
Как рассчитать вес листового металла: Основные формулы
Вы когда-нибудь задумывались, как быстро рассчитать вес листового металла? В этой статье раскрывается простая формула, которая...
Что делает станки для обработки железа незаменимыми в металлообработке? Эти универсальные станки могут резать, пробивать и вырезать различные металлические профили, от двутавровых балок до круглой стали. В этой статье вы узнаете об их основных областях применения, технических характеристиках и механизме работы. Узнайте, как они упрощают работу в таких отраслях, как строительство и судостроение, где точность и эффективность имеют первостепенное значение. К концу статьи вы поймете, почему станки для обработки железа являются основным оборудованием в мастерских, выполняющих различные проекты по металлообработке.
Станок ironworker является очень универсальным оборудованием для разделения металлических ножниц. Он может не только срезать и разделять металлические листы и профили (включая круглую сталь, квадратную сталь, плоскую сталь, шестигранную сталь, угловую сталь, швеллерную сталь, двутавр, Т-образную сталь и другие стальные материалы специальной формы), но и выполнять штамповку и высечку (или вырубку) на плоских частях листов и профилей. Из-за разнообразия выполняемых ножницами операций их называют машинами для обработки железа, см. рис. 8-3-1.
В соответствии с установленным рабочим механизмом и соответствующими функциями стрижки, которые могут быть выполнены. железная машина можно разделить на следующие категории.
Оснащенный механизмами пробивки и резки профилей, он может выполнять пробивку пластин и профилей и резку различных профилей.
Помимо выполнения функций резки пластин и полос, он также может выполнять разделение профилей на ножницы.
Может выполнять функции ножниц двух вышеуказанных типов. Их можно разделить на машинки с вертикальным ножом и машинки с горизонтальным ножом, последние используются реже из-за ограниченного технологического диапазона.
Помимо выполнения функций вышеупомянутых ножниц, он также может выполнять высечку листового металла и профилей, то есть вырезать выемки определенной формы на плоских частях листа или профиля, чтобы облегчить сгибание профилей, таких как угловая сталь, в детали в форме рамы.
Из-за общего характера этого оборудования, широкого спектра процессов, небольшого количества вспомогательных устройств, малочисленности механизмов функциональной регулировки для улучшения качества стрижки и простых зажимных устройств в месте стрижки, оно дает более низкую точность обработки, большие погрешности размеров и большую шероховатость поверхности излома, поэтому используется в основном в цехах, обрабатывающих листовой металл и профили с низкими требованиями к точности, таких как мосты, котлы, судостроение, строительство, а также в некоторых ремонтных подразделениях.
Согласно правилам методики составления моделей кузнечных машин, основным параметром машины с механической передачей является максимальная толщина срезаемого стального листа, в то время как для машины с гидравлической передачей она представлена номинальным усилие при штамповке сайт.
В некоторых странах уже выпускаются станки для обработки железа с максимальной толщиной среза 32 мм, 25 мм и 20 мм, причем чаще всего выпускается 16 мм. Из-за широкого спектра процессов крупногабаритные железообрабатывающие станки представляют определенные трудности в структурной компоновке, а коэффициент использования оборудования невысок, что не позволяет полностью задействовать технологические возможности оборудования, поэтому производство крупных спецификаций менее распространено.
В нашей стране установлены стандарты технических параметров для машин для обработки железа. В таблице 8-3-1 перечислены основные параметры станков для обработки железа в нашей стране.
Большинство продуктов, перечисленных в таблице, уже выпускаются в нашей стране, а их технические параметры приведены в таблице 8-3-2.
