Токарный инструмент: Классификация и советы по заточке
В этом блоге рассматриваются классификации токарных инструментов и даются важные советы по их эффективной заточке. Вы узнаете...
Представьте себе инструмент, который настолько точен, что может идеально сформировать отверстие. В этом и заключается суть точения отверстий - фундаментальной технологии в машиностроении. В этой статье вы узнаете об основах токарной обработки отверстий, начиная с ее принципов и заканчивая практическим применением. Приготовьтесь понять, как этот процесс может повысить точность и эффективность ваших проектов по механической обработке.

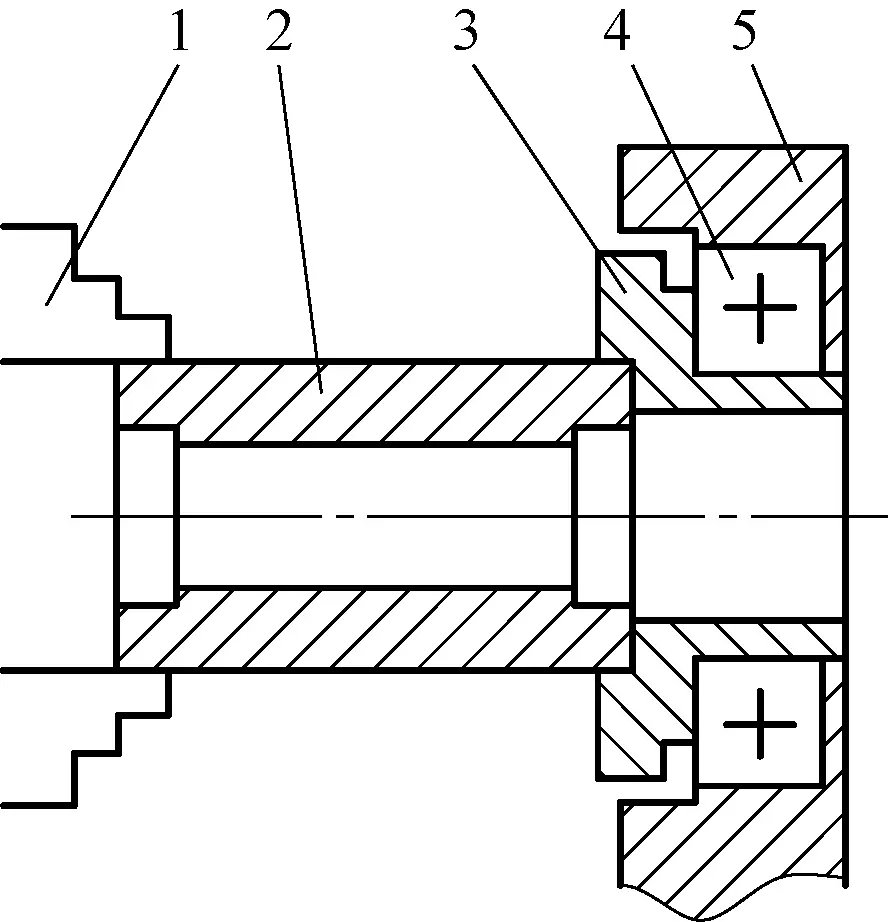
Токарная обработка обычных заготовок с отверстиями на токарном станке показана на рис. 2-137.
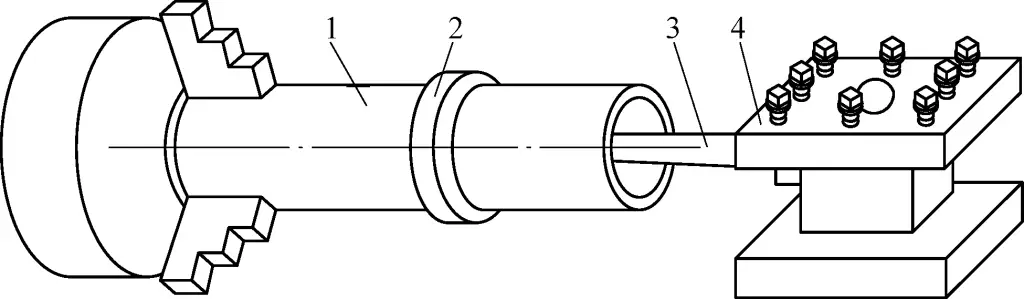
1-Антивибрационное кольцо
2-Заготовка
3-Держатель расточного инструмента
Пост с 4 инструментами
Из-за различных условий растачивания и материалов заготовок геометрические углы выбранных расточных инструментов также отличаются.
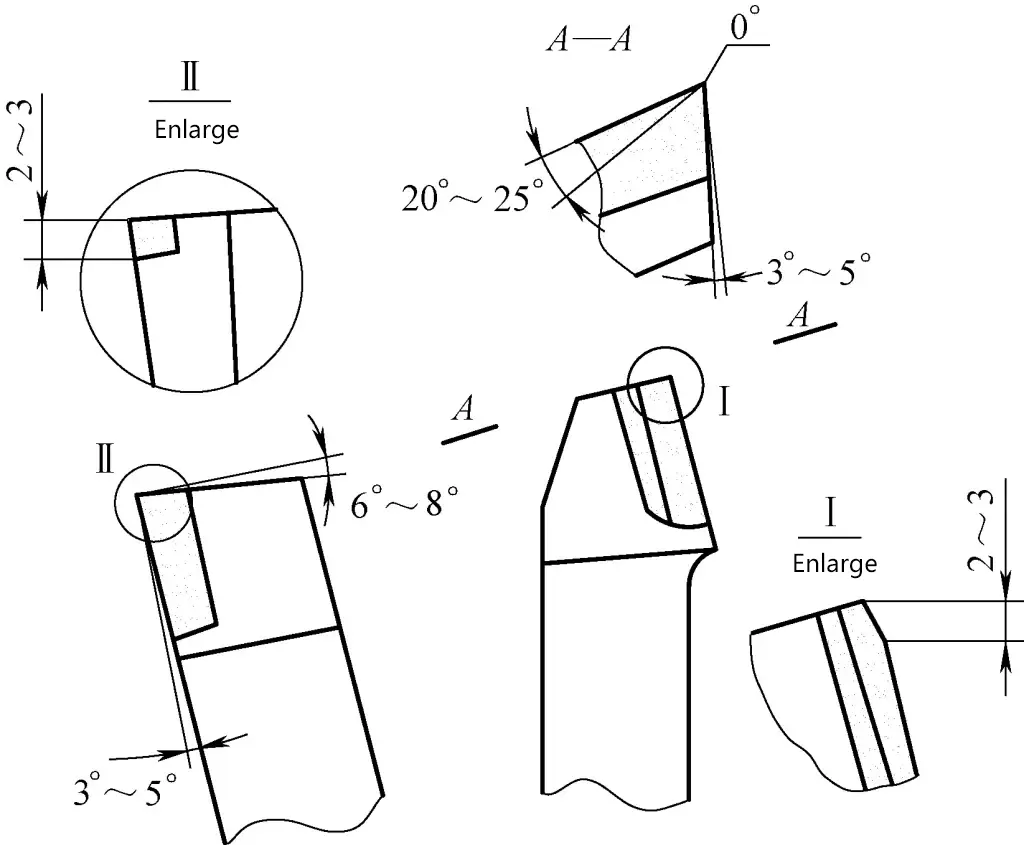
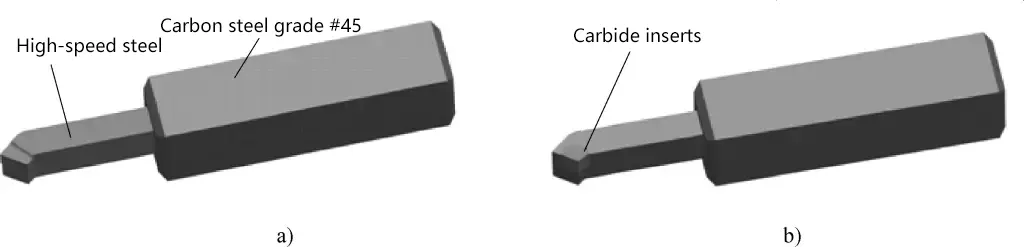
На рис. 2 показаны расточные инструменты, используемые для точения внутренних отверстий в закаленной стали (твердость 55-60HRC). На рис. 2a показан инструмент для чернового растачивания, а на рис. 2b - инструмент для чистового растачивания. Материал пластины инструмента - твердый сплав YT30, а материал державки инструмента - углеродистая сталь марки 45 с твердостью 35-45HRC после закалки.
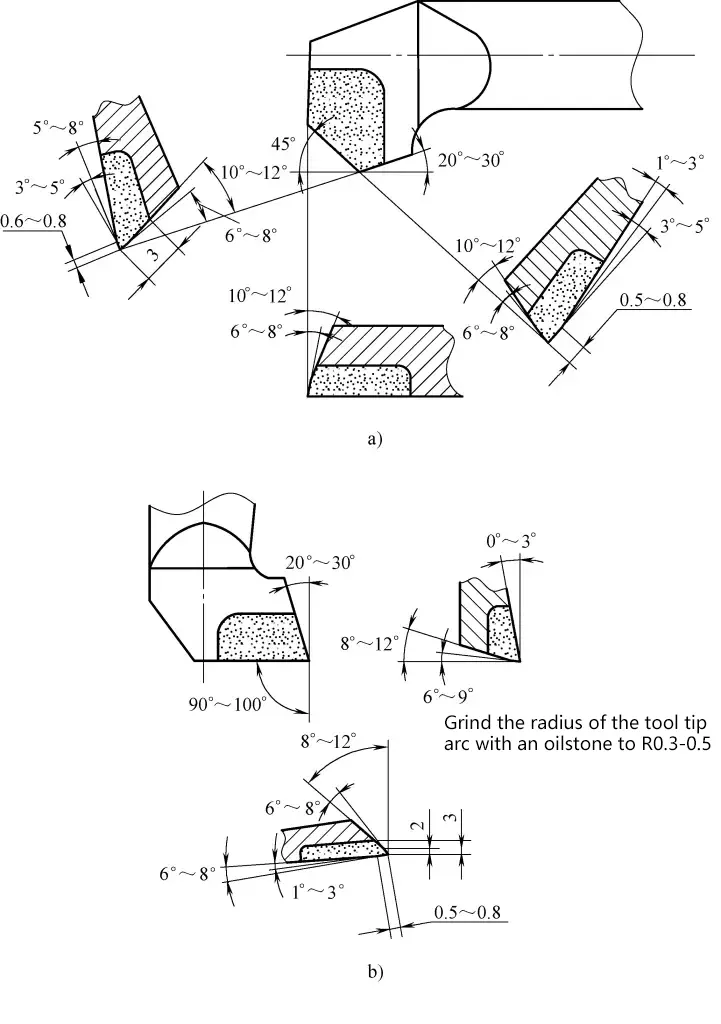
a) Инструмент для грубого растачивания
b) Инструмент для чистовой расточки
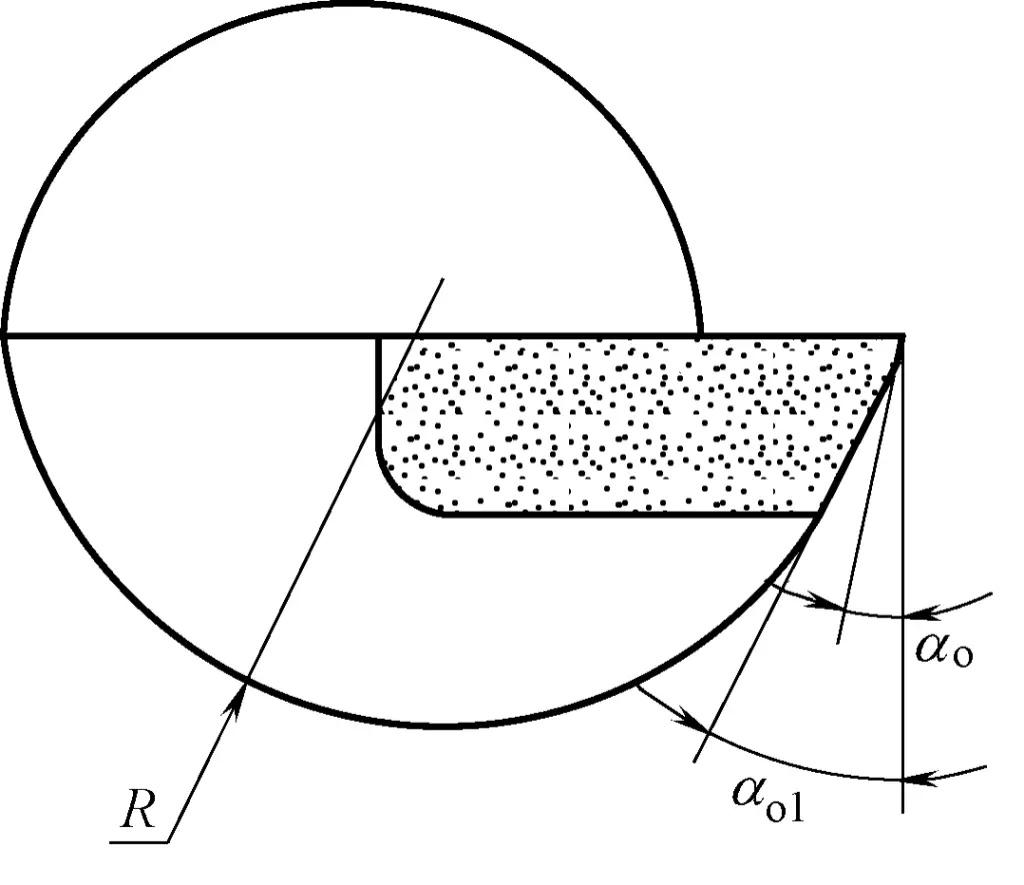
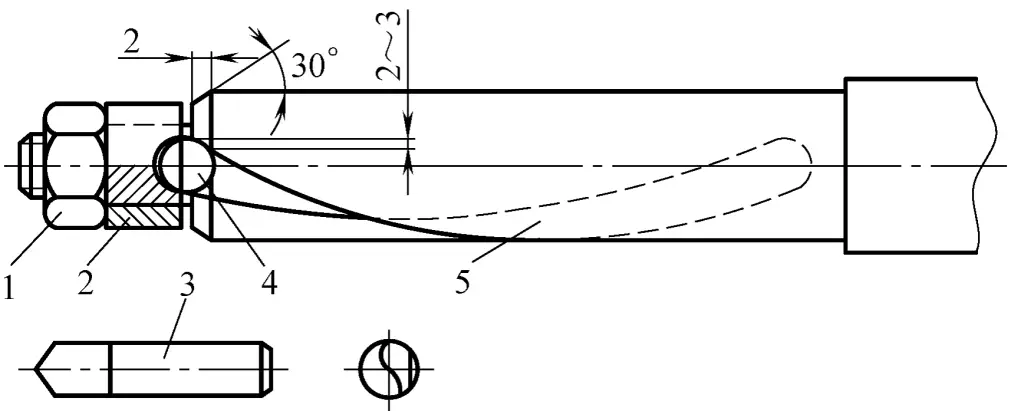
Шероховатость поверхности Ra на режущей кромке чистового расточного инструмента составляет 0,4 мкм. При растачивании небольших отверстий, если нижняя поверхность державки инструмента соприкасается и трется о внутреннюю поверхность отверстия, нижняя часть державки инструмента может быть отшлифована до R-образной круглой формы, как показано на рисунке 3.
