
Повышение качества поверхности при механической обработке: Основные методы
Качество поверхности при механической обработке относится к состоянию поверхности детали после обработки. Его основное содержание включает: геометрические...
Общим правилом работы в различных положениях сварки является соблюдение правильного угла наклона электрода, освоение трех действий по манипулированию электродом, контроль формы поверхности и температуры расплавленной ванны, обеспечение полноты металлургических реакций расплавленного металла, тщательное удаление газов и примесей, а также достижение хорошего сплавления с основным материалом.
Температура расплавленной ванны зависит от ее формы и размера. Внимательно наблюдая за ее изменениями во время работы и постоянно регулируя угол наклона электрода и его перемещение, можно контролировать температуру расплавленной ванны и обеспечивать качество сварки.
Переход капель металла с электрода в расплавленный бассейн происходит в основном под действием силы тяжести, что позволяет легко поддерживать форму расплавленного бассейна и расплавленного металла. При сварке заготовок одинаковой толщины сварочный ток в плоском положении выше, чем в других положениях, что приводит к повышению производительности сварки. Шлак и расплавленный металл легко смешиваются друг с другом, особенно при сварке филейных швов, где шлак может попасть вперед и образовать шлаковые включения.
Неправильные параметры и операции сварки могут привести к таким дефектам, как неполное проплавление, подрезы или сварочные комки. При стыковой сварке плоских листов, если параметры или последовательность сварки выбраны неправильно, может легко возникнуть сварочная деформация. При односторонней сварке с двухсторонним формированием первый шов может привести к неравномерному проплавлению и плохому формированию обратной стороны.