Таблица 8-3-1 Основные параметры станков для обработки железа в Китае (Единицы измерения: мм)
| Резка пластин | Толщина разрезаемого листа | 8 | 10 | 12 | 16 | 20 | 25 | 32 | |
| Плоская сталь (одинарный рез) Толщина × Ширина | 10 ×80 | 12 ×100 | 16 ×125 | 20 ×140 | 25 ×150 | 30 ×160 | 36 ×170 | ||
| Резка профиля | Диаметр круглой стали | 30 | 35 | 40 | 48 | 56 | 70 | 75 | |
| Длина стороны квадратной стали | 25 | 30 | 36 | 42 | 50 | 56 | 63 | ||
| Угловая сталь | Резка под углом 90° | 63 ×63×6 | 80 ×80×8 | 100 ×100×10 | 125 ×125×12 | 140 ×140×14 | 160 ×160×16 | 180 ×180×18 | |
| Резка под углом 45° | 50 ×50×4 | 63 ×63×6 | 75×75×8 | 90 ×90×10 | 110 ×110×12 | 125 ×125×14 | 160 ×160×16 | ||
| Модель двутавровой балки | Механическая трансмиссия | 10 | 12 | 16 | 20b | 22b | 28b | 32c | |
| Гидравлическая трансмиссия | - | - | 10 | 14 | 16 | 20b | 25b | ||
| Модель стального швеллера | Механическая трансмиссия | 10 | 12 | 16 | 20 | 22 | 28b | 32c | |
| Гидравлическая трансмиссия | 6.5 | 8 | 10 | 14a | 16 | 24b | 28c | ||
| Высечка | Толщина | 6 | 8 | 10 | 12 | 16 | 20 | 25 | |
| Ширина | 40 | 50 | 50 | 63 | 63 | 80 | 80 | ||
| Длина | 60 | 80 | 80 | 80 | 100 | 100 | 100 | ||
| Перфорация | Диаметр | 22 | 22 | 25 | 28 | 31 | 35 | 35 | |
| Толщина | 8 | 10 | 12 | 16 | 20 | 25 | 32 | ||
| Номинальное усилие/кН (не менее) | 250 | 315 | 400 | 630 | 800 | 1250 | 1600 | ||
| Число ходов / (раз/мин) (Не менее) | Механическая трансмиссия | 42 | 40 | 40 | 32 | 32 | 26 | 26 | |
| Гидравлическая трансмиссия | 28 | 24 | 22 | 20 | 12 | 9 | 7 | ||
| Глубина горла L (не менее) | Механическая трансмиссия | 315 | 355 | 400 | 450 | 500 | 560 | 630 | |
| Гидравлическая трансмиссия | 225 | 250 | 315 | 340 | 355 | 400 | 450 | ||
Примечание: Прочность на разрыв материала σb < 450MPa
Таблица 8-3-2 Ножи для стрижки продольно расположенных железных изделий на станках, выпускаемых в нашей стране
| Модель | Технические характеристики. | ||||||||
| Толщина резки /мм | Инсульт /(раз/мин) | Технические характеристики резки/мм | Диаметр перфорации/мм | Толщина перфорации/мм | Мощность двигателя/кВт | Вес машины/кг | |||