Используемые параметры резки следующие. Поскольку обрабатываемая деталь представляет собой закаленную сталь, то скорость резки v должно быть меньше. Для чернового растачивания v=8-12 м/мин; для чистового растачивания v=12-16 м/мин. Для чернового растачивания f=0,1-0,15 мм/об; для чистового растачивания f=0,05-0,1 мм/об. При черновом растачивании глубина обратного резания a не должна превышать 0,05 мм. Режущая жидкость не используется.
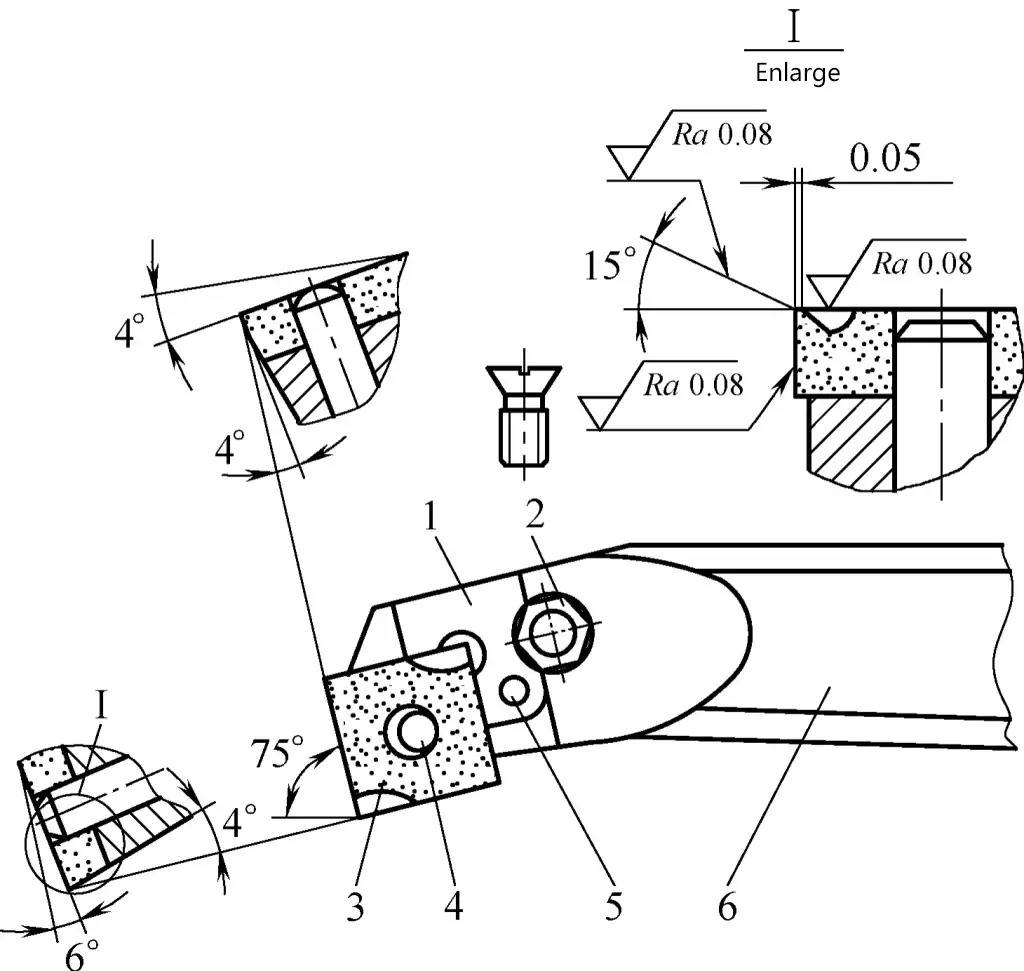
1-Вставить зажимной блок
2-Зажимной винт
3-Вставить
4-цилиндрический штифт
5-Поворотный палец
6-гранный хвостовик
На рисунке 6 показан расточной инструмент для тонкостенных труб, закрепленный на станке, с углом наклона γ=15°, углом наклона главной режущей кромки K=75°, шириной стружколомающей канавки 2 мм и шероховатостью поверхности передней поверхности Ra <0,8 мкм. При растачивании резание происходит плавно и быстро, а стружка имеет серебристо-белый цвет. Выбранные параметры резания: скорость резания v=80 м/мин, скорость подачи f=0,1 мм/об.
Геометрия расточного инструмента для высокоскоростного точения литых отверстий показана на рисунке 5. В нем используются твердосплавные пластины типа YG. Режущая кромка состоит из главной режущей кромки длиной 4 мм, промежуточной кромки длиной 1 мм и полировочной кромки шириной 1,2f (f - скорость подачи). Главная режущая кромка используется для черновой обработки, промежуточная - для получистовой, а полировочная - для полировки уже обработанной поверхности внутреннего отверстия.
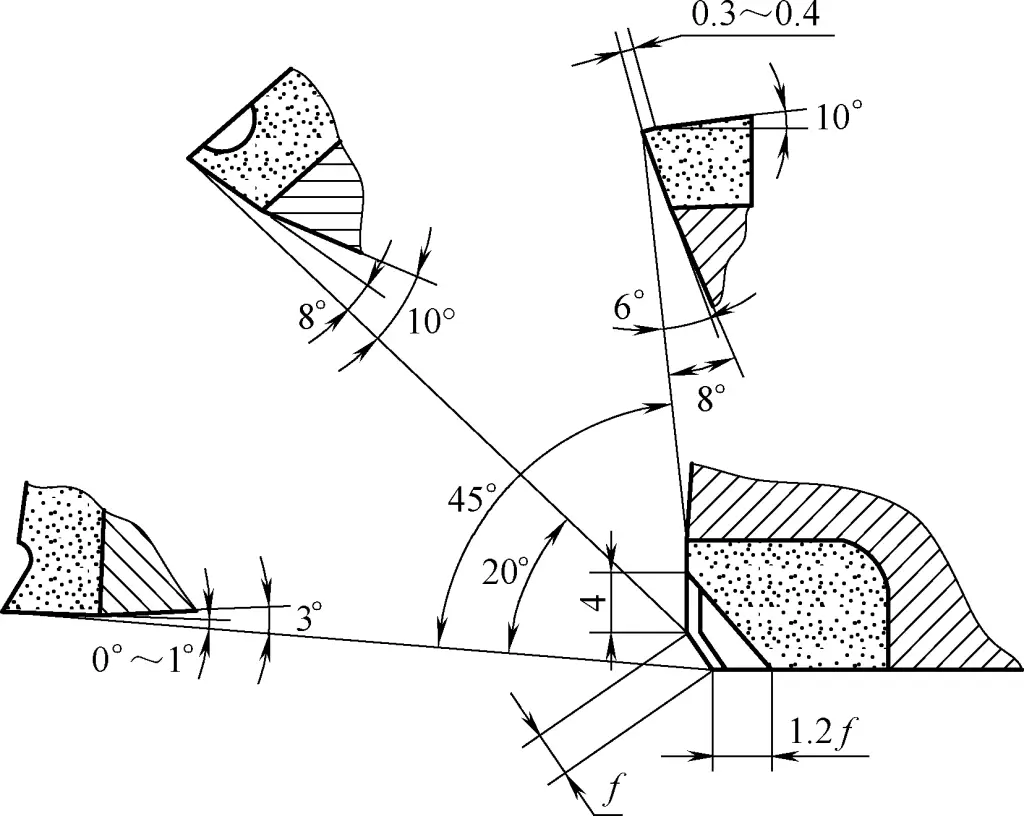
Этот расточной инструмент имеет угол наклона γ=10°, угол зазора α=8°, но угол зазора полировочной кромки составляет всего 1°. Если во время растачивания она трется о стенки отверстия, нижняя поверхность инструмента может быть отшлифована. Используемые параметры резания: скорость резания v=200 м/мин, подача f=0,5 мм/об.
На рисунке 6 показан мощный расточной инструмент с режущей кромкой с ломаной линией, использующий твердосплавные пластины YT15. Этот расточной инструмент очень эффективен при использовании на горизонтальных токарных станках CA6140 и токарных станках среднего размера для точения коротких толстых внутренних отверстий диаметром 60-150 мм в стальных заготовках.
