
Обработка отверстий: Оборудование, инструменты и операции
Как машины получают идеальные отверстия? От крошечных гаджетов до огромных заводских инструментов - точные отверстия играют ключевую роль. В этой статье...
Представьте, что вы пытаетесь вырезать скульптуру из алмаза. Обработка сложных материалов, таких как титан и инконель, представляет собой аналогичную задачу в мире производства. Эта статья посвящена тонкостям резки этих неподатливых веществ и рассказывает об инструментах и методах, которые делают это возможным. Узнайте, как современные технологии и мастерство объединяются, чтобы придать форму, казалось бы, не поддающемуся обработке материалу, и откройте для себя идеи, которые могут коренным образом изменить ваш подход к обработке сложных материалов.

По сравнению с обычными металлическими материалами труднообрабатываемые металлические материалы имеют значительные различия в химическом составе, металлографической структуре, физико-механических свойствах и плохо поддаются обработке. Поэтому в процессе резания необходимо гибко применять знания принципов резания в соответствии с характеристиками обрабатываемого материала, а также специально подбирать материалы токарного инструмента и геометрические углы инструмента.
Из-за большого количества типов этих материалов здесь будут представлены лишь некоторые из наиболее распространенных труднообрабатываемых металлических материалов.
Благодаря добавлению многих легирующих элементов в металлические материалы, их физические и химические свойства были адаптированы к требованиям использования, но это привело к большим трудностям при резке металла.
В этом разделе кратко описаны характеристики резания, выбор материала инструмента, выбор угла наклона инструмента и определение параметров резания для нескольких распространенных и представительных специальных, труднообрабатываемых металлических и неметаллических материалов, находящихся в производстве.
Чем выше прочность или твердость материала заготовки, тем больше сила резания и выше температура резания, что ускоряет износ инструмента.
Кроме того, при резке материалов с высокой твердостью длина контакта между режущей кромкой и стружкой меньше, а сила резания и тепло концентрируются вблизи режущей кромки, что легко приводит к отслоению или даже сколу режущей кромки. Это более очевидно для хрупких инструментальных материалов, таких как цементированный карбид. Поэтому обрабатываемость таких материалов невысока.
Чем выше пластичность материала заготовки, тем больше деформация стружки, тем больше выделяется тепла при резании и тем легче стружка прилипает к инструменту, что ускоряет его износ.
Однако если пластичность материала заготовки слишком низкая, длина контакта между режущей кромкой и стружкой будет очень мала, что также приведет к сильному износу инструмента. Поэтому, независимо от того, слишком высока или слишком низка пластичность материала заготовки, обрабатываемость будет плохой.
Чем выше жаропрочность материала заготовки, тем больше он способен сохранять высокую прочность и твердость при высоких температурах, что затрудняет процесс резки.
Чем сильнее абразивная способность материала заготовки, тем больше износ инструмента и хуже обрабатываемость.
Чем ниже теплопроводность материала заготовки, тем хуже отводится тепло при резании, тем выше температура резания, тем сильнее износ инструмента и хуже обрабатываемость.
По химическому составу нержавеющую сталь можно разделить на хромистую (например, Cr13, 4Cr14 и т.д.) и хромоникелевую (например, 1Cr18Ni9Ti). Токарные характеристики нержавеющей стали следующие:
1) Нержавеющая сталь обладает высокой прочностью и твердостью при высоких температурах. Например, аустенитная нержавеющая сталь сохраняет свою механические свойства даже при температурах до 700°C, что затрудняет резку и обеспечивает высокую стойкость к резанию.
2) Высокая пластичность и хорошая вязкость приводят к большим деформациям при резании и, соответственно, к большим усилиям и нагреву при резании.
3) Плохая теплопроводность, теплопроводность от 1/4 до 1/2 теплопроводности среднеуглеродистой стали, что приводит к повышению температуры резания на токарном инструменте, ускоряя его износ.
4) Сильная склонность к адгезии. В процессе резания стружка легко прилипает к инструменту, образуя нарастающие кромки, затрудняя получение хорошего качества поверхности и легко вызывая износ режущей кромки.
5) Обрабатываемая поверхность нержавеющей стали склонна к закалке, что усугубляет износ инструмента.
6) Благодаря высокой прочности стружку трудно сломать и скрутить. В процессе резания стружка может легко забиваться, ухудшая качество поверхности и повреждая режущую кромку.
Режущая часть инструмента должна быть изготовлена из материалов с высокой твердостью, хорошей вязкостью и термостойкостью, а также низкой адгезией к нержавеющей стали.
При использовании быстрорежущей стали следует выбирать кобальтсодержащую быстрорежущую сталь и сверхтвердую молибденсодержащую быстрорежущую сталь, такую как W2Mo9Cr4VCo8 и т.д. При использовании цементированного карбида следует выбирать типы YG, такие как YG8, YG6, YG8N, YG6X и т.д. Как правило, типы YT не используются, или используются YW1 и YW2 с добавлением карбида ниобия.
Геометрические параметры токарного резца выбираются следующим образом:
1) Угол наклона обычно выбирается как γ₀ = 12° - 30°. При обработке мартенситной нержавеющей стали (например, 2Cr13) можно использовать больший угол ракеля; при обработке аустенитной + ферритной нержавеющей стали используется меньший угол ракеля; при обработке нержавеющей стали с низкой твердостью можно использовать больший угол ракеля.
2) Угол зазора обычно принимается равным α₀ = 6° - 12°, при этом больший угол зазора предпочтителен при малой толщине реза.
3) Угол входа обычно выбирается как K₀ = 60° - 75°.
4) Угол торцевой режущей кромки следует выбирать как можно меньше, k'₀ = 8°-15° для грубого точения внешних цилиндров; для тонкого точения внешних цилиндров он может быть выбран больше, но при этом угол вершины инструмента должен быть не менее 90°.
5) Угол наклона обычно принимается отрицательным, т.е. λ₀ = от -8° до -3°. Для прерывистого резания берется большее абсолютное отрицательное значение, т.е. λ₁ = от -10° до -5°.
6) Радиус носовой части инструмента r₀ = 0,5-1 мм. Для облегчения отвода стружки и скручивания часто используется дугообразная стружкоотводящая канавка.