| Круглая сталь | Квадратная сталь | Угловая сталь | |||||||
| Q34-10 | 10 | 40 | φ35 | 30×30 | 80×50×8 | 22 | 10 | 2.2 | 770 |
| Q34-16 | 16 | 27 | φ45 | 40×40 | 125×80×12 | 26 | 16 | 5.5 | 2300 |
| QA34-25 | 25 | 25 | φ65 | 55×55 | 150×150×18 | 35 | 25 | 7.5 | 7000 |
| Q35-16 | 16 | 32 | φ45 | 40×40 | 125×80×12 | 28 | 16 | 5.5 | 2800 |
| Q35-20 | 20 | 32 | φ56 | 50×50 | 160×100×12 | 30 | 20 | 7.5 | 6500 |
| Q35-25 | 25 | φ65 | 55×55 | 200×125×16 | 34 | 25 | 13 | 7100 | |
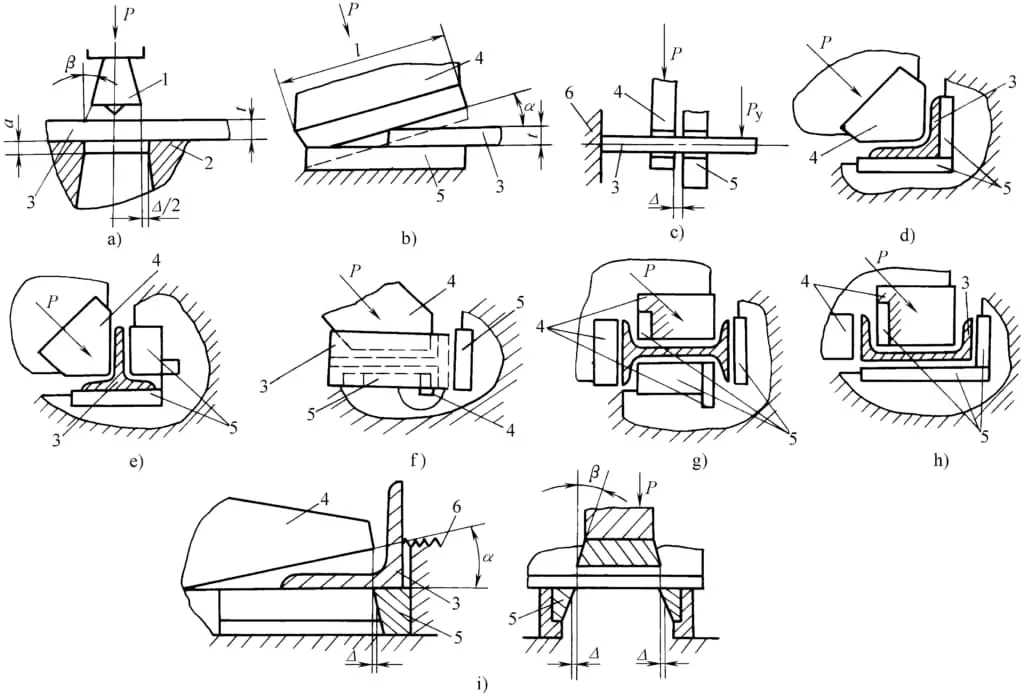
Принцип работы станка для обработки железа с механической передачей аналогичен принципу работы общего механического пресса и стригальная машина. Пробивка и обрезка выполняются двигателем, приводящим в движение ползун или нож через систему передач и кривошипно-шатунный механизм, при этом пуансон или нож, установленный на ползуне, завершает пробивку или обрезку. На рис. 8-3-2 показана принципиальная схема работы станка для обработки железа. На рис. 8-3-3 показана схема пробивки и процесс стрижки схема, заполненная станком для обработки железа.
(I) Пробивание
Верхний штамп 1 для пробивки закреплен на ползуне (см. рис. 8-3-2a) и перемещается вверх и вниз вместе с ползуном, а нижний штамп 2 закреплен на рабочем столе. Верхний штамп перемещается вниз для завершения пробивки. Зазор между верхним и нижним штампами зависит от толщины и механических свойств материала плиты. Правильный выбор зазора между верхним и нижним штампами имеет решающее значение для обеспечения качества пробиваемых деталей. Обычно величина зазора принимается для пробивки листов толщиной от 3 до 10 мм.
Δ = (0,06 ~ 0,1)t
Где t - толщина плиты (мм).
Если толщина вырубной плиты превышает 10 мм, принимайте зазор Δ = (0,1 ~ 0,15)t
Глубина кромки штампа нижней формы обычно принимается равной a = 3-5 мм.
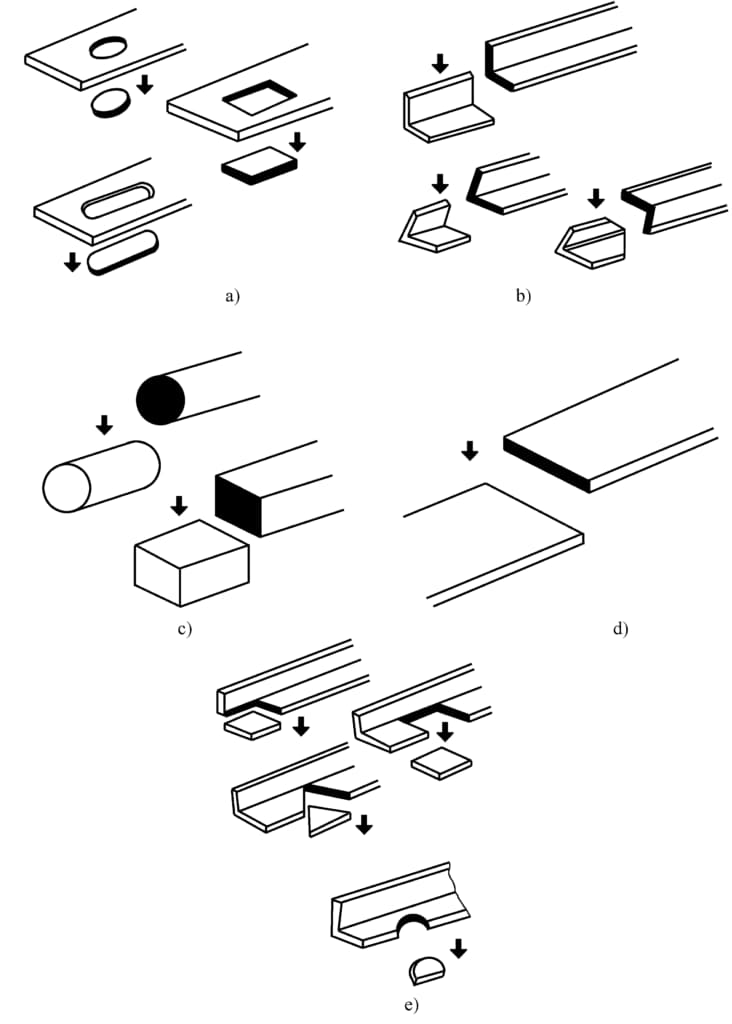
Пробивка на станке для обработки железа обычно выполняется для деталей относительно простой формы, таких как фланцы листового металла, угловая сталь, фланцы и полотна швеллеров, а также двутавровые балки, как показано на рис. 8-3-4.
