Изучение 4 ключевых технологий резки с ЧПУ
Представьте себе машину, которая может резать металл, как нож масло. Это и есть сила резки с ЧПУ...
Представьте себе, что вы прорезаете такие прочные материалы, как металл, камень или стекло, только с помощью высокоскоростной струи воды. Высокое давление станки гидроабразивной резки именно так и поступают, совершая революцию в области точной резки в различных отраслях промышленности. В этой статье рассматриваются принципы, типы и уникальные особенности этих мощных инструментов, а также то, как они вырезают сложные конструкции без нагрева и вредных испарений. Узнайте, как струи воды под высоким давлением делают возможной более чистую и точную резку.

Принцип резки водой под высоким давлением заключается в нагнетании воды до сверхвысокого давления 100~400 МПа, а затем подаче ее на разрезаемую деталь через дроссельное отверстие (Φ0,15 ~ Φ0,4 мм) со скоростью в 2~3 раза выше скорости звука, преобразуя потенциальную энергию воды в кинетическую энергию водяной струи, со скоростью потока до 900 м/с или более. Используя воздействие высокоскоростной, высокоэнергетической плотной струи воды, подобно острому лезвию, она выполняет резку.
Диапазон материалов, которые можно резать с помощью технологии резки водой под высоким давлением, очень широк и позволяет резать многие материалы, которые обычными методами резать невозможно или сложно, например, различные металлы и их сплавы (нержавеющая сталь, титан, алюминий, медь и т.д.), керамические материалы, стекло, камень, дерево, хвойные породы, пластики, резину, многослойные композитные материалы, сотовые материалы, бетон и т.д.
В основном используется для резки неметаллических материалов, имеет простое оборудование и низкую стоимость, но при этом обладает меньшей режущей способностью.
Абразивные частицы добавляются в струю воды и после смешивания образуют абразивную струю. Струя воды служит носителем для ускорения абразивных частиц. Благодаря большой массе и высокой твердости абразива кинетическая энергия абразивной водяной струи значительно возрастает, что делает ее основным методом резки металлы.
Вода под высоким давлением и абразивные материалы подаются в режущий пистолет по трубам, смешиваются в смесительной камере режущего пистолета, а затем выпрыскиваются из сопла, при этом давление воды обычно составляет 100~400 МПа.
Вода и абразив предварительно смешиваются в резервуаре под давлением, затем смешанная абразивная суспензия направляется в сопло режущего пистолета для распыления, при относительно низком давлении воды, обычно в пределах 20~100 МПа.
(1) Повышение температуры в зоне резания очень мало, температура в зоне резания ниже 100°C, на заготовке нет тепловой деформации или зоны термического воздействия, поэтому материал и свойства разрезаемого материала не изменяются.
(2) Высокое качество реза, без заусенцев, шлака, режущая поверхность вертикальная, ровная и имеет высокую степень гладкости.
(3) Ширина разреза относительно небольшая. При резке чистой водой диаметр водяной струи составляет 0,1~0,5 мм; отверстие сопла для абразивного типа составляет около 1,2~2,5 мм.
(4) Резка может начаться или остановиться в любой точке заготовки.
(5) Не производит газов или пыли, вредных для здоровья человека.
(6) Можно использовать в местах, где открытый огонь строго запрещен.
Основная проблема - слишком громкий шум, достигающий 98~106 дБ, с пиковой частотой шума 2~3 кГц, что довольно жестко, поэтому операторы должны носить беруши.
Как правило, гидроабразивный станок высокого давления состоит из генератора воды высокого давления, режущего пистолета и сопла, приводного устройства, устройства очистки воды и резервуара для сбора воды, как показано на рисунке 1.
