
Основы шлифования: Силы, тепло и выбор инструмента
Что позволяет создавать гладкие и точные детали? Шлифование! Этот скрытый герой производства создает невероятно точную отделку. Мы изучим, как шлифование...
Вы когда-нибудь задумывались, как создаются сложные формы труб для велосипедов или мебели? Трубогиб - это искусство придания формы металлическим трубам без их разрушения, необходимое для многих отраслей промышленности. В этом руководстве рассматриваются различные техники гибки, влияние кривизны и свойств материала, а также выбор правильных инструментов. Независимо от того, новичок вы или эксперт, вы получите представление о том, как добиться точных и эффективных изгибов труб для ваших проектов.

Гибка труб Технология развивалась вместе с ростом судостроения, нефтехимии и других отраслей промышленности. В последние годы стремительно развиваются производство мотоциклов, велосипедов и металлической мебели.
При изгибе трубы отношение половины ширины трубы в направлении изгиба к радиусу изгиба определяется как кривизна.
Где:
Очевидно, что чем больше B или D и чем меньше R, тем больше кривизна.
Техника гибки труб По методу гибки можно разделить на ротационную, листогибочную, прессовую и валковую; по температуре - на холодную и горячую; а по наличию дорна - на дорногибочную и свободную.
При изгибе труб материал на внешней стороне зоны деформации подвергается тангенциальному растяжению и удлиняется, а материал на внутренней стороне подвергается тангенциальному сжатию и укорачивается. Первичным проявлением является утончение материала трубы с внешней стороны из-за удлинения, и если удлинение превышает скорость удлинения материала, труба разрывается.
С внутренней стороны сжатие приводит к избытку материала; если этот избыток превышает способность материала к ползучести, на внутренней стороне согнутой трубы образуются морщины. Для обеспечения качества гибки труб необходимо контролировать степень деформации в приемлемых пределах.
Предел деформации при изгибе - допустимая степень деформации при изгибе трубы - зависит от таких факторов, как механические свойства материала, конструктивные размеры трубной арматуры, толщина стенки и процесс изгиба. В таблице 3-11 приведены минимальные значения радиус изгиба для низкоуглеродистой стали, при условии, что отношение толщины стенки к диаметру составляет более 0,1.
Таблица 3-11: Минимальный радиус изгиба для труб из низкоуглеродистой стали (t/D ≥ 0,1)
| Методы гибки | Минимальный радиус изгиба | Методы гибки | Минимальный радиус изгиба |
| Ротационная гибка | (2 - 2,5) x Диаметр | Пресс для гибки | ≥16D |
| Пресс для гибки | (2,5 - 3) x Диаметр | Гибка рулонов | 12D |
1) Для стальных труб с большой кривизной (B/R) и отношением t/B выше 0,2 используется метод гибки вдавливанием для сгибания или обработки колена.
2) Для заготовок с малой кривизной (B/R) и малым центральным углом дуги можно использовать метод гибки под прессом с верхним и нижним штампами. Прессовая гибка обычно требует t/B > 0,1.
3) Для заготовок с малой кривизной (B/R), но большим центральным углом рекомендуется гибка на простом трубогибе. Зажимной механизм простого трубогиба, закрепленный на дорне, не ограничен длиной вращающегося рычага, как у гидравлического трубогиба.
4) Для заготовок с большим радиусом изгиба R, но и с большим центральным углом, можно использовать трехвалковую гибочную машину. Штампы просты и универсальны. Заготовки в форме кольца можно сгибать сразу в несколько колец, а затем разрезать на отдельные части.
5) Для заготовок с радиусом гиба R менее 350 мм можно рассмотреть метод намотки на гидравлическом трубогибе. Это связано с тем, что максимальный диаметр колеса оправки, включая фланец, составляет ≤800 мм, который может быть обработан на стандартном токарном станке, что значительно снижает затраты на материалы и, соответственно, общую стоимость.
При больших объемах производства и мощном технологическом потенциале радиус гиба R может быть увеличен до 1000 мм. В настоящее время несколько отечественных производителей могут выпускать автоматические трубогибы с радиусом гиба 1000 мм.
6) При проектировании штампов для гибки прямоугольных труб, когда 2,5 ≤ R/B ≤ 10, в дополнение к методу намотки следует рассмотреть другие вспомогательные средства, такие как выступающая рабочая поверхность колеса оправки или заполнение полости трубы песком или другими наполнителями.
Это связано с тем, что при гибке с большой кривизной другие методы, кроме использования оправки цепного типа, не могут гарантировать, что внутренний и внешний диаметры трубы будут одинаковыми после деформации, а оправки цепного типа очень дороги в обработке.
