
Сварка вольфрамовым инертным газом (TIG): Исчерпывающее руководство
Представьте себе, что вы создаете идеальные сварные швы с высокой точностью, независимо от материала. Добро пожаловать в мир TIG-сварки, техники...
Представьте себе сварку с высокой точностью, создающую соединения, прочные как сами материалы. В этом и заключается суть точечной сварки TIG. Этот метод использует высокочастотную дугу для получения чистых, контролируемых сварных швов на тонких металлических листах, особенно на нержавеющей и низколегированной стали. В этой статье вы узнаете о принципах точечной сварки TIG, ее уникальных характеристиках и о том, как она сопоставляется с другими методами сварки. Будьте готовы углубить свое понимание сварочных процессов и узнать практические советы по получению безупречных сварных швов.

Отличие оборудования для точечной сварки TIG от общего оборудования TG заключается в наличии специальных устройств управления и пистолетов для точечной сварки. Устройство управления может автоматически обеспечивать предварительную подачу аргона, вентиляцию и запуск дуги, а также контроль времени сварки, автоматическое снижение тока и отложенное отключение аргонового газа.
При добавлении регулятора времени сварки и замене сопла в обычном ручном оборудовании для аргонодуговой сварки вольфрамовым электродом, он также может работать как оборудование для точечной аргонодуговой сварки вольфрамовым электродом.
Точечная сварка принцип работы
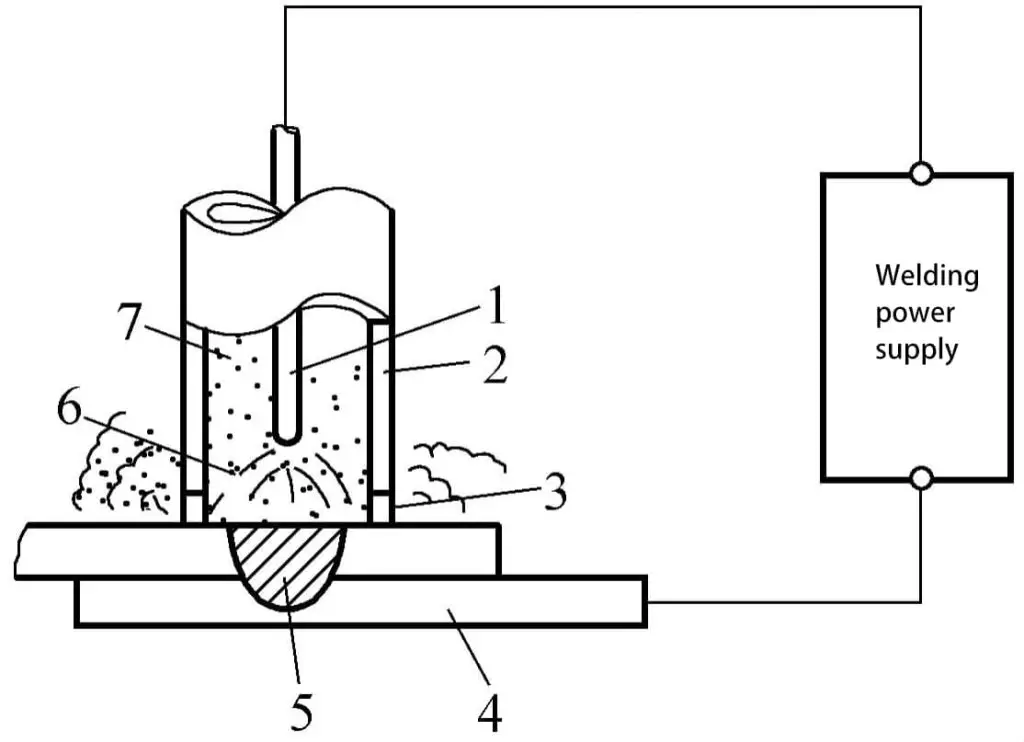
Как показано на рис. 5-68, сопло сварочного пистолета плотно прижимается к заготовке, при этом используется высокочастотное возбуждение дуги или индукционное возбуждение дуги, чтобы сначала вызвать небольшую дугу силой около 5 А между вольфрамом и соплом. Затем включается сварочный ток для формирования сварочной дуги для точечной сварки.
