
Техника правки металлов: От ручных до пламенных методов
Почему металл гнется и скручивается в процессе производства и как это исправить? Процесс правки металла, от...
Любопытно узнать, как безупречно выпрямляются металлические конструкции? Эта статья посвящена увлекательному процессу пламенной правки с использованием кислородно-ацетиленового пламени. Узнайте, как точный нагрев исправляет деформации, какие методы используются и каковы критические факторы успеха. Приготовьтесь к изучению этого важнейшего инженерного навыка!

При термической правке металлических материалов наиболее широко используется пламенная правка с использованием кислородно-ацетиленового пламени. Пламенная правка используется не только при подготовке материалов, но и может применяться для исправления деформации конструкций в процессе производства. Благодаря удобству, гибкости и низкой стоимости пламенной правки, ее применение получило довольно широкое распространение.
Металлические материалы обладают физическими свойствами теплового расширения и сжатия. При локальном нагреве нагретая часть материала расширяется, но из-за низкой температуры окружающего материала расширение сдерживается. В это время нагретый металл находится в состоянии сжимающего напряжения. Когда температура нагрева составляет 600-700℃, сжимающее напряжение превышает предел текучести материала при этой температуре, что приводит к сжимающей пластической деформации.
После прекращения нагрева металл остывает и сжимается, в результате чего металлические волокна в зоне нагрева становятся короче, чем раньше, создавая новую деформацию. При правке пламенем новая деформация, вызванная локальным нагревом металла, используется для исправления первоначальной деформации. Поэтому понимание закономерностей деформации, вызванной локальным нагревом пламени, имеет решающее значение для овладения навыками газовой правки.
На рисунке 1 показана деформация стального листа, угловой стали и Т-образной стали во время и после нагрева. Треугольник на рисунке 1 представляет собой область нагрева. Поскольку металлические волокна в нагретой области сжимаются при охлаждении, фасонная сталь изгибается в сторону нагрева.
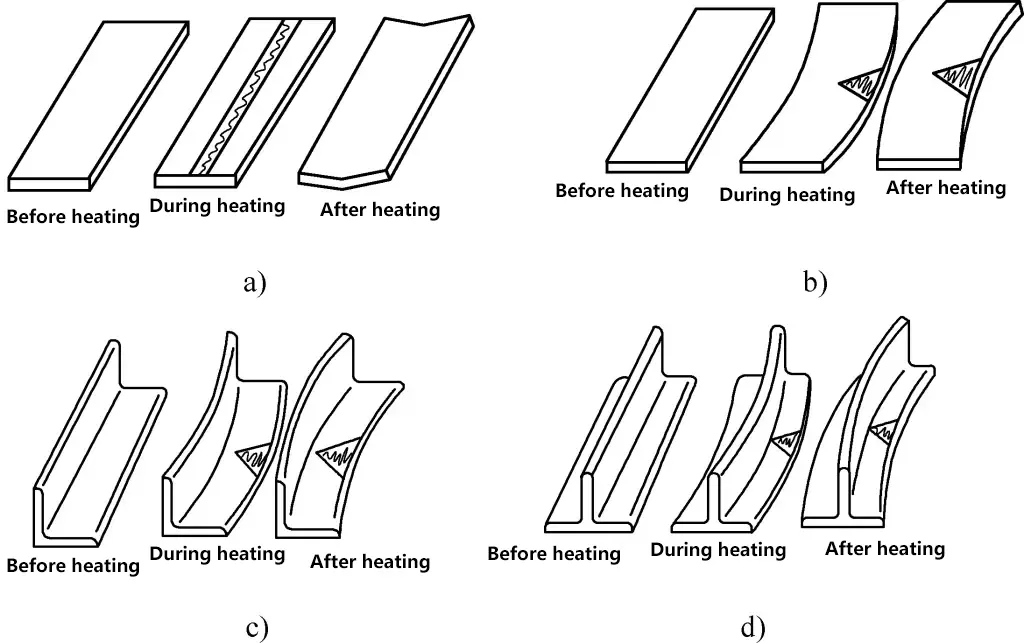
a), b) Стальной лист
в) Угловая сталь
г) Т-образная сталь
При пламенной правке деформация, вызванная нагревом, должна быть направлена в противоположную сторону от первоначальной деформации, чтобы сгладить и исправить ее. Источником тепла для пламенной рихтовки обычно служит кислородно-ацетиленовое пламя, поскольку оно имеет высокую температуру и высокую скорость нагрева.
