затем просверлите отверстие сверлом диаметром примерно на 1 мм меньше диаметра заклепки. Глубина отверстия должна немного превышать высоту головки заклепки. Наконец, вставьте пуансон в отверстие и вытолкните заклепку.
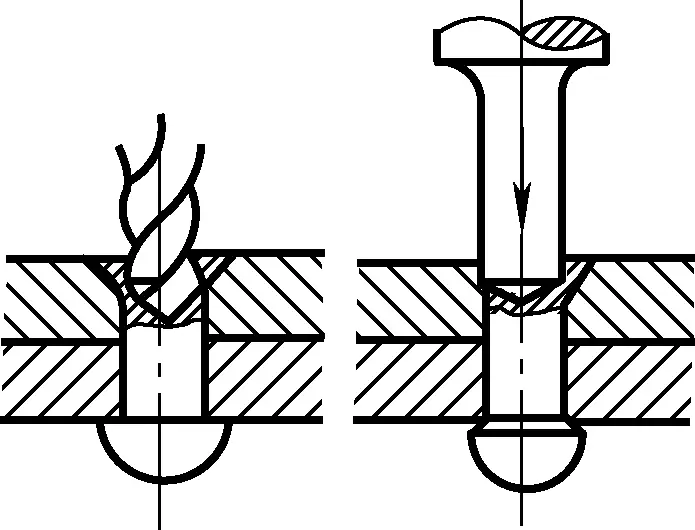
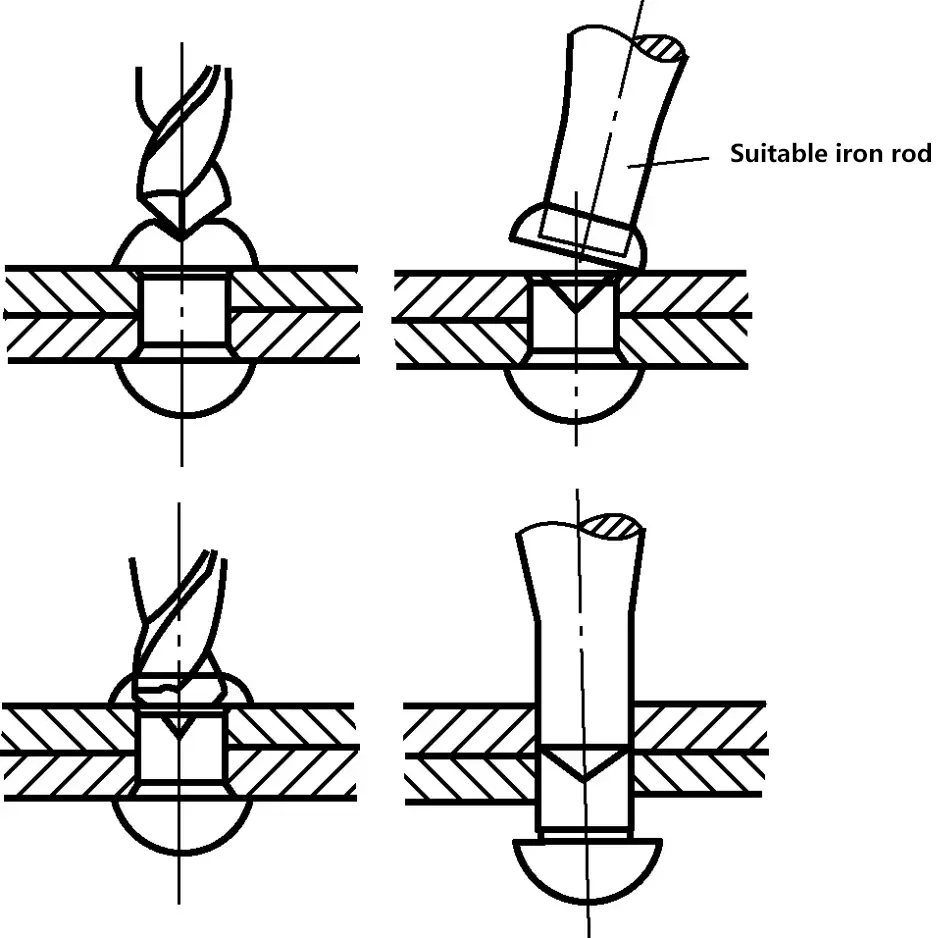
Как показано на рис. 12, при демонтаже заклепок с круглой головкой сначала слегка расплющите головку заклепки, затем с помощью центрального пуансона сделайте отверстие, вставьте в отверстие соответствующий стержень, чтобы отломить головку заклепки, и, наконец, с помощью пуансона вытолкните заклепку.
Для поверхностей с низкими требованиями и более шероховатых участков можно использовать зубило, чтобы отбить головку заклепки вокруг заклепки. Этот метод обычно подходит только для заклепок диаметром менее ϕ10 мм. Для деталей, поверхность которых не может быть повреждена при демонтаже, используйте соответствующее сверло, чтобы высверлить заклепку.
Таблица 3 Причины и меры по предотвращению дефектов клепки
| Виды дефектов клепки | Иллюстрация дефекта | Причины дефектов | Меры профилактики |
| Косая головка заклепки | 1) Слишком длинный хвостовик заклепки; 2) Несоответствие между двумя деталями и заклепками; 3) Усилие молотка не прикладывается через ось заклепки во время расплющивания | 1) Правильно рассчитайте и выберите длину заклепки; 2) Обеспечьте соосность при сверлении отверстия под заклепку; 3) Острие молотка должно проходить через ось заклепки | |
| Слишком большой периметр головки заклепки | 1) Слишком длинный хвостовик заклепки; 2) Слишком маленький диаметр заклепочной матрицы | 1) Правильно рассчитайте и выберите длину заклепки; 2) Выберите матрицу для заклепок в соответствии со спецификацией заклепок | |
| Неровная головка заклепки | 1) Неравномерное усилие забивания, смещение или раскачивание молотка во время забивания; 2) Заклепочный штамп или верхний штамп, расположенный под углом | 1) Точка приложения усилия молотка проходит через центр заклепки; 2) Убедитесь, что центр гнезда заклепочного штампа или верхнего штампа концентричен с осью заклепки | |
| Зазор между клепаными деталями | 1) Неровная поверхность между заготовками; 2) Прижимной пуансон не плотно прижимает лист | 1) Проверьте, ровная ли поверхность заготовок перед клепкой, и отремонтируйте поверхность, если она не ровная; 2) Правильно рассчитайте и обработайте диаметр отверстия; 3) Убедитесь, что пуансон плотно прижимает заготовки перед клепкой | |
| Поверхность клепаных деталей измельчается | 1) Слишком короткий хвостовик заклепки; 2) Слишком большой диаметр заклепочной матрицы | 1) Правильно рассчитайте и выберите длину заклепки; 2) Выберите матрицу для заклепок соответствующего диаметра | |
| Гнутый хвостовик заклепки | Слишком маленький диаметр хвостовика заклепки или слишком большой диаметр заклепочного отверстия | Правильно рассчитайте и выберите диаметр сквозного отверстия перед клепкой | |
| Не заполненное отверстие под потайную заклепку | 1) Длина заклепки недостаточна; 2) При выбивании заклепки направление удара молотком не перпендикулярно плоскости заклепки | 1) Правильно рассчитайте и выберите длину заклепки; 2) При выбивании заклепки направление удара молотком совпадает с центром хвостовика заклепки |