При сварке может использоваться постоянный ток, а может применяться источник переменного тока с устройством стабилизации дуги. Обычно используется постоянный ток, так как он позволяет получить большую глубину проплавления, использовать меньший сварочный ток (или более короткое время), тем самым уменьшая тепловую деформацию и другие термические эффекты.
Характеристики точечной сварки
Прочность пятна сварки можно регулировать в широком диапазоне, а размер пятна сварки легко контролировать. При увеличении времени сварки и сварочного тока диаметр пятна сварки увеличивается, а прочность повышается, что удобно для многослойной точечной сварки и точечной сварки деталей различной толщины, особенно для деталей, которые нельзя зажать с обратной стороны.
Точечная аргонодуговая сварка вольфрамовым электродом обладает уникальными преимуществами. Эти преимущества сравнимы с контактной сваркой. Ее недостаток в том, что производительность не так высока, как у контактной сварки.
Диапазон применения
Подходит для сварки различных тонколистовых конструкций и соединений между тонкими листами и более толстыми материалами, в основном для сварки таких материалов, как нержавеющая сталь и низколегированная сталь.
Требования к очистке при точечной аргонодуговой сварке вольфрамовым электродом такие же, как и при общей аргонодуговой сварке. В таблице 5-98 перечислены параметры сварки для аргонодуговой точечной сварки вольфрамовым электродом 12Cr18Ni9.
Таблица 5-98 Параметры сварки 12Cr18Ni9 вольфрамовым электродом для аргонодуговой точечной сварки
| Толщина материала /мм | Сварочный ток /A | Время сварки /s | Вторичный импульсный ток /A | Время вторичного импульса /s | Скорость потока защитного газа /(л/мин) | Диаметр сварного пятна /мм |
| 0.5+0.5 | 80 | 1.03 | 80 | 0.57 | 7.5 | 4.5 |
| 0.5+0.5 | 100 | 1.03 | 100 | 0.57 | 7.5 | 5.5 |
| 2+2 | 160 | 9 | 300 | 0.47 | 7.5 | 8 |
| 2+2 | 190 | 7.5 | 180 | 0.57 | 7.5 | 9 |
| 3+3 | 180 | 18 | 280 | 0.69 | 7.5 | 10 |
| 3+3 | 160 | 18 | 280 | 0.69 | 7.5 | 11 |
Примечание:
1. Дуга гаснет на некоторое время перед добавлением вторичного импульсного тока.
2. Длина дуги 0,5~1,0 мм.
Чтобы заполнить яму дуги точечной сварки и увеличить усиление, во время сварки в расплавленную ванну можно подавать соответствующее количество присадочной проволоки. Для повышения трещиностойкости и снижения склонности к образованию трещин сварочный аппарат должен иметь автоматическое управление снижением тока, а также может быть использован метод вторичного импульсного нагрева.