Правка пламенем - это ручная операция. Для достижения лучших результатов правки необходимо контролировать место нагрева, время и температуру пламени в зависимости от состояния деформации заготовки. Различные позиции нагрева могут исправлять деформации в разных направлениях. Место нагрева следует выбирать на участке с более длинными металлическими волокнами, а именно на внешней стороне материала, где происходит деформация при изгибе.
Кроме того, форма зоны нагрева на нагретой заготовке существенно влияет на направление и величину деформации. Направление с наибольшей разницей в длине волокон, проходящих через зону нагрева, является направлением с наибольшей деформацией изгиба заготовки. Величина деформации пропорциональна разнице длин, проходящих через зону нагрева. Использование пламени с различными уровнями нагрева позволяет добиться различных возможностей коррекции.
Если тепло пламени недостаточно, время нагрева увеличивается, увеличивается площадь нагрева и уменьшается разница в деформации между параллельными волокнами, что затрудняет выравнивание деформации. Поэтому, чем быстрее и концентрированнее нагрев, тем сильнее способность к коррекции и тем больше объем коррекционной деформации.
Для пламенной правки низкоуглеродистой и обычной низколегированной стали обычно используется температура нагрева 600-800℃. Как правило, температура нагрева не должна превышать 850℃, чтобы избежать перегрева металла. Однако температура нагрева также не должна быть слишком низкой, так как это приведет к низкой эффективности коррекции. Температура нагрева может быть приблизительно определена по цвету поверхности стали при нагреве на производстве, точность зависит от опыта, как показано в таблице 1.
Таблица 1 Цвет поверхности стали и соответствующая температура (наблюдается в темноте)
| Цвет | Температура/℃ |
| Глубокий коричнево-красный цвет | 550~580 |
| Коричнево-красный | 580~650 |
| Темно-вишнево-красный | 650~730 |
| Глубокий вишнево-красный цвет | 730~770 |
| Вишнево-красный | 770~800 |
| Светло-вишневый цвет | 800~830 |
| Яркий вишнево-красный цвет | 830~900 |
| Оранжево-желтый | 900~1050 |
| Темно-желтый | 1050~1150 |
| Ярко-желтый | 1150~1250 |
| Бело-желтый | 1250~1300 |
Существует три способа нагрева поверхности деформируемых заготовок: точечный, линейный и треугольный.
Точечный нагрев подразумевает нагрев области определенного диаметра в виде круглого пятна. Форма и количество горячих точек определяются в зависимости от состояния деформации стали. При многоточечном нагреве обычно используется схема "цветок сливы" (см. рис. 2a), а диаметр d каждой точки должен быть соответственно больше для толстых листов и меньше для тонких, обычно не менее 15 мм.
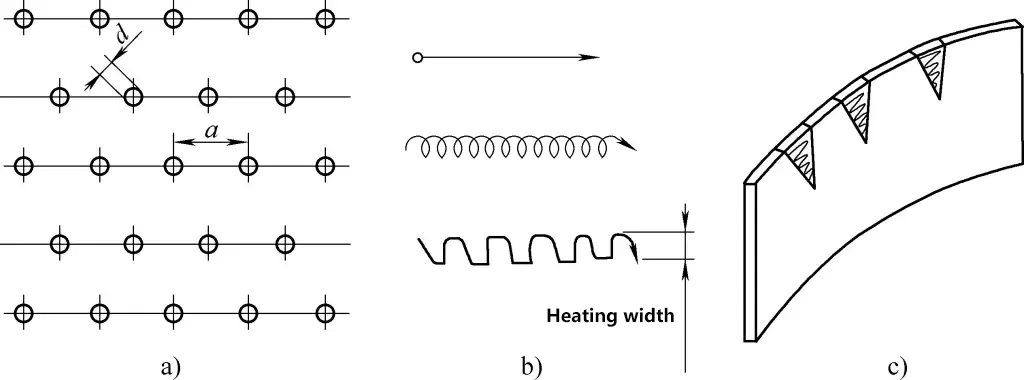
a) Точечный нагрев
b) Линейный нагрев
в) Треугольный нагрев
Чем больше деформация, тем меньше должно быть расстояние a между точками, обычно 50-100 мм.
При нагреве, когда пламя движется в прямолинейном направлении или одновременно отклоняется в определенном боковом направлении по ширине, это называется линейным нагревом. Существует три типа: прямолинейный, цепной и ленточный (см. рис. 2b). Поперечная усадка линии нагрева обычно больше продольной, и величина усадки увеличивается с увеличением ширины линии нагрева, при этом ширина линии нагрева обычно в 0,5-2 раза превышает толщину стали. Линейный нагрев обычно используется для конструкций со значительной деформацией.
