
Руководство по эксплуатации и уходу за механическим прессом
Используете ли вы свой механический пресс в полной мере? Обеспечение надлежащего использования и обслуживания этого важнейшего оборудования...
Представьте себе невероятную мощь машин, которые формируют наш мир - механические прессы лежат в основе бесчисленных отраслей промышленности. В этой статье мы рассмотрим ключевые компоненты и различные типы этих мощных машин. От понимания устройства кривошипно-шатунного механизма до изучения различных классификаций - вы получите представление о принципах работы механических прессов и их разнообразных применениях. Готовы раскрыть секреты этих промышленных гигантов? Читайте дальше, чтобы узнать, как механические прессы превращают сырье в важнейшие продукты для автомобильной, авиационной и других отраслей промышленности.

Широко используемый механический пресс - это в основном кривошипный пресс, который широко используется в формовании материалов (формование пластика) как оборудование, которое получает необходимую силу и линейное перемещение для формования материала через кривошипно-шатунный механизм. Он может выполнять такие процессы, как штамповка, экструзия, ковка и т.д., и широко используется в автомобильной промышленности, сельскохозяйственной технике, авиационной промышленности, производстве электронных приборов, аппаратной легкой промышленности и других областях.
В соответствии с функциями каждой части пресса, его можно разделить на следующие компоненты:
Рабочий исполнительный механизм оборудования состоит из кривошипа, шатуна и ползуна, преобразующих вращательное движение в возвратно-поступательное линейное движение. Поскольку рабочий механизм представляет собой жесткий кривошипно-шатунный механизм, пресс имеет фиксированные верхнее и нижнее предельные положения (верхнюю и нижнюю мертвые точки) во время работы, что позволяет точно контролировать размеры формируемых деталей.
Система передачи состоит из ременной и зубчатой передач, передающих энергию электродвигателя на рабочий механизм. В процессе передачи скорость постепенно уменьшается, а крутящий момент постепенно увеличивается.
Рабочий механизм в основном состоит из сцепления, тормоза и соответствующей электрической системы. После запуска двигателя он управляет состоянием рабочего механизма, позволяя ему работать прерывисто или непрерывно.
Энергетическая секция состоит из электродвигателя и маховика. Энергия для работы машины обеспечивается электродвигателем. После запуска двигатель разгоняет маховик, и маховик обеспечивает кратковременную рабочую энергию для пресса, играя роль накопителя и высвободителя энергии.
Опорная часть состоит из корпуса машины, рабочего стола, крепежных элементов и т. д. Она соединяет все части пресса в единое целое.
К вспомогательным системам относятся пневматическая система, система смазки, устройство защиты от перегрузки, воздушная подушка, устройство быстрой смены штампа, устройство заготовки, устройство контроля и т. д. Они повышают безопасность и удобство эксплуатации пресса. Для новых прессов доля стоимости этих систем имеет тенденцию к увеличению.
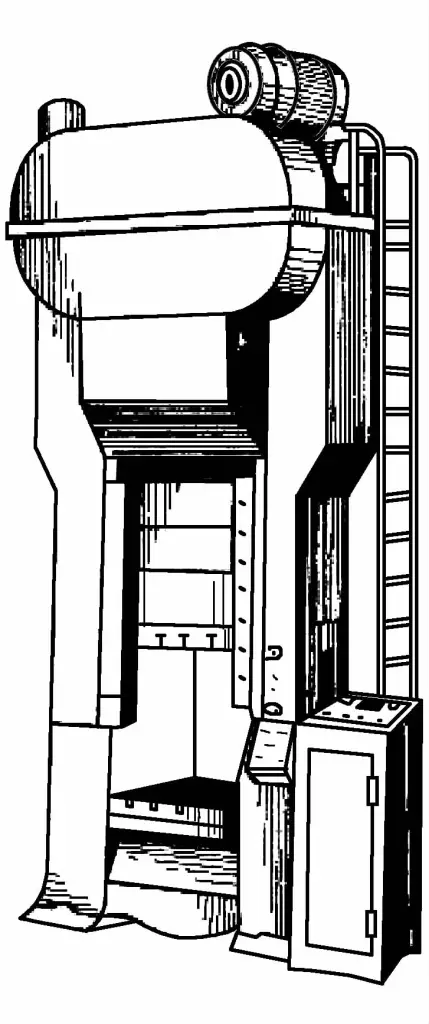
В настоящее время кривошипные прессы в основном классифицируются по структуре станины, подразделяясь на прессы с открытым и закрытым кривошипом. Закрытые кривошипные прессы можно дополнительно разделить на одноточечные закрытые прессы (см. рис. 3-57), двухточечные закрытые прессы, четырехточечные закрытые прессы (см. рис. 3-58) и т.д.
