Зачистка пуансонов и штампов: Секреты идеальных деталей
Что, если крошечный зазор может сделать или сломать ваш следующий производственный проект? В мире пуансонов и штампов...
Вы пытаетесь добиться безупречной плазменной резки? Понимание взаимосвязи типов газа, настроек напряжения и скорости резки имеет решающее значение для получения высококачественных результатов. В этой статье приведены важные советы по оптимизации этих параметров, обеспечивающие плавную и точную резку каждый раз. Узнайте, как правильно выбрать газ, точно отрегулировать напряжение и установить идеальную скорость резки, чтобы повысить эффективность плазменной резки. Освойте эти приемы и поднимите свои навыки плазменной резки на новый уровень.
Ампер - единица измерения потока электронов (количество электронов, проходящих за секунду) в цепи.
Для материала определенной толщины при увеличении силы тока скорость резания должна соответственно увеличиваться.
Для материала определенной толщины при увеличении силы тока резания образование шлака уменьшается.
Для материала определенной толщины выбор меньшего тока резания обычно приводит к улучшению качества поверхности среза и качества верхней кромки.
В нормальных условиях срок службы расходных материалов при низких токах превышает срок службы при высоких токах, что особенно заметно при использовании кислородной резки.
Все плазменная резка В устройствах указывается максимальная толщина резания и максимальная толщина прокалывания.
| HD3070 100 AMP | Мягкая сталь | 1/2″ | 1/2″ |
| Нержавеющая сталь | 1/2″ | 1/2″ | |
| Алюминий | 1/2″ | 1/2″ | |
| HD4070 200 AMP | Мягкая сталь | 3/4" (тонкий), 1" (общий) | 1″ |
| Нержавеющая сталь | 3/4 "Генерал | 1″ | |
| Алюминий | 3/4 "Генерал | 1″ | |
| МАКС 200 200 АМПЕР | Мягкая сталь | 2″ | 1″ |
| Нержавеющая сталь | 2″ | 7/8″ | |
| Алюминий | 2″ | 7/8″ | |
| HT 2000 200 АМПЕР | Мягкая сталь | 2″ | 1″ |
| Нержавеющая сталь | 2″ | 7/8″ | |
| Алюминий | 2″ | 7/8″ | |
| HT4001 400 AMP | Мягкая сталь (O2) | 11/4″ | 1″ |
| Мягкая сталь (N2) | 3″ | 1″ | |
| Нержавеющая сталь | 3″ | 1″ | |
| Алюминий | 3″ | 1″ | |
| HT4400 400 AMP | Мягкая сталь | 2″ | 1 1/4″ |
| Нержавеющая сталь | 2″ | 1″ | |
| Алюминий | 2″ | 1″ |
Чистота газа, используемого в плазменных аппаратах, как основное условие использования, должна соответствовать требованиям, приведенным в таблице ниже. В противном случае может снизиться качество резки, резко сократиться срок службы расходных компонентов, а плазменный аппарат может выйти из строя.
Давление питания
Для обеспечения нормальной работы плазменного аппарата предъявляются строгие требования к давлению/расходу газа на входе в блок управления. Настоятельно рекомендуется использовать высоконадежный регулятор давления, установленный рядом с входом в газовый блок управления.
Выберите высококачественный (двухступенчатый) регулятор давления, а параметры номинального давления и расхода см. в руководстве к аппарату плазменно-дуговой резки.
Операторы должны часто контролировать, чтобы своевременно понять, могут ли давление и расход соответствовать требованиям.
Факторы, которые необходимо учитывать
Тип материала для резки
Желаемое качество резки
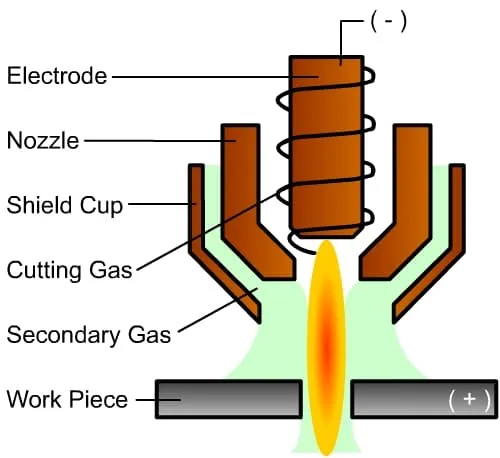
Плазменный газ, используемый для резки материалов, также известен как режущий газ. Это ионизированный газ, выходящий из сопла.