7) При выборе гибочных штампов следует также учитывать соотношение толщины стенки t и ширины B прямоугольной трубы в направлении гибки. Большее соотношение облегчает формовку, а меньшее - затрудняет.
Все вышеперечисленные методы выбора, за исключением второго, основаны на соотношении t/B ≥0,05. На рисунке 3-73 показан эффект изгиба с выступающим колесом оправки, заполненным желтым песком, слева, и без песка - справа. Условия изгиба: прямоугольная труба размером 30 мм × 20 мм × 1 мм, ширина в направлении изгиба 20 мм, радиус центральной линии трубы после изгиба 60 мм, влажность желтого песка около 1,5%.

Прямоугольные трубы, как правило, не используются в качестве каналов для жидкостей, а чаще всего применяются в несущих конструкциях строительных аксессуаров. Как правило, требуется только внешний диаметр и гладкость двух боковых поверхностей, а деформации внутренних поверхностей не придается особого значения. Такой подход позволяет принять меры по предотвращению морщин на видимых поверхностях.
Использование выступающего стержневого колеса в модели гибки квадратных и прямоугольных труб является эффективным средством предотвращения сморщивания боковых стенок. Благодаря длительной практике и накоплению данных было установлено, что высота выступа может быть рассчитана. Основная идея заключается в преобразовании величины сжимающей деформации внутри средней линии трубы в высоту выступа сердечника.
Расчет производится следующим образом:
Коэффициент деформации сжатия внутри средней линии, умноженный на ширину деформации внутри средней линии, минус способность материала к ползучести в естественных условиях (естественные условия означают комнатную температуру без положительного или отрицательного давления) и значение сравнения (значение сравнения означает отношение толщины материала к диаметру деформации в условиях отсутствия давления на кромке, т.е. присущую материалу способность к ползучести).
Полученное значение, умноженное на два, представляет собой увеличение длины при переходе сжатого края трубки от прямой линии к кривой.
Условие равновесия для безмятежного изгиба трубы таково:
В формуле,
Если рассчитанное значение превышает ноль, необходимо установить выступ оправки.
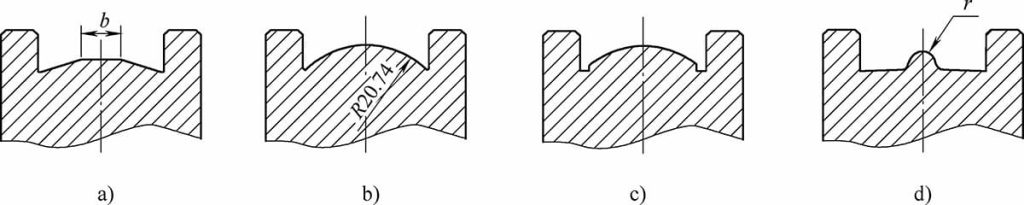
В этот момент рассчитанный результат можно добавить к длине рабочей линии колеса оправки, превратив прямой участок в дугу. Если полученная дуга слишком велика и влияет на формирование стенок с обеих сторон трубы, хорошего эффекта можно добиться, вырезав (2-4)t с каждой боковой стенки (см. Рисунок 3-74c).
Путем расчетов мы выяснили, что значение ползучести материала (2t/B×0,03) на самом деле довольно мало. В случае относительно небольшой толщины достаточно округлить вычисленный результат соответствующим образом.
Форма поперечного сечения выступа оправки может быть трапециевидной (см. Рисунок 3-74a), дугообразной (см. Рисунок 3-74b, c) или полукруглой (см. Рисунок 3-74d). Эти три формы подходят для гибки заготовок с кривизной от малой до большой соответственно.
На этапе создания прототипа, используя существующие стержневые колеса с плоским дном, можно прикрепить стальные полосы соответствующей высоты или круглые стальные прутки подходящего диаметра для пробной формовки. После сбора данных модификация стержневых колес может значительно повысить эффективность. Этот метод расчета хорошо подходит для прямоугольных труб, у которых внешняя плоскость служит внешней поверхностью.
