Калькулятор тоннажа листогибочного пресса
Как обеспечить точную и безопасную гибку металла в вашем цехе? В этой статье мы рассмотрим основные принципы расчета...
Почему ваша металлическая деталь не соответствует форме после гибки? Виной тому - явление пружинящего отката, когда материалы немного изменяют форму после гибки. В этой статье рассматриваются ключевые факторы, влияющие на пружинящий откат, такие как свойства материала и усилие гибки, а также предлагаются практические меры по борьбе с ним, обеспечивающие точность в ваших проектах гибки. Независимо от того, работаете ли вы с высокопрочной сталью или корректируете конструкцию штампа, понимание этих принципов повысит точность вашего производства. Читайте далее, чтобы узнать о лучших методах минимизации пружинящего отката и достижения желаемых углов изгиба.

Как уже упоминалось, при изгибе сосуществуют пластическая и упругая деформации, и после снятия внешней нагрузки заготовка восстанавливается, в результате чего ее размеры не совпадают с размерами пресс-формы (см. рис. 1).
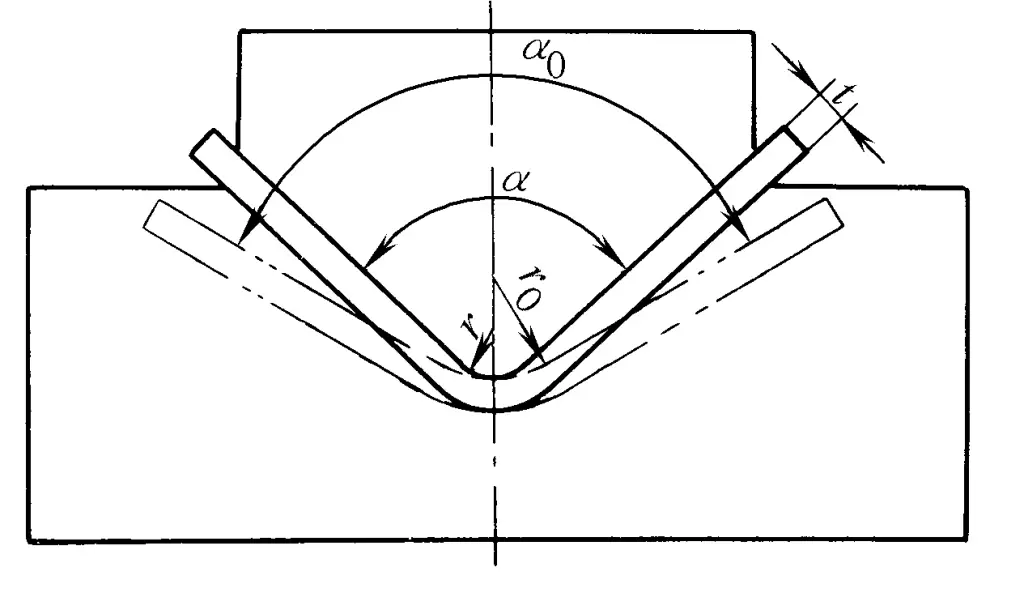
Пружинистость обычно представлена изменением угла: при гибке с большим радиусом кривизны, помимо расчета угла пружинистости, необходимо также рассчитать изменение радиуса изгиба.
Чем выше предел текучести σ s чем меньше модуль упругости E, и чем интенсивнее упрочнение (выше значения k и n), тем больше пружинящий откат.
Когда r/t мало, общая тангенциальная деформация на внешней поверхности изгибаемой заготовки велика. Хотя численное значение упругой деформации также увеличивается, доля упругой деформации в общей деформации уменьшается. Поэтому отношение угол пружины к изгибу Угол △α/α и отношение упругости кривизны к радиусу кривизны △ρ/ρ уменьшаются по мере уменьшения радиуса изгиба.
Чем больше угол изгиба α, тем длиннее зона деформации и, соответственно, больше угол отскока, но это не влияет на отскок радиуса кривизны.
Различные методы гибки и конструкции штампов оказывают значительное влияние на процесс гибки, условия напряжений и воздействие на деформированные и недеформированные участки заготовки, поэтому значения пружинной отдачи также различаются.
В реальном производстве часто используются методы гибки с определенным корректирующим компонентом, позволяющим прессу прикладывать усилие, превышающее необходимое для деформации изгиба. В это время напряженное состояние и характер деформации в области деформации изгиба имеют определенные отличия от чистого изгиба, и чем больше приложенная сила, тем значительнее эти отличия. Когда корректирующая сила очень велика, она может полностью изменить характер напряженного состояния в области деформации заготовки и привести к тому, что недеформируемая область также станет областью деформации.