Пример 1
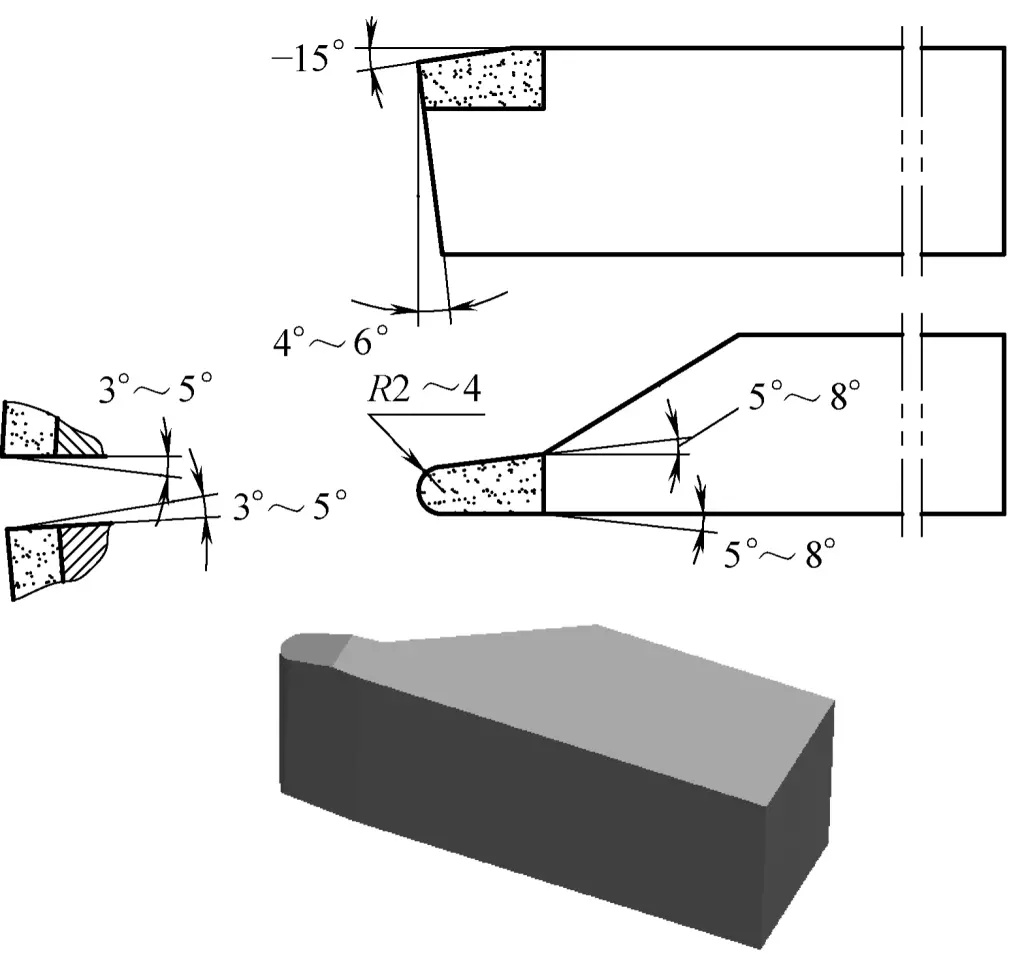
На рис. 1 показан внешний цилиндрический токарный инструмент для нержавеющей стали с углом 90° и следующими характеристиками:
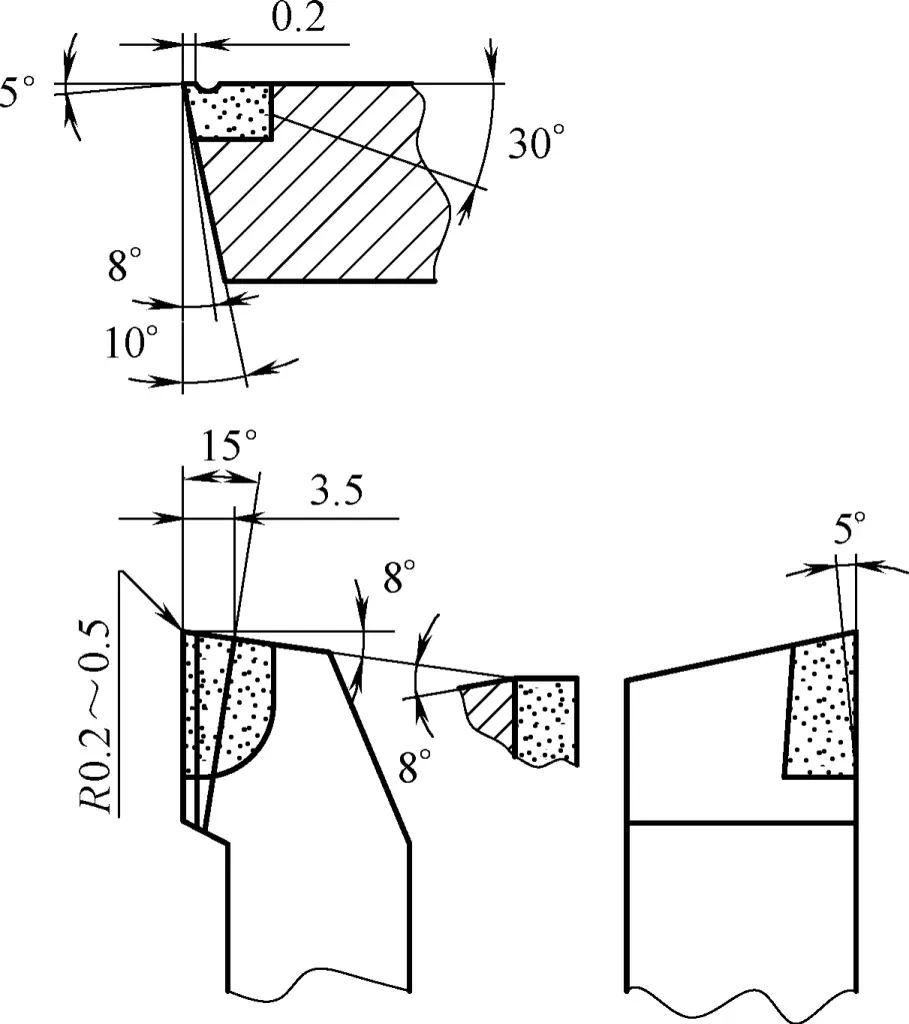
1) Материал вставки: Цементированный карбид YG8.
2) Характеристики инструмента: Главной особенностью инструмента является большой угол наклона и дугообразная канавка стружколомателя. Канавка стружколомателя имеет угол наклона 15°, образуя более широкую переднюю и более узкую заднюю части, что заставляет стружку отклоняться в сторону обрабатываемой поверхности и ломаться при ударе о заднюю часть инструмента или переходную поверхность заготовки.
3) Параметры резки: Резка происходит плавно в диапазоне v₀ = 120-150 м/мин, f = 0,2-0,4 мм/r, a₁ = 1-2 мм, с хорошим эффектом разрушения стружки.
4) Область применения: Подходит для точения заготовок из нержавеющей стали 1Cr18Ni9Ti с низкой жесткостью.
