
Трубогиб нового поколения: Исследование инновационных процессов
Представьте себе революционный способ гибки труб, расширяющий границы эффективности и точности. Следующее поколение трубогибов...
Что делает трубогибочные станки жизненно необходимыми в различных отраслях промышленности? Эти станки, необходимые для формовки труб, бывают разных типов: гидравлические, с ЧПУ и многорежимные, каждый из которых подходит для различных задач гибки. Понимание их функциональности позволяет оптимизировать эффективность и точность производственных процессов в самых разных отраслях - от автомобильной до аэрокосмической. Погрузитесь в это руководство, чтобы изучить механику, типы и области применения трубогибочных станков и узнать, как они могут расширить ваши производственные возможности.

Существует множество методов и устройств для гибки труб. В зависимости от того, воздействует ли на зону деформации непосредственно пресс-форма, их можно разделить на формовку в пресс-форме и без нее. По температуре гибки трубы можно разделить на холодную и горячую. К распространенным методам холодной гибки относятся прессовая гибка, гибка с помощью валков, гибка с помощью обертывания и экструзионная гибка.
Прессовая (листогибочная) гибка осуществляется путем боковой гибки пластика на прессе или листогибочной машине; валковая гибка осуществляется путем добавления пресс-форм на листопрокатный станок или путем непрерывной точечной боковой пластической гибки на профилегибочной машине; экструзионная гибка достигается путем экструзионной гибки на прессе или специальной экструзионной машине; гибка в обмотку достигается на вертикальной или горизонтальной трубогибочной машине путем гибки с определенным растягивающим усилием.
К основным методам горячей гибки труб относятся среднечастотная гибка труб и пламенная гибка, которая представляет собой процесс непрерывного нагрева, сгибания и охлаждения труб на специализированном оборудовании. В зависимости от формы усилия, прикладываемого при гибке, ее можно разделить на гибку на растяжение и гибку на продавливание. Кроме того, лазерная безформовочная гибка может быть достигнута путем управления тепловым напряжением посредством локализованного переходного нагрева с помощью лазеров.
