
Essential Sheet Metal Assembly Techniques: Исчерпывающее руководство
I. Методы сборки В соответствии с установленными техническими требованиями, процесс установки и соединения деталей или компонентов...
Что делает MIG-сварку лучшим выбором в мире сварки? Этот метод, известный своей точностью и эффективностью, использует электрод из непрерывной проволоки и защитный газ для создания прочных и высококачественных сварных швов. В статье рассматриваются его принципы, преимущества, такие как простота автоматизации, и широкий спектр применения - от углеродистой стали до титана. Прочитав дальше, вы поймете, как сварка MIG может повысить эффективность ваших проектов и удовлетворить разнообразные промышленные потребности.

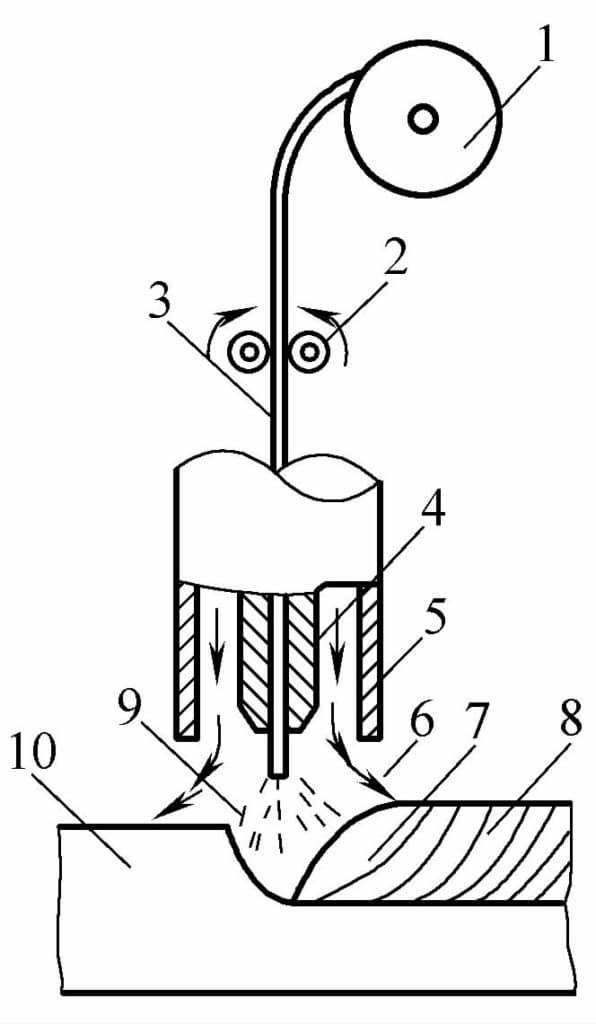
При дуговой сварке в защитной газовой среде в качестве электрода используется присадочная проволока, а защитный газ вытекает из сопла с определенной скоростью, изолируя расплавленную дугой сварочную проволоку, расплавленную ванну и близлежащий металл сварного шва от воздуха, предотвращая его вредное воздействие для получения качественного сварного шва. Принцип сварки показан на рисунке 5-70.
1) Поскольку присадочная проволока используется в качестве электрода, сварочный ток увеличивается, тепло концентрируется, коэффициент использования высокий, подходит для сварки средних и толстых листов.
2) При сварке алюминия и его сплавов использование катодного распыления с обратным подключением постоянного тока имеет большое значение, что позволяет улучшить качество сварного шва.
3) При сварке MIG алюминия и алюминиевых сплавов под струйным переходом присущее подструйной дуге саморегулирующее действие значительно, что делает процесс стабильным.
4) Легко автоматизировать. Дуга при сварке вольфрамовым электродом в среде газа имеет четкую форму, а параметры сварочного процесса стабильны, легко определяются и контролируются, что облегчает автоматизацию. В настоящее время подавляющее большинство сварочных роботов и механических рук по всему миру используют этот метод сварки.
1) Чувствителен к маслу и ржавчине на сварочной проволоке и изделии, поэтому перед сваркой требуется их строгое удаление.
2) Высокая стоимость инертных газов, что приводит к высоким затратам на сварку.
Сварка MIG может использоваться для сварки углеродистой стали, низколегированной стали, нержавеющей стали, жаропрочных сплавов, магния и магниевых сплавов, меди и медных сплавов, титана и титановых сплавов и т.д.
Он подходит для плоской сварки, горизонтальной сварки, вертикальной сварки и сварки во всех положениях, с минимальной толщиной сварки 1 мм и без ограничения максимальной толщины.