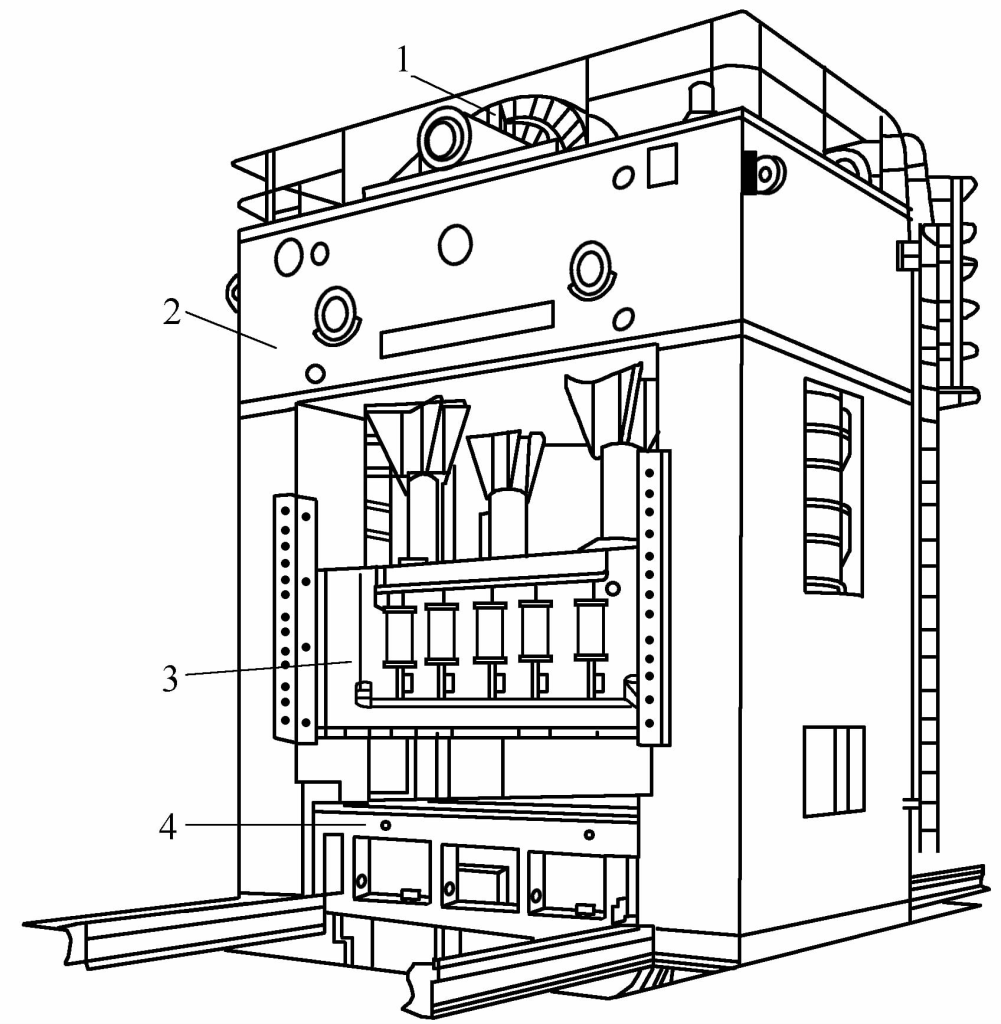
1-Трансмиссионная система
Корпус 2 машины
3-слайдер
4-Рабочий стол
Станина открытого кривошипного пресса имеет форму буквы "С", передняя и левая и правая стороны корпуса открыты, что облегчает установку пресс-формы, регулировку и операции формования. Однако жесткость корпуса (особенно угловая) оставляет желать лучшего.