Из-за небольшой площади рабочего стола на позиции пробивки и отсутствия вспомогательных устройств точность и производительность пробивки ниже, чем у прессов общего назначения. Поэтому он обычно используется в конструкционных мастерских для вспомогательных процессов, таких как пробивка отверстий под заклепки.
(II) Резка листового металла
Верхнее лезвие закреплено на держателе инструмента, а держатель инструмента поворачивается вокруг неподвижного шарнира для выполнения стрижки, как показано на рис. 8-3-2b. Верхнее лезвие наклонено под углом α по отношению к нижнему лезвию, который называется углом среза. Величина угла срезания напрямую связана с усилием срезания; чем больше угол срезания, тем меньше усилие срезания. Однако большой угол среза увеличивает крутильную деформацию материала и снижает качество среза.
При использовании поворотного держателя инструмента на станке для обработки железа угол срезания постепенно уменьшается в процессе стрижки. Угол стрижки обычно устанавливается в диапазоне от 8° до 12°. Если он слишком велик, горизонтальная составляющая усилия стрижки превышает трение между материалом и нижним лезвием, что приводит к скольжению материала наружу вдоль направления горизонтальной силы, делая стрижку невозможной и приводя к несчастным случаям. Поэтому очень важно выбрать правильный угол стрижки.
Величина зазора между верхним и нижним ножами также является важным фактором, влияющим на качество стрижки. Величина зазора Δ в основном выбирается в зависимости от толщины срезаемой пластины и механических свойств материала, обычно принимая Δ = (0,05 ~ 0,1)t
Где t - толщина сдвигаемой пластины (мм).
(III) Стрижка бруса
Обычно используется для резки круглого и квадратного прутка. Цилиндрический или квадратный неподвижный нож закреплен на корпусе станка, а подвижный нож закреплен на держателе инструмента и перемещается вместе с держателем инструмента, срезая заготовку (см. рис. 8-3-2c).
Поскольку отверстие (или длина стороны) ножа на лезвии не может изменяться с диаметром (или длиной стороны) срезанного прутка, т.е. радиальный зазор не может быть отрегулирован, а осевой зазор между подвижным и неподвижным ножами также неудобно изменять с диаметром (или длиной стороны) прутка, в сочетании с жесткостью нажимной плиты это вызывает значительную деформацию срезанного участка.
Поэтому заготовки, обрабатываемые на станке для обработки железа, в основном имеют средний или меньший размер по диаметру или длине стороны, требования к качеству стрижки не высоки, а размер партии не слишком велик.
Осевой зазор между лезвиями ножниц является важным фактором, влияющим на точность стрижки. Слишком большой или слишком маленький осевой зазор приведет к низкому качеству срезаемого профиля. Выбор величины зазора в основном зависит от диаметра, длины стороны и механических свойств прутка.
Для материалов с высокой прочностью и высокой хрупкостью следует выбирать меньшее значение зазора, и наоборот, для больших значений зазора. При стрижке прутка того же диаметра на высокой скорости величина зазора должна быть меньше, чем на низкой скорости. Для среднеуглеродистой, высокоуглеродистой и низколегированной стали с пределом прочности менее 800 МПа величина зазора между лезвиями обычно принимается равной
Δ = (0,02 ~ 0,06)d
В формуле d - диаметр срезаемого материала прутка (мм).