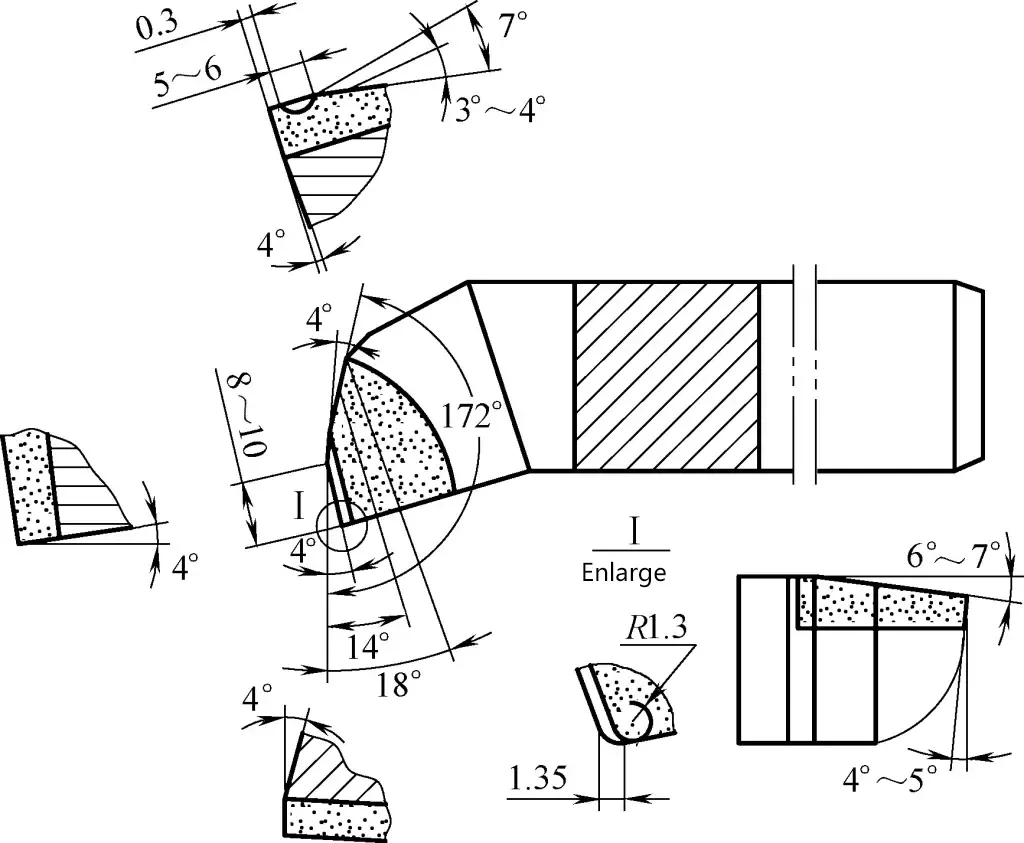
В этом расточном инструменте используются неравные углы наклона, а главная режущая кромка имеет форму ломаной линии. Во время растачивания на левую и правую кромки действуют силы, что позволяет правильно сбалансировать и скомпенсировать силы резания, уменьшить радиальную силу резания и сделать процесс резания более стабильным. Главная режущая кромка образует углы с платформой стружколомателя и наклонной поверхностью для отвода стружки, улучшая отвод стружки и обеспечивая естественное разрушение стружки.
Главный угол режущей кромки - двойной главный угол, и этот угол относительно велик. По сравнению с общими расточными инструментами, угол клина вершины инструмента составляет 172°, а шлифовка с отрицательной фаской и радиусом вершины инструмента улучшает прочность инструмента и продлевает срок службы. Материал державки инструмента - углеродистая сталь качества 45. Поскольку это мощный расточной инструмент, размеры державки должны быть соответственно больше, чтобы увеличить жесткость и уменьшить вибрацию.
Параметры резания: скорость резания v=140-150 м/мин; глубина заднего резания a=12-15 мм; скорость подачи f=0,3-0,5 мм/об.
При установке этот расточной инструмент должен быть на 1,5-2 мм выше центра заготовки.
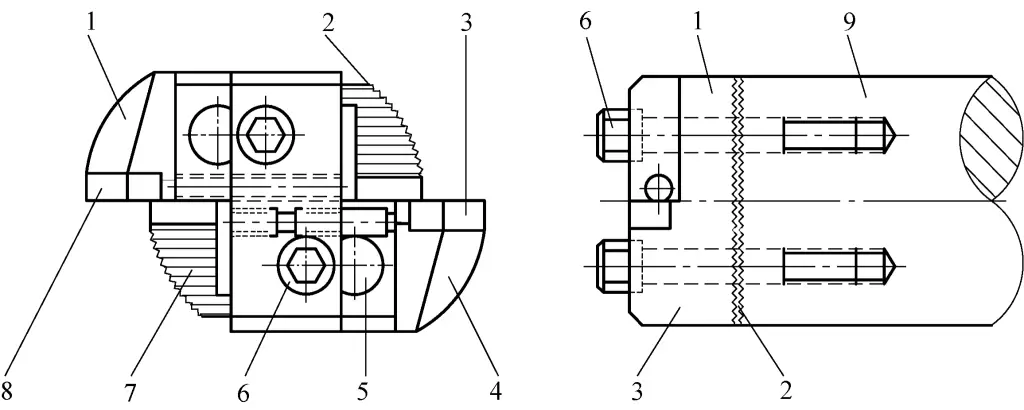
Для крупносерийного производства, чтобы повысить эффективность и обеспечить качество расточки, можно использовать расточной инструмент, показанный на рис. 7. Это высокоэффективный расточной инструмент, который можно использовать при больших припусках на обработку или при точении длинных отверстий с неравномерным припуском на обработку.
Его конструкция представляет собой фрезу со вставкой в виде инструмента с обоюдоострой головкой. Четыре опорных блока из сплава равномерно приварены к задней части головки инструмента, причем внешний диаметр опорных блоков из сплава примерно на 0,04 мм меньше внутреннего диаметра отверстия, просверливаемого головкой инструмента.
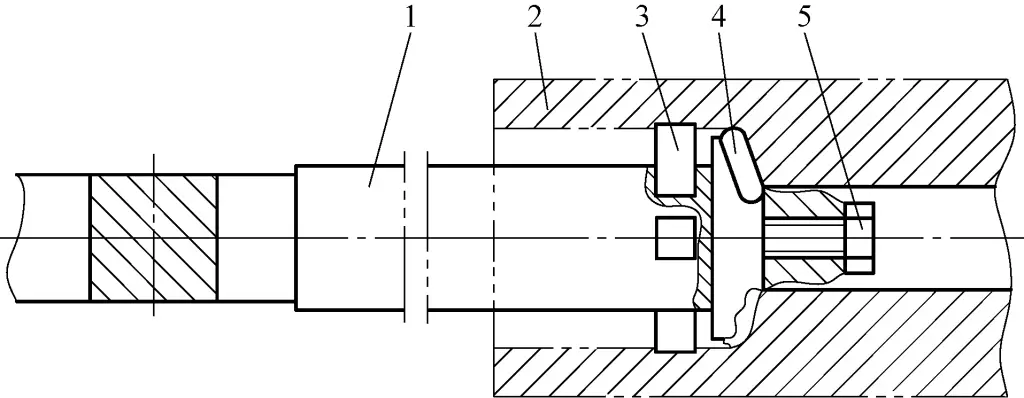
1-держатель для инструментов
2-Заготовка
3-Сплавной опорный блок
4-Двухгранная расточная головка
5 Крепежный винт
При обработке хвостовик инструмента зажимается в держателе, а его ось совмещается с центром вращения. При растачивании сначала врезается обоюдоострая головка инструмента, а затем опорный блок из сплава, поддерживающий внутреннее отверстие.
Внешний диаметр четырех опорных блоков из сплава должен быть немного меньше диаметра отверстия, просверленного головкой инструмента. В процессе растачивания опорные блоки из сплава служат опорой, обеспечивая жесткость хвостовика инструмента, и одновременно выполняют функцию скребков для улучшения цилиндричности внутреннего отверстия и уменьшения шероховатости его поверхности.
При обработке длинных отверстий или резании с большим припуском увеличенный припуск на обработку приведет к расширению стружки. В этом случае за главной режущей кромкой можно проточить несколько стружкоразрушающих канавок, чтобы облегчить удаление стружки и обеспечить поступление смазочно-охлаждающей жидкости.
Скорость резания v c этого расточного инструмента составляет 140 м/мин, а скорость подачи f=0,2 мм/об. Для заготовок с припуском около 40 мм резание может быть выполнено за один проход.
Конструкции хвостовиков токарных инструментов разнообразны и определяются условиями обработки заготовки и требованиями к ней. Ниже представлено более 10 типов хвостовиков расточных инструментов для выбора.
Как показано на рис. 8, он выковывается из гнутого стального листа, а твердосплавный наконечник приваривается к головке инструмента для использования; в качестве альтернативы, материал из быстрорежущей стали может быть интегрирован в требуемую форму расточного инструмента (без необходимости приваривания головки инструмента).
a) Встроенный расточной инструмент из быстрорежущей стали
b) Сварной расточной инструмент
При сверлении используйте циферблат на рукоятке поперечного суппорта, чтобы контролировать глубину пропила на задней поверхности.
Как показано на рис. 9, головка и хвостовик этого расточного инструмента раздельные. Головку можно снять, ослабив винт, что делает заточку и замену инструмента удобной.
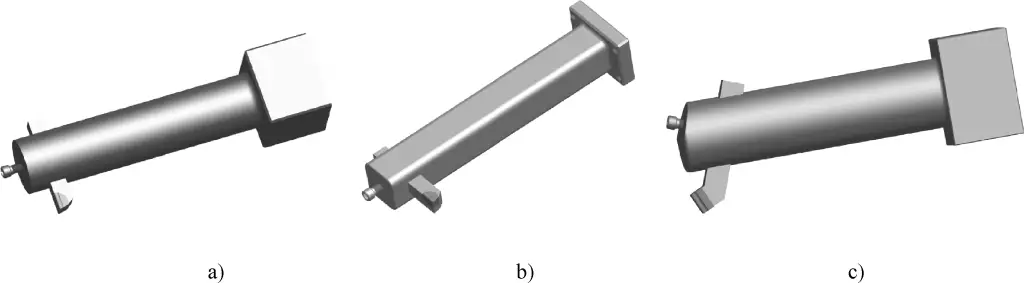
a) Форма I
b) Форма II
в) Форма III
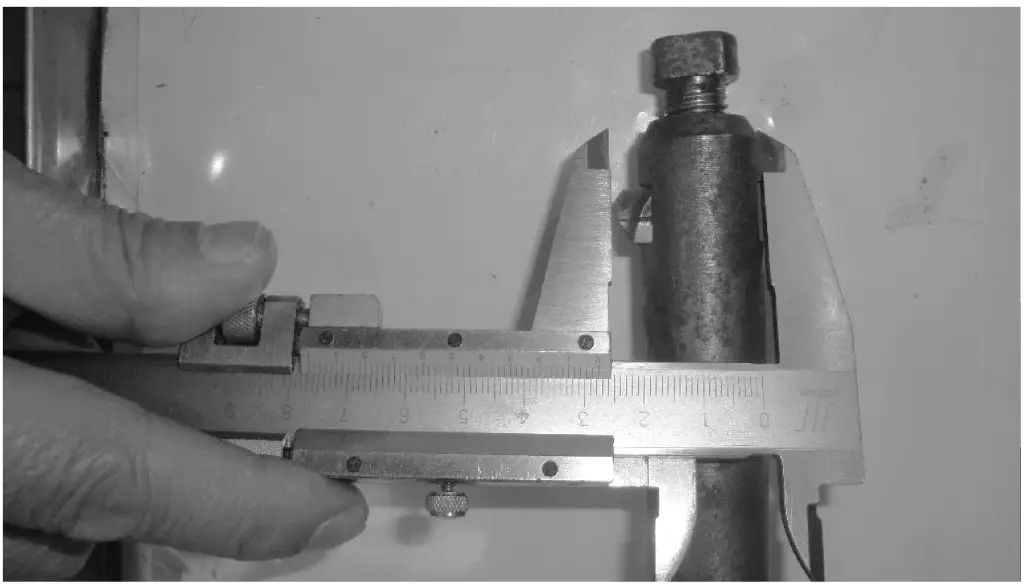
Конструкция хвостовиков обычных расточных инструментов наиболее проста. При регулировке длины удлинения головки инструмента обычно постукивают по головке инструмента, а затем штангенциркулем измеряют, соответствует ли длина удлинения требованиям (рис. 10). Если она не подходит, постучите по ней еще несколько раз, пока не будет обеспечен гарантированный размер диаметра отверстия.
На рисунке 11a показан основной корпус хвостовика инструмента для растачивания малых отверстий. При использовании вставьте инструмент для растачивания малых отверстий (Рисунок 11c) в отверстие основного корпуса и затяните гайку (Рисунок 11b), чтобы зафиксировать инструмент для растачивания.