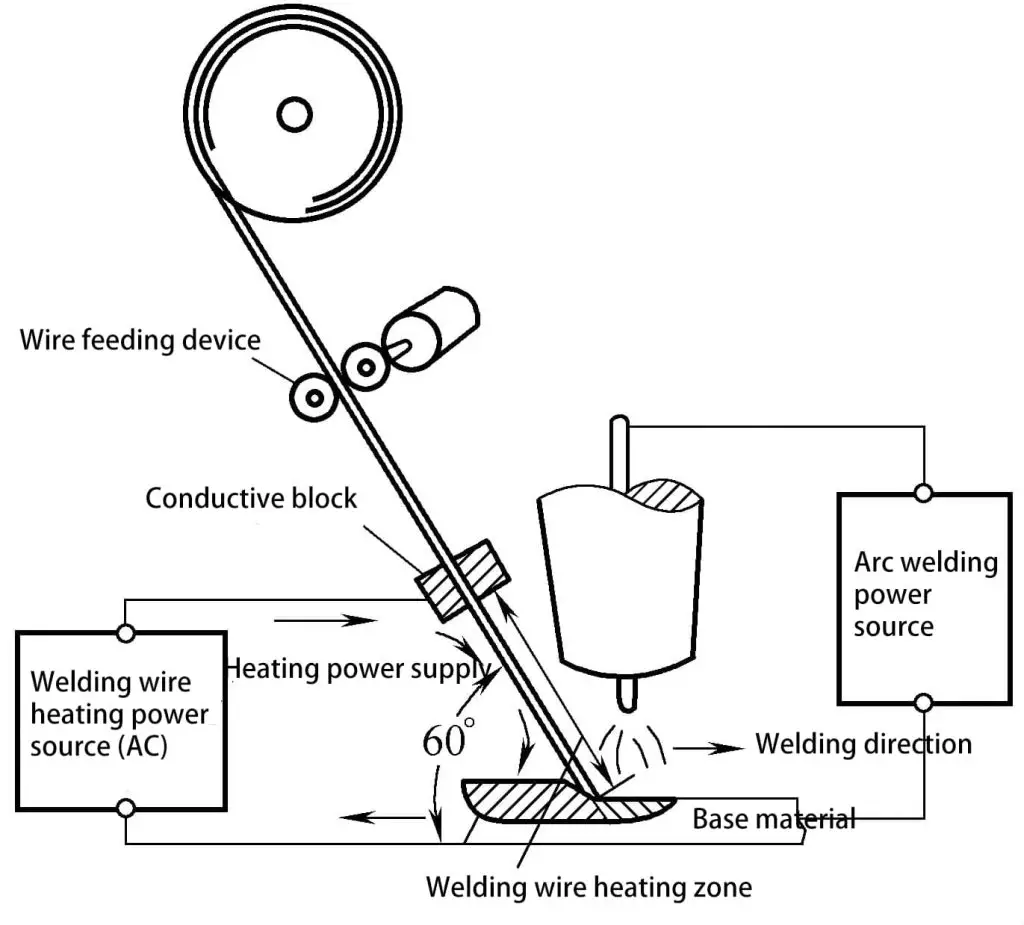
Аппарат аргонодуговой сварки вольфрамовым электродом горячей проволокой состоит из источника питания для аргонодуговой сварки постоянным током, дополнительного источника питания для предварительного нагрева сварочной проволоки (обычно переменного тока), механизма подачи проволоки и схемы управления, которая координирует эти три части. Для достижения стабильного процесса сварки в качестве основного источника питания может использоваться низкочастотный импульсный источник питания.
На рисунке 5-69 представлена схема аргонодуговой сварки горячей проволокой вольфрамовым электродом. Перед подачей сварочной проволоки в расплавленную ванну она нагревается за счет собственного электрического сопротивления. Примерно за 10 см до входа в расплавленную ванну устанавливается токопроводящий зажим, через который подается ток для предварительного нагрева сварочной проволоки.
Лучше всего использовать источник переменного тока для предварительного нагрева, так как переменный ток может уменьшить магнитное смещение, воздействующее на формирование дуги. Если ток предварительного подогрева не превышает 60% сварочного тока, продольный размах дуги вдоль сварного шва находится в пределах 30°.
Для достижения достаточной температуры предварительного нагрева при ограниченном токе предварительного нагрева необходимо, чтобы сварочная проволока имела достаточное сопротивление в пределах длины предварительного нагрева, которая обычно составляет всего около 10 см, поэтому диаметр присадочной проволоки не должен быть слишком большим, требуя диаметр менее 1,2 мм.
Сварка горячей проволокой успешно применяется для углеродистой стали, низколегированной стали, нержавеющей стали, никеля и титановых сплавов. Для алюминия и меди из-за их низкого удельного сопротивления требуется очень большой ток нагрева, что вызывает чрезмерный удар магнитного смещения и неравномерное плавление, поэтому сварка горячей проволокой не рекомендуется.