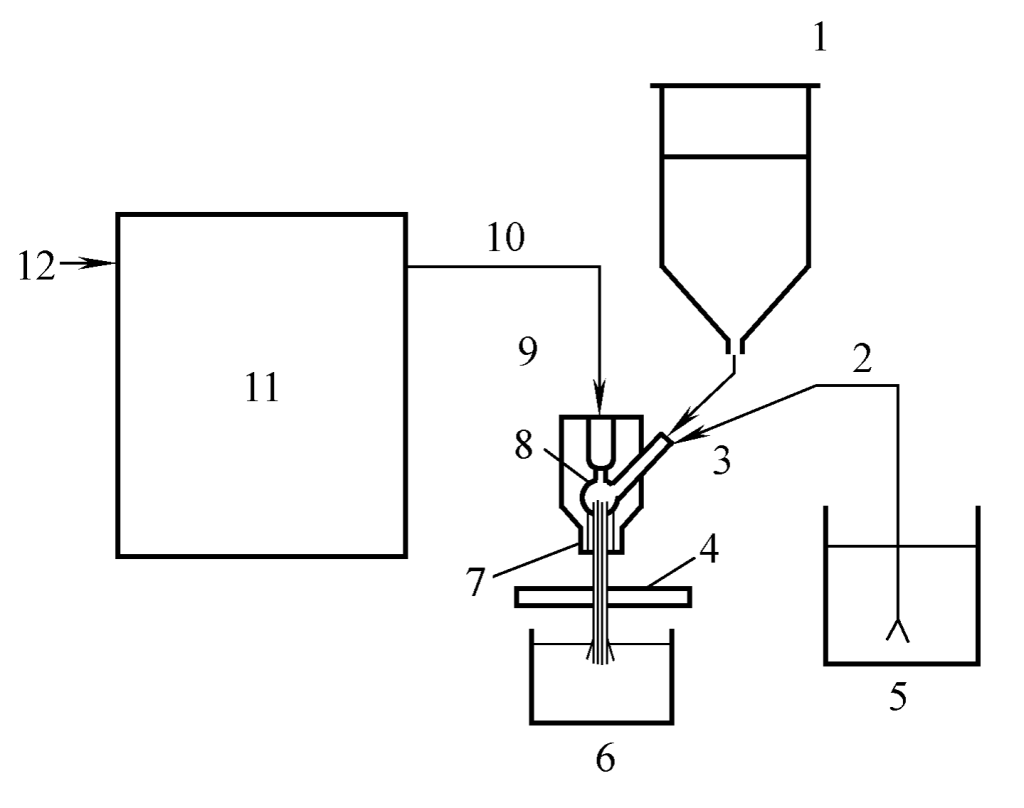
1 - бункер для абразива
2 - Абразив или шлам
3 - вход для абразива
4 - Заготовка
5 - Резервуар для подачи абразивного шлама
6 - Резервуар для сбора воды
7 - Насадка для абразива
8 - Водяная форсунка
9 - Режущий пистолет
10 - Вода под высоким давлением
11 - Насос сверхвысокого давления
12 - Вход для воды
Как правило, бустер используется для повышения высокого давления воды, подаваемой насосом, с 20~32 МПа до сверхвысокого давления 100~400 МПа.
Структурная схема режущего пистолета и компонентов сопла показана на рисунке 2. Сопла типа "чистая вода" в основном изготовлены из алмаза или сапфира, имеют простую структуру, а отверстие сопла имеет прямую цилиндрическую форму диаметром 0,1~0,5 мм.
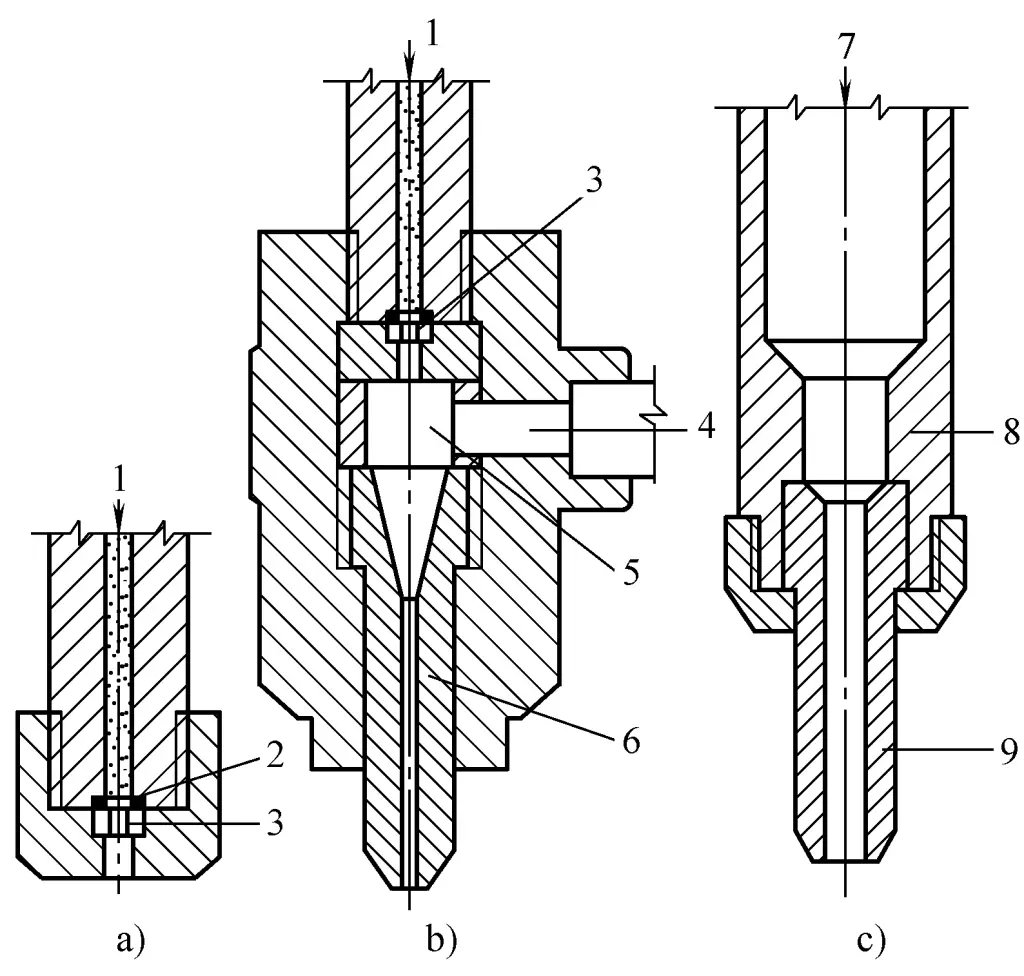
a) Тип чистой воды
b) Высокое давление с абразивным типом
c) Низкое давление с абразивным типом
1-Высокое давление воды
2 - Уплотнительная прокладка
3-Водопроводная насадка
4-Абразивный
5-Смесительная камера
6-Абразивная насадка
7-Вода под высоким давлением, смешанная с абразивом
8 Корпус всех режущих пистолетов
9 Форсунка
Структура абразивного типа (высокого давления) относительно сложна, где материал и отверстие водяного сопла такие же, как у чистого водяного типа, в то время как абразивное сопло обычно изготавливается из твердых сплавов, таких как карбид вольфрама. Канал сопла состоит из двух секций, верхняя часть представляет собой конус с медленно меняющейся конусностью, а нижняя часть - очень длинный прямой цилиндр с отверстием 1~2 мм. Сопло, используемое в виде предварительно смешанного абразива низкого давления (см. рис. 2c), также изготовлено из карбида вольфрама, но его коническая часть короче.
Как правило, рабочий стол перемещается по оси X, а режущий пистолет - по оси Y. Максимальная скорость движения составляет около 50 м/мин. Точность позиционирования может достигать ±0,1 мм, а точность повторяемости - ±0,03 мм. В процессе резки для поддержания относительно стабильного расстояния между соплом и заготовкой обычно используется емкостное устройство автоматической регулировки высоты при резке металла.
Включает в себя фильтрацию и химическую обработку. После фильтрации взвешенных частиц в воде размером более 0,45 мкм, ионный обмен или обратный осмос используются для химической обработки, чтобы удалить другие нежелательные соединения в воде.