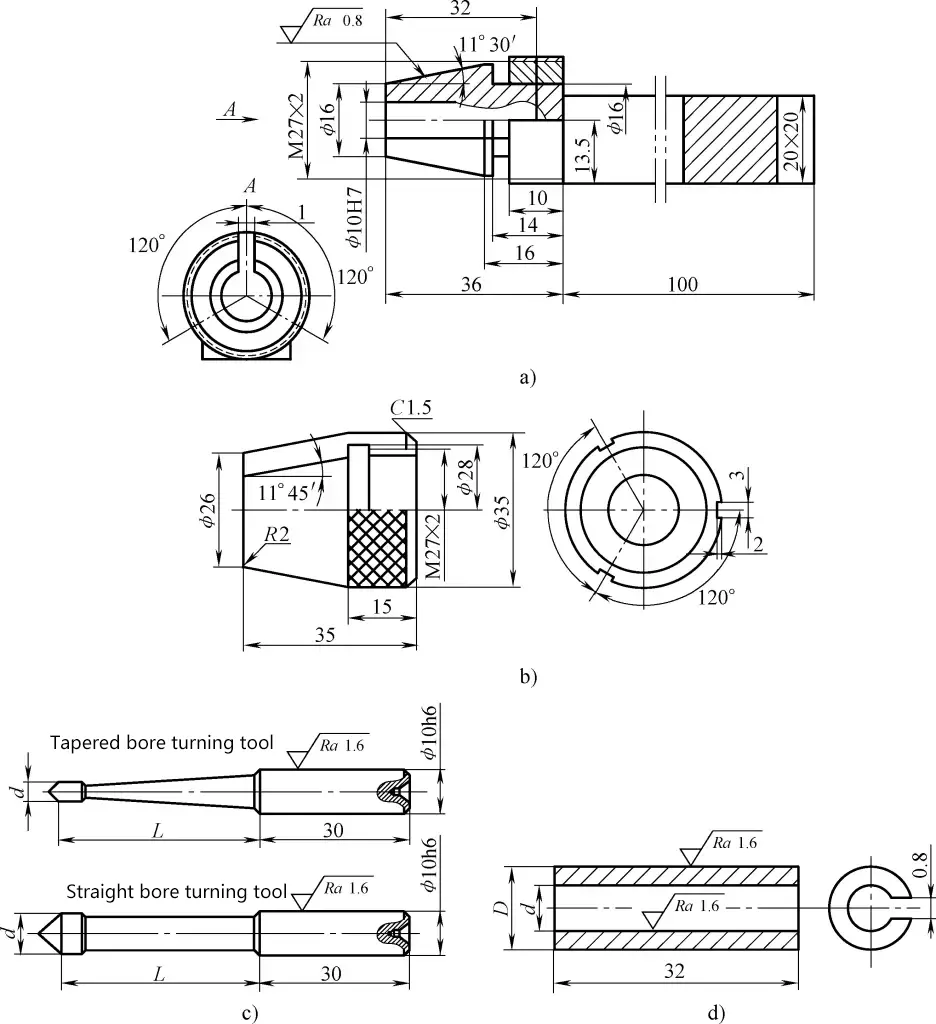
a) Основной корпус хвостовика расточного инструмента
b) Гайка хвостовика расточного инструмента
c) Инструмент для растачивания мелких отверстий
d) Открытая розетка
При установке расточного инструмента используйте небольшой изогнутый ключ, чтобы зацепить открытый паз на гайке. Поскольку левый конец основного корпуса хвостовика расточного инструмента представляет собой закаленное упругое тело, он может надежно зажать расточной инструмент.
На один хвостовик расточного инструмента можно установить различные спецификации расточных инструментов, чтобы удовлетворить потребности в обработке малых отверстий различного диаметра. Этот тип хвостовика расточного инструмента, если он используется с открытым торцевым гнездом (рис. 11d), может также удерживать небольшие центровые сверла, коронки, развертки и т. д. для других видов обработки.
При использовании вставьте хвостовик малого инструмента в отверстие хвостовика расточного инструмента и затяните гайку, чтобы зафиксировать хвостовик малого инструмента. Этот тип хвостовика (рис. 12) очень удобен для растачивания отверстий диаметром 20-40 мм. Во время резки следует обильно использовать смазочно-охлаждающую жидкость.
1 гайка
2-инструментальный зажим
3-Малый хвостовик инструмента
Отверстие для 4 инструментов
5-Хвостовик расточного инструмента
Хвостовик расточного инструмента со спиральной канавкой позволяет отводить стружку по спиральной канавке, что предотвращает ее засорение. Для уменьшения вибрации и увеличения глубины обратного резания диаметр хвостовика инструмента должен быть соответствующим образом увеличен при изготовлении. Данный хвостовик расточного инструмента подходит для растачивания сквозных отверстий и должен использоваться с смазочно-охлаждающей жидкостью.
Как показано на рисунке 13, он вращается вокруг штифта в качестве шарнира. При затягивании левого и ослаблении правого винта диаметр расточки увеличивается, при затягивании правого и ослаблении левого винта диаметр расточки уменьшается. Вставьте головку патрона в конусное отверстие задней бабки или сделайте часть рукоятки корпуса патрона конической, чтобы вставить ее непосредственно в конусное отверстие задней бабки.
1-заготовка
2-расточной инструмент
3 винта
4-контактный
5 Корпус патрона
Головка с 6 патронами
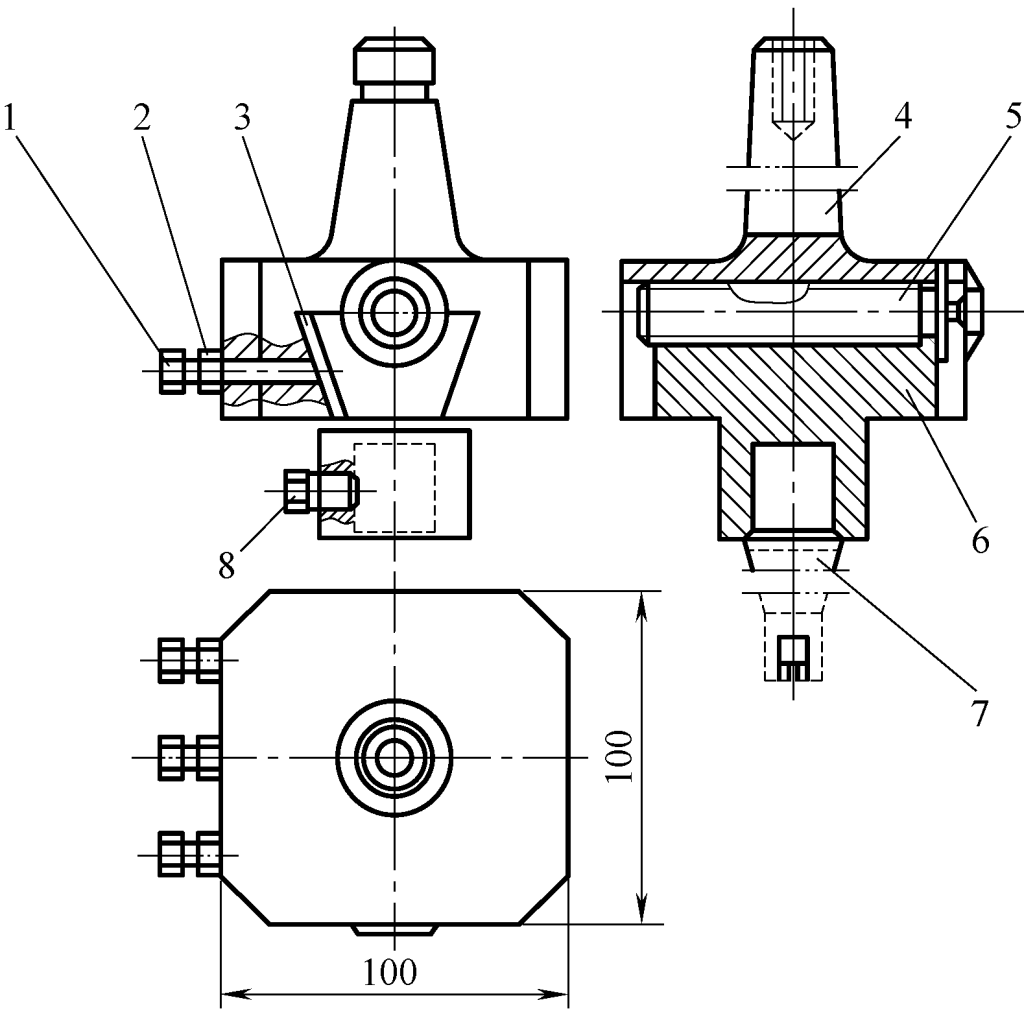
Как показано на рис. 14, хвостовик этого расточного инструмента имеет квадратную форму. При использовании вставьте его в квадратное отверстие корпуса инструмента и зажмите крепежным винтом и прижимным винтом. Нажимной винт также служит точкой поворота. Во время работы поверните регулировочный винт, чтобы повернуть хвостовик расточного инструмента вокруг нажимного винта на соответствующий угол для точной настройки.
1- Корпус инструмента
2-крепежный винт
3-Поворотный нажимной винт
4-Хвостовик расточного инструмента
5-инструментальная головка
6-квадратное железо
7-Соединительный блок
8 Регулировочный винт
Хвостовик этого расточного инструмента сконструирован по принципу рычага.
Как показано на рис. 15, ее основной корпус соединен с фланцем шпинделя токарного станка. Внутреннее отверстие эксцентриковой втулки имеет эксцентриситет e относительно ее внешней окружности (эксцентриситет e определяется в зависимости от конкретной ситуации). Чтобы отрегулировать размер расточки, ослабьте крепежный винт и поверните эксцентриковую втулку.
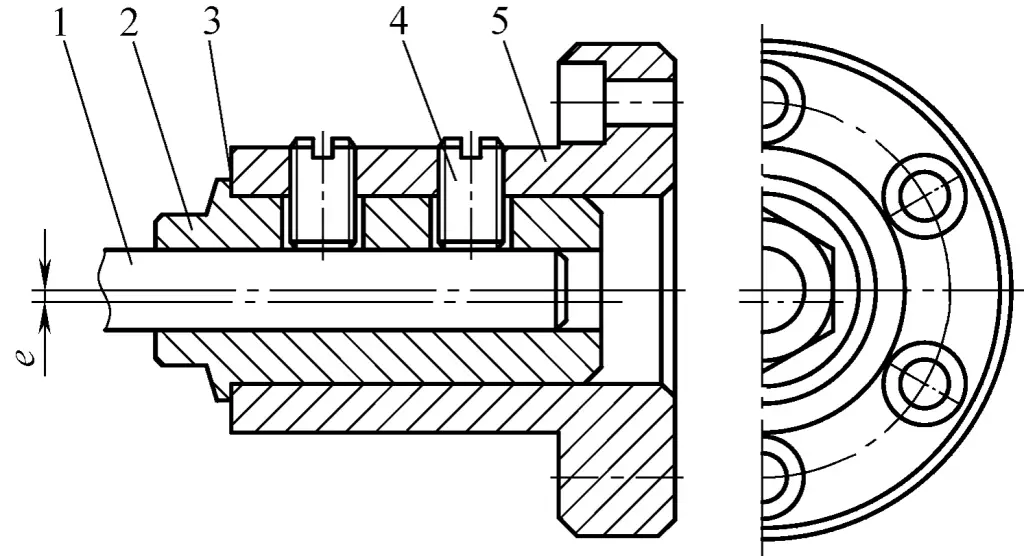
1-хвостовик инструмента
2-Эксцентриковая втулка
3-масштабная линия
4-Фиксировочный винт
5 - Главное тело
На торцевой поверхности эксцентриковой втулки и на основном корпусе имеются линии шкалы. По линиям шкалы можно определить величину регулировки. После регулировки затяните крепежный винт. Хвостовик этого расточного инструмента подходит для растачивания относительно небольших отверстий.
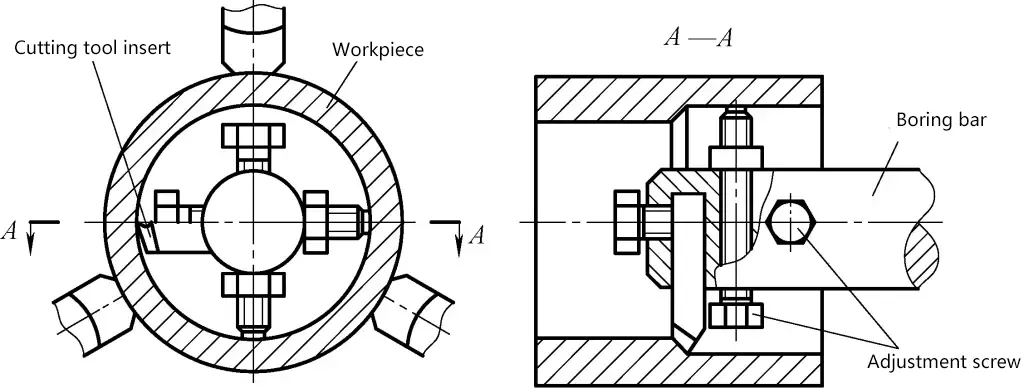
Как показано на рис. 16, на торцевой поверхности хвостовика расточного инструмента и на нижней части головки имеются одинаково расположенные заостренные зубья, которые входят в зацепление друг с другом. Две головки, 1 и 2, установлены на переднем конце хвостовика расточного инструмента под углом 180° друг к другу.