Когда площадь нагрева имеет треугольную форму, это называется треугольным нагревом (см. рис. 2c). Поскольку площадь нагрева велика, величина усадки также велика, а из-за неравномерной ширины нагрева вдоль направления высоты треугольника величина усадки также неравномерна, что приводит к большой коррекции деформации изгиба, часто используемой для исправления деформации изгиба жестких и значительно деформированных компонентов.
В таблице 2 приведены методы ацетилено-пламенной правки распространенных стальных материалов.
Таблица 2 Методы ацетиленового выпрямления пламенем для распространенных стальных материалов
| Материал заготовки | Исходная деформация | Метод нагрева | Эскиз | Пояснение |
| Тонкая стальная пластина (толщина не более 8 мм) | Центральная выпуклость | Точечное отопление | 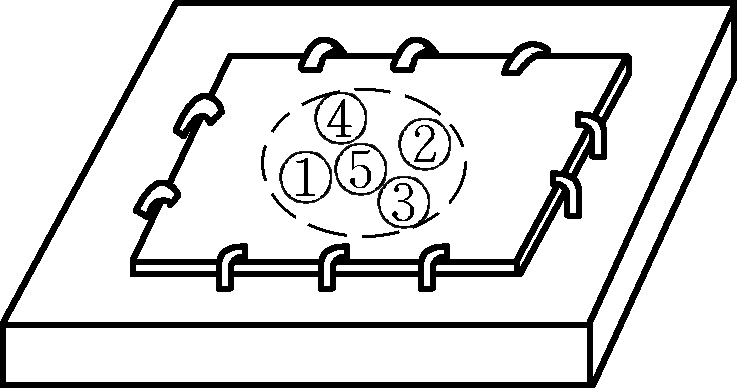 | Выпуклость направлена вверх, зажмите каматен. Расстояние между точками нагрева 50-100 мм; используйте меньшее значение для большей деформации. Диаметр точки нагрева ≥ 15 мм, возьмите максимальную толщину пластины. Если область деформации велика, возьмите больше точек нагрева. Последовательность нагрева, дополненного ударами молотка, см. на рисунке. |
| Линейный нагрев | 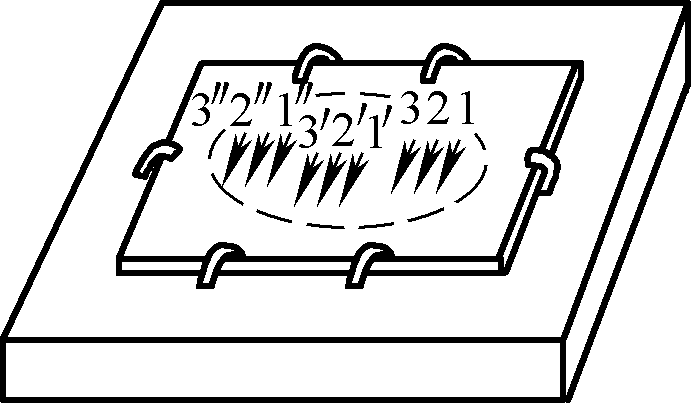 | Зажмите выпуклую часть на платформе лицевой стороной вверх. Траектория линии нагрева включает три типа: прямую, волнообразную и спиральную. Последние две имеют ширину в (0,5~2) раза больше толщины листа. Продольная усадка вдоль линии нагрева меньше, чем поперечная. При значительной деформации можно увеличить ширину линии и уменьшить расстояние между линиями. | ||
| Одна сторона волнистая | Линейный нагрев |  | Выпуклой частью вверх, зажмите три стороны, которые не деформированы, сначала нагрейте обе стороны выпуклой части, затем окружность по направлению к выпуклой части и повторите нагрев, если необходимо. | |
| Толстый стальной лист | Дугообразный изгиб | Линейный нагрев |  | Положите на платформу, нагрейте самую верхнюю часть до 600~800°C, глубина нагрева не должна превышать 1/3 толщины листа, при необходимости нагрев можно повторить. |
| Стальная труба | Сгибание | Точечный нагрев |  | Нагревайте выпуклую поверхность (один или несколько рядов пятен), быстро перемещаясь от пятна к пятну, нагревая ряд за рядом. Скорость перемещения от пятна к пятну должна быть быстрой, нагревайте по одному ряду за раз. |
| Т-образная сталь | Боковой изгиб | Отопление в треугольнике | 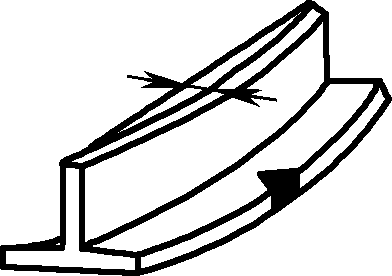 | Нагрейте выпуклую часть горизонтальной пластины |
 | Нагрейте выпуклую часть вертикальной пластины | |||
| Угловая сталь | Внешний изгиб | Отопление в треугольнике |  | Нагрейте поднятую часть |
| Двутавровая балка | Боковой изгиб | Отопление в треугольнике | 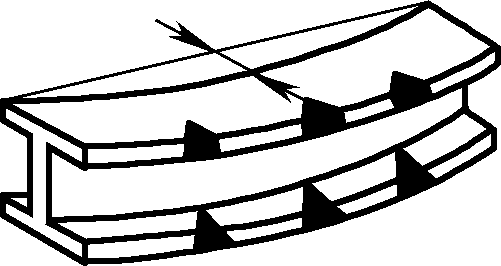 | Нагрейте поднятую часть |
| Стальной швеллер | Местный боковой изгиб | Линейный нагрев |  | Две сварочные горелки одновременно выполняют волнообразный нагрев |
| Стальной цилиндр | Местная кривизна слишком велика | Линейный нагрев |  | Тепло вдоль генераторной линии |
| Местная кривизна слишком мала |  |
Во время выпрямления пламени обратите внимание на следующие моменты:
1) Скорость нагрева должна быть быстрой, тепло должно быть концентрированным, и минимизировать нагретую область за пределами зоны нагрева, что может улучшить эффект выпрямления и достичь большего количества локальной усадки.