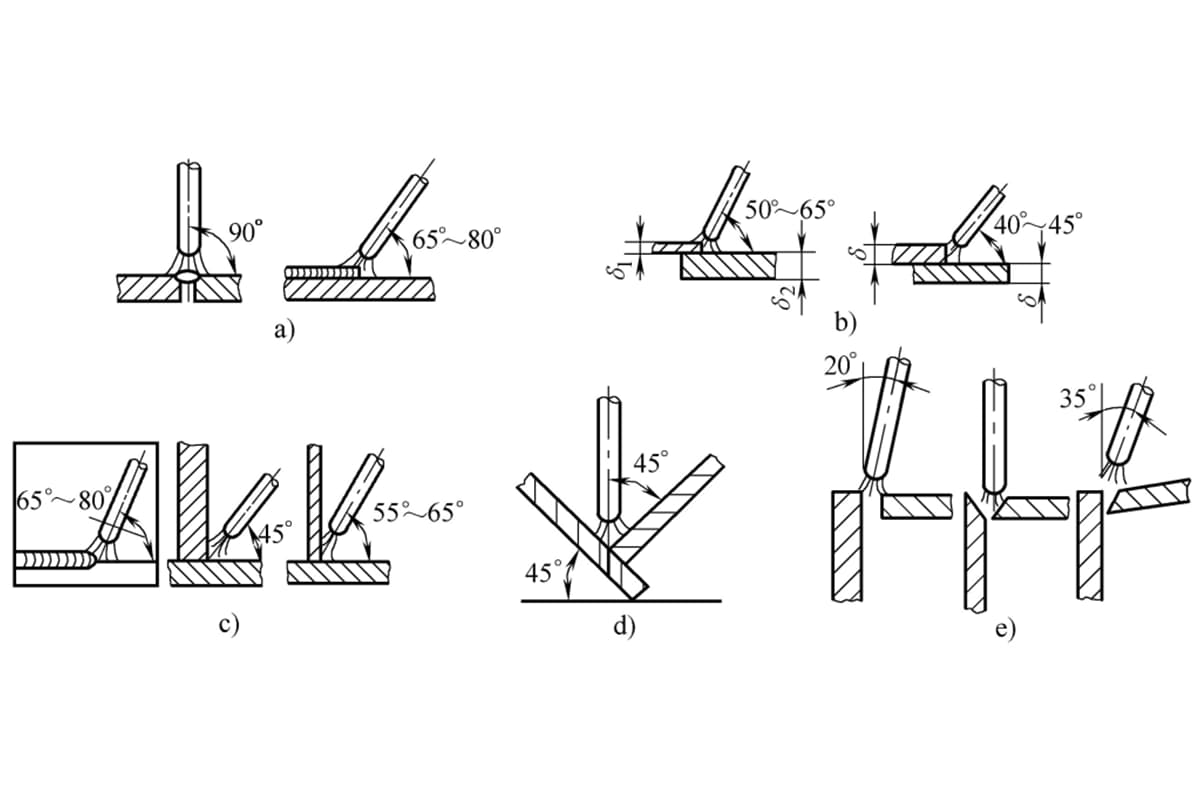
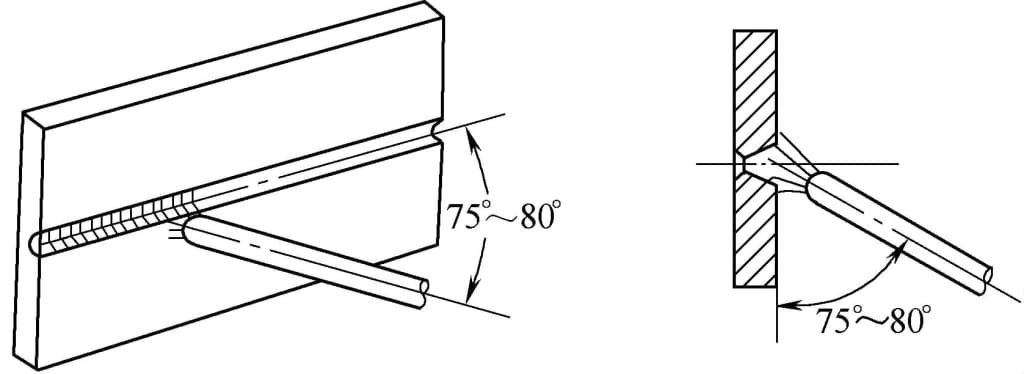
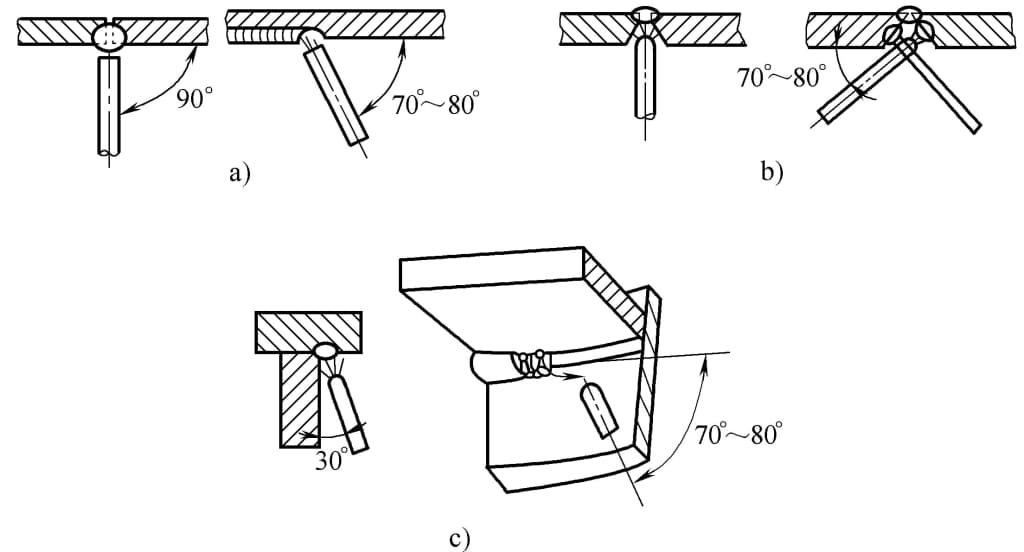
Угол наклона электрода в плоском положении можно разделить на плоскую сварку стыковых швов, сварку внахлестку, сварку Т-образных швов, сварку лодочкой и плоскую сварку угловых швов. Угол наклона электрода для плоского положения показан на рисунке 5-26.
a) Плоская сварка встык
б) Филейная сварка внахлестку
в) Сварка с галтелью Т-образного соединения
d) Сварка в форме лодки
д) Сварка внахлест на угловом соединении
Установите заготовку в плоское положение для сварки, сварщик держит сварочные клещи с сварочный пруток зажатый на нем, лицо защищено щитком (шлемным или ручным), нанесите удар дугой по заготовке, используйте высокую температуру электрической дуги (6000~8000K) для расплавления металла сварочного стержня и основного металла, расплавленные части двух металлов сплавляются вместе, образуя расплавленный бассейн. После того как сварочный стержень отодвинут, сварочный расплав остывает, образуя сварочный шов, который прочно соединяет два разделенных основных материала вместе через сварочный шов, достигая сварки в плоском положении.
При толщине листа <6 мм, стыковой сварке I-образной канавки в плоском положении, используя двухстороннюю сварку, для переднего шва следует использовать прямую линию манипуляции электродом, немного медленнее, а для заднего шва также следует использовать прямую линию манипуляции электродом, со сварочным током немного выше, чем для переднего шва, и более быстрой манипуляцией электродом.