1-головка инструмента 1
Двухконечные зубы
Вставка из 3 инструментов 2
4-инструментальная головка 2
5-зубчатая канавка
6-винтовой
7-расточной инструмент
8-инструментальная вставка 1
9-Хвостовик расточного инструмента
Инструментальные вставки привариваются к головке инструмента, которая имеет длинный паз. Чтобы отрегулировать расстояние выдвижения инструментальной вставки, ослабьте винт, и головка инструмента сможет перемещаться в радиальном направлении по пазу зуба. После регулировки затяните винт. Заостренные зубья должны быть закалены до определенной твердости, чтобы предотвратить повреждения и деформацию.
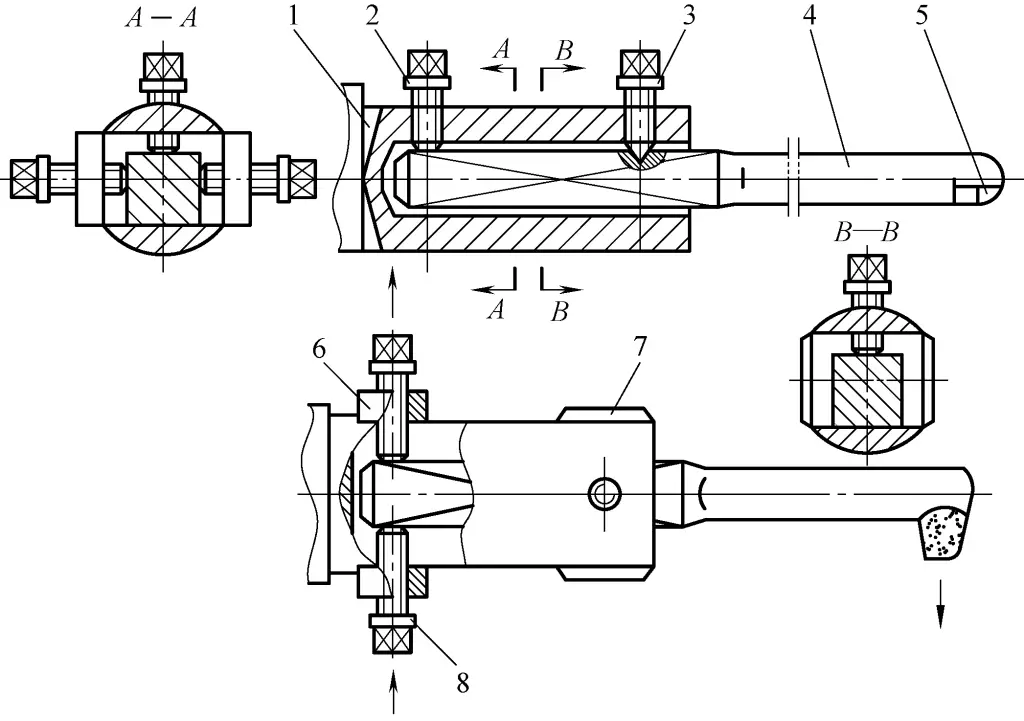
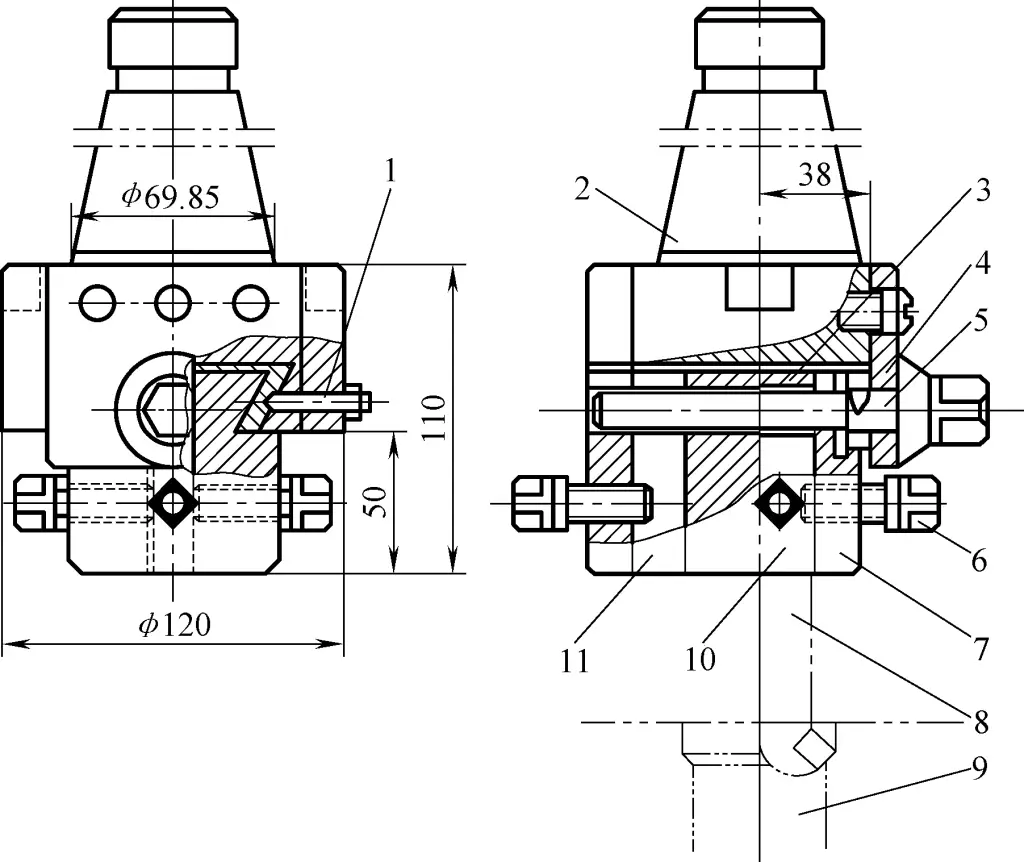
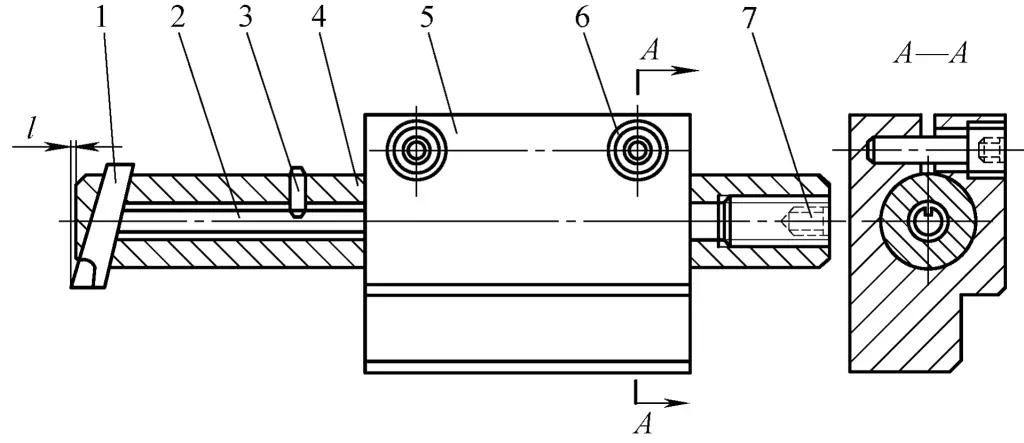
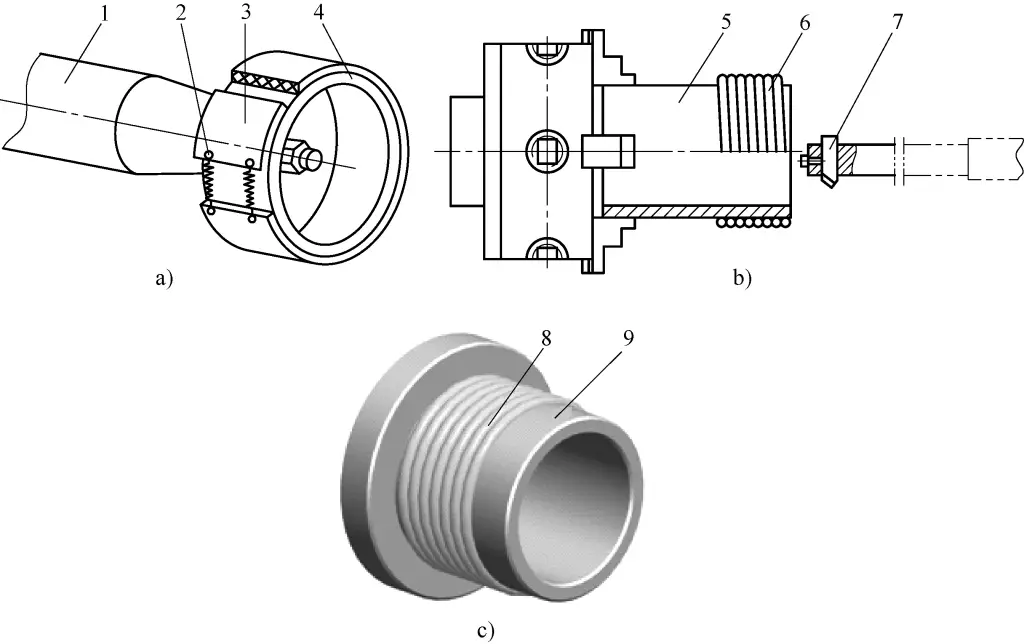
Как показано на рисунке 17, хвостовик расточного инструмента 2 устанавливается в коническое отверстие шпинделя 1, хвостовик инструмента 8 устанавливается в резьбовое отверстие внутреннего цилиндра 5, а внешняя втулка 3 соединяется с хвостовиком расточного инструмента 2 посредством резьбы. Внутренний цилиндр 5 и внешняя гильза 3 имеют скользящую посадку.
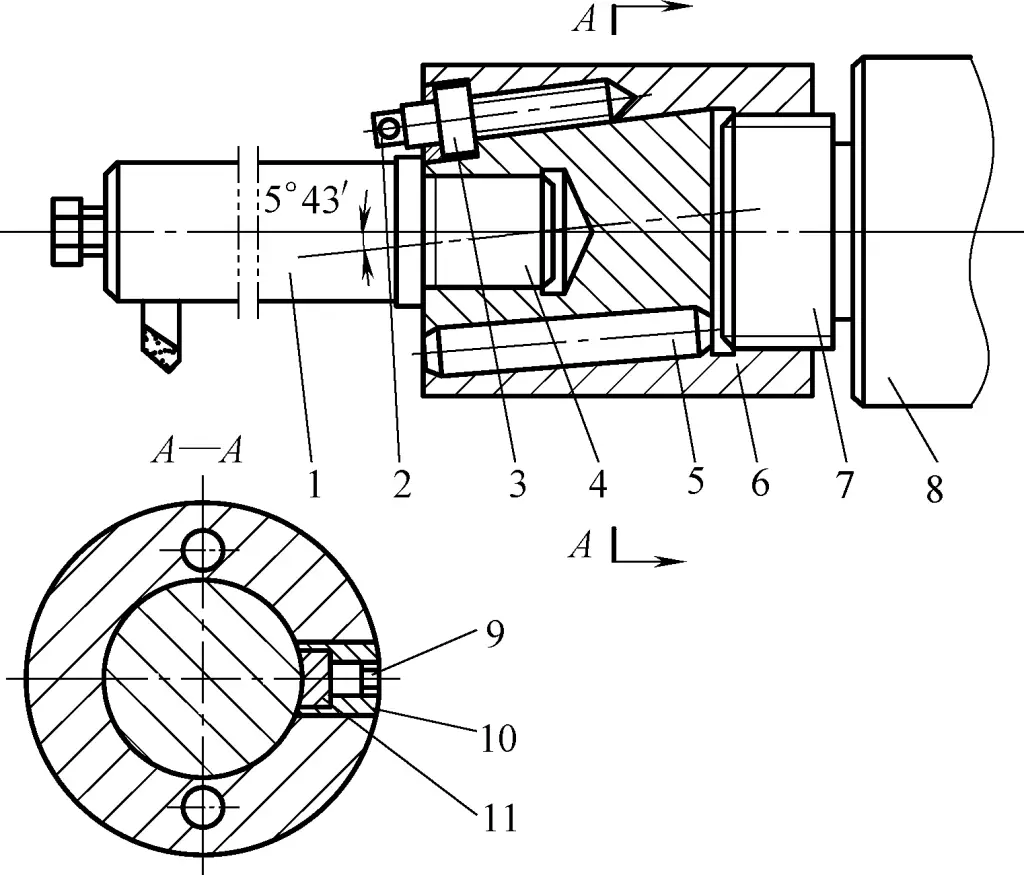
1-шпиндель
2-Хвостовик расточного инструмента
3-Внешний рукав
4-цилиндрический штифт
5-Внутренний цилиндр
Кольцо с шестью нулями
7-Стержень винта точной настройки
8-х гранный хвостовик
Винт с внутренним шестигранником 9
10 Резьбовая втулка
11-Латунная крепежная шайба
Центральная линия внутреннего отверстия наружной гильзы 3 наклонена под углом 5°43′ к оси хвостовика расточного инструмента 2. Для настройки расточного инструмента сначала ослабьте винт с внутренним шестигранником 9, затем поверните стержень винта точной настройки 7, чтобы заставить внутренний цилиндр 5 внутри внешней гильзы 3 двигаться в радиальном направлении вдоль наклонной центральной линии. После регулировки затяните винт с внутренним шестигранником 9.