Правильный выбор осевого зазора между лопастями - важное условие для получения качественных поверхностей сдвига.
Профильные ножницы
На рисунках 8-3-2d, e, f, g, h показан срез угловой стали, Т-образной стали, двутавровой балки и швеллера. Сила среза P действует на плоскость среза под углом примерно 45° к горизонтальной плоскости профиля, что увеличивает чистую поверхность среза кромки ножа, уменьшая разрыв и деформацию.
Ножницы
В верхней части плиты ножниц станка для обработки железа часто устанавливается станция для резки штампов, как показано на рис. 8-3-2i. Верхний штамп 4 перемещается вместе с ножничной плитой, а нижний штамп 5 закреплен на корпусе станка, который может вырезать прямоугольные, треугольные или полукруглые вырезы в листах и профилях (см. рис. 8-3-3e).
Ножницы в основном вырезают пазы в различных профилях для облегчения изготовления деталей, таких как рамы, как показано на рис. 8-3-5.
Зазор между кромками ножей пресс-формы имеет решающее значение для качества резки, обычно он принимается равным
Δ = (0,05 ~ 0,1)t
В формуле t обозначает толщину срезаемого материала (мм).
Угол наклона ножа штампа показан на рис. 8-3-2i.
α = 8° - 12°
Угол наклона режущей кромки
β = 2° - 3°
Обрезка листового металла является основополагающей частью станка для обработки железа, и условия соединения для каждой станции заключаются в том, что работа по обрезке и мощность на каждой станции обрезки одинаковы. Чтобы сделать конструкцию разумной, полностью использовать мощность двигателя, избежать чрезмерной громоздкости станка, обеспечить безопасность работы и простоту обслуживания, станок для обработки железа не позволяет выполнять несколько процессов стрижки одновременно, а должен выполняться отдельно в соответствии с определенной схемой рабочего цикла, как показано на рис. 8-3-6.
Во время резки листового металла максимальный рабочий угол эксцентрикового вала составляет 180°, после чего происходит холостой обратный ход пластины ножниц. Схема рабочего цикла двухцелевого станка показана на рис. 8-3-6a, где α - угол поворота эксцентрикового вала во время резки листового металла, а α' - угол поворота эксцентрикового вала во время штамповки (или резки профиля). Диаграмма рабочего цикла для трехцелевого станка показана на рис. 8-3-6. Начальная и конечная станции перекрываются, что отражается в углах перекрытия γ и γ', которые обычно принимаются равными 15°.
Конструктивная форма станка для обработки железа выбирается исходя из технологических потребностей. Например, на участке пробивки используется открытая рама с определенной глубиной горловины для облегчения пробивки в различных местах на поверхности листового металла или профилей. Расстояние между рабочим столом и ползуном в месте пробивки также должно быть большим, чтобы облегчить установку вырубных штампов для швеллеров, двутавровых балок и других стальных материалов специальной формы.