При толщине листа ≥6 мм, в соответствии с проектными требованиями, для стыковой сварки в плоском положении могут использоваться другие типы канавок (V-образная, двойная V-образная, Y-образная и т.д.), кроме I-образной, с применением многослойной сварки или многослойной многопроходной сварки. Для первого слоя (корневого прохода) следует использовать электрод малого диаметра, малый сварочный ток и прямые или зигзагообразные манипуляции электродом. Для последующих слоев можно использовать электроды большего диаметра и более высокий сварочный ток при сварке короткой дугой. Зигзагообразная манипуляция электродом должна выполняться с обеих сторон канавки, а направление сварки соседних слоев должно быть противоположным, со ступенчатыми швами.
Для Т-образных филе-швов с размером ножки <6 мм можно использовать однослойную сварку с применением прямых, косых круговых или зигзагообразных электродов; при больших размерах ножки следует использовать многослойную сварку или многослойную многопроходную сварку. В корневом проходе следует использовать прямые электроды, а в последующих слоях - косые зигзагообразные или косые круговые электроды. При многослойной многопроходной сварке предпочтительно использовать прямые электроды.
Для сварных швов внахлестку и угловых швов манипуляции с электродами аналогичны манипуляциям при сварке Т-образных швов.
Манипуляции с электродами при сварке в форме лодки аналогичны манипуляциям при стыковой сварке в открытом канавке в плоском положении.
При вертикальной сварке расплавленный металл и шлак разделяются под действием силы тяжести. Если температура ванны слишком высока, расплавленный металл стремится стечь вниз, образуя такие дефекты, как сварочные шарики, подрезы и шлаковые включения, что делает сварной шов неровным. Корень шва Т-образного соединения склонен к неполному проплавлению. Глубину проплавления легко контролировать, при этом расходуется больше электродов, чем при плоской сварке, но производительность ниже, чем при плоской сварке. Благодаря тому, что тепло вертикальной угловой сварочной дуги передается заготовке в трех направлениях, охлаждение происходит быстро. Поэтому при тех же условиях, что и при вертикальной стыковой сварке, сварочный ток может быть немного выше, чтобы обеспечить хорошее сплавление двух пластин.
Вертикальная сварка подразделяется на вертикальную сварку встык тонких листов и вертикальную сварку встык толстых листов в зависимости от толщины заготовки; она может быть разделена на вертикальную сварку встык I-образного паза и вертикальную угловую сварку Т-образного шва в зависимости от формы соединения; она может быть разделена на вертикальную сварку вверх и вертикальную сварку вниз в зависимости от способа сварки. Угол наклона электрода в положении вертикальной сварки показан на рис. 5-27.
При вертикальной сварке, после того как электрод зажат сварочными клещами, сварочные клещи и электрод должны находиться на прямой линии, как показано на рис. 5-28. Тело сварщика не должно быть обращено непосредственно к сварному шву, а должно быть немного отклонено влево или вправо (для левшей), чтобы облегчить работу правой руки (для левшей), держащей сварочные клещи.

В производстве обычно используется вертикальная сварка вверх; для вертикальной сварки вниз требуются специальные электроды, обеспечивающие качество шва. При сварке вертикально вверх сварочный ток должен быть на 10%-15% меньше, чем при плоской сварке, и следует использовать электрод меньшего диаметра (<4 мм), сохраняя правильный угол наклона электрода. Сварка короткой дугой используется для сокращения расстояния перехода капли в расплавленную ванну.
1) При сварке стыкового соединения тонких листов с I-образным пазом в вертикальном положении вверх обычно используется максимальная длина дуги ≤6 мм. Можно использовать линейное, зубчатое, серповидное плетение или сварку с пропуском.
2) Для других типов стыковой вертикальной сварки пазов первый слой шва часто выполняется с использованием сварки с пропуском или серповидного, треугольного плетения с малой амплитудой, а затем - серповидного или зубчатого плетения.
3) При вертикальной сварке Т-образного стыка электрод должен иметь соответствующее время выдержки с обеих сторон и в верхнем углу шва, а размах электрода не должен превышать ширину шва. Операция плетения аналогична той, что используется при других видах стыковой сварки канавок.
4) При сварке покровного слоя метод плетения следует выбирать в зависимости от требований к поверхности шва. Для немного более высоких требований к поверхности можно использовать серповидное плетение, а для плоской поверхности шва подходит зубчатое плетение.
