Основы лазерной резки: Руководство по оптимальным параметрам
Как добиться идеального лазерного реза каждый раз? В этой статье рассматриваются основные параметры, влияющие на качество лазерной резки, такие как мощность, скорость, фокусное расстояние, форма сопла и вспомогательный газ. Понимая и регулируя эти факторы, вы сможете значительно повысить точность и эффективность операций резки. Откройте для себя практические советы и подробные инструкции, чтобы овладеть искусством лазерной резки и избежать распространенных "подводных камней". Погрузитесь в процесс, чтобы узнать, как оптимизировать работу станка для различных материалов и толщин, гарантируя превосходные результаты каждый раз.
Последнее обновление:
28 июня, 2024
Поделитесь своим мнением:
Оглавление
Основные параметры для лазерная резка К ним относятся мощность и скорость лазерной резки, фокусное расстояние линзы и положение точки фокусировки, форма сопла и расстояние от сопла до поверхности заготовки, а также тип и давление вспомогательного газа.
Скорость резки - важнейший параметр для резки. Во время резки скорость резания должна определяться в зависимости от мощности лазера, давления газа и толщины заготовки. Она увеличивается с ростом мощности лазера и давления газа и уменьшается с увеличением толщины заготовки. Например, при резке 6-миллиметрового листа углеродистой стали скорость резки составляет 2,5 м/мин, а для 12-миллиметрового листа углеродистой стали - 0,8 м/мин.
Фокусное расстояние объектива и положение точки фокусировки (величина расфокусировки)
Меньшее фокусное расстояние линзы приводит к более высокой плотности мощности, но более мелкой фокусировке, что делает ее пригодной для высокоскоростной резки тонких материалов. И наоборот, большее фокусное расстояние объектива приводит к меньшей плотности мощности, но более глубокому фокусу, что делает его подходящим для медленной резки толстых материалов.
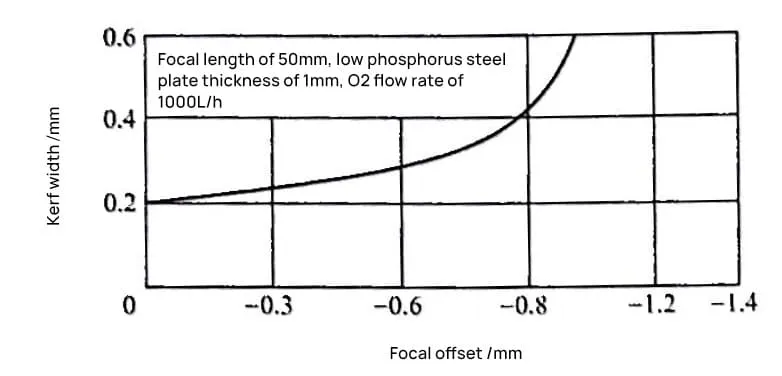
Влияние величины расфокусировки на ширину реза показано на рисунке 5-3. Обычно фокусную точку выбирают так, чтобы она располагалась примерно на 1/3 толщины пластины ниже поверхности заготовки, тогда ширина реза будет минимальной.
Рисунок 5-3: Влияние величины расфокусировки на ширину среза.
Форма сопла и расстояние от сопла до заготовки
(1) Выбор формы сопла
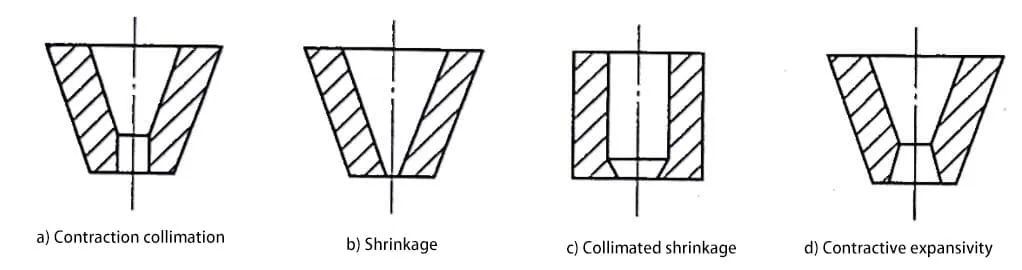
Форма и размер сопла являются важнейшими параметрами, влияющими на качество и эффективность лазерная резка. Различные методы резки требуют различных форм сопел. Общие формы сопел для лазерной кислородной резки показаны на рис. 5-4.
Рисунок 5-4: Распространенные формы сопел, используемых в лазерной кислородной резке
(2) Расстояние от сопла до заготовки
Если сопло расположено слишком близко к поверхности заготовки, это влияет на способность сдувать разбрызганный расплавленный шлак. Однако если сопло находится слишком далеко от поверхности заготовки, это может привести к излишним потерям энергии. Для обеспечения стабильности резки расстояние от конца сопла до поверхности заготовки обычно контролируется в пределах 0,5-2 мм.