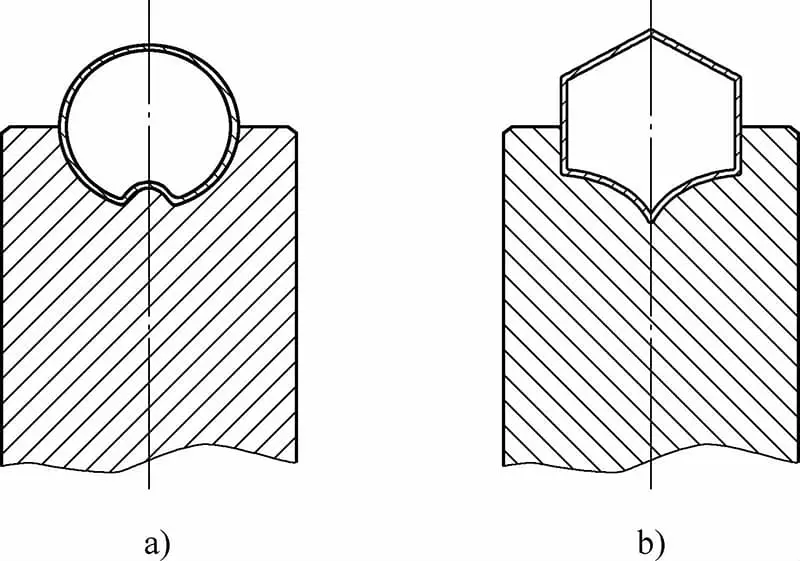
Расширяя сферу применения до гибки круглых и шестигранных труб, а также валковая штамповка из квадратных труб, является не менее значимым и эффективным, как показано на рисунке 3-75.
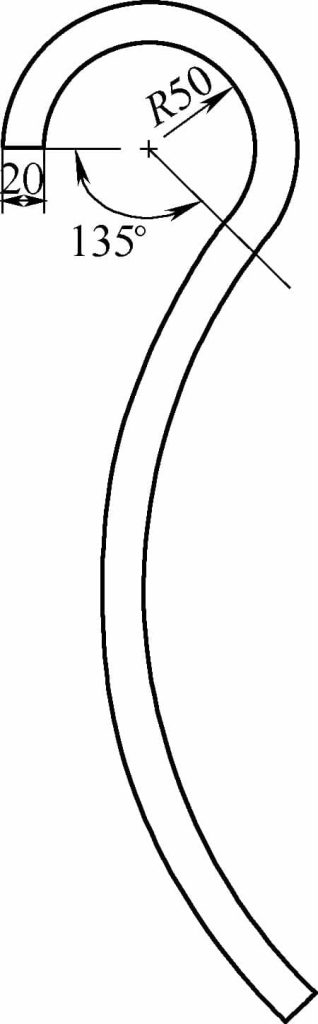
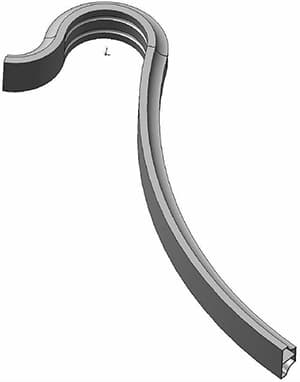
Например, рассмотрим прямоугольную трубу с внешними размерами 20 мм x 30 мм и толщиной стенки 1 мм, согнутую по ширине 20 мм до радиуса R=50 мм. Полуфабрикат после обработки показан на рисунке 3-76. Рассчитайте высоту выступа в колесе сердечника.
Дано: R = 50 мм, B = 20 мм, t = 1 мм.
Подставив эти значения в формулу, получим
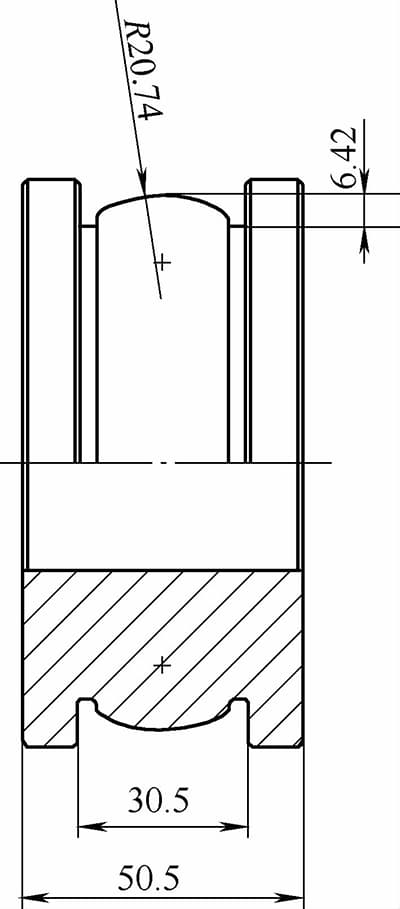
2 × (0,2 × 9 - 0,006) мм = 3,588 мм, с высотой хорды 6,42 мм, как показано на рисунке 3-77.