Пример 2
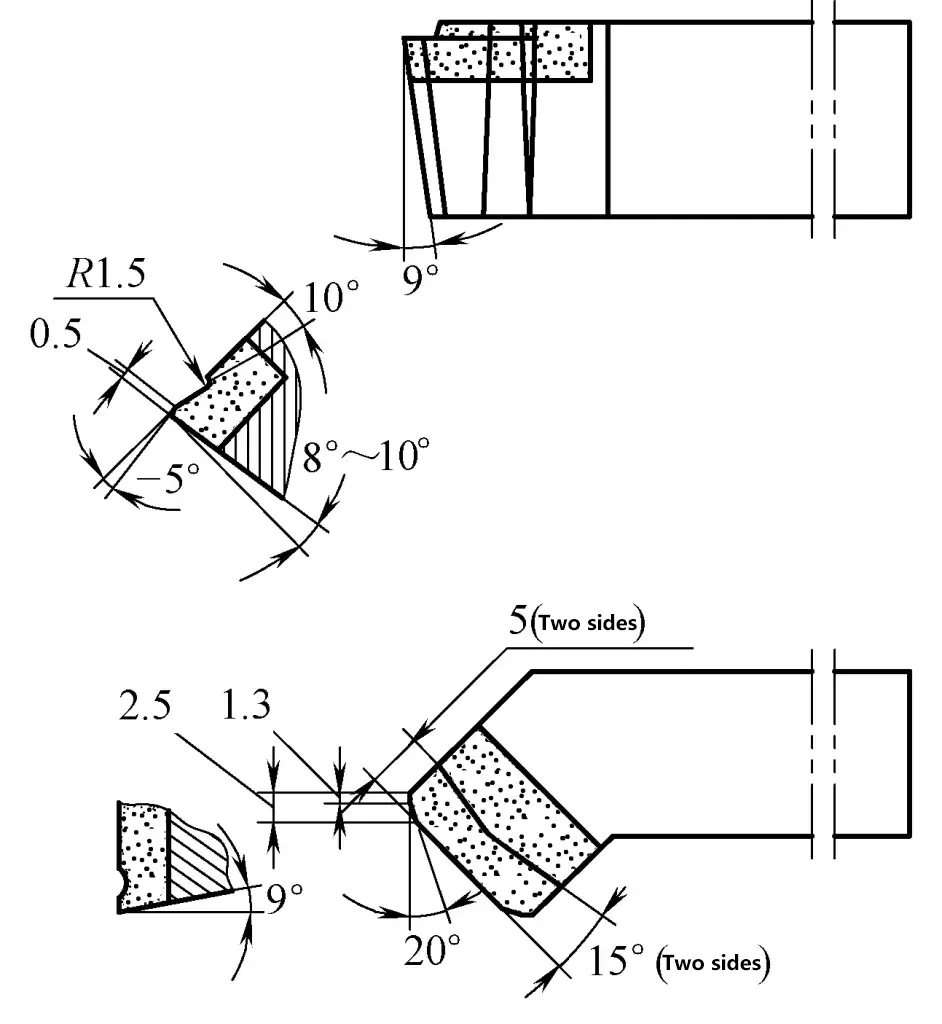
На рис. 2 показан внешний цилиндрический токарный инструмент для нержавеющей стали с углом 45° и следующими характеристиками:
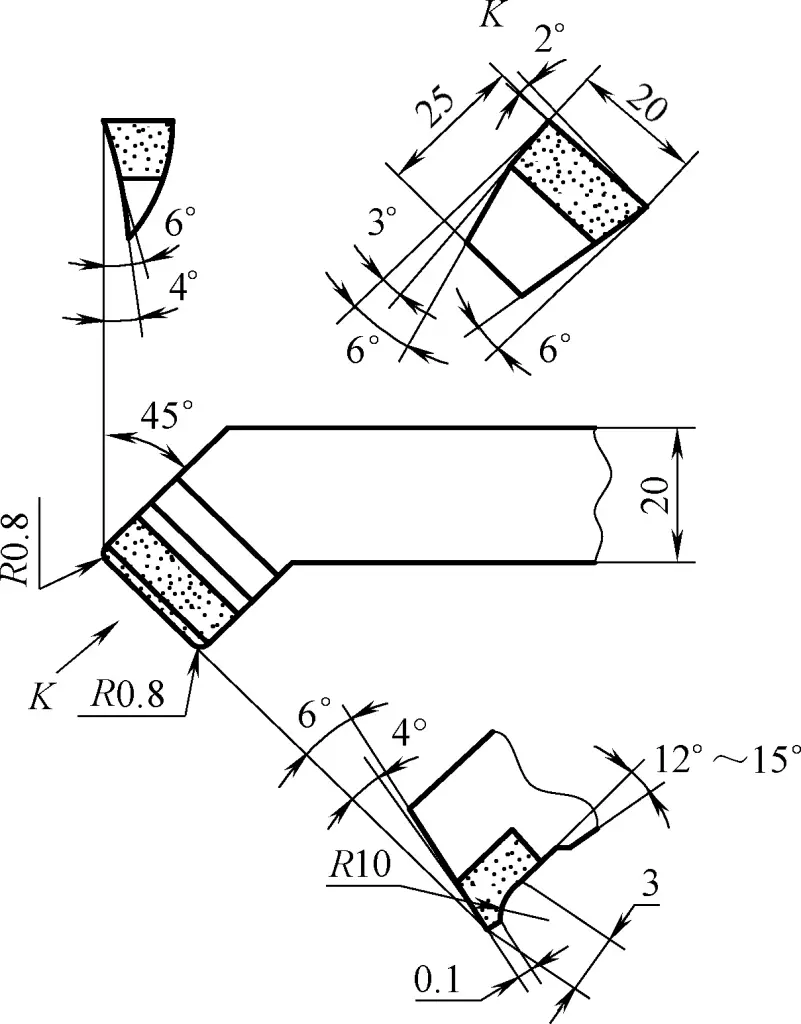
1) Материал вставки: Цементированный карбид YW1.
2) Характеристики инструмента: Инструмент имеет чрезвычайно узкую (b₀ = 0,1 мм) и сильно наклоненную (γ₁ = -10°) отрицательную фаску, а также стружколомающую канавку, состоящую из угла наклона γ₂ = 12°-15° и дуги R = 10 мм, для повышения прочности, достижения плавного разрушения стружки, преодоления явления "залипания" и достижения высокой стойкости инструмента.
Радиус носовой части инструмента относительно велик, что обеспечивает хороший отвод тепла. Обработанный шероховатость поверхности Величина Ra может достигать от 3,2 до 1,6 мкм.
3) Параметры резки: vc = 120-180 м/мин; f = 0,4-1 мм/r; ap = 4-7 мм.
4) Область применения: Подходит для полуфинишного точения нержавеющей стали хромоникелевой системы на горизонтальном токарном станке CA6140.
Пример 3
На рисунке 3 показан инструмент для обработки деталей из нержавеющей стали со следующими характеристиками:
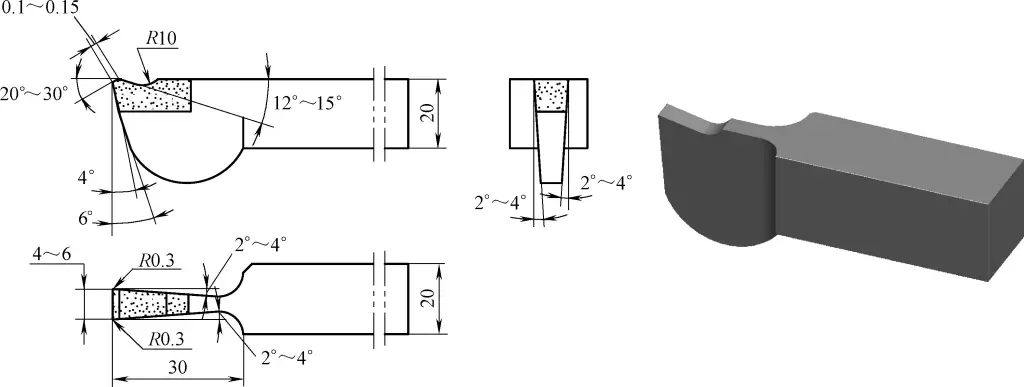
1) Материал вставки: Цементированный карбид YW1.
2) Характеристики инструмента: Имеет чрезвычайно узкую (b₀ = 0,1-0,15 мм) и сильно наклоненную (γ₁ = от -30° до -20°) фаску, а также стружкоотводящую канавку, образованную углом наклона 12°-15° и дугой R = 10 мм, что снижает силу резания и позволяет увеличить скорость подачи при операциях разделения.
Он также устраняет дефект скола кончика инструмента, вызванный налипанием стружки из нержавеющей стали, обеспечивая плавный отвод стружки.
3) Параметры резки: vc = 120-200 м/мин; f = 0,2-0,5 мм/об.
4) Область применения: Для разделения заготовок из нержавеющей стали, например 1Cr18Ni9Ti, на горизонтальных токарных станках CA6140 или CA630.
В процессе токарной обработки мы иногда сталкиваемся с сталь с твердостью 40-60 HRC после закалки. Токарные характеристики такой закаленной стали следующие:
1) Закаленная сталь обладает высокой твердостью и большим сопротивлением резанию. Например, когда сталь 45 имеет твердость 44 HRC, ее удельное сопротивление резанию на 35% выше, чем в нормализованном состоянии.
2) Закаленная закаленная сталь имеет низкую теплопроводность. Из-за высокой стойкости к резанию температура резания высока. Например, температура резания стали 45 с твердостью 44 HRC примерно на 45% выше, чем в нормализованном состоянии, что ускоряет износ инструмента и легко вызывает повреждения.
3) После закалки пластичность закаленной стали уменьшается, что приводит к меньшей пластической деформации во время резания, что снижает вероятность образования нарастающих кромок, которые могут уменьшить шероховатость обработанной поверхности.
Режущая часть токарного резца должна быть изготовлена из цементированного твердосплавного инструментального материала с хорошей теплостойкостью, износостойкостью и высокой твердостью. Для чернового точения выбирайте YT5, YW2; для получистового и чистового точения - YT30, YN10, YH1 и YH2.
Геометрические параметры токарного резца выбираются следующим образом:
1) Угол наклона обычно выбирается как γ₀ = от 0° до -10°. Чем выше твердость, тем больше должно быть абсолютное значение отрицательного угла ракеля. При выборе γ₁ = 0° необходимо отшлифовать отрицательную фаску шириной 2-3 мм.
2) Угол зазора выбирается равным α₀ = 6° - 10°.
3) Угол входа обычно принимается равным K₀ = 30° - 60°. Если жесткость технологической системы хорошая, можно выбрать меньший угол входа.
4) Угол наклона концевой режущей кромки обычно принимается равным K'₀ = 6° - 15°, при этом для получистового точения значения больше, а для чистового - меньше.
5) Угол сгребания λs принимается в диапазоне от -5° до 0°, с большим отрицательным значением для полуфинишной обработки, а λs = 0° для финишной обработки. При ударных нагрузках следует принимать λs = от -20° до -10°.
6) Радиус носа принимается равным rε = 1 - 2 мм.
Пример 1
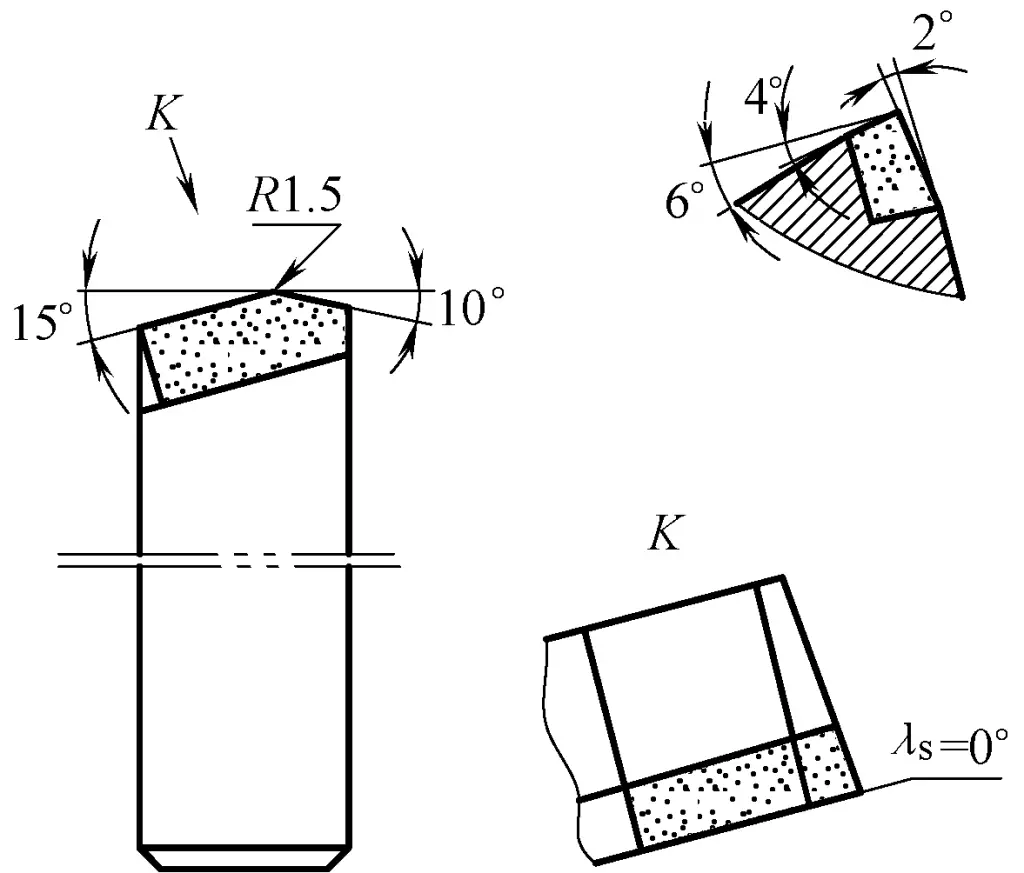
На рисунке 4 показан токарный инструмент для закаленной стали со следующими характеристиками:
1) Материал инструментальной вставки: Твердый сплав YW1, YW2 или YT30.