Типы и давление вспомогательного газа
При использовании кислорода в качестве вспомогательного газа для резки низкоуглеродистой стали интенсивные реакции окисления выделяют большое количество тепла, что увеличивает скорость и толщину резки, а также позволяет получать срезы без шлака. Для резка нержавеющей сталиЧасто используется смесь кислорода и азота, что приводит к улучшению качества резки по сравнению с использованием только кислорода.
Увеличение давления газа повышает способность удаления шлака и может привести к увеличению скорости резки. Однако чрезмерное давление может привести к образованию шероховатых поверхностей реза. Основные параметры и характеристики лазерной резки приведены в таблице 5-1.
Таблица 5-1: Основные параметры и характеристики лазерной резки
Материалы заготовок
Толщина заготовки (мм)
Мощность лазера (Вт)
Скорость резки (см/мин)
Режущий газ
Характеристики и применение
99% алюмооксидная керамика
0.7
8
30
—
Контролируемый перелом
Кристаллический кварц
0.81
3
60
—
Ферритовый лист
0.2
2.5
114
—
Сапфир
1.2
12
7
—
Кварцевая трубка
-
500
400 штук в час
—
Экономия материала и высококачественная резка при резке кварцевых трубок, подходит для производства трубок для галогенных ламп
Ткань
-
20~250
500~300
Воздух
Экономия материала, высококачественная резка, высокая эффективность, самофиксирующиеся края при резке тканей, подходит для изготовления лент для пишущих машинок, поверхностей зонтов, одежды и т.д.
Стеклянная трубка
12.7
20000
460
Воздух
Высококачественная резка стеклянных трубок без износа инструмента
Дуб
16
300
28
Воздух
Высококачественная резка древесины, аккуратные режущие кромки, экономия материала, подходит для изготовления мебели
Сосна
50
200
12.5
Воздух
Плита из эпоксидной смолы на основе бора
8.1
15000
165
Воздух
Высокая эффективность при резке плит из эпоксидной смолы с бором, отсутствие износа инструмента, подходит для производства авиационных компонентов
Низкоуглеродистая сталь
1.5 3 1.0 6.0 16.25 35
300 300 1000 1000 4000 4000
300 200 900 100 114 50
Кислород
Высококачественная резка, экономия труда и материалов, может заменить фрезерование, штамповку и ножницыиспользуется в производстве приборных панелей, теплообменников и автомобильных деталей
30CrMnSi
1.5 3.0 6.0
500 500 500
200 120 50
Кислород
Может заменить фрезерование, штамповку и ножницы, высокая эффективность резки, высококачественная резка, используется в производстве авиационных компонентов, отсутствие деформации при резке, экономия материала и труда, используется в производстве авиационных компонентов, вертолетных роторов и т.д.
Нержавеющая сталь
0.5 2.0 3.175 1.0 1.57 6.0 4.8 6.3 12
250 250 500 1000 1000 1000 2000 2000 2000
450 25 180 800 456 80 400 150 40
Кислород
Отсутствие деформации при резке, экономия материала и трудозатрат, используется в производстве компонентов самолетов, вертолетных роторов и т.д.
Титановый сплав
3.0 8.0 10.0 40.0
250 250 250 250
1300 300 280 50
Кислород
Быстрая скорость резки, высококачественная резка, может заменить фрезерование, шлифование и химическое травление, экономия труда, высокая эффективность резки, используется в производстве авиационных компонентов
Алюминиевая сотовая панель с титановым покрытием
30
350
500
Кислород
Отсутствие деформации при резке, отсутствие повреждений на поверхности заготовки, высокая скорость резки, используется при производстве аэрокосмических деталей
Стальная пластина с двухсторонним покрытием
0.5~2.0
350
300
Кислород
Экономия труда и материалов, не повреждает поверхностные покрытия при резке, используется в производстве кондиционеров
Как производители могут добиться точной и эффективной лазерной резки CO2 для различных материалов? В этой статье рассматривается взаимосвязь между лазерной...
Вы когда-нибудь задумывались о том, как с помощью лазера достигаются замысловатые рисунки на металлах и других материалах? В этом руководстве рассказывается о лазерной резке...
Стол для лазерной резки Raycus совершает революцию в отрасли благодаря своим мощным опциям от 3000 до 8000 Вт. В этой статье рассматривается, как различные...
Интересно узнать реальную стоимость лазерной резки? В этой статье рассматриваются расходы, включая потребление электроэнергии, техническое обслуживание и материалы...