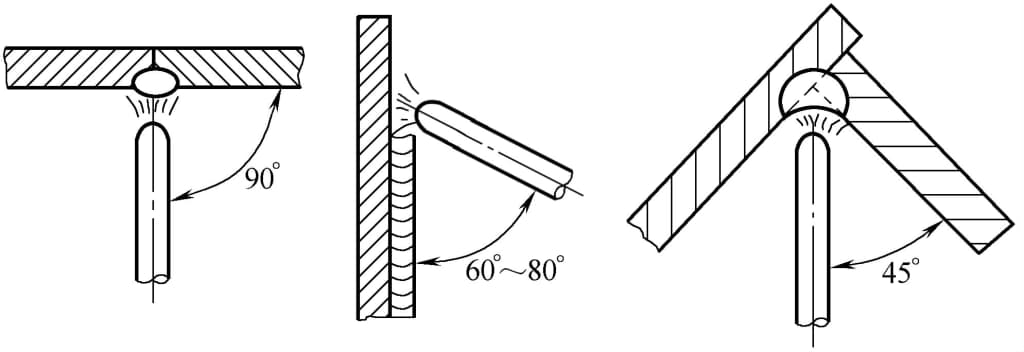
Под действием силы тяжести расплавленный металл стремится упасть в канавку, вызывая подрезы на верхней стороне канавки и образуя сварной шов каплевидной формы, как показано на рис. 5-29b. Расплавленный металл и шлак легко отделяются друг от друга.
a) Обычный горизонтальный шов b) Горизонтальный шов в форме капли
При горизонтальной сварке сварщику лучше всего работать стоя. По возможности, рука или кисть, держащая лицевой щиток, является лучшей опорой для поддержания устойчивости тела во время сварки стоя, а точка удара дуги должна находиться прямо перед сварщиком.
Во время сварки, закончив работу с каждым электродом, сварщик должен изменить свое положение, чтобы всегда смотреть прямо на сварочный шов. Верхняя часть тела сварщика должна двигаться вперед вместе с дугой, но глаза при этом должны находиться на определенном расстоянии от сварочной дуги. Кроме того, обратите внимание на соблюдение угла между электродом и заготовкой, чтобы предотвратить чрезмерное стекание расплавленного металла. Угол наклона электрода для горизонтальной сварки показан на рисунке 5-30.
1) Для стыковой горизонтальной сварки обычно используется V-образная или K-образная канавка, а для стыковых соединений толщиной 3~4 мм можно использовать I-образную канавку для двусторонней сварки.
2) Используйте электрод малого диаметра, сварочный ток должен быть меньше, чем при плоской сварке: короткая дуга позволяет лучше контролировать поток расплавленного металла.
3) При горизонтальной сварке толстых листов, помимо корневого прохода, рекомендуется использовать метод многослойной и многопроходной сварки.
4) При выполнении многослойной и многопроходной сварки обратите особое внимание на расстояние нахлеста между проходами. Каждый нахлесточный шов должен начинаться на расстоянии 1/3 от предыдущего, чтобы предотвратить неровность шва.
5) В зависимости от конкретной ситуации, поддерживайте соответствующий угол наклона электрода, скорость сварки должна быть немного выше и равномернее.
1) При горизонтальной сварке с открытой I-образной канавкой лучше использовать метод возвратно-поступательного прямолинейного плетения для переднего шва, для более толстых деталей следует использовать прямолинейное или небольшое косое круговое плетение, а для заднего шва - прямолинейное плетение. Сварочный ток может быть соответствующим образом увеличен.
2) Для многослойной горизонтальной сварки с другими типами канавок, когда зазор небольшой, можно использовать прямолинейное плетение; когда зазор большой, используйте возвратно-поступательное прямолинейное плетение для корневого прохода и косое круговое плетение для последующих слоев. При многослойной и многопроходной сварке рекомендуется использовать прямолинейное плетение.
Под действием силы тяжести расплавленный металл имеет тенденцию падать, что затрудняет контроль формы и размера сварочной ванны. Плетение является сложной задачей, и трудно добиться гладкой поверхности сварного изделия. Часто встречаются такие дефекты, как шлаковые включения, неполное проплавление, вогнутые сварные шарики и плохое формирование шва. Текущий расплавленный металл склонен к разбрызгиванию и разлетанию, что может вызвать ожоги при отсутствии надлежащей защиты, что делает сварку сверху менее эффективной по сравнению с другими пространственными положениями.
В зависимости от расстояния от сварщика до заготовки сварщик может принимать положение стоя, на корточках или сидя, а в некоторых случаях даже лежа, когда сварщик лежит на земле лицом вверх, держа над головой сварочный зажим. Сварка сверху требует больших физических усилий, а качество сварки нестабильно, обычно используется для экстренного ремонта и не подходит для массового производства на производстве.
