
Анализ 4 факторов, влияющих на качество лазерной резки
Что делает одну лазерную резку безупречной, а другую - полной недостатков? В этой статье мы рассмотрим четыре важнейших фактора, влияющих на...
Как обеспечить точность при гибке листового металла? К-фактор - важнейший элемент этого процесса, определяющий положение нейтральной оси при гибке. В этой статье рассказывается о понятии коэффициента K, его значении в металлообработке и о том, как использовать калькулятор коэффициента K для получения точных результатов. Понимая эти принципы, вы сможете повысить точность и эффективность своих проектов по производству листового металла. Окунитесь в статью, чтобы узнать, как каждый раз добиваться идеальных изгибов!

Для расчета коэффициента изгиба K используется отношение расстояния от нейтрального слоя до листовой материал внутренней поверхности изгиба к толщине металлического листа. Формула выглядит следующим образом: коэффициент K = δ/T. Здесь δ - расстояние от внутренней поверхности до нейтрального слоя, а T - толщина металлического листа. Использование коэффициента K может помочь в точном расчете плоской длины деталей из листового металла.
Для большего удобства вы также можете воспользоваться нашим калькулятор для гибки листового металла чтобы вычислить длину шляпки.
В SolidWorks настройка коэффициента K связана с радиусом изгиба, но его конкретное значение определить непросто, так как эта зависимость должна быть определена исходя из реальных условий. Чтобы контролировать разворачивание листового металла Точнее, SolidWorks предлагает таблицу вычетов на изгиб, позволяющую пользователям указывать различные значения коэффициента K для применения коэффициентов K по умолчанию на основе материала. Кроме того, коэффициенты K по умолчанию на основе материала можно применять через таблицу спецификаций листового металла.
На практике, когда радиус изгиба велик или определенный радиус изгиба (например, R5 или R8) требуется клиенту, коэффициент K может быть использован для разворачивания для обеспечения точности. Например, если фактический радиус изгиба составляет 8, а толщина листа - 2, то значение коэффициента K будет равно 0,415.
Металлургические коэффициенты K существенно влияют на операции гибки в процессе производства. Коэффициент K, уникальный для каждого типа металла, служит ориентиром для прогнозирования припуска на изгиб, когда металлургические материалы подвергаются гибке. Точное применение этих коэффициентов имеет решающее значение для расчета точных плоских шаблонов перед процессом гибки. Значения, относящиеся к стандартным материалам, приведены ниже:
| Класс материала | Коэффициент K на изменяющихся углах |
|---|---|
| Malleable | 0.35 |
| Промежуточный | 0.41 |
| Устойчивый | 0.45 |
В царстве производство листового металлаПоэтому точность имеет первостепенное значение. Во время гибки листы формуются с помощью таких машин, как листогибочный пресс. В этом аппарате используется комбинация пуансон и штамп. Пуансон вдавливает лист в матрицу, создавая изгиб.
Совместимость пуансона и матрицы необходима для обеспечения точности и безопасности работы.
При исследовании поперечного сечения листа во время сгибания можно заметить, что нейтральная ось имеет первостепенное значение. Это место, где нет напряжения или деформации, разделяющее поперечное сечение на две разные области.
Над нейтральной осью листовой материал выдерживает сжатиеВ то время как ниже он испытывает натяжение. Примечательно, что расположение нейтральной оси остается постоянным по длине, но изменяется по положению относительно толщины материала.
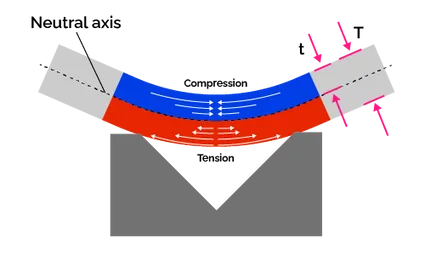
Сайт Коэффициент K является важнейшим понятием, определяющим положение нейтральной оси относительно толщины материала. Коэффициент K - это, по сути, пропорция между расположением нейтральной оси и толщиной металлического листа. С помощью математической формулировки,
Расчет коэффициента K очень важен, поскольку он предсказывает смещение нейтральной оси. Это смещение происходит на расстоянии ( K × T ) от внутренней поверхности изгиба.