Трение между поверхностью гибочной заготовки и поверхностью штампа может изменить напряженное состояние различных частей гибочной заготовки, особенно при гибке на несколько частей с различной кривизной, влияние трения более значительно.
Обычно считается, что в большинстве случаев трение может увеличить растягивающее напряжение в зоне деформации при изгибе, приближая форму детали к форме штампа. Однако при гибке с растяжением влияние трения часто оказывается неблагоприятным.
При большом отклонении толщины заготовки для данного штампа фактический рабочий зазор изменяется, а значит, изменяется и величина пружинного отката.
При свободном изгибе упрощенная формула для оценки угла пружинного отката приведена в таблице 1.
Таблица 1 Приблизительная формула для расчета угла откоса при свободном изгибе
| Метод сгибания | Формула расчета угла откоса β (с одной стороны) |
| Гибка V-образных деталей | tanβ = 0. 375l/Kt-σs/E |
| Гибка U-образных деталей | tanβ = 0,375l1/Kt-σs/E |
Примечание:
Коэффициент K---, определяемый положением нейтрального слоя;
l - расстояние до точки опоры, т.е. ширина отверстия штампа;
l 1 --- сгибание плеча рычага, l 1 = rперфоратор + rумереть + 1.25t.
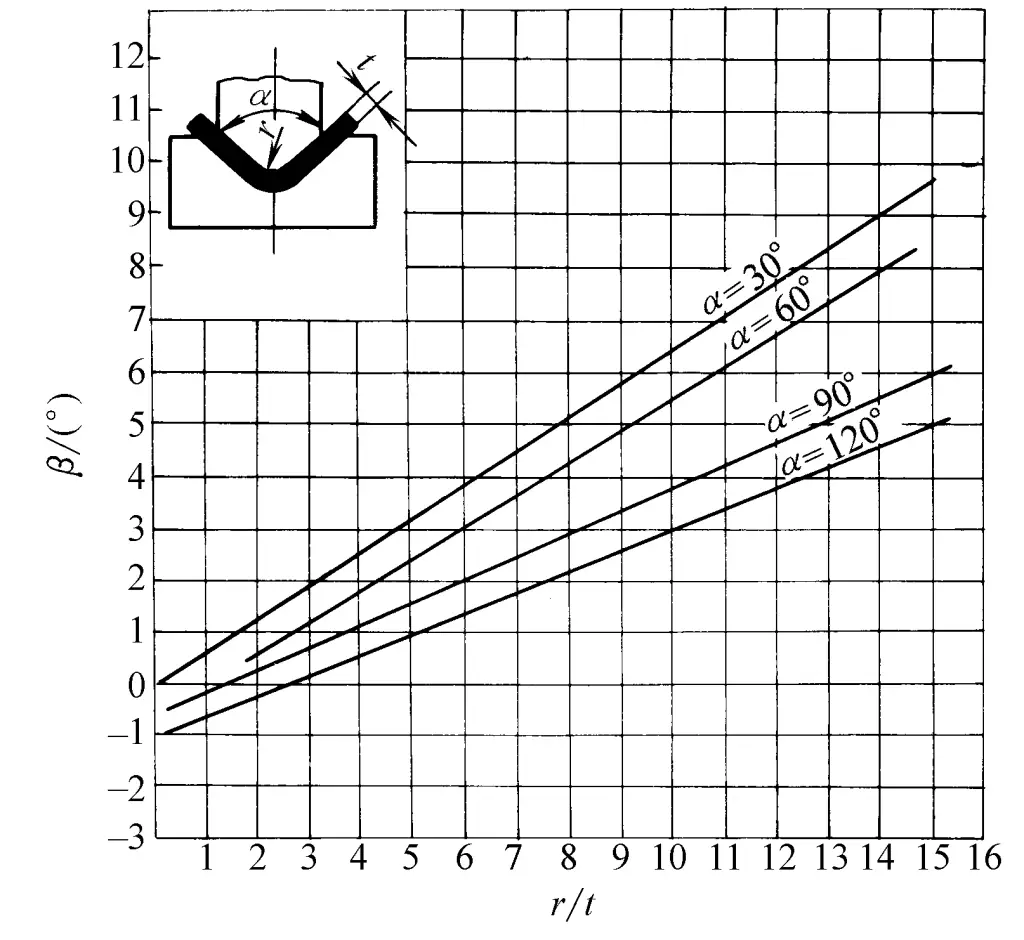