Когда относительный радиус изгиба трубы слишком мал (B/R ≤ 5), избыток материала на внутренней стороне осевой линии слишком велик, чтобы его можно было учесть одним изгибом. В таких случаях для обработки колеса оправки используется метод двойной кривой, также известный как метод двойного ребра, как показано на рис. 3-78.
Условия формовки, изображенные на рисунке 3-79, следующие: центральное ребро изготовлено из трубы из алюминиевого сплава толщиной 1,2 мм, шириной 50 мм и направлением изгиба B 25 мм; рабочий диаметр оправки составляет 100 мм. Трубка заполнена песком, влажность которого составляет примерно 1,5%.
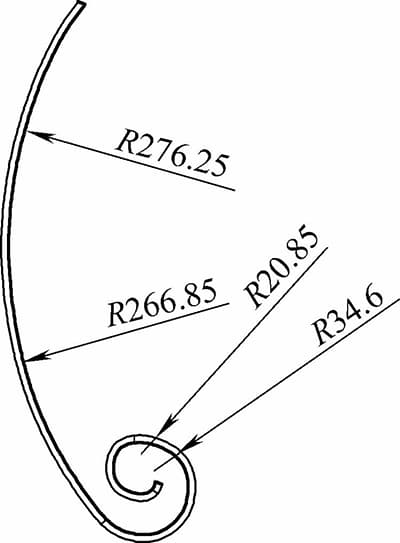
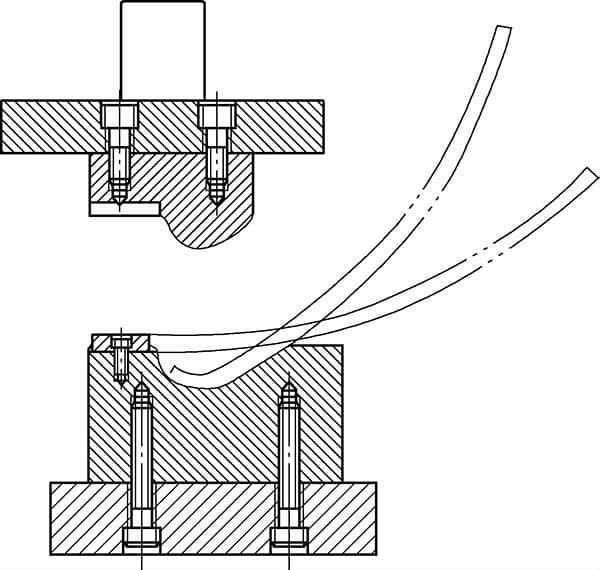
На рисунке 3-80 показан тип ножки для костра, изготовленной из холоднокатаной полого профиля трубы 40×8×0,8. Эта деталь относится к категории гибочных форм из-за вращательного движения формы. После первоначального процесса гибки, как показано на рисунке 3-81, материал фиксируется в зазоре оправки 5 кулачковым приспособлением 13 в ручной прокатной форме, и заготовка формуется поворотом рукоятки 12, как показано на рисунке 3-82.
Преимущество этой формы в том, что она позволяет формировать углы более 360 градусов.
Процесс гибки: Гибка валков большого радиуса (трехвалковый гибочный станок) → Первый изгиб (механический пресс) → Качение (ручное).
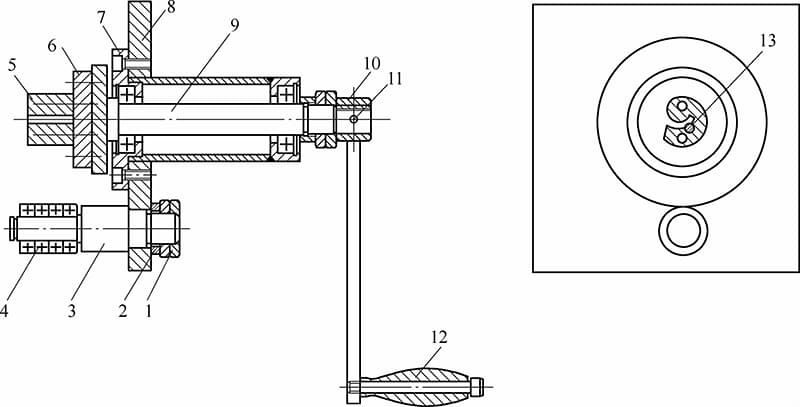
1 - Гайка 2 - Шайба 3 - Вал 4 - Подшипник 5 - Сердечник 6 - Основание сердечника 7 - Втулка подшипника 8 - Стойка колонны 9 - Главный шпиндель 10 - Втулка силового рычага 11 - Опускающийся штифт 12 - Рукоятка 13 - Кулачковый зажим