Преимущества
Недостатки
Преимущества:
Недостатки:
Преимущества:
Недостатки:
Преимущества:
Недостатки:
Экранирующий газ используется для изоляции зоны резки от атмосферы, что позволяет получить более чистую поверхность среза. Этот газ также участвует в процессе плазменной резки. Он окружает плазменную дугу и далее сжимает ее по направлению к сердцевине, способствуя охлаждению режущего сопла.
Создавая микроклимат вокруг поверхности реза, он изолирует ее от кислорода. Выбор типа защитного газа зависит от типа плазмы.
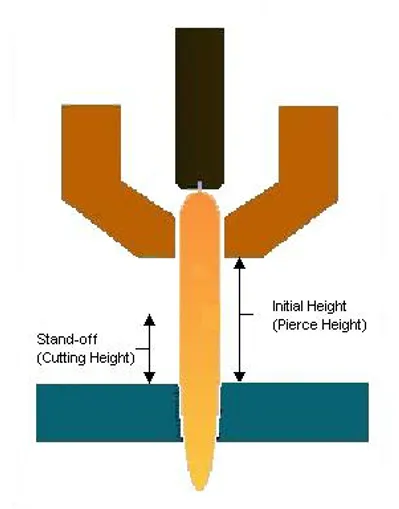
Высота прокалывания - это начальное расстояние от резака до поверхности разрезаемого материала в процессе прокалывания.
С другой стороны, высота резки - это расстояние, которое необходимо поддерживать от резака до поверхности разрезаемого материала в процессе резки.
Монитор контроля высоты следит за напряжением цепи регулятора высоты и при необходимости вносит соответствующие коррективы. Высота резака влияет на перпендикулярность поверхности резки и другие аспекты качества резки.
Контроль высоты напряжения дуги обеспечивает постоянное расстояние (высоту) резака от заготовки, даже при работе с неровными листовыми материалами.
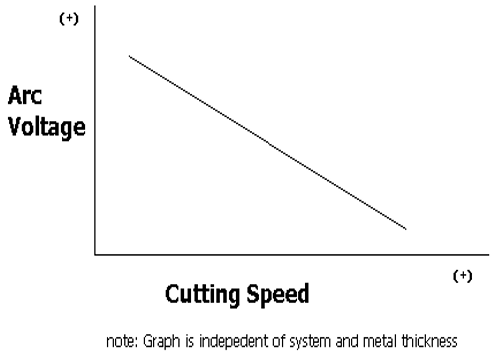
При увеличении скорости резки напряжение дуги должно уменьшаться, и наоборот.
Причины изменения скорости резания:
Реакция факела на изменение скорости:
Скорость резки соответствующая.
Оптимальный толщина резки соответствующий току резания, должен быть выбран из средней части таблицы параметров резания.
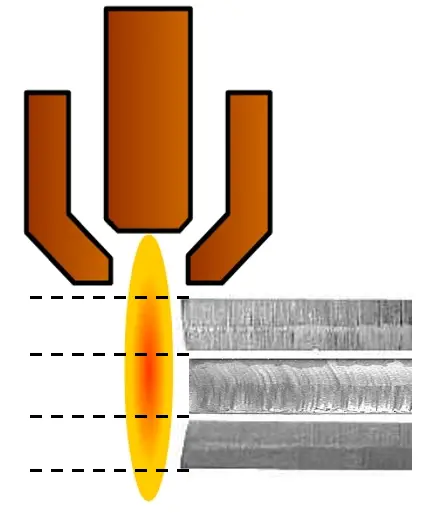
Скорость резки точная, дуга немного запаздывает.
Высота резания точная, напряжение настроено.
Помимо кислородной резки низкоуглеродистой стали, форма задней кромки поверхности реза других материалов не является эффективным показателем скорости резания.
Для точной оценки скорости резки необходимо учитывать угол наклона поверхности реза, степень налипания шлака и другие характеристики внешнего вида, а также гладкость или шероховатость поверхности.