2) Характеристики инструмента: Инструмент имеет большой угол наклона и радиус носовой части, что обеспечивает лучшую прочность и теплоотвод для режущей части. Инструмент использует отрицательный угол наклона γ o = от -15° до -10°, что укрепляет режущую кромку.
3) Параметры резки: vc = 75-80 м/мин; f = 0,3-0,4 мм/r; ap = 0,8-1,2 мм.
4) Область применения: Подходит для точения заготовок из закаленной стали с твердостью 40-58HRC на горизонтальных токарных станках C616, C6140 или C630.
Пример 2
На рисунке 5 показан изогнутый отделочный инструмент для закаленной стали со следующими характеристиками:
1) Материал инструментальной вставки: Твердый сплав YG3 или YW1.
2) Характеристики инструмента: Угол ракеля γo = -15°, укрепляя режущую кромку. Закругленный кончик инструмента помогает уменьшить остаточную высоту, снизить шероховатость поверхности заготовки и повысить прочность кончика.
Размер радиуса носа может быть отшлифован в соответствии с требованиями к заготовке. Передняя и задняя поверхности должны быть отшлифованы, а шероховатость поверхности Ra должна составлять 0,4 мкм.
3) Параметры резки: vc = 130-160 м/мин; f = 0,2-0,3 мм/r; ap = 0,02-0,3 мм.
4) Область применения: Для финишной обработки закаленной среднеуглеродистой стали с твердостью 45-55HRC, роликовых выпуклых и вогнутых дуговых профилей, торцевых канавок и т.д.
Охлажденный чугун используется для производства крупных заготовок, таких как прокатные станы и колеса.
Охлажденный чугун - это износостойкий чугун с высокой твердостью и высокой прочностью на сжатие, обладающий износостойкостью при высоком давлении. При заточке токарных резцов для охлажденного чугуна необходимо понимать следующие особенности точения.
1) Высокая поверхностная твердость, глубина охлажденного слоя 8-40 мм, высокая термическая прочность. Обладает очень низкой пластичностью, малой длиной контакта инструмента со стружкой, высокой стойкостью к резанию и высокой температурой резания, сконцентрированной вблизи режущей кромки, что делает режущую кромку склонной к сколам.
2) Детали из охлажденного чугуна обычно имеют большие конструктивные размеры и большой общий припуск на обработку, что еще больше увеличивает сложность обработки.
3) Поверхностный слой охлажденного чугуна - это белый чугун, который является твердым и хрупким. Во время резки на нем легко образуются сколы, что приводит к браку.
4) Заготовки из охлажденного чугуна формируются методом литья, имеют неравномерный припуск на поверхности и такие дефекты, как забоины и песчаные включения. При черновом точении возникают значительные удары, которые могут легко повредить инструмент.
Материал режущей части инструмента обычно выбирается из карбидов класса YG (например, YG6, YG8), YW и YH. Кроме того, композитная керамика из глинозема или нитрида кремния также очень эффективна для чистовой и получистовой обработки охлажденного чугуна.
Выбор геометрических параметров токарного резца осуществляется следующим образом:
1) Выберите меньший угол наклона, обычно принимая отрицательное значение, γo = около -2°. Чем выше твердость, тем больше должно быть абсолютное значение отрицательного угла наклона.
2) Угол рельефа не должен быть слишком большим, αo = 4°-8°.
3) Принципы выбора угла опережения, угла наклона концевой режущей кромки, угла наклона и радиуса носовой части могут соответствовать принципам выбора токарных резцов из закаленной стали.
Пример
На рисунке 6 показан токарный станок для обработки валков из охлажденного чугуна со следующими характеристиками:
1) Материал инструментальной вставки: Карбид YG6.