Используется для сбора выброшенной воды и абразивов. Поскольку выброшенная струя воды и абразивы все еще имеют остаточную кинетическую энергию и шум, металлические шарики обычно помещают в резервуар для сбора воды для буферизации.
(см. таблицу1)
Таблица 1 Твердость различных абразивных материалов
| Абразив | Значение твердости (твердость по Моосу/Виккерсу) |
| Кварцевый песок (SiO2 ) | 7/1000 |
| Оливин (Mg2SiO4 , Fe2SiO4 ) | 6.5/800 |
| Никелевый шлак (Fe2O3 , SiO2 и т.д.) | 7/1000 |
| Медный шлак (Fe2O3 , SiO2 и т.д.) | 7~7.5/1000~1200 |
| Алудурский песок (Fe2O3 , SiO2 , Эл2O3 ) | 7~7.5/1000~1200 |
| Силикат циркония (ZrSiO4 ) | 7.5/1200 |
| Корунд (Al2O3 ) | 9/2100 |
Таблица 2 Параметры процесса абразивной резки металлических материалов водой под высоким давлением
| Материал | Материал Толщина/мм | Давление воды/МПа | Диаметр сопла/мм | Скорость резки/мм-мин-1 |
| Сталь C-Mn | 12 | 75 | 3 | 50 |
| 25 | 75 | 25 | ||
| 30 | 75 | 20 | ||
| 50 | 69 | 15 | ||
| Нержавеющая сталь | 3 | 75 | 3 | 200 |
| 8 | 70 | 60 | ||
| 10 | 69 | 35 | ||
| 50 | 70 | 15 | ||
| 25 | 245 | 0.33/1.2 | 30 | |
| 50 | 10 | |||
| 50 | 196 | 0.4/1.5 | 15 | |
| 13 | 309 | 0.25/0.76 | 150 | |
| 25 | 70 | |||
| Алюминий | 3 | 90 | 3 | 500 |
| 3 | 69 | 350 | ||
| 85 | 196 | 0.4/1.3 | 20 | |
| 3 | 206 | 0.3/1.2 | 750 | |
| 80 | 0.46/1.6 | 20 | ||
| 150 | 0.46/1.6 | 10 | ||
| 1.6 | 309 | 0.25/0.76 | 1270 | |
| 12 | 500 | |||
| 100 | 500 | |||
| Алюминиевый сплав | 6 | 69 | 3 | 250 |
| 10 | 69 | 125 | ||
| 12 | 74 | 130 | ||
| 25 | 90 | 70 | ||
| Сталь + вольфрамо-хромо-кобальтовый сплав (2 мм) | 17 | 69 | 3 | 50 |
| Сталь + вольфрамо-хромо-кобальтовый сплав (6 мм) | 31 | 69 | 3 | 60 |
| Сталь + вольфрамо-хромо-кобальтовый сплав (8 мм) | 18 | 69 | 3 | 15 |
| Низкоуглеродистая сталь | 3 | 75 | 3 | 210 |
| 10 | 69 | 32 | ||
| Железо | 25 | 245 | 0.46/1.6 | 20 |
| 50 | 10 | |||
| 12 | 309 | 0.25/0.76 | 100 | |
| 50 | 70 | |||
| 175 | 10 | |||
| Сталь Mn30%-Al18% | 10 | 75 | 3 | 40 |
| Медь | 3 | 75 | 3 | 150 |
| Титан | 12 | 69 | 3 | 36 |
| 25 | 25 | |||
| 4 | 206 | 0.33/1.2 | 600 | |
| 10 | 0.46/1.6 | 140 | ||
| 25 | 0.46/1.6 | 40 | ||
| Чугун с шаровидным графитом | 15 | 309 | 0.25/0.76 | 150 |
| Сплав инконель | 2 | 245 | 0.46/1.6 | 900 |
| 15 | 80 |
Примечание: Значение отверстия сопла равно диаметру сопла для чистой воды / диаметру сопла для абразива.