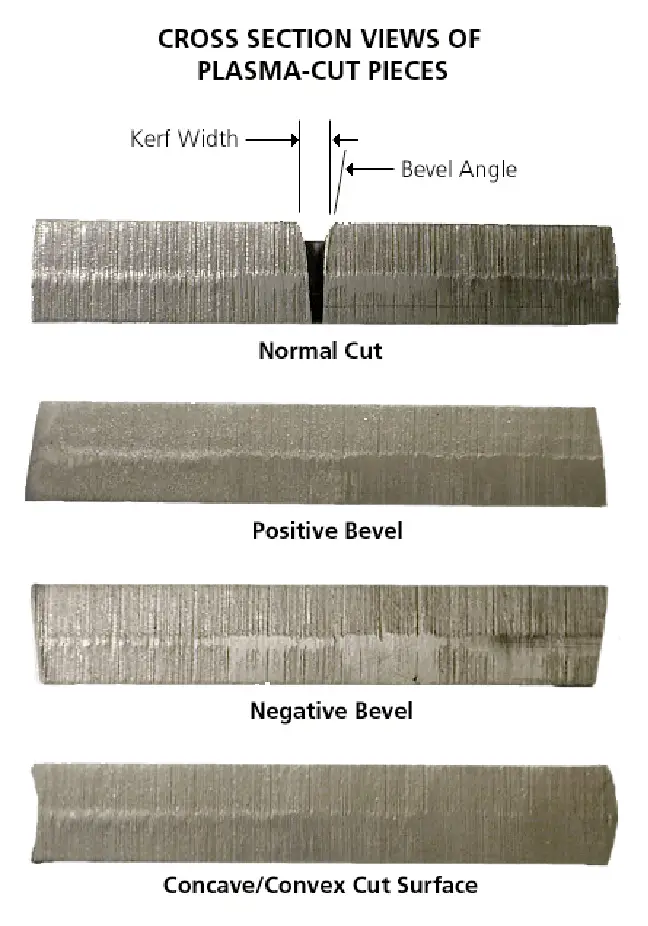
Вогнутые поверхности среза могут быть вызваны слишком низкой высотой резания или чрезмерным использованием расходных материалов. И наоборот, выпуклые поверхности среза могут указывать на слишком большую высоту резания или чрезмерное использование расходных материалов.

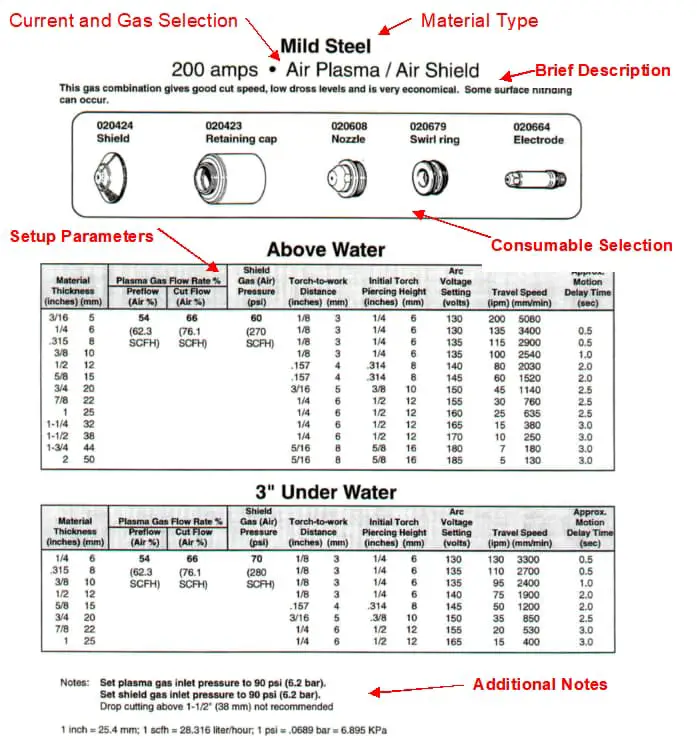
Таблица параметров резки содержит основные параметры для резки. Расход газа должен регулироваться в соответствии с этой таблицей, если только специальные инструкции не требуют дополнительных настроек для повышения качества резки.
Для достижения оптимальных результатов резки необходимо вносить небольшие изменения в такие параметры, как скорость резки, высота резака и давление дуги. Перед началом резки и после замены расходных материалов необходимо продуть воздух в течение более минуты.
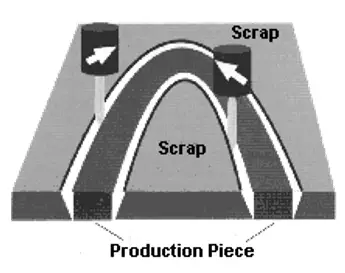
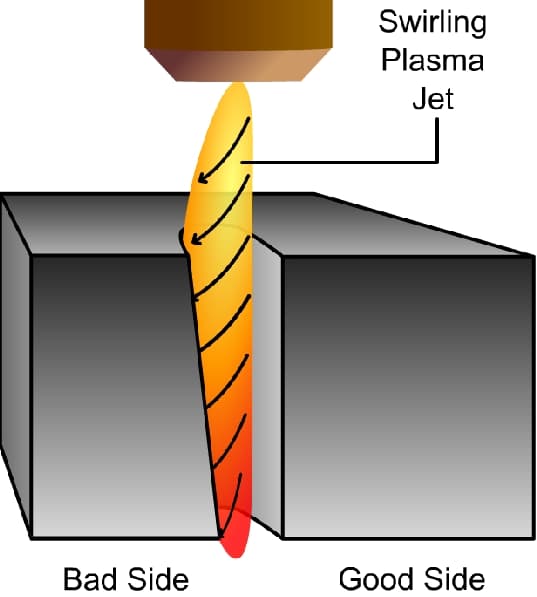
По часовой стрелке: Отрезание внешних краев заготовки.
Против часовой стрелки: Вырезание внутренних отверстий в заготовке.
Дросс - это материал, который не полностью сдувается с пропила.
Он проявляется в трех формах:
Сферический шлак накапливается в значительных количествах, что позволяет легко удалять его в больших объемах.
Причина:
Решение:

Шлак скапливается в тонких валиках и трудно удаляется.
Возможные причины:
Решения:
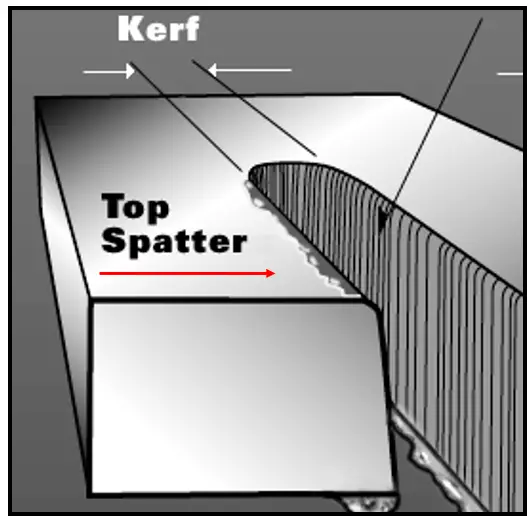
Брызги с верхней стороны, видимые с обеих сторон разреза, обычно возникают только в воздушной среде плазменная резка. Постепенно снижайте напряжение дуги (не более 5 В) до исчезновения брызг с верхней стороны.
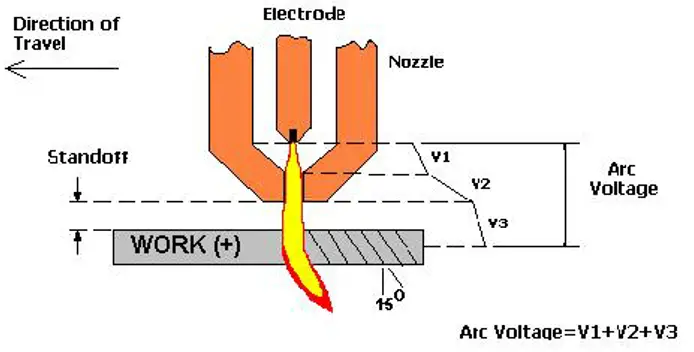
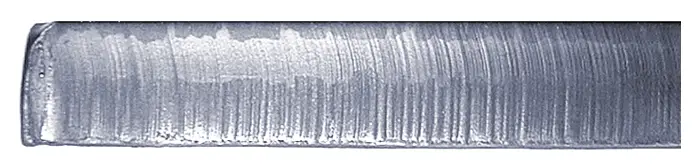
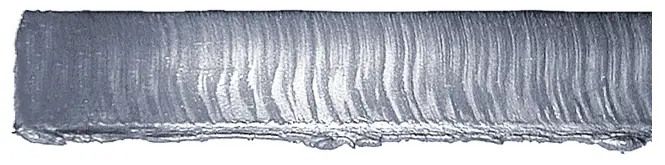
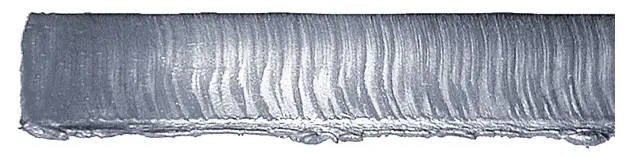
Линии следа означают полосы, остающиеся на поверхности резки в процессе резки. Чем более гладкая поверхность резки, тем меньше пульсации тока на выходе из источника плазмы. Форма этих полос зависит от метода резки.
Например, при соответствующей скорости при использовании азота или аргона и водорода для резки получаются полосы, которые слегка изогнуты и наклонены примерно на 15 градусов. Напротив, при использовании кислорода для резки получаются почти вертикальные полосы.
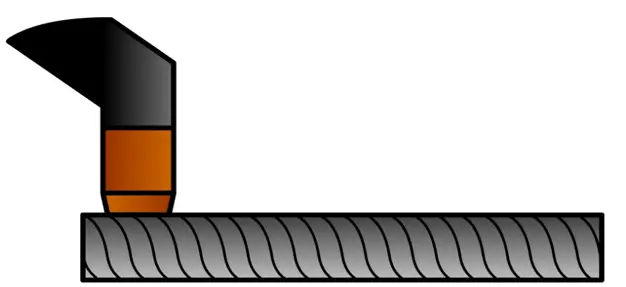
Сравнение с задней кромкой для определения оптимальной скорости резания - отличный выбор.
Вертикальная кромка свидетельствует о слишком низкой скорости резки.

Чрезмерно длинный край свидетельствует о слишком высокой скорости резки.
Как правило, наклон задней кромки составляет 10-15°, что свидетельствует о подходящей скорости резания.

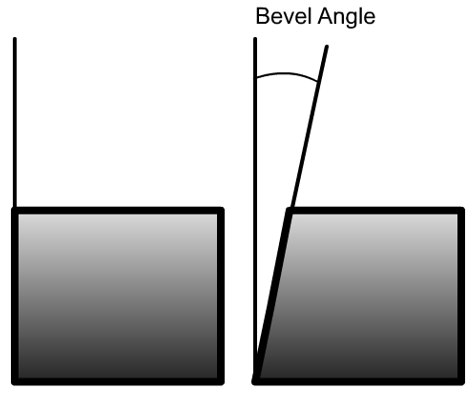
Угол наклона режущей поверхности - это угол между режущей поверхностью и вертикальной линией. Если резка идеально прямая, то угол должен составлять 0°.
Стандартный угол прямоугольной формы должен составлять ≤4° по всем четырем сторонам.
Большая высота резания соответствует положительному углу наклона режущей поверхности, а меньшая высота резания - отрицательному углу наклона режущей поверхности.
Слишком большой скос на режущей поверхности
Влияние высоты резака на угол скоса в процессах резки.
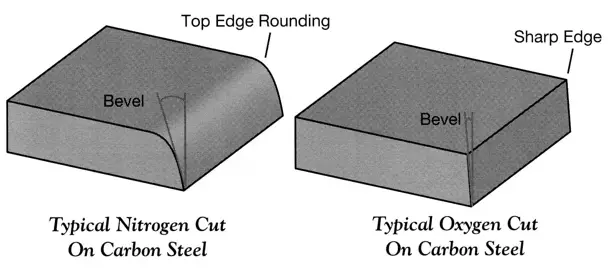
По сравнению с азотной резкой, результат кислородной резки дает четкие края вокруг заготовки с минимальным количеством шлака.
Заготовки, полученные в результате кислородно-плазменной резки, сравнительно более чистые, с превосходной свариваемостью, формуемостью и обрабатываемостью поверхностей реза.
Пропил - это пространство (или удаленный материал), образующееся в процессе резки.
Ширина пропила имеет решающее значение для точности размеров заготовки.
Ширина пропила = 1,5-2,0 x диаметр режущей насадки
Более низкая скорость = более широкий пропил
Больший ток = более широкий пропил
Правило: Диаметр вырезаемого отверстия должен быть как минимум в два раза больше толщины вырезаемого материала. При вырезании отверстий меньшего диаметра может образоваться коническое отверстие.