Во время сварки руки сварщика должны быть отведены от тела, предплечье поднято, а верхняя рука естественным образом образует угол для опоры, при этом центр тяжести приходится на локоть или сустав у основания верхней части руки. Движение электрода должно осуществляться запястьем, и по мере расплавления электрода верхняя часть руки должна постепенно подниматься и двигаться вперед. Глаза должны следить за движением дуги, чтобы наблюдать за процессом сварки, а голова и верхняя часть тела должны слегка наклоняться вперед по мере движения электрода.
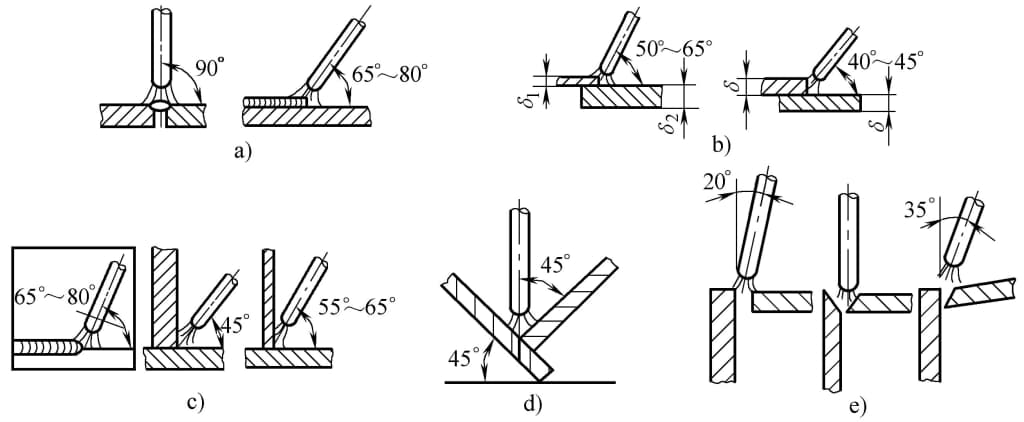
Перед сваркой на высоте сварщик должен надеть необходимую защитную одежду для сварки на высоте, застегнуть пуговицы, обернуть полотенце вокруг шеи, надеть наплечную шапочку и надеть термостойкую обувь, чтобы расплавленное железо не упало, а брызги металла не обожгли кожу. Сварщик держит сварочный зажим и регулирует угол наклона электрода в зависимости от конкретной ситуации, а также может перевернуть свариваемую деталь в плоское или горизонтальное положение. Угол наклона электрода для сварки сверху показан на рисунке 5-31.
a) Стыковая накладная сварка с I-образным пазом b) Стыковая накладная сварка с другими пазами c) Стыковая накладная угловая сварка с Т-образным швом
1) При толщине заготовки ≤4 мм используется сварка встык I-образной канавкой электродом диаметром 3,2 мм, при этом сварочный ток должен быть соответствующим. При толщине ≥5 мм используется V-образная многослойная многопроходная сварка.
2) При толщине сварного шва 8 мм следует использовать многослойную многопроходную сварку.
3) Для облегчения перехода капель, уменьшения каплепадения и разбрызгивания металла во время сварки, в процессе сварки следует использовать наименьшую длину дуги.
4) Для сварки корневого прохода используйте электрод малого диаметра и низкий сварочный ток, чтобы избежать подрезов и шлаковых включений с обеих сторон шва.
1) При небольших зазорах используйте прямую манипуляцию электродом для сварки I-образных пазов встык; при больших зазорах используйте прямую манипуляцию электродом в направлении "назад-вперед".
2) При многослойной накладной сварке с другими типами стыковых соединений с канавками метод манипулирования электродами для корневого прохода следует выбирать в зависимости от размера зазора в канавке, используя либо прямое, либо обратное прямое манипулирование электродами. В последующих слоях можно использовать зигзагообразную или серповидную манипуляцию электродами. При многослойной многопроходной сварке следует использовать прямые электроды, и независимо от метода, каждый переход расплавленного металла в сварочную ванну не должен быть чрезмерным.
3) Для накладной сварки Т-образного соединения, если размер пальца шва небольшой, можно использовать прямые или прямые электроды в направлении назад и вперед, завершая сварку однослойной сваркой; если размер пальца шва больше, можно использовать многослойную или многослойную многопроходную сварку, при этом в первом слое используется прямой электрод, а в последующих слоях может использоваться диагональный треугольник или диагональное кольцо электродов.