Плечо стержня 7 винта точной настройки имеет равноудаленные круговые деления. Когда его шаг составляет 1,5 мм, один полный оборот приводит к радиальному перемещению a цилиндра 5 на величину: 15mm×sin5°43’=1.5mm×0.0996=0.1494mm≈0.15mm. Если стержень 7 винта точной настройки имеет 30 делений, то радиальное перемещение для одного деления составляет a/30=0,1494мм/30≈0,005мм.
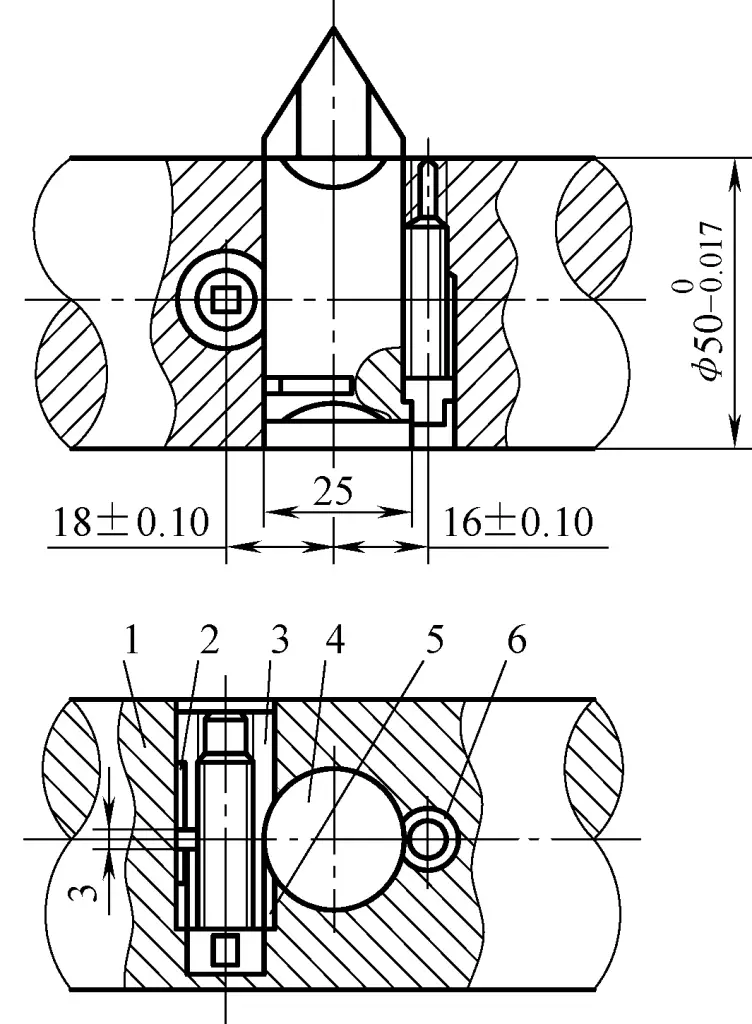
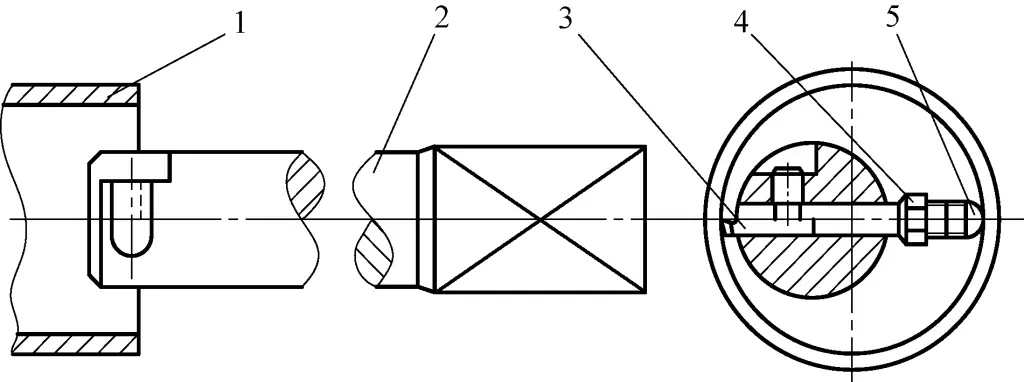
Как показано на рис. 18, косое отверстие хвостовика этого расточного инструмента образует угол 60° с осью хвостовика инструмента. Косое отверстие имеет двойной шпоночный паз и содержит стержень зажимного винта. Двойной выпуклый ключ может скользить в двойном шпоночном пазу косого отверстия, при этом цилиндрическая часть имеет скользящую посадку в косом отверстии. Круглая железная шайба закреплена в косом отверстии хвостовика расточного инструмента.
Индексирующая гайка используется для регулировки расстояния выдвижения головки инструмента. После регулировки стержня зажимного винта инструмента до необходимого размера зафиксируйте винт и круглую железную шайбу. Шайба, уплотнительная прокладка и эластичное кольцо используются для защиты от пыли и демпфирования.
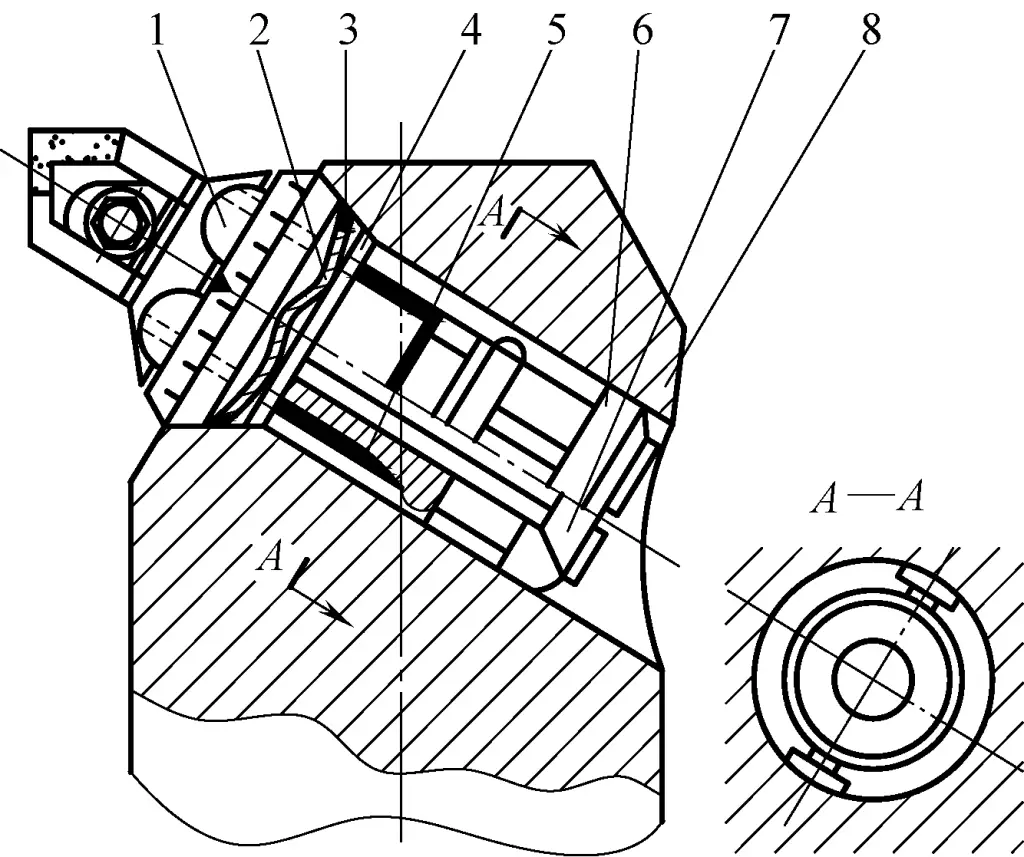
1-Индексирующая гайка
2-Эластичное кольцо
3 - Уплотнительное кольцо
4-шайба
5-Стержень зажимного винта
6-круглая железная шайба
7-винтовой
8-Хвостовик расточного инструмента
На индексирующей гайке есть градуировка. При повороте гайки на один полный оборот стержень зажимного винта инструмента перемещается на один шаг. Например: если резьба M18×1,5, то, поскольку она наклонена под углом 60° к оси хвостовика расточного инструмента, радиальное смещение наконечника инструмента составляет: 1.5mm×sin60°=1.299~1.33mm. Если на индексирующей гайке имеется 65 делений, то одно деление при вращении индексирующей гайки приводит к радиальному смещению вершины инструмента на 0,02 мм.
Как показано на рис. 19, направление регулировки удлинения головки инструмента для данного хвостовика расточного инструмента перпендикулярно оси хвостовика инструмента. На рисунке втулка основного корпуса установлена на хвостовике расточного инструмента и закреплена длинным винтом. Головка инструмента устанавливается в отверстие зажимной втулки и затягивается маленьким винтом.
Малый конец винтового стержня ввинчивается в резьбовое отверстие зажимной втулки инструмента, а большой конец ввинчивается в резьбовое отверстие втулки основного корпуса. Шаг большого и малого концов винтового стержня различен. Чтобы отрегулировать, поверните
1 - Расточной брусок
2 - Головка инструмента
3 - Втулка держателя инструмента
4 - Резьбовой стержень
5 - Основная втулка корпуса
6 - Маленький винт
7 - Длинный винт
8 - Градуированные линии
Для регулировки сначала ослабьте небольшой винт, фиксирующий головку инструмента. Градуированные линии на головке резьбового стержня позволяют точно контролировать перемещение головки инструмента.
Как показано на рис. 20, головка расточного инструмента на штанге имеет цилиндрическую форму. Поворот винта точной настройки 6 перемещает головку расточного инструмента 4 в радиальном направлении вдоль расточной линейки. Затягивание или ослабление винта с внутренним шестигранником 5 перемещает скользящие блоки 2 и 3 для зажима или освобождения головки расточного инструмента 4.
1 - Расточная штанга
2, 3-Слайдер
4 Режущая головка
Винт с внутренним шестигранником 5
6 Винт тонкой регулировки
Как показано на рис. 21, на конце расточного прутка в поперечном направлении обрабатывается квадратное отверстие. С каждого конца вставляется короткий расточной инструмент из быстрорежущей стали. Внутренний конец короткого расточного инструмента обтачивается до V-образной формы и фиксируется крепежными винтами. При регулировке длины выступания короткого расточного инструмента регулировочный винт, расположенный под углом 45°, можно повернуть, чтобы продвинуть цилиндрический штифт вперед, перемещая короткий расточной инструмент.
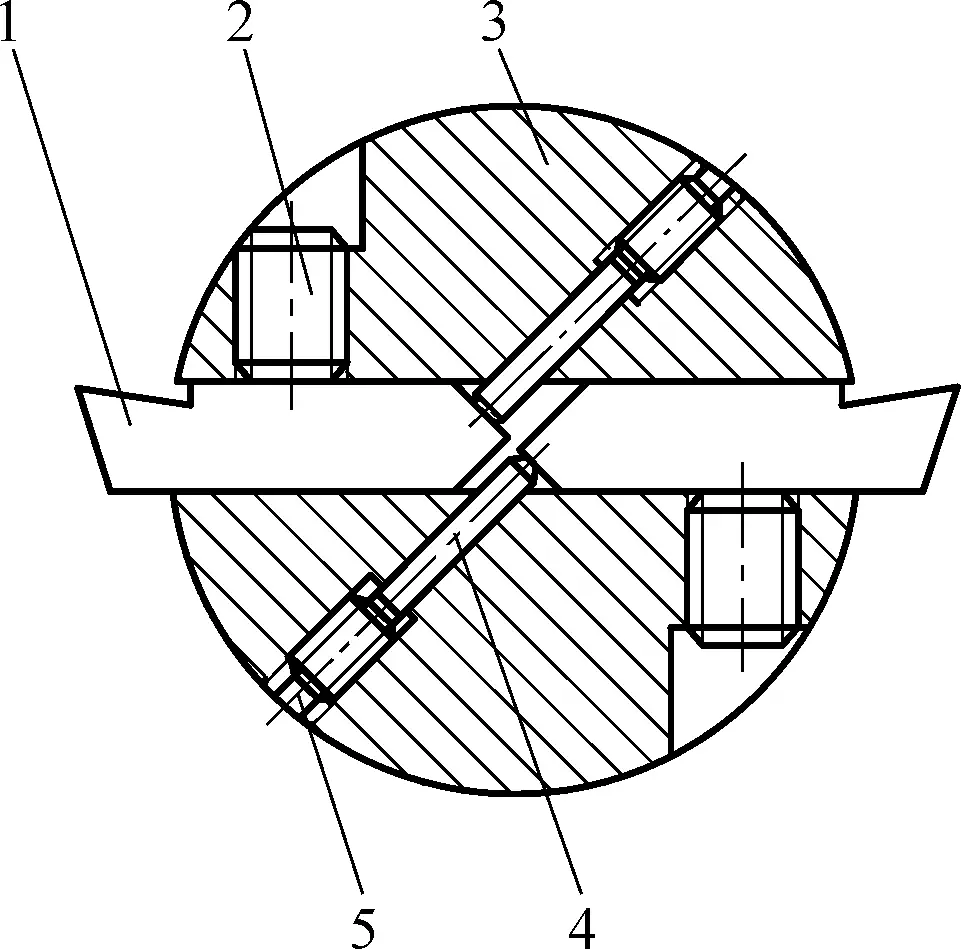
1 - Расточной инструмент
2 Крепежный винт
3-Сверлильный станок
4-цилиндрический штифт
5 - Регулировочный винт
При растачивании два коротких расточных инструмента выполняют половину глубины обратного резания, или один служит для грубого растачивания, а другой - для тонкого.
(Рисунок 22) В рабочем состоянии конический хвостовик входит в конусное отверстие шпинделя. После установки в коническое отверстие используйте дышло на заднем конце шпинделя токарного станка, чтобы потянуть расточную головку, увеличивая жесткость и предотвращая ее отсоединение. Под коническим хвостовиком имеется паз типа "ласточкин хвост", в который вставляется блок "ласточкин хвост". При вращении ведущего винта блок "ласточкин хвост" может перемещаться по пазу "ласточкин хвост", регулируя диаметр вращения режущей головки.
1-Стопорный винт
2-Стопорная гайка
3 - Регулировочная пластина
4-Главный корпус
5-выводной винт
6-Ласточкин хвост
7-расточная штанга
8 Крепежный винт
На одном конце ведущего винта установлен градуированный циферблат для контроля глубины обратной резки. Циферблат имеет шкальные линии со 100 делениями. Резьба на ведущем винте - M20×2, и каждое повернутое деление увеличивает глубину обратного резания на 0,02 мм. Расточная линейка фиксируется крепежными винтами. При регулировке размеров сначала ослабьте стопорный винт, затем поверните ведущий винт. После регулировки затяните стопорный винт и стопорную гайку.
При изготовлении этой расточной головки убедитесь, что внутренняя резьба блока "ласточкин хвост" и основного корпуса обработаны вместе, чтобы обеспечить плотное прилегание к ведущему винту.
Тонкие конструкции расточных штанг подходят для растачивания отверстий большого диаметра.
(Рисунок 23) При вращении стопорного винта квадратная гайка перемещает блок "ласточкин хвост" на держателе инструмента в радиальном направлении вдоль паза "ласточкин хвост", регулируя диаметр вращения расточной линейки. После каждой регулировки затягивайте гайку стопорного винта.
1-Стопорный винт, гайка
2-Конический хвостовик
3 Квадратная гайка
4-Позиционная пластина
5-выводной винт
6-винтовой
7 Держатель для инструментов
8-расточная штанга
9-Заготовка
10-Монтажное отверстие для первого инструмента
11-Секундное отверстие для крепления инструмента
На держателе инструмента сделаны два отверстия для крепления инструмента, расположенные на разном расстоянии от центра конического хвостовика расточной линейки. При растачивании больших отверстий устанавливайте расточной стержень во второе монтажное отверстие; для маленьких отверстий используйте первое монтажное отверстие. Сбоку каждого монтажного отверстия расположен один винт (можно использовать два) для крепления расточного инструмента.
Ведущий винт имеет прямоугольную резьбу с шагом 3 мм. Конический циферблат имеет 100 равномерно расположенных линий шкалы. При повороте каждой метки держатель инструмента перемещается на 0,03 мм.
Для растачивания отверстий большого диаметра можно использовать расточной брусок для больших отверстий (также называемый комбинированным расточным бруском), показанный на рис. 24. Снимите малый суппорт токарного станка и установите основной корпус расточной линейки для больших отверстий. Зажмите расточной стержень в основном корпусе, вставьте расточную головку в квадратное отверстие на левом конце расточного стержня, затяните крепежный винт и зафиксируйте расточную головку с помощью упорного стержня. Ослабьте винт с внутренним шестигранником, чтобы изменить длину выступания расточной штанги.
1 - Расточная головка
2-Упорная штанга
3-Соединительный штифт
4-Расточная штанга
5 - Главное тело
Винт с внутренним шестигранником
7- Крепежный винт
Длина фиксирующего штифта, выступающего в расточной стержень, должна позволять упорному стержню свободно перемещаться внутри расточного стержня. После регулировки длины выступа расточной штанги затяните винт с внутренним шестигранником.
Основной корпус расточного станка для больших отверстий изготовлен из чугуна, обеспечивающего хорошее гашение вибраций.
На рис. 25 показан самый простой способ растачивания на токарном станке. Если заготовка слишком большая или длинная, чтобы ее можно было удобно установить на токарном станке, часто используется метод установки заготовки на составной суппорт для растачивания.
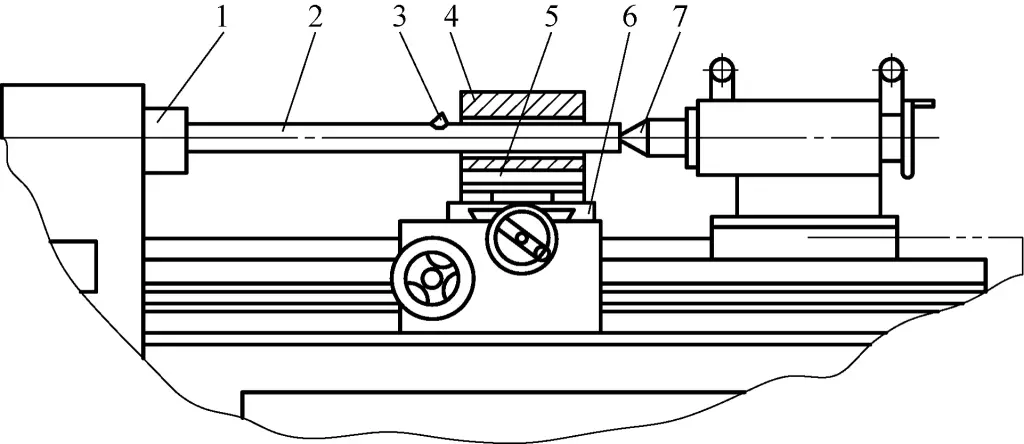
1-шпиндель
2 - Расточная штанга
3 Режущая головка
4-Workpiece
5-Фиксатор
6-Компаунд слайд
7-Центр хвостовика
Снимите малый ползун и стойку для инструментов с составного суппорта. Приспособление 5 крепится к составному суппорту через Т-образные пазы. Расточная линейка устанавливается между центрами шпинделя и задней бабки, что позволяет ей вращаться, в то время как заготовка остается неподвижной для обработки.
Чтобы определить положение расточки, на обоих концах заготовки можно начертить линии обработки. На режущей головке 3 закреплена игла из стальной проволоки. Вращая шпиндель и расточную линейку, совместите кончик иглы с отметками линий обработки на обоих концах заготовки для позиционирования. Боковое положение заготовки регулируется с помощью составного ползуна, а высота - с помощью прокладок или уплотнительных пластин.
Этот метод растачивания требует высокой точности центровых отверстий на обоих концах расточной линейки 2, при этом следует использовать неподвижные центры (вращающиеся центры имеют большую погрешность вращения).
При точном растачивании, когда необходимо увеличить глубину обратного резания на небольшую величину (например, 0,05~0,1 мм), трудно контролировать ее с помощью шкалы на рукоятке составного суппорта.
В этом случае, помимо ранее представленного метода контроля с помощью циферблатного индикатора и поворота малого угла ползуна для управления радиальной подачей, можно использовать метод вертикальной установки инструмента, показанный на рис. 26b. При этом расточная головка располагается вертикально на заготовке (а не горизонтально, как показано на рис. 26a), что позволяет расточному инструменту выполнять резание в верхней части заготовки. При подаче составного суппорта он перемещается по касательной к обрабатываемому отверстию.
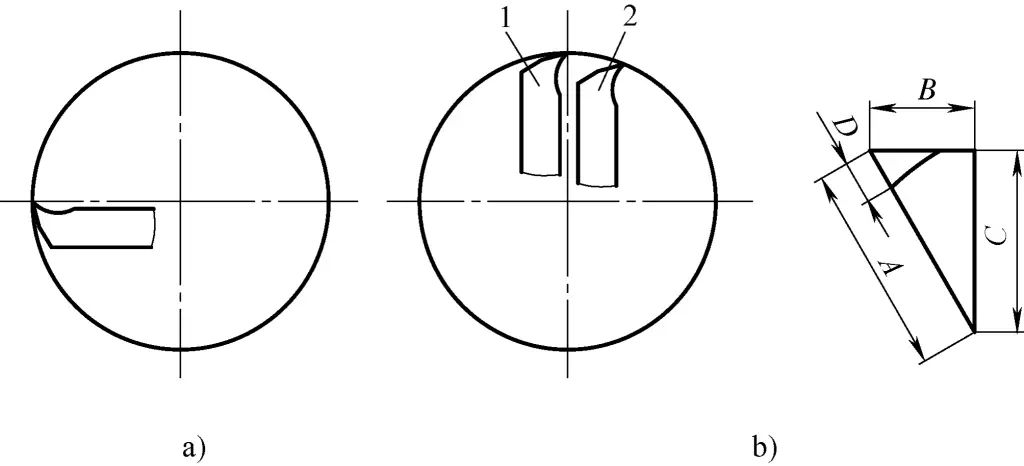
a) Обычный метод монтажа
b) Вертикальный способ монтажа
1-Положение инструмента перед обработкой
2-Положение инструмента после обработки
На рис. 26b D - припуск на обработку отверстия, а C - необходимое перемещение стойки инструмента для достижения припуска на обработку D. В данном случае:
Во время растачивания расточной инструмент работает в полузамкнутом пространстве, а выступающая часть расточного прутка относительно длинная, поэтому возможны вибрации.
Причин вибрации множество: неправильный зажим заготовки, плохая жесткость приспособления, сильный износ подшипников шпинделя, износ направляющих, ослабление регулировки зазора скольжения, затупленные режущие кромки, чрезмерное выступание расточной линейки (Рисунок 27), недостаточная жесткость расточной линейки, неверные параметры резания или неправильные методы обработки. При обнаружении вибрации необходимо определить ее причину и устранить ее соответствующим образом.
Для предотвращения и устранения вибрации при расточке можно принять следующие меры с точки зрения технологической системы:
Если расточной пруток недостаточно жесткий, то при растачивании будет возникать не только вибрация, но и явление "прогиба инструмента", что приведет к образованию конического отверстия с уменьшением диаметра по направлению к внутренней стороне. Если нет проблем с точностью токарного станка, следует применить методы повышения жесткости расточного прутка.