Деформация под нагрузкой влияет на точность деталей и сокращает срок службы пресс-формы. Подходит для небольших прессов, обычно используется до 1000 кН.
Корпус закрытого кривошипного пресса представляет собой рамную конструкцию, передняя и задняя части которой открыты, а боковые стороны закрыты. Установка пресс-формы и операции формовки выполняются с передней и задней сторон.
Вертикальная деформация, вызванная деформацией корпуса под нагрузкой, может быть устранена путем регулировки высоты закрытия пресс-формы. Это не влияет на точность деталей и точность работы пресс-формы, подходит для средних и больших кривошипных прессов.
Помимо вышеперечисленных методов классификации, существуют и другие:
В соответствии с технологическим назначением, их можно разделить на кривошипные прессы общего назначения, прессы глубокой вытяжки, высокоскоростные вырубные прессы, прессы горячей штамповки, прессы холодной экструзии и т.д. В этих прессах усовершенствован кривошипно-ползунный механизм, что делает его усилие и кривую движения более подходящими для соответствующих требований процесса формования.
По количеству ползунов их можно разделить на кривошипные прессы одинарного действия и кривошипные прессы двойного действия. Одинарное действие подразумевает наличие одного ползуна в рабочем механизме, а двойное действие подразумевает наличие двух ползунов, внутреннего и внешнего, причем внутренний ползун установлен внутри внешнего, и каждый механизм приводится в действие отдельно.
Кривошипные прессы двойного действия также известны как прессы глубокой вытяжки (см. Рисунок 3-59). Для изготовления крупных тонколистовых деталей сложной формы, особенно деталей крышек, рекомендуется использовать специальный пресс глубокой вытяжки.
Поэтому пресс для глубокой вытяжки является важным оборудованием для обработки деталей сельскохозяйственных покрытий. Как правило, пресс для глубокой вытяжки имеет два ползуна, внешний ползун используется для окантовки, а внутренний ползун - для глубокой вытяжки.

Внешний ползун пресса глубокой вытяжки двойного действия оснащен внутренним ползуном для достижения двойного действия.
Движение внутреннего и внешнего ползуна пресса глубокой вытяжки двойного действия должно поддерживать определенную взаимосвязь, чтобы соответствовать требованиям процесса глубокой вытяжки, и взаимосвязь движения внутреннего и внешнего ползунов представлена в виде диаграммы рабочего цикла.
Рисунок 3-60 представляет собой схему рабочего цикла ползуна пресса глубокой вытяжки JB46-315 двойного действия.
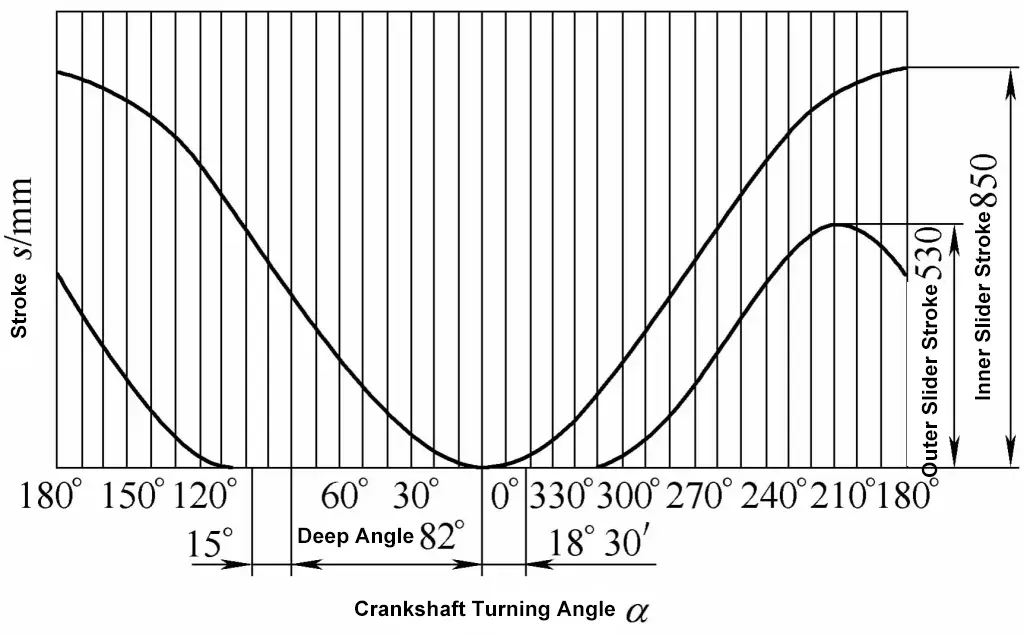
Характер движения внутреннего ползуна аналогичен движению ползуна кривошипного пресса общего назначения. Внешний ползун приводится в движение несколькими механизмами и совершает примерно прерывистое движение. Во время работы внешний ползун прижимает заготовку на 10°~15° впереди внутреннего ползуна, внутренний ползун начинает глубокую вытяжку примерно при α≤82°, а глубокая вытяжка заканчивается при α=0°.
При обратном ходе внешний ползун отстает от внутреннего на 10°~15°, что предотвращает застревание заготовки на пуансоне, поэтому угол зажима внешнего ползуна устанавливается на 100°~110°.
Когда внутренний ползун возвращается в верхнюю мертвую точку, внешний ползун уже прошел верхнюю мертвую точку и переместился вниз на определенное расстояние, это расстояние называется ходом ввода, примерно равным 0,1~0,15 хода ползуна, "ввод" обеспечивает давление ползуна на заготовку при следующем рабочем ходе, и величина "ввода" не должна быть слишком большой, чтобы заготовка могла быть извлечена из матрицы.
Пресс глубокой вытяжки двойного действия также оснащен воздушной подушкой, которая может выталкивать заготовку после завершения глубокой вытяжки. Поскольку во время обратного хода внешний ползун отстает от внутреннего на 10°~15°, чтобы не повредить заготовку в этом диапазоне 10°~15°, воздушная подушка должна быть оснащена устройством обратного хода для синхронизации ее подъема с внешним ползуном.
Пресс глубокой вытяжки двойного действия имеет следующие технологические характеристики:
Для сложных деталей глубокой вытяжки на пресс-форме обычно устанавливаются различные ребра глубокой вытяжки, чтобы регулировать и контролировать сопротивление течению металла. Пресс глубокой вытяжки двойного действия, благодаря тому, что его внешний ползун имеет достаточное давление для полной деформации металла на ребрах глубокой вытяжки, полностью использует технологическую роль ребер глубокой вытяжки.
Внешний ползун пресса глубокой вытяжки двойного действия уже находится в нижней мертвой точке при начале кромкования, поэтому сила удара при контакте с заготовкой очень мала.
При использовании упругих элементов или воздушных подушек ползун имеет определенную скорость при контакте кромочного кольца с заготовкой, что приводит к большим ударам в начале кромкования, вибрации кромочного кольца и резкому увеличению усилия кромкования, выдавливанию смазки между кромочным кольцом и заготовкой, увеличению трения при глубокой вытяжке и повышению вероятности разрыва в деталях, подвергаемых глубокой вытяжке.
При использовании пресса глубокой вытяжки двойного действия, глубокая вытяжной штамп При правильной установке, т.е. женская матрица для глубокой вытяжки находится внизу, а мужская - вверху, деталь вытягивается вниз, а периферия заготовки может поддерживаться постоянной по высоте, что облегчает использование роботизированных манипуляторов для автоматизированных операций.
Поскольку это специализированный пресс, скорость внутреннего ползуна для глубокой вытяжки лучше соответствует требованиям процесса глубокой вытяжки.