Гибка труб на трубогибочных станках широко используется в таких отраслях промышленности, как котлостроение, судостроение, автомобилестроение и аэрокосмическая промышленность, благодаря точности формовки, малым радиус изгиба, углы гибки более 180 градусов, устойчивость к смятию, возможность непрерывной гибки и простота интеграции с ЧПУ. Ниже представлен только трубогибочный станок с тянущейся обмоткой (далее - трубогибочный станок).
Как показано на рис. 1, трубогибочный штамп с полукруглым пазом вращается гидравлическим цилиндром через звездочку, цепь и главный вал. Труба помещается внутрь гибочного штампа и зажимается зажимным штампом. Направляющее устройство (ролик или канавка) используется для прижатия внешней поверхности трубы в зоне деформации.
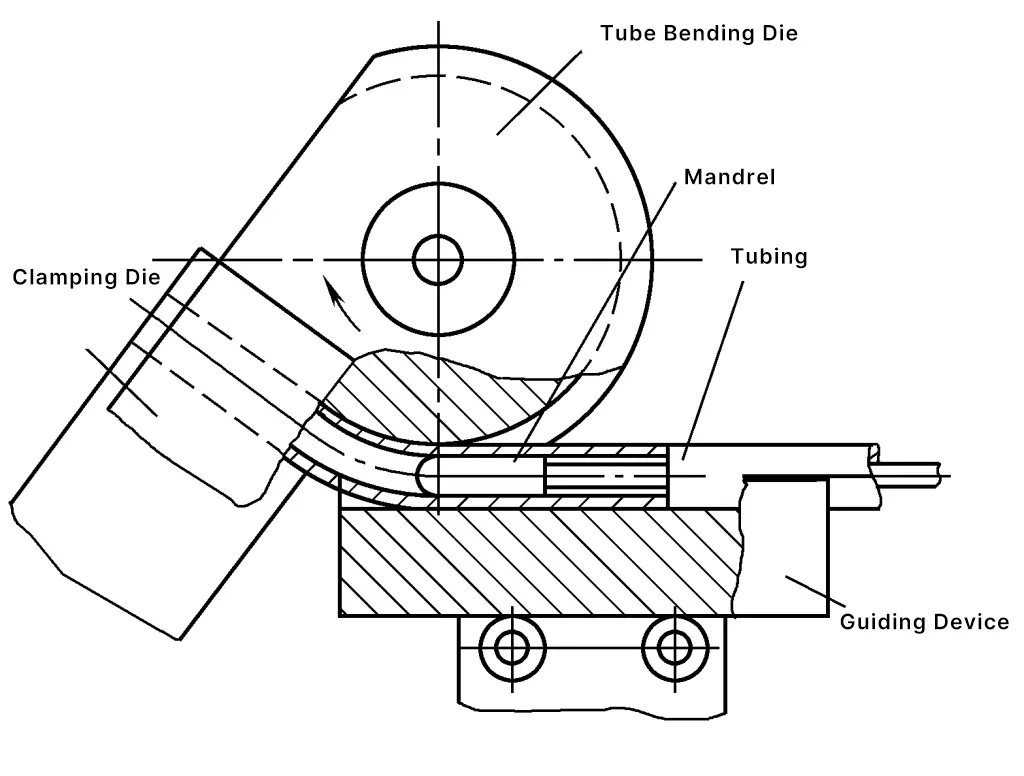
Головка оправки, установленная на устройстве оправки, входит во внутреннее отверстие трубы, расположенное на осевой линии гибочного штампа или немного впереди нее. Когда труба зажимается зажимной матрицей и вращается вместе с гибочной матрицей, она плотно прилегает к гибочной матрице.
Если трубы имеют разные диаметры и требования к радиусу изгиба, необходим другой гибочный штамп. Угол изгиба трубы контролируется механическим стопорным блоком (или цифровым дисплеем), и когда гибочный штамп поворачивается на определенный угол, он ударяется о стопорный блок (или программатор), который подает команду на остановку гидравлического цилиндра, тем самым останавливая гибочный штамп и завершая требуемый изгиб трубы.
К распространенным видам трубогибочных станков относятся: гидравлические (плоскостные) трубогибы, трубогибы с ЧПУ (трехмерные, однорежимные) и двухрежимные (или многорежимные) трубогибы с ЧПУ. Кроме того, существуют гибочные станки с ЧПУ, трубогибы с ЧПУ с двойной головкой, змеевидные трубогибы с ЧПУ и трубогибы для раскладки труб.
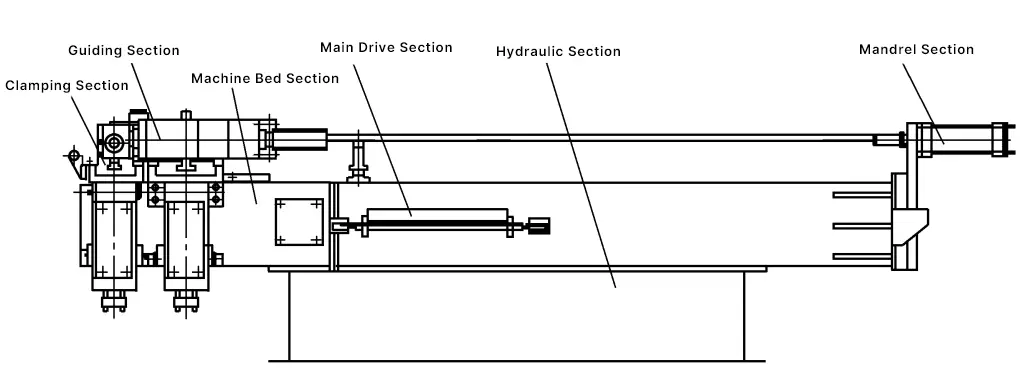
На рисунке 2 показана структурная схема гидравлического (плоскостного) трубогиба. Станок состоит из станины, главного привода, зажимной, направляющей, дорна, а также электрической и гидравлической систем управления. Как правило, он используется для гибки двумерных плоских труб с одним радиусом кривизны. С помощью дополнительных вспомогательных устройств он также может гнуть трубы пространственной формы.
Этот тип станка может сгибать радиусные трубы одной кривизны в трехмерном пространстве, а его структурный состав включает в себя основную структуру вышеупомянутого гидравлического трубогиба. Кроме того, наиболее типичной структурой станка является наличие трех координатных осей: ось Y - расстояние линейной подачи, ось B - угол поворота в пространстве трубы и ось C - угол изгиба в плоскости трубы.
Все три координатные оси точно управляются компьютером, а оси Y и B приводятся в движение и управляются серводвигателями переменного тока или гидравлическими серводвигателями. Ось C приводится в движение и управляется электрогидравлическим сервоклапаном. У небольших трубогибов с ЧПУ все три оси управляются электрическими сервоприводами.
На рисунке 3 показаны монтажные позиции координатных осей и пресс-форм трубогиба с ЧПУ. Трубогибочная система с ЧПУ оснащена сенсорным дисплеем, который может вводить и отображать различные данные и команды трубогиба. Экран может переключаться в рабочее состояние и обладает широкими возможностями редактирования, позволяя операторам свободно выбирать и вызывать различные скорости движения для каждой координатной оси и сохранять их в памяти.
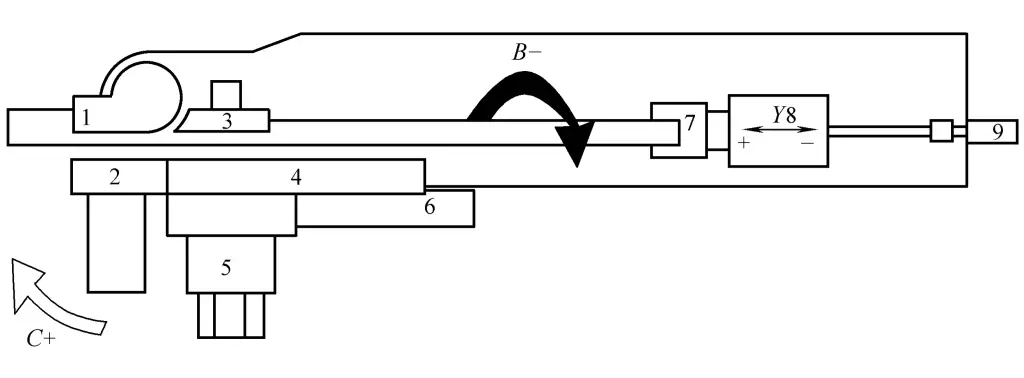
1-гибочная форма
2-Зажим
3-Антиморщинная пластина
4-направляющая пластина
5-гидовый слайдер
6-цилиндровый блок
7-кольцо
8 тележек
9-штоковый гидравлический цилиндр
Хорошие возможности редактирования станка позволяют оператору добавлять или изменять данные о трубе в программе. Компенсация пружинящего отката, возникающего во время гибка труб достигается. Компьютер также оснащен защитными замками и диагностическими функциями, автоматически блокирующими машину и отображающими результаты диагностики в случае возникновения ошибок в работе или других проблем.
Этот тип станка может изгибать трубы с двумя и более радиусами кривизны в пространстве.
В дополнение к конструктивным особенностям трубогибов с ЧПУ и гидравлических трубогибов, добавляются движения по осям "X" и "Z". Ось X изменяет радиус гиба, что достигается боковым перемещением гибочной головки или подаваемой заготовки. Привод и управление осью X осуществляются серводвигателем переменного тока.
Ось Z - вертикальная подъемная ось. Вал с сердечником, втулки перемещаются вверх и вниз для позиционирования на формах, используемых при гибке. Привод от гидравлического или электрического сервопривода.
Параметры гидравлического трубогибочного станка и трубогибочного станка с ЧПУ соответствуют стандартам JB/T2671.1-1998 "Параметры трубогибочного станка" и JB/T5761-1991 "Параметры трубогибочного станка с ЧПУ".