При исправлении большой зоны деформации, независимо от того, используется ли несколько точек или несколько линий нагрева, зоны нагрева не должны перекрываться, иначе материал заготовки будет поврежден. Перед коррекцией необходимо отметить точки и линии нагрева и их направления в соответствии с размером и степенью деформации. В одной партии нагрева все точки и линии должны быть равномерно распределены, симметричны и расположены в шахматном порядке.
Весь процесс нагрева должен выполняться партиями. Если одна партия удовлетворяет требованиям рихтовки, дальнейший нагрев не требуется. Незапланированные процессы рихтовки запрещены, так как они могут обеспечить эффект рихтовки и избежать перекрытия нагретых участков.
Прямой и обратный порядок расположения точек и линий нагрева в каждой партии должен начинаться от края области деформации. Чрезмерный концентрированный нагрев в середине области деформации запрещен, так как он вызовет чрезмерную деформацию в этой области и затруднит последующее выпрямление из-за свойств материала этой области.
2) В практической работе по правке обычно используется вода для быстрого охлаждения нагретой области после нагрева, чтобы ускорить усадку металла и повысить эффективность правки. По сравнению с чисто пламенной правкой эффективность может быть увеличена более чем в три раза. Этот метод известен как метод правки водой и огнем.
Метод правки водой и огнем имеет определенные ограничения. При правке листов из низкоуглеродистой стали толщиной 2 мм температура нагрева, как правило, не должна превышать 600°C, а расстояние между водой и огнем должно быть ближе.
При правке стальных листов толщиной 4~6 мм температура нагрева должна составлять 600~800°C, а расстояние между водой и огнем должно составлять 25~30 мм. При исправлении стальных листов толщиной более 8 мм водяное охлаждение обычно не рассматривается из-за большого напряжения, вызванного водяным охлаждением. Для стальных листов с тенденцией к закалке (таких как обычные листы низколегированной стали), расстояние между водой и огнем должно быть больше.
Для материалов с высокой склонностью к закалке (например, средне- и высокоуглеродистых или легированных сталей) нельзя использовать водные методы огневой коррекции, а для усиления деформации можно использовать только определенную степень воздушного охлаждения. При гибке и правке стальных листов глубина нагрева должна контролироваться в пределах от 1/4 до 1/3 толщины листа и не должна быть слишком глубокой, иначе это сильно повлияет на эффект огневой правки.
Хотя коррекция пламенем - это метод со значительным корректирующим эффектом, он все еще относительно плохо контролирует величину деформации, особенно для заготовок, особенно чувствительных к коррекции пламенем, таких как коррекция правки тонких деталей и коррекция сплющивания тонких пластин.
Поэтому для исправления таких заготовок с большими объемами деформации пламенная коррекция может использоваться только как метод грубой коррекции, дополняемый последующей механической коррекцией; для исправления таких заготовок с небольшими объемами деформации и высокими требованиями пламенная коррекция не должна (запрещена) использоваться, иначе она приведет к новой или еще большей деформации.
3) Чтобы ускорить сокращение зоны нагрева, иногда добавляют удары молотком, но при этом следует использовать деревянный или медный, а не железный молоток.