Методы повышения жесткости расточного прутка включают увеличение ширины и толщины прутка, но это может сделать его слишком громоздким и не решить проблему полностью. Другой подход заключается в использовании вспомогательных опор. Следующие методы имеют некоторые конструктивные отличия, но работают по одному и тому же принципу.
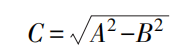
Как показано на рис. 28, сделайте в расточной линейке отверстие с резьбой M10 и вкрутите в него болт с круглой головкой соответствующей длины. Во время растачивания сначала сделайте пробный пропил, чтобы создать предварительное отверстие длиной 20-30 мм, затем остановите станок и установите болт с круглой головкой на расточной планке так, чтобы круглая головка соприкасалась со стенкой предварительно просверленного отверстия. Закрепите болт с круглой головкой контргайкой (на рисунке не показана) и продолжите растачивание.
1 болт с круглой головкой
2 - Расточная штанга
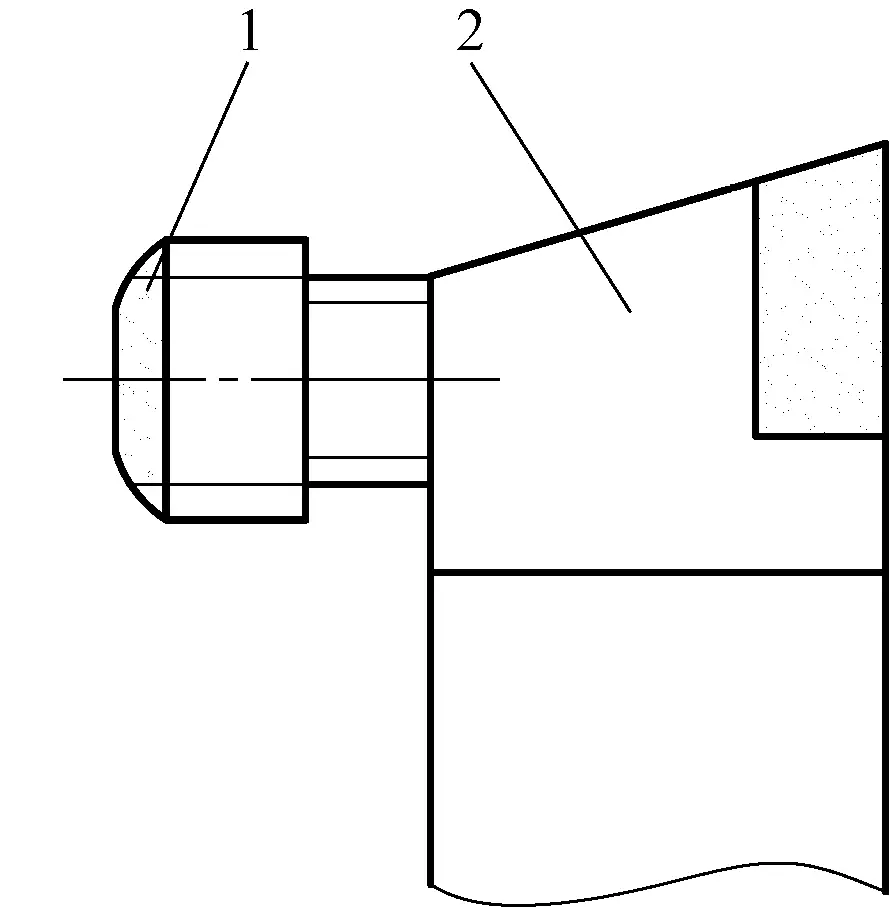
Как показано на рис. 29, установите трубчатый резьбовой соединитель на заднюю поверхность наконечника расточного инструмента под углом 180°. Трубчатый резьбовой соединитель имеет стальной шарик. Во время растачивания стальной шарик может свободно вращаться и поддерживать контакт с обрабатываемой поверхностью, повышая жесткость расточной линейки.
1-заготовка
2 - Расточная штанга
3 Режущая головка
4-Трубчатый резьбовой соединитель
5-Стальной шар
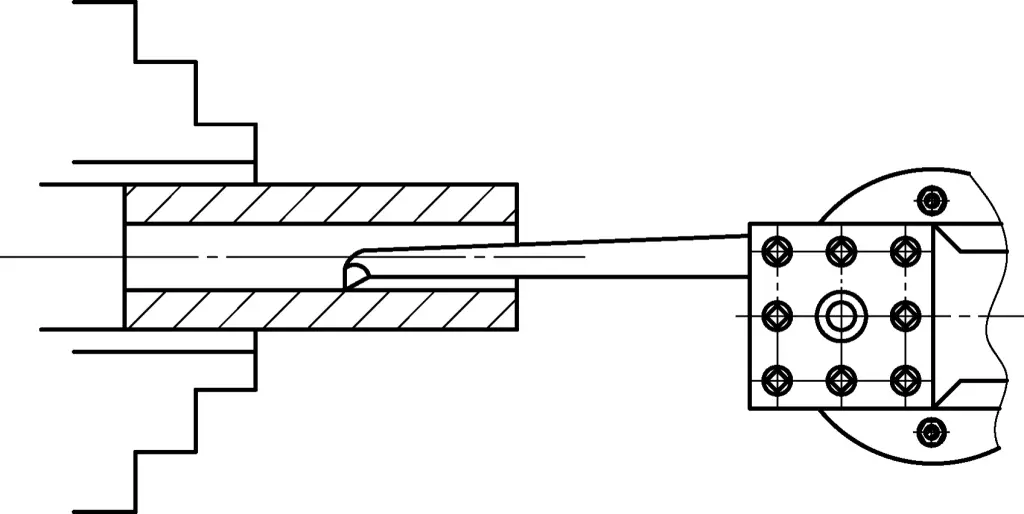
Для отверстий большого диаметра и длины при растачивании можно использовать метод, показанный на рис. 30. Установите один регулировочный винт на 180° позади наконечника расточного инструмента, а другой - перпендикулярно ему. Головка одного винта находится на той же поверхности вращения, что и наконечник расточного инструмента, а другого - немного позади него.
После регулировки расстояния между выступами головок винтов каждый раз затягивайте контргайки. Во время растачивания головки винтов соприкасаются с обрабатываемой поверхностью, обеспечивая опору для расточного стержня.
Метод использования вспомогательных опор для повышения жесткости расточного прутка подходит для чернового и получистового растачивания.
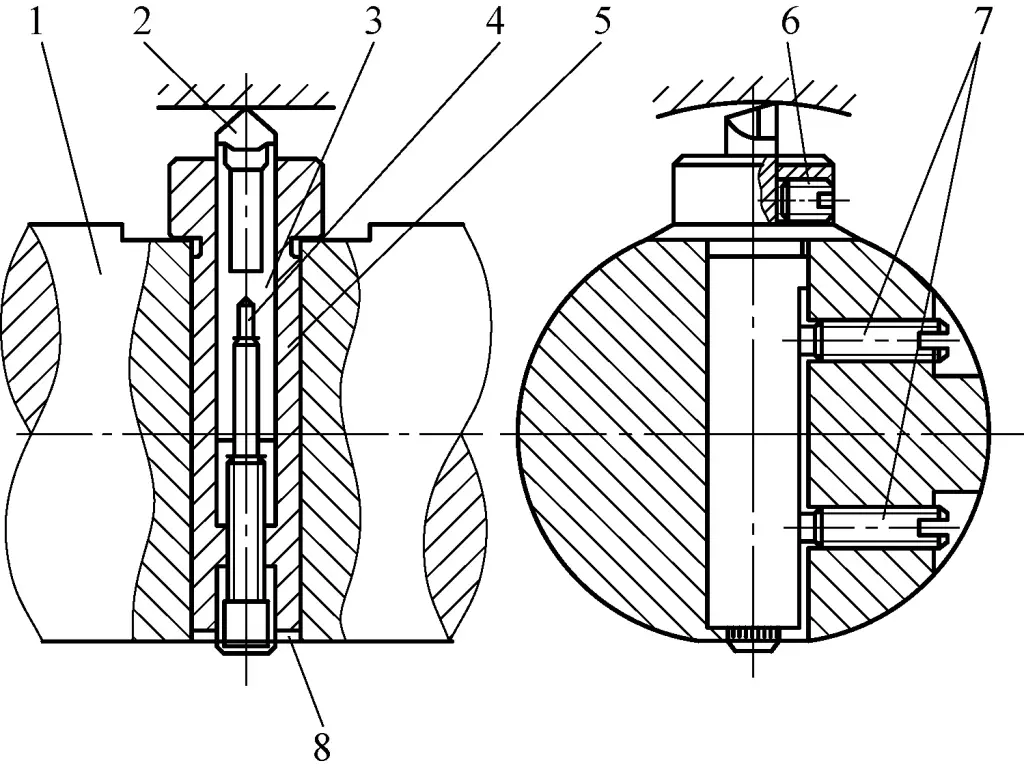
При токарной обработке заготовок с длинными отверстиями можно использовать устойчивый упор для поддержки заготовки и повышения ее жесткости, как показано на рис. 31.

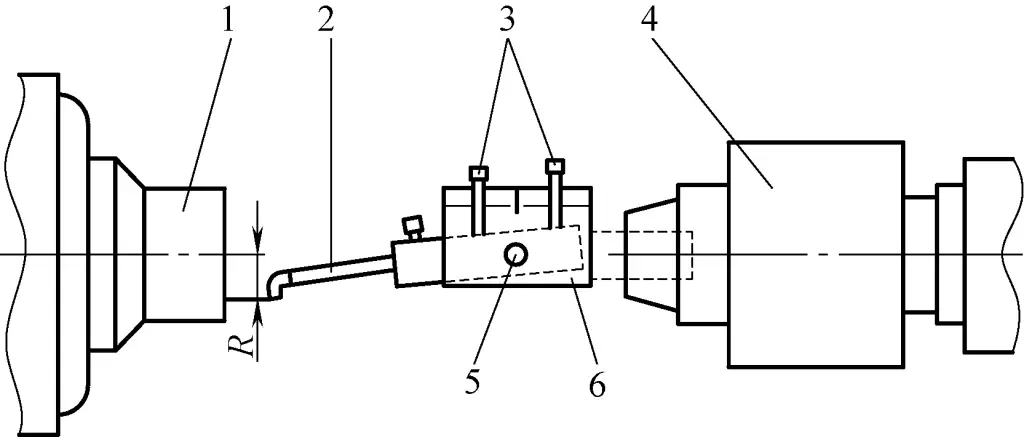
Для серийной обработки заготовок с отверстиями меньшего диаметра можно использовать метод вспомогательного суппорта, показанный на рис. 32. Во время растачивания закрепите вспомогательный упор на станине токарного станка (как при креплении упора), при этом канавка на опорном кольце должна соприкасаться с торцом и наружным диаметром заготовки (диаметр отверстия опорного кольца должен быть больше диаметра расточки). Таким образом, при вращении заготовки опорное кольцо также будет вращаться во время расточки.
1 - Губки патрона
2-Заготовка
3-Опорное кольцо
4-Подшипник качения
5-Вспомогательная поддержка
На рисунке 33a показан резиновый лист (или резиновая лента) толщиной 5 мм, обернутый вокруг внешней окружности заготовки и стянутый пружиной, что позволяет достичь хорошего эффекта гашения вибрации. В зависимости от диаметра и ширины тонкостенной трубчатой заготовки, трубчатая эластичная лента может быть сшита и установлена по внешней окружности заготовки, как показано на рис. 33b, с последующей прецизионной обработкой отверстий.
a) Использование резинового листа для демпфирования вибрации
б) Использование эластичной ленты для демпфирования вибраций
в) Использование резиновой трубки для демпфирования вибрации
1-Мандрел
2-весна
3-Резиновый лист
4, 5 - Заготовка
6-Эластичная лента
7-расточной инструмент
8 Резиновая трубка
9-Трубчатая заготовка
На рисунке 33c показано обертывание резиновой трубки вокруг внешней окружности заготовки, что также может дать определенный эффект. Поскольку все резиновые материалы являются эластомерами, эквивалентными демпфирующим виброгасителям, они используют демпфирование для рассеивания энергии, уменьшения амплитуды резонанса и устранения или уменьшения вибрации.
После шлифовки углов расточного инструмента на шлифовальном круге отшлифуйте угол 0° на 2-3 мм возле главной режущей кромки кончика инструмента, как показано на рис. 34. Это делается для того, чтобы в процессе резания за счет упругой деформации хвостовика инструмента на его вершине образовался небольшой угол разгрузки, что благоприятно скажется на процессе резания и снизит вибрацию.