
Минимальная высота изгиба при V-образном изгибе
Как низко вы можете опуститься при V-образной гибке? Понимание минимальной высоты изгиба имеет решающее значение для точности металлообработки. В этой статье...
Вы когда-нибудь задумывались, как добиться точных размеров при гибке листового металла? В этой статье мы рассмотрим основные методы расчета развернутых размеров, которые обеспечат точность и последовательность ваших гибов. Вы узнаете о таких ключевых факторах, как нейтральный слой, припуск на гибку и вычеты, а также получите практические формулы и примеры. В конце вы получите знания, позволяющие повысить точность размеров и качество ваших проектов по гнутью листового металла.

Для гибки листового металла расчет размера заготовки является необходимым условием для составления технологического плана гибки. Разные специалисты могут выбрать различные коэффициенты припуска на гибку в своих технологических документах, а точность размера заготовки напрямую влияет на точность размеров и качество продукции гибочных деталей.
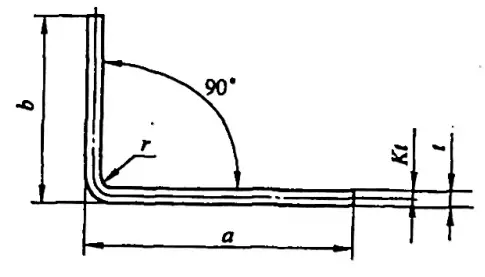
Иногда неточные расчеты могут даже привести к образованию отходов. Развернутая длина L типичной простой гибочной детали (см. Рисунок 5-1) равна L = a + b - y (где y - вычет на изгиб, также известный как величина поправки для детали R).
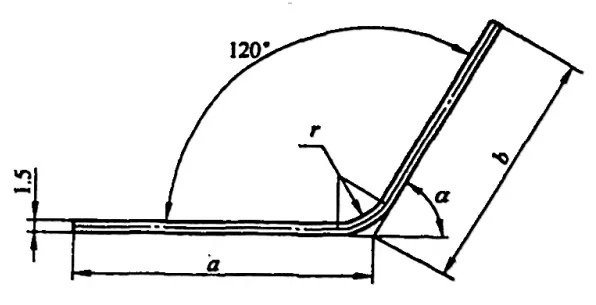
Однако в различных руководствах и материалах вычет на изгиб для φ=90° может быть получен напрямую, в то время как для изгибов под углом не 90°, как показано на рисунке 5-2, специалистам необходимо рассчитать его на основе коэффициента опыта (коэффициент K).
Похожие статьи: Искусство разворачивания листового металла: объяснение
Размер гнутой заготовки в развернутом виде определяется на основе принципа, согласно которому длина нейтрального слоя остается неизменной до и после сгибания. При изгибе металлического листа волокна внешнего слоя заготовки растягиваются, а волокна внутреннего слоя сжимаются.
Растяжение волокон внешнего слоя постепенно уменьшается от внешней стороны к внутренней, а сжатие волокон внутреннего слоя также постепенно уменьшается от внутренней стороны к внешней.
Когда волокна переходят от растяжения к сжатию или от сжатия к растяжению, должен существовать слой волокон, в котором напряжение и деформация равны нулю, а его длина остается неизменной до и после изгиба.
Этот слой мы определяем как нейтральный. Таким образом, ключом к расчету размеров гнутой заготовки в развернутом виде является определение положения нейтрального слоя. Положение нейтрального слоя определяется исходя из условия, что объемы гнутой детали и заготовки равны до и после пластической деформации.
Теоретически, из-за неравномерной деформации вдоль направления толщины изгибаемой части нейтральный слой представляет собой параболическую поверхность, но в целях расчета его обычно рассматривают как поверхность в виде дуги окружности. Когда деформация при изгибе очень мала (r/t >6,5), нейтральный слой можно приблизительно считать находящимся в середине толщины материала, то есть радиус кривизны нейтрального слоя составляет ρ=r+t/2.
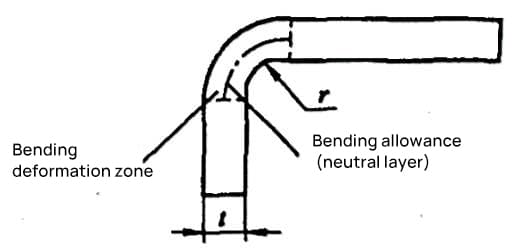
Когда деформация очень велика (r/t≤6,5), толщина материала становится тоньше, а искажение сечения очень велико, как показано на рисунке 5-3.
В это время, чтобы выполнить условие равновесия, при котором результирующая всех действующих сил в сечении равна нулю, нейтральный слой должен двигаться к внутренней поверхности материала.
В этот момент мы можем определить радиус кривизны нейтрального слоя, исходя из условия, что его объем не меняется при пластической деформации, то есть объем до изгиба: V0=LBt, и объем после изгиба:
V=(R2-r2)α*B'/2.
В формуле B - ширина заготовки (мм); B' - средняя ширина заготовки после гибки (мм); α - центральный угол гибки. В соответствии с принципом равенства объема до и после гибки, имеем V0=V, то есть,
LBt=(R2-r2)α*B'/2, и L=(R2-r2)α*B'/2tB (5-1).
Из нулевого напряжения и деформации нейтрального слоя получаем L=l=αρ, где L - длина до деформации нейтрального слоя (мм), а l - длина после деформации нейтрального слоя (мм).
Подставляя уравнение (5-1), получаем ρ=(R2-r2)B'/2tB. Если подставить R=r+t' в приведенное выше уравнение, то можно получить другую форму уравнения ρ=(r/t+η/2)tβη (5-2)где β - коэффициент ширины, β=B'/B, и обычно при изгибе широкой пластины (B>3t) считается, что β=1; η - коэффициент утонения, η=t'/t.
Уравнение (5-2) - это формула для теоретического расчета положения нейтрального слоя. При расчете мы должны знать η, то есть правило утонения. Значение η можно найти в таблице 5-1.
Следует отметить, что правило утончения довольно сложное, распределение положения нейтрального слоя в зоне гибки неравномерно, а правило утончения также связано со многими факторами, такими как метод гибки, ширина нижнего паза гибочного штампа и толщина материала.
Это вносит неизбежные погрешности в теоретический расчет положения нейтрального слоя, что снижает практическую ценность теоретического метода определения.
Таблица 5-1: Коэффициент утончения η
| р/т | 0.1 | 0.25 | 0.5 | 1.0 | 2.0 | 3.0 | 4.0 | 5.0 | ≥5 |
| η | 0.82 | 0.87 | 0.92 | 0.96 | 0.985 | 0.992 | 0.995 | 0.998 | 1 |
В реальном производстве для определения положения нейтральной оси обычно используется эмпирическая формула, более простая, чем теоретические расчеты, которая выглядит следующим образом:
ρ = r + Kt (5-3)
Где:
Таблица 5-2: Эмпирические значения коэффициента нейтральной оси K
| р/т | K1 | K2 | ±k |
| 0.3 | 0.2 | 0.23 | 0.04 |
| 0.4 | 0.22 | 0.24 | |
| 0.5 | 0.23 | 0.25 | |
| 0.6 | 0.24 | 0.265 | |
| 0.7 | 0.26 | 0.28 | |
| 0.8 | 0.28 | 0.3 | |
| 1 | 0.31 | 0.32 | |
| 1.2 | 0.32 | 0.33 | |
| 1.3 | 0.33 | 0.34 | |
| 1.5 | 0.35 | 0.36 | |
| 2 | 0.37 | 0.38 | 0.03 |
| 2.5 | 0.38 | 0.39 | |
| 3 | 0.39 | 0.4 | |
| 4 | 0.42 | 0.42 | |
| 5 | 0.44 | 0.44 | 0.02 |
| 6 | 0.46 | 0.46 | |
| 7 | 0.48 | 0.48 | |
| ≥8 | 0.5 | 0.5 |
Примечание:
Исходя из определения нейтрального слоя, размер заготовки в развернутом виде должен быть равен длине нейтрального слоя. Как правило, на основе внутреннего радиус изгиба r заготовки, сгибы делятся на кругло-угловые и некругло-угловые: сгибы считаются кругло-угловыми, если r>0,5t, и некругло-угловыми, если r<0,5t.
Кроме того, в зависимости от ширины листа B, изгибы делятся на широкие и узкие: если ширина листа B>3t, то это широкий изгиб, а если ширина листа B<3t, то узкий изгиб.
В производственной практике наиболее широко используются шпангоуты с радиусом круглого угла (r>0,5t) и широкие листы (B>3t), поэтому, учитывая универсальность шпангоутов, мы в основном рассматриваем расчет размеров развернутой заготовки для шпангоутов с радиусом круглого угла и широких листов при гибке.
Когда r>0,5t, B>3t, из-за того, что утонение гибочной части не сильное и поперечное искажение небольшое, длина заготовки может быть определена на основе принципа, что длина нейтрального слоя равна размеру развернутой заготовки.
Общие методы расчета развернутых размеров заготовок круглоугольных шпангоутов (r>0,5t) делятся на: расчет коэффициента изгиба и расчет величины вычета изгиба.
1. Круглоугольные изгибы (r>0,5t) Расчет коэффициента изгиба для заготовок в развернутом виде:
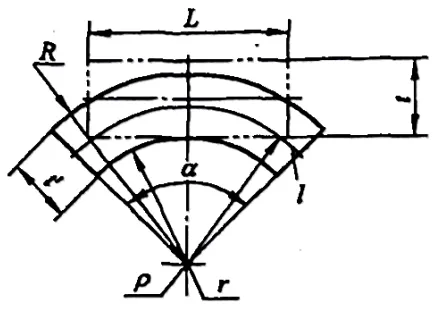
1) Коэффициент изгиба - это длина части дуги, измеренная вдоль нейтрального слоя зоны деформации изгиба (часть R изгиба), как показано на рисунке 5-4.
Коэффициент изгиба рассчитывается по формуле (5-4): x=παρ/180° (5-4)
Где ρ - радиус кривизны нейтрального слоя (мм).
2) На рисунке 5-5 показан пример условного обозначения для расчета коэффициента изгиба развернутых размеров заготовки, а формула для расчета коэффициента изгиба развернутых размеров заготовки выглядит следующим образом.

L=a+b+x (5-5)
Подставив уравнение (5-3) в уравнение (5-4), мы получим формулу для коэффициента изгиба:
x=πα(r+Kt)/180° (5-6)
Подставив уравнение (5-6) в уравнение (5-5), мы получим формулу для расчета развернутого размера согнутой заготовки:
L=a+b+πα(r+Kt)/180° (5-7)
Где:
2. Расчет вычета на изгиб для развернутого размера детали с закругленным углом (r>0,5t)
1) Вычет на изгиб (также известный как поправочное значение для части R) - это разница между удвоенным R зоны деформации изгиба (часть R изгиба) и коэффициентом изгиба, как показано на рисунке 5-6.

Вычет на изгиб (поправочное значение для части R) рассчитывается согласно уравнению (5-8):
y = 2R-παr/180° (5-8)
2) На рисунке 5-7 показан пример аннотации размеров для расчета отчислений на изгиб для развернутого размера заготовки. Вычет на изгиб y рассчитывается по следующей формуле:
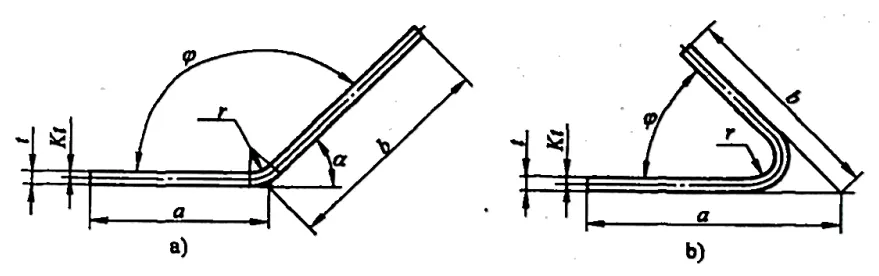
① Когда φ ≤ 90°:
R=(r+t)/tan(φ/2)
Подставив вышеприведенную формулу и формулу (5-3) в формулу (5-8), мы получим вычет на изгиб (т.е. корректирующее значение части R) для изгиба φ≤90° (см. рис. 5-7b):
y=2(r+t)/tan(φ/2)-πα(r+Kt)/180° (5-9)
② Когда 90°<φ≤165°:
R=(r+t)tan[(180°-φ)/2]
Подставив вышеприведенную формулу и формулу (5-3) в формулу (5-8), получим вычет на изгиб (т.е. корректирующее значение части R) для изгиба 90°<φ≤165° (см. рис. 5-7a):
y=2(r+t)tan[(180°-φ)/2]-πα(r+Kt)/180° (5-10)
③ При 165°<φ≤180°:
y≈0
3) Формула для расчета величины вычета на изгиб для размера заготовки детали, показанной на рис. 5-7, имеет вид:
L=a+b-y (5-11)
При φ≤90°, подставляя формулу (5-9) в формулу (5-11), получаем следующую формулу для расчета величины вычета на изгиб заготовки:
L=a+b-[2(r+t)/tan(φ/2)-πα(r+Kt)/180°] (5-12)
При 90°<φ≤165°, подставляя формулу (5-10) в формулу (5-11), получаем следующую формулу для расчета величины вычета при изгибе заготовки:
L=a+b-[2(r+t)tan[(180°-φ)/2]-πα(r+Kt)/180°] (5-13)
③ При 165°<φ≤180°:
L≈a+b (5-14)
Где,
3. Расчет размера заготовки для многоугольных изгибов
Для многоугольных изгибов размер заготовки равен сумме длины части R и длины прямых кромок.
1) Расчет размера заготовки для многоугольного изгиба по коэффициенту изгиба:
L=l1+l2+...+ln+1+nx (5-15)
Где l1, l2...ln+1 длины прямых частей каждого края детали (мм);
n - количество изгибов R.
2) Расчет размера заготовки для многоугольного изгиба по вычету изгиба:
L=l1+l2+...+ln+1-ни (5-16)
Где l1, l2...ln+1 длины кромок детали (мм) до вершины изгиба;
n - количество изгибов R.
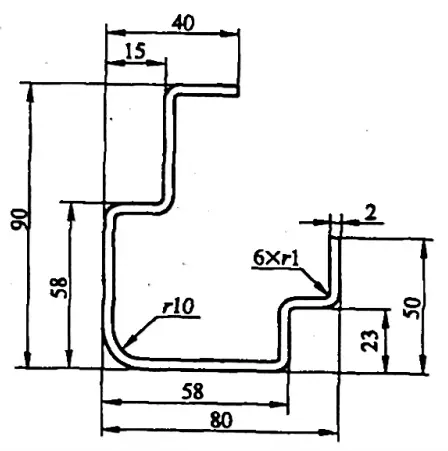
Пример 5-1: Рассчитайте размер заготовки для изгиба, показанного на рисунке 5-8.
Решение 1: Рассчитайте размер заготовки с помощью коэффициента изгиба.
См. Приложение A: При угле изгиба φ=90°, толщине t=2 мм и радиусе r=10 мм коэффициент изгиба составляет 2,68 мм;
При угле изгиба 90°, толщине t=2 мм и радиусе r=10 мм коэффициент изгиба составляет x2=16,9 мм.
Из уравнений (5-5) и (5-15) плоский размер заготовки для гнутой детали рассчитывается как:
L= [(40-15-2-1) + (90-58-2-2×1) + (15-2-2×1) +2(58-2×2-10-1) + (23-2-2×1) + (80-58-2-2×1) + (50-23-2-1) + 6×2,68 + 16,9]мм
= (22+28+11+86+19+18+24+16.08+16.9)mm
= 240,98 мм.
Решение 2: Рассчитайте плоский размер заготовки, используя величину вычета на изгиб.
См. приложение C: для изгиба с углом φ=90°, толщиной t=2 мм и радиусом r=1 мм значение поправки для участка R равно y1=3,32 мм; для изгиба с углом φ=90°, толщиной t=2 мм и радиусом r=10 мм значение поправки для участка R равно y2=7,1 мм.
Необработанный размер согнутой части можно получить из уравнений (5-11) и (5-16):
L= [(40-15) + (90-58+2) + (15+2) + 2×58 + (23+2) + (80-58+2) + (50-23) - 6×3,32 - 7,1] мм
= (25+34+17+116+25+24+27-19,92-7,1) мм
= 240,98 мм
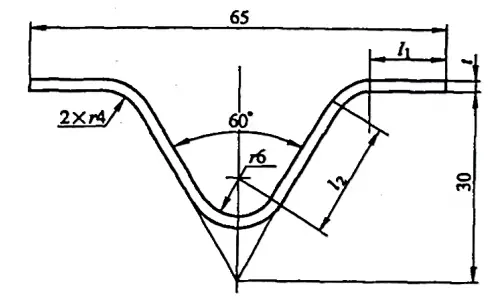
Пример 5-2: Вычислите необработанный размер согнутой детали, показанной на рисунке 5-9.
Решение: Рассчитайте необработанный размер с помощью коэффициента изгиба.
Формула для расчета размеров заготовки гнутой детали из уравнений (5-5) и (5-15) имеет вид:
L=2l1+2l2+2x1+x2
где l1 = [32,5 - (30tan30°+4tan30°)] мм = 12,87 мм
и l2 = [(30/cos30°) - (8/tan30°+4tan30°)] мм = 18,47 мм
В приложении A: при угле изгиба φ=120°, t=2 мм, r=4 мм, значение коэффициента изгиба равно x1=4,98 мм; при угле изгиба φ=60°, t=2 мм, r=6 мм значение коэффициента изгиба составляет x2=14,16 мм.