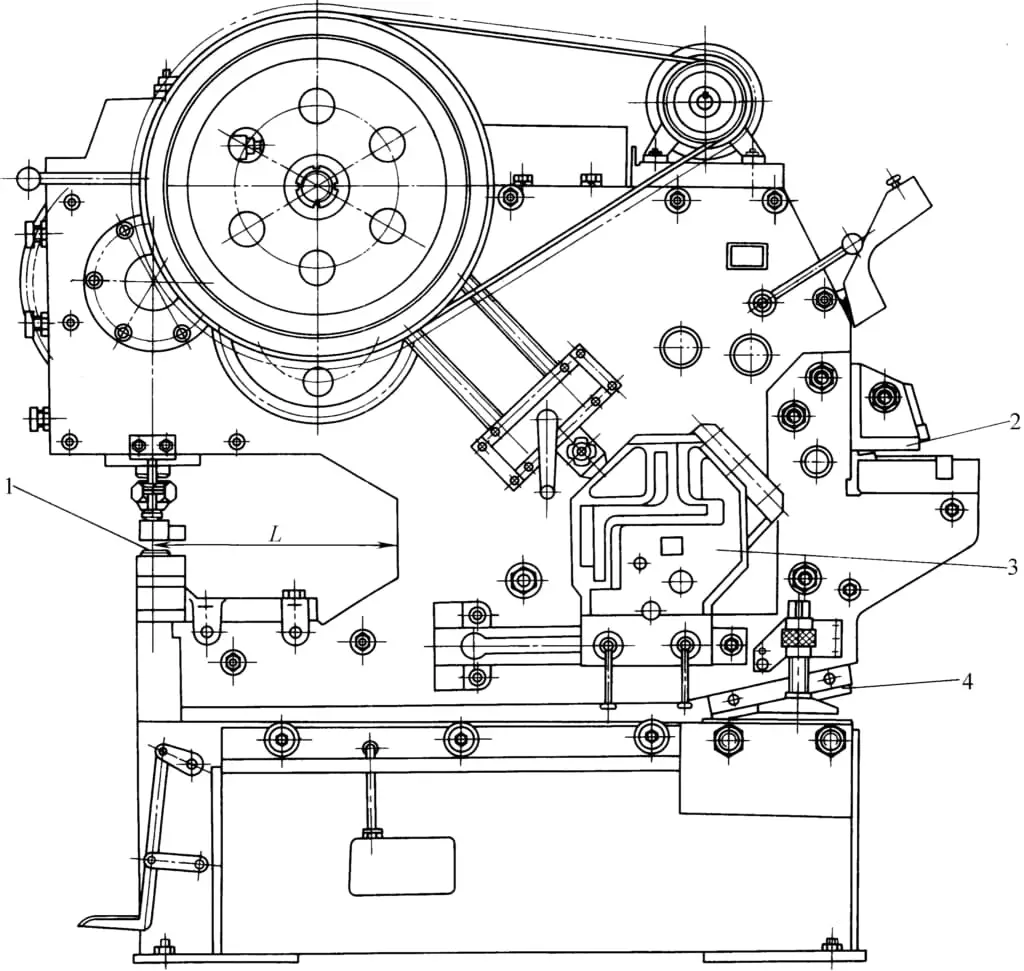
Зоны резки листового металла и штамповки расположены на другой стороне корпуса машины, что облегчает загрузку и разгрузку, а также резку длинных полос листового металла. Поскольку профили часто имеют стержневую форму, например, угловая сталь, швеллерная сталь и круглая сталь, режущая кромка часто располагается в брюшной части корпуса машины, как показано на рис. 8-3-7, в закрытой конструкции. Весь корпус станка расположен компактно, что также повышает жесткость корпуса станка, что благоприятно сказывается на повышении точности резки профиля.
Система трансмиссии машины для обработки железа в основном включает в себя одинарный эксцентриковый вал (см. рис. 8-3-7a) и двойной эксцентриковый вал (см. рис. 8-3-7b, c). Одинарный эксцентриковый вал имеет простую конструкцию, малый вес и широко используется. Двойной эксцентриковый вал имеет более сложную конструкцию, он тяжелее и используется в некоторых крупных машинах для обработки железа.
В системе передачи ползун вырубной части и держатель ножа стригальной части приводятся в движение двигателем через клиновой ремень, редуктор, эксцентриковый вал, шатун и рычажный механизм для преобразования вращательного движения в линейное возвратно-поступательное или качательное движение, приводя ползун и держатель ножа в движение для выполнения вырубных и стригальных работ на верхнем штампе вырубной части, верхнем ноже стригальной части, верхнем штампе ножниц и подвижном ноже профильной стрижки в соответствии с диаграммой рабочего цикла.
В верхней части ползуна перфорации и держателя ножа ножниц установлены пружины, которые уравновешивают вес ползуна и держателя штампа и ножа, обеспечивая плавную работу системы передачи и безопасность эксплуатации.
В дополнение к общим конструктивным формам станков для обработки железа отечественные производители разработали вертикальный станок для резки пластин и профилей типа QR32-8, как показано на рис. 8-3-8, который отличается новым внешним видом, компактной структурой, небольшими размерами, малым весом и небольшой площадью, что делает его удобным для широкого круга пользователей в машиностроении, строительстве и ремесленном производстве.
Станок для обработки железа - это многоцелевое оборудование для резки и штамповки стали, предназначенное для мелкосерийного производства. По сравнению с прессами и ножницами имеет меньшее количество вспомогательных функциональных компонентов, что приводит к снижению точности обработки и уровня автоматизации, поэтому меньше используется на предприятиях с крупносерийным производством