2) Характеристики инструмента: Из-за высокой твердости поверхностного слоя вала меньший угол ракеля γo = -2°. Угол опережения принимается равным Kr = 15°, что относительно мало, что позволяет улучшить условия теплоотвода головки инструмента, увеличить срок службы инструмента, а также сделать вход и выход инструмента более стабильными, снижая вероятность скола кромки вала и поломки инструмента.
Радиус носовой части rε = 1-1,5 мм, и угол наклона λs = 0°, что придает наконечнику инструмента очень высокую прочность и теплоотдачу, а также повышает стабильность резания.
3) Параметры резки: vc =4~7м/мин; f=0,5~0,8мм/r; ap =3~6 мм.
4) Область применения: Подходит для обточки наружного диаметра валков из охлажденного чугуна на токарных станках.
Пример
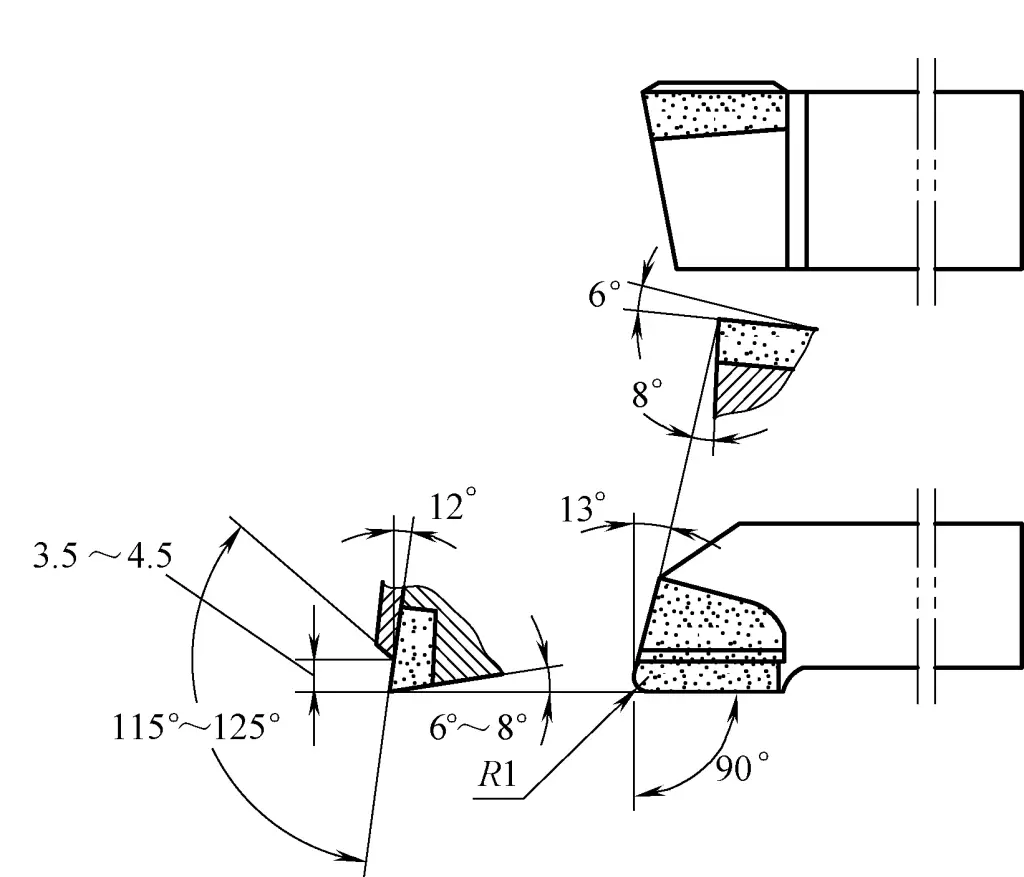
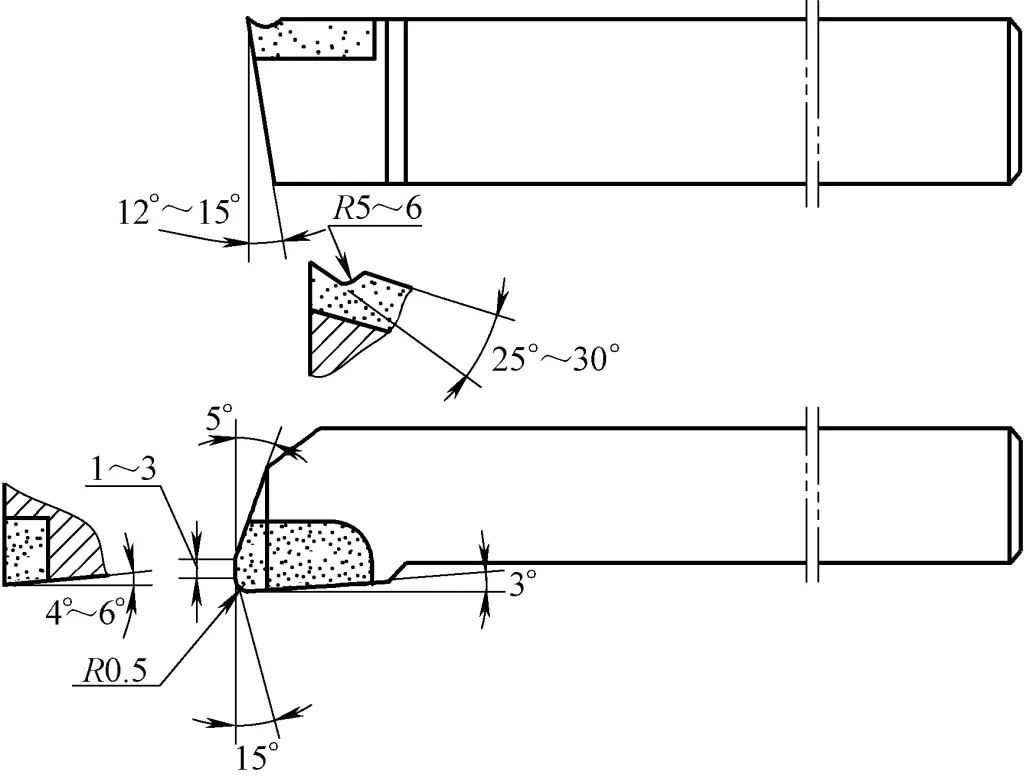
Токарный инструмент для жаропрочной легированной стали показан на рисунке 7 со следующими характеристиками инструмента:
1) Материал инструмента: Твердый сплав YT15, YG8.
2) Особенности инструмента: Имеет двойную переходную и финишную кромку; заточка с бr1 =0,5 мм, γo1 =-5°. Отрицательная фаска и передний угол γo Дуговая стружколомающая канавка =10°, хорошая прочность наконечника, хорошее стружколомание, подходит для большой подачи и интенсивной резки наружного диаметра и торцевой поверхности.
3) Параметры резки: vc =50~100 м/мин; f=0,5~1 мм/r; ap =1.5~3 мм.
4) Область применения: Токарная обработка наружного диаметра и торцевой поверхности хромоникелевой стали, хромоникельмолибденовой стали и жаропрочной легированной стали.
Токарный инструмент из быстрорежущей стали показан на рис. 8 и имеет следующие характеристики:
1) Вставка инструмента изготовлена из твердого сплава YG8; стружколоматель - из быстрорежущей стали W9Cr4V2; хвостовик инструмента - из стали 45, прошедшей обработку закалкой и отпуском.
2) Особенности инструмента: Имеет положительный угол наклона γo =12°, и приваривается отдельный стружкоотбойник из быстрорежущей стали, угол наклона λs =-6°, хороший эффект снятия стружки при токарной обработке.
3) Параметры резки.
4) Область применения: Токарная обработка наружного диаметра быстрорежущей стали и жаропрочной легированной стали.
vc =150~500 м/мин; ap и f такие же, как и для обычной стали. Однако если удаление стружки происходит неравномерно, скорость подачи f должна быть соответствующим образом уменьшена.
Эмульсия может использоваться для охлаждения и смазки при черновом точении, но использование эмульсии при чистовом точении может вызвать коррозию на заготовке, поэтому можно использовать керосин или охлаждение сжатым воздухом.
Помимо общих характеристик неметаллических материалов, таких как плохая теплопроводность и низкая прочность, резиновые материалы также обладают чрезвычайно высокой эластичностью. Поэтому при токарной обработке материал обладает высокой эластичностью и гибкостью, износостойкостью, а также хорошей химической коррозионной стойкостью и изоляционными свойствами.
Это особенно актуально для изделий из мягкой резины. Поэтому резиновые изделия широко используются в промышленности. Подавляющее большинство резиновых изделий формируется путем горячего прессования в пресс-формах, но небольшое количество компонентов требует придания формы путем резки.
Обычно выбираются такие материалы для инструментов, как: T8A, T10A, T12A углеродистая инструментальная сталь и быстрорежущая сталь W18Cr4V. При токарной обработке твердой резины с большим количеством примесей, в связи с низкой износостойкостью быстрорежущей стали и других инструментальных материалов, в зависимости от конкретных обстоятельств, могут использоваться твердосплавные инструментальные материалы.
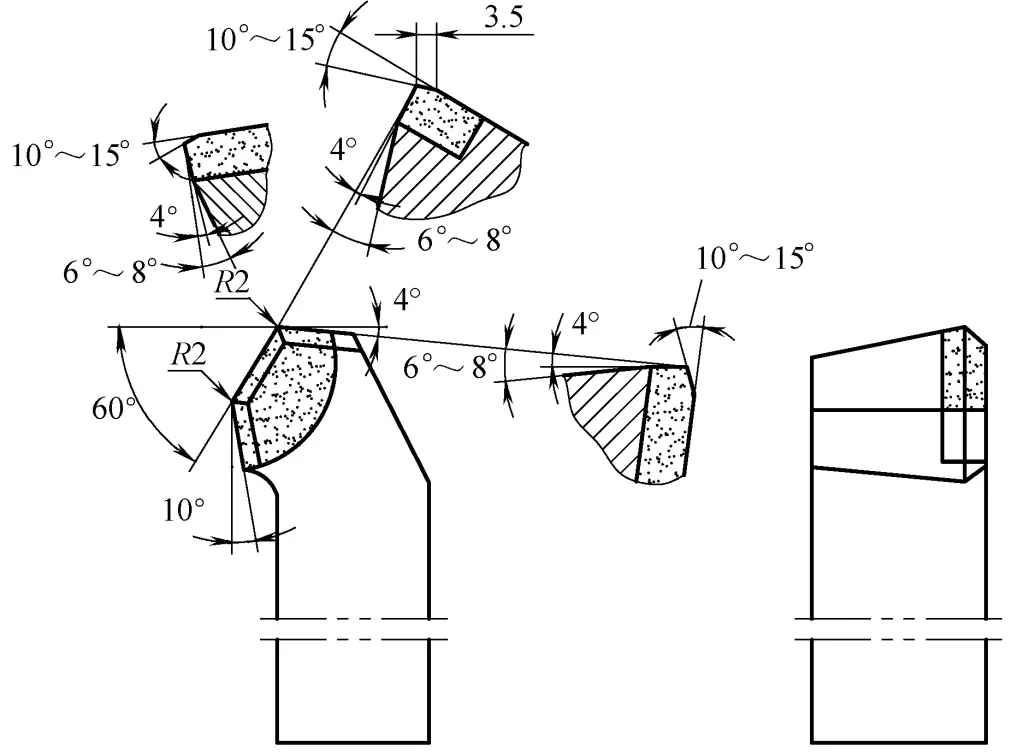
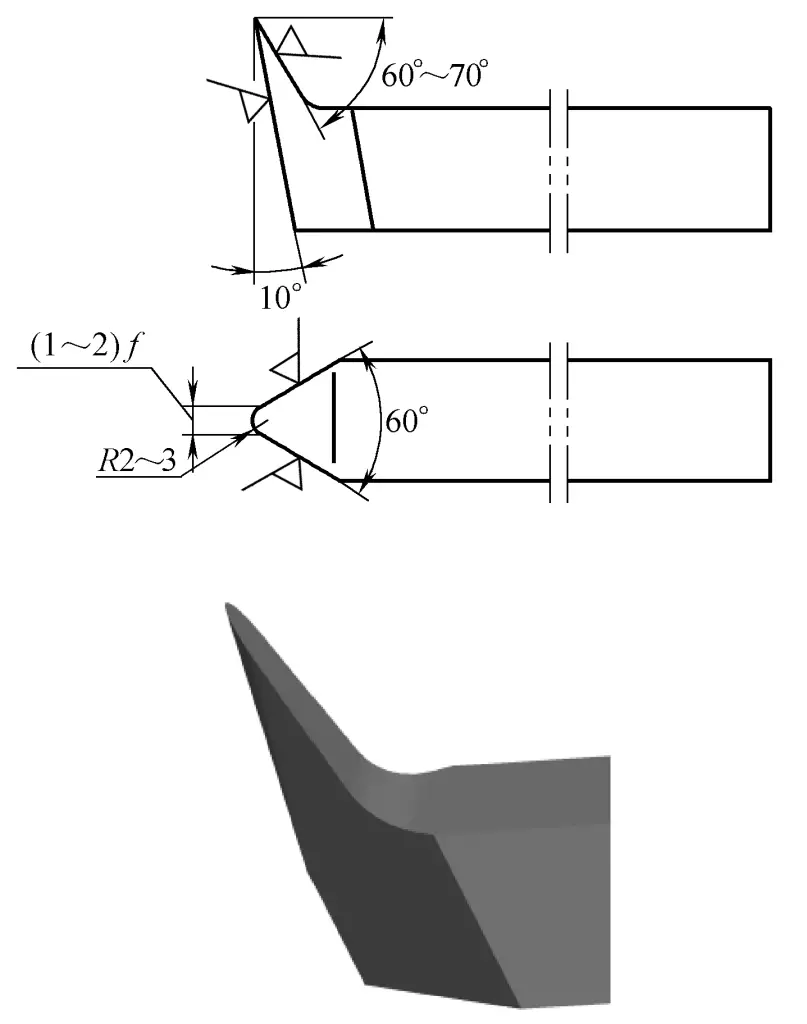
Главная особенность инструмента - обеспечить плавное вращение и сделать токарный инструмент как можно более острым, используя большой угол ракеля γ.o =65°~75° и относительно большой угол рельефа. В противном случае трудно добиться требуемой точности и хорошего качества поверхности при токарной обработке.
Для уменьшения трения между задней поверхностью токарного резца и поверхностью заготовки, рассеивания сил резания и тепла токарный резец шлифуется с круговой переходной кромкой R2~3 мм и чистовой кромкой с b'ε =(1~2)f, K' ε =0°.
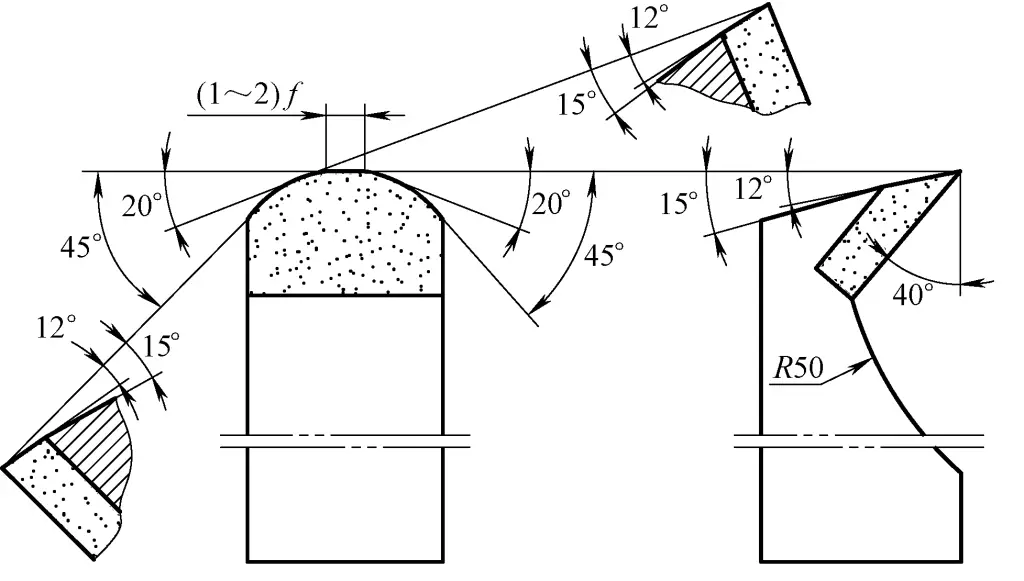
Для обеспечения плавного отвода стружки передняя часть токарного резца затачивается в стружечную канавку, состоящую из плоскости с большим углом наклона и дугообразной формы. Выбор угла для обычно используемых токарных резцов для наружного диаметра резины: угол ракеля составляет 60°~75°, угол рельефа - около 10°, угол клина - 10°~15°, как показано на рис. 9 и 10.