Подставив эти значения в формулу, вы получите длину развернутой заготовки L= (2×12,87 + 2×18,47 + 2×4,98 + 14,16) мм = 86,8 мм.
Следует отметить, что для более простых изгибов с низкими требованиями к точности размеры развернутой заготовки могут быть рассчитаны напрямую. Однако для более сложных изгибов или изгибов с более высокими требованиями к точности форма и размеры развернутой заготовки должны быть многократно проверены и постоянно пересматриваться для подтверждения формы и размеров заготовки.
Если радиус изгиба r детали меньше 0,5t, ее называют острым изгибом. Расчет размеров заготовки для таких деталей основан на принципе постоянства объема до и после изгиба.
При резких изгибах из-за сильного утончения материала в месте изгиба процесс деформации чрезвычайно сложен, что затрудняет точный расчет размеров заготовки. Поэтому расчетные размеры заготовки необходимо корректировать на основе эмпирических данных или путем пробной гибки.
Формула расчета размеров заготовки для деталей с резким изгибом (r<0,5t, φ=90°) приведена в таблице 5-3.
Таблица 5-3 Формула расчета размеров заготовки для деталей с резким изгибом (r<0,5t, φ=90°) (единицы измерения: мм)
| Серийный номер | Особенности сгибания | Схема | Формула |
| 1 | Согните угол. |  | L=a+b+0.4t |
| 2 | Расплющите его. |  | L=a+b-0.43t |
| 3 | Загните сразу два угла. | 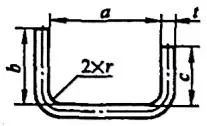 | L=a+b+c+0.6t |
| 4 | Согните три угла одновременно. | 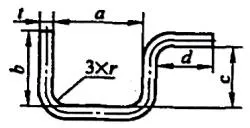 | L=a+b+c+d+0.75t |
| 5 | В первом случае согните два угла, во втором - еще один. | L=a+b+c+d+t | |
| 6 | Одновременно согните четыре угла. | 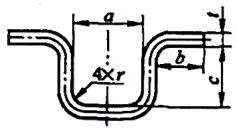 | L=a+2b+2c+1.2t |
| 7 | Согните, чтобы сформировать четыре угла в двух местах. | L=a+2b+2c+1.2t |
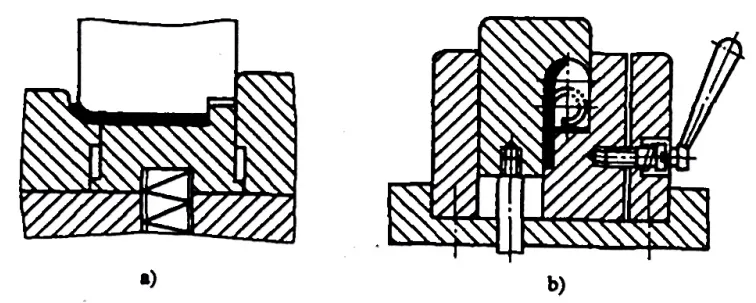
Для шарнирного типа гибочные детали при r= (0,6~3,5)t (см. рис. 5-10), процесс отбортовки обычно происходит по схеме, показанной на рис. 5-11. Во время отбортовки толщина металлического листа увеличивается, а нейтральный слой смещается наружу. Размеры заготовки в развернутом виде можно приближенно рассчитать по следующей формуле:
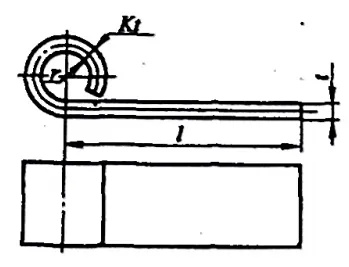
L=l+1.57π(r+Kt)+r
Где:
Таблица 5-4 Коэффициент смещения нейтрального слоя для изгибаемых деталей шарнирного типа
| р/т | ≥0.5~0.6 | >0.6~0.8 | >0.8~1 | >1~1.2 | >1.2~1.5 | >1.5~1.8 | >1.8~2 | >2~2.2 | >2.2 |
| K | 0.76 | 0.73 | 0.7 | 0.67 | 0.64 | 0.61 | 0.58 | 0.54 | 0.5 |