Понимание коэффициента K является неотъемлемой частью мастерства изготовления листового металла, повышая точность изгибов и эффективность производства.
Использование калькулятора коэффициента K требует определенных значений для точных расчетов:
Используя эти данные, калькулятор коэффициента K выдает соотношение, при котором нейтральная ось - воображаемая линия в зоне изгиба, не испытывающая сжатия или расширения при изгибе, - расположена относительно толщины материала со стороны внутренней поверхности.
Для листовых материалов толщина играет ключевую роль. Представленные данные показывают, как коэффициент K зависит от толщины.
| Толщина металла (мм) | Коэффициент K (все углы изгиба) |
|---|---|
| 0.8 | 0.615 |
| 1.0 | 0.45 |
| 1.2 | 0.35 |
| 1.5 | 0.348 |
| 2.0 | 0.455 |
| 3.0 | 0.349 |
| 4.0 | 0.296 |
Вычитание изгиба имеет решающее значение при гибке металлических листов, особенно на 90-градусных углах. Ниже приведена таблица вычетов для различных толщин материала:
| Толщина металла (мм) | Уменьшение изгиба (углы 90º) |
|---|---|
| 0.8 | 1 |
| 1.0 | 1.5 |
| 1.2 | 2 |
| 1.5 | 2.5 |
| 2.0 | 3 |
| 3.0 | 5 |
| 4.0 | 7 |
| 5.0 | 10 |
При гибке листового металла решающим фактором является расстояние от внутренней поверхности до слоя, который не изменяется в размерах, и это так называемый коэффициент K. Коэффициент K - это соотношение, которое дает важную информацию для прогнозирования результата гибки металла. Это расстояние от внутренней поверхности до так называемого нейтрального слоя, где длина остается неизменной, деленное на общую толщину листа.
Когда металлический лист сгибается по дуге, длина внутренней и внешней поверхностей заметно меняется. Внутренняя поверхность укорачивается, а внешняя - удлиняется, что приводит к необходимости учитывать припуски на изгиб при проектировании. Поскольку материал адаптируется к изгибу, физический слой, сохраняющий свою первоначальную длину на протяжении всего процесса, имеет решающее значение для точных расчетов.
Максимальный коэффициент K ограничен толщиной металлического листа:
Это ограничение связано с тем, что, хотя при изгибе изменяется длина обеих поверхностей, нейтральный слой склоняется в сторону внутренней поверхности, что резко противоречит ранее существовавшим представлениям. Например, при сильном изгибе внутренняя поверхность может сократиться на 0,3 единицы, а внешняя - расшириться на 1,7 единицы. Обеспечение того, чтобы коэффициент K не превышал 0,5, объясняет асимметричное смещение, характерное для процесса изгиба.
Для материалов, подвергающихся изгибу, коэффициент K не является статичным и изменяется в зависимости от применяемого процесса изгиба.
На начальных этапах изгиба, характеризующихся упругой деформацией, нейтральная ось располагается в средней точке толщины материала. При переходе к пластической деформации - постоянной и неустранимой - нейтральная ось перемещается к внутренней стороне изгиба.
Соотношение R/T определяет степень деформации при изгибе; R означает внутренний радиус изгиба, а T - толщину материала.
Уменьшение отношения R/T коррелирует с более интенсивной деформацией и увеличением смещения нейтральной оси внутрь. Наблюдательные данные в конкретных условиях демонстрируют эту связь между R/T и коэффициентом K, о чем подробно говорится ниже:
| R/T Ratio | Фактор K |
|---|---|
| 0.1 | 0.21 |
| 0.2 | 0.22 |
| 0.3 | 0.23 |
| 0.4 | 0.24 |
| 0.5 | 0.25 |
| 0.6 | 0.26 |
| 0.7 | 0.27 |
| 0.8 | 0.30 |
| 1.0 | 0.31 |
| 1.2 | 0.33 |
| 1.5 | 0.36 |
| 2.0 | 0.37 |
| 2.5 | 0.40 |
| 3.0 | 0.42 |
| 5.0 | 0.46 |
| 7.5 | 0.50 |
Для расчета радиуса нейтральной оси (ρ) используется уравнение ρ = R + KT, где K - коэффициент K, а T - толщина материала.
Свойства материала и применяемые методы гибки влияют на коэффициент K.
Как правило, более мягкие листовые металлы имеют более низкие значения K, что приводит к выраженному смещению нейтральной оси внутри изгиба.
Для 90-градусных изгибов в таблицах данных приведены справочные значения K для различных материалов:
| Гибочный стол | Тип материала | Фактор K |
|---|---|---|
| 1 | Мягкая латунь, медь | 0.35 |
| 2 | Твердая латунь, медь, мягкая сталь, алюминий | 0.41 |
| 3 | Твердая латунь, бронза, холоднокатаная сталь, пружинная сталь | 0.45 |
Угол изгиба играет роль в регулировке значений K, особенно для изгибов с меньшим внутренним радиусом.
С увеличением угла изгиба нейтральная ось перемещается внутрь.
Коэффициент K - это критический параметр, измеряющий степень деформации в процессе изгиба, отражающий состояние деформации и напряжения материала при изгибе. Для таких материалов, как нержавеющая сталь и алюминий, влияние коэффициента K проявляется в основном в нескольких ключевых областях:
Для нержавеющей стали коэффициент K при гибке зависит от различных факторов, включая свойства материала, толщину листа, радиус гиба, угол гиба, а также процесс гибки и оборудование. Для оптимизации процесса гибки нержавеющей стали необходимо выбирать подходящие материалы, контролировать толщину листа, радиус гибки и угол, а также использовать передовые технологии и оборудование для гибки, чтобы снизить коэффициент K и минимизировать деформацию при изгибе. Это указывает на то, что коэффициент K при изгибе нержавеющей стали более чувствителен к этим факторам по сравнению с другими материалами.
В случае алюминия в процессе деформации при изгибе материал с внутренней стороны сжимается, а с внешней - растягивается, при этом материал сохраняет свою первоначальную длину, распределяясь по дуге. Это свидетельствует о том, что алюминий обладает сильной способностью к упругому восстановлению при деформации изгиба. Однако это также означает, что его коэффициент K относительно высок, поскольку алюминий подвергается значительным деформациям и напряжениям во время деформации изгиба.
Влияние коэффициента K на изгиб различается для разных материалов, таких как нержавеющая сталь и алюминий. Для нержавеющей стали, в силу ее свойств и условий обработки, на коэффициент K легче повлиять; в то время как для алюминия, несмотря на его хорошую способность к упругому восстановлению, коэффициент K остается важным фактором, особенно при проектировании сложных конструкций, где необходим точный контроль коэффициента K для обеспечения устойчивости и безопасности конструкции.
Чтобы настроить значения коэффициента K в соответствии с различными гибочными формами и давлением, необходимо сначала понять основную концепцию и функцию коэффициента K. Коэффициент К, или нейтральный коэффициент, используется в конструкция из листового металла для описания толщины нейтрального слоя в процессе гибки, определения степени деформации и возможного повреждения детали из листового металла в процессе гибки. При определении коэффициента K учитываются, прежде всего, следующие аспекты:
Зависимость между толщиной пластины и значением R: Коэффициент K обычно определяется путем деления толщины пластины (R) на толщину пластины (R). Например, если фактическое значение R равно 8, а толщина пластины - 2, то коэффициент K будет равен 0,415. Это указывает на то, что регулировка коэффициента K может быть основана на фактической толщине пластины и значении R.
Угол изгиба: Для изгибов, отличных от 90 градусов, формула для расчета коэффициента K меняется. Это связано с тем, что различные углы изгиба оказывают разное воздействие на листовой металл, что требует корректировки коэффициента K в зависимости от конкретного угла изгиба.
Характеристики пресс-формы и давление: Давление и характеристики каждой гибочной формы различны, что влияет на настройку коэффициента K. Например, для неравномерных изгибов коэффициент K может быть установлен на 0,5, а нейтральный слой измерен непосредственно с помощью AUTOCAD, после чего отрегулирован в соответствии с конкретной ситуацией. Это показывает, что на практике для обеспечения точности развернутых размеров необходимо также учитывать специфические параметры пресс-формы, такие как ширина нижней канавки штампа.
Программные инструменты часто предлагают предустановленные коэффициенты K и коэффициенты изгиба, но пользователи также могут сделать индивидуальные настройки в зависимости от своих потребностей.
Настройка значений коэффициента K требует всестороннего учета толщины листа и значения R, угла гибки, характеристик пресс-формы и давления, а также помощи программных инструментов. Благодаря точному расчету и правильной настройке можно обеспечить соответствие характеристик и качества деталей из листового металла в процессе гибки проектным требованиям.
В таких программах, как SolidWorks, коэффициент K, представляющий собой отношение положения нейтральной оси к толщине листовой детали, может быть точно установлен и применен путем задания коэффициента изгиба K с помощью таблиц, обычно входящих в состав приложения SOLIDWORKS в формате Microsoft Excel, расположенных в определенной папке в каталоге установки.
Для точного применения коэффициента K при изгибе можно использовать следующие методы:
Ключ к точной настройке и применению коэффициента K заключается в использовании таблиц коэффициентов изгиба K, предоставляемых SOLIDWORKS, а также ручных настроек и методов настройки для удовлетворения различных проектных потребностей и характеристик материалов. Эти методы могут значительно повысить точность и эффективность проектирования.
К распространенным заблуждениям и ошибкам при расчете коэффициента K относятся:
Отсутствие глубокого или одностороннего понимания фактора "К".
Например, при измерении такого показателя, как рост числа рефералов пользователей, коэффициент K ошибочно рассматривается как прямое отражение качества продукта, при этом упускается из виду сложность поведения пользователей и их готовность рекомендовать. Кроме того, при измерении центробежной эффективности, хотя коэффициент K может объединять пути оседания с относительной центробежной силой, без правильного понимания методов расчета и сценариев применения могут возникнуть недоразумения.
Проблемы обработки данных при расчете коэффициента K.
В некоторых случаях получение экспериментальных данных, необходимых для расчета коэффициента K, может быть затруднено, или для расчета может потребоваться опираться на специальные ссылки или руководства. Такая зависимость от внешней информации может повлиять на точность и надежность результатов.
Неправильный выбор значений коэффициента K.
В области машинного обучения выбор слишком маленького значения K может привести к увеличению числа ошибок, а слишком большое значение может размыть концепцию ближайших соседей, что приведет к слишком большому числу средних результатов. Это говорит о том, что выбор подходящего значения коэффициента K в зависимости от конкретных обстоятельств является распространенной проблемой в практических приложениях.
Игнорирование взаимосвязи между коэффициентом K и другими показателями.
Например, если коэффициент K меньше 1, системе может не хватить распространения, что приведет к постепенному снижению числа новых пользователей до полного прекращения роста. Это свидетельствует о том, что коэффициент K - не просто независимая метрика, его необходимо оценивать в совокупности с другими факторами (например, показателями NPS), чтобы всесторонне оценить потенциал роста числа привлеченных пользователей.
Распространенные заблуждения и ошибки в расчетах коэффициента К связаны с непониманием концепции коэффициента К, трудностями в обработке данных, неправильным выбором и игнорированием его взаимосвязи с другими метриками. Правильное понимание и применение коэффициента K требует всестороннего учета различных факторов и условий.
Коэффициент K в листовом металле относится к соотношению между расположением нейтральной оси, где при изгибе не происходит растяжения или сжатия, и общей толщиной листового материала. Этот коэффициент является неотъемлемой частью понимания того, как будет гнуться лист.
Для определения коэффициента K:
На коэффициент K влияют несколько переменных, в том числе:
Учитывая, что листовой металл имеет припуск на изгиб 15 мм и угол изгиба 60°, а толщина материала и радиус изгиба составляют 10 мм, коэффициент K будет определяться как 0.432.
Расчет включает в себя припуск на изгиб и коэффициенты, учитывающие радиус и толщину материала по отношению к углу изгиба.