Из-за низкой прочности и хорошей эластичности резины при токарной обработке может возникнуть упругая деформация, поэтому особое внимание следует уделить способу зажима заготовки. Например, на патрон можно установить плоскую деревянную доску, чтобы прибить листы резины, или использовать деревянный стержень для зажима рукавов и заготовок в форме кольца, чтобы повысить способность резины сопротивляться резанию.
Производительность резания твердой и мягкой резины сильно различается, и ее следует выбирать в зависимости от формы резания, угла наклона токарного инструмента и различных типов резины. Как правило, более высокая скорость резки выбирается. Параметры резания обычно следующие: vc =100~150 м/мин, f=0,5~0,75 мм/r, ap =2~6 мм.
Масло не следует использовать в качестве смазочно-охлаждающая жидкость во время вращения, чтобы масло не разъедало резину и не вызывало деформацию. При особой необходимости можно использовать водяное охлаждение.
Однако, поскольку этот тип материала обладает низкой теплопроводностью и тепло отводится плохо, следует выбирать карбиды вольфрама-кобальта с хорошей теплопроводностью: YG8, YG6.
Геометрические параметры инструмента: Для чернового точения угол ракеля γo =40°~45°, угол рельефа αo =8°~12°; для чистового точения угол ракеля γo =45°~55°, угол рельефа αo =10°~15°, обычно угол режущего клина βo =20°~30° является подходящим.
Часть, соединяющая хвостовик инструмента и переднюю поверхность, шлифуется по большой дуге, чтобы обеспечить плавный отвод стружки. На рис. 11 показан твердосплавный токарный инструмент для обработки резины, используемый для обточки наружного диаметра крупных резиновых деталей.
Наиболее характерными особенностями при токарной обработке акрила являются: высокая температура резания вызывает деформацию и даже локальное плавление в виде наростов; при более низких температурах и чрезмерных усилиях резания может произойти хрупкое разрушение; кроме того, достижение определенной степени яркости поверхности является довольно сложной задачей.
(2) Выбор материала инструмента и геометрических углов Обычно используются такие материалы, как YG6, YG8 и W18Cr4V. Токарные резцы по акрилу используют угол ракеля 30°~40°, угол рельефа 10°~12°, угол наклона 5°~20° и другие геометрические углы, аналогичные общим токарным резцам.
Скорость подачи составляет 0,08~0,3 мм/об; Скорость резки: Для чернового точения скорость резания немного выше, чем для обычной стали; для чистового точения и точения тонкостенных заготовок скорость резания должна быть немного ниже, чем при точении стальных деталей, чтобы уменьшить деформацию, вызванную нагревом при резании. Глубина резания может быть выбрана по сравнению с деталями из обычной стали.
Токарную обработку можно разделить на: чистовую, оставляя припуск на шлифовку; получистовую, используя наждачную бумагу F400 с водой для удаления следов инструмента; чистовую, используя наждачную бумагу F600 с водой для шлифовки; полировку, используя чистый хлопок или мягкую ткань с машинным маслом и полировочной пастой для полировки.
Практика показала, что использование зубной пасты для полировки также дает очень хорошие результаты. После полировки вымойте и высушите на воздухе.
При обработке акриловых материалов обратите внимание на следующие моменты:
1) Режущая кромка должна быть острой, чтобы предотвратить деформацию заготовки и плохое качество поверхности. Используйте положительный угол наклона, чтобы предотвратить попадание стружки на обрабатываемую поверхность.
2) Глубина реза и скорость подачи не должны быть слишком большими, чтобы предотвратить разрушение и деформацию заготовки.
3) Предотвращение чрезмерной температуры, вызывающей деформацию, и чрезмерной силы резания, вызывающей хрупкое разрушение. Для этого можно использовать сжатый воздух или небольшое количество смазочно-охлаждающей жидкости для охлаждения во время обработки, чтобы контролировать температуру резания.
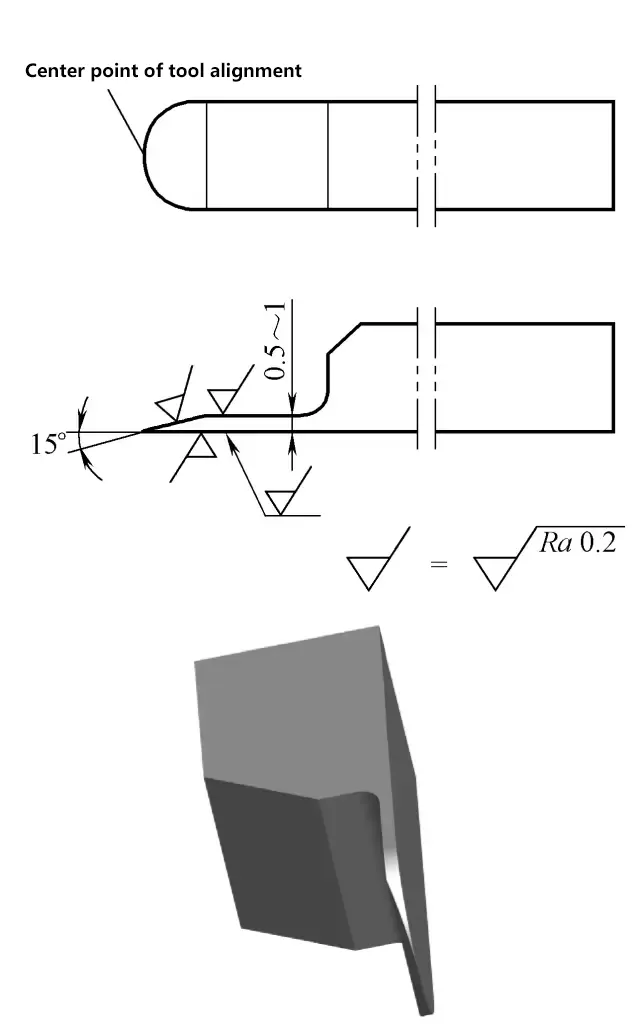
На рис. 12 показан неметаллический токарный инструмент для чистовой обработки наружного диаметра со следующими характеристиками:
1) Материал инструментальной вставки - карбид YG8, YG6.
2) Токарный инструмент имеет больший угол наклона, заточен с дуговой стружколомающей канавкой и заточен с углом наклона λs =5°, что делает резку легкой и плавной, с плавным отводом стружки, а чистовая кромка 1~3 мм обеспечивает меньшую шероховатость поверхности.
3) Параметры резки: vc =150~180 м/мин, f=0,3~0,5 мм/r, ap =0.1~0.5 мм.
4) Токарный инструмент подходит для обработки армированного тканью бакелита, твердых пород дерева, акрила, стекловолокна и других неметаллических материалов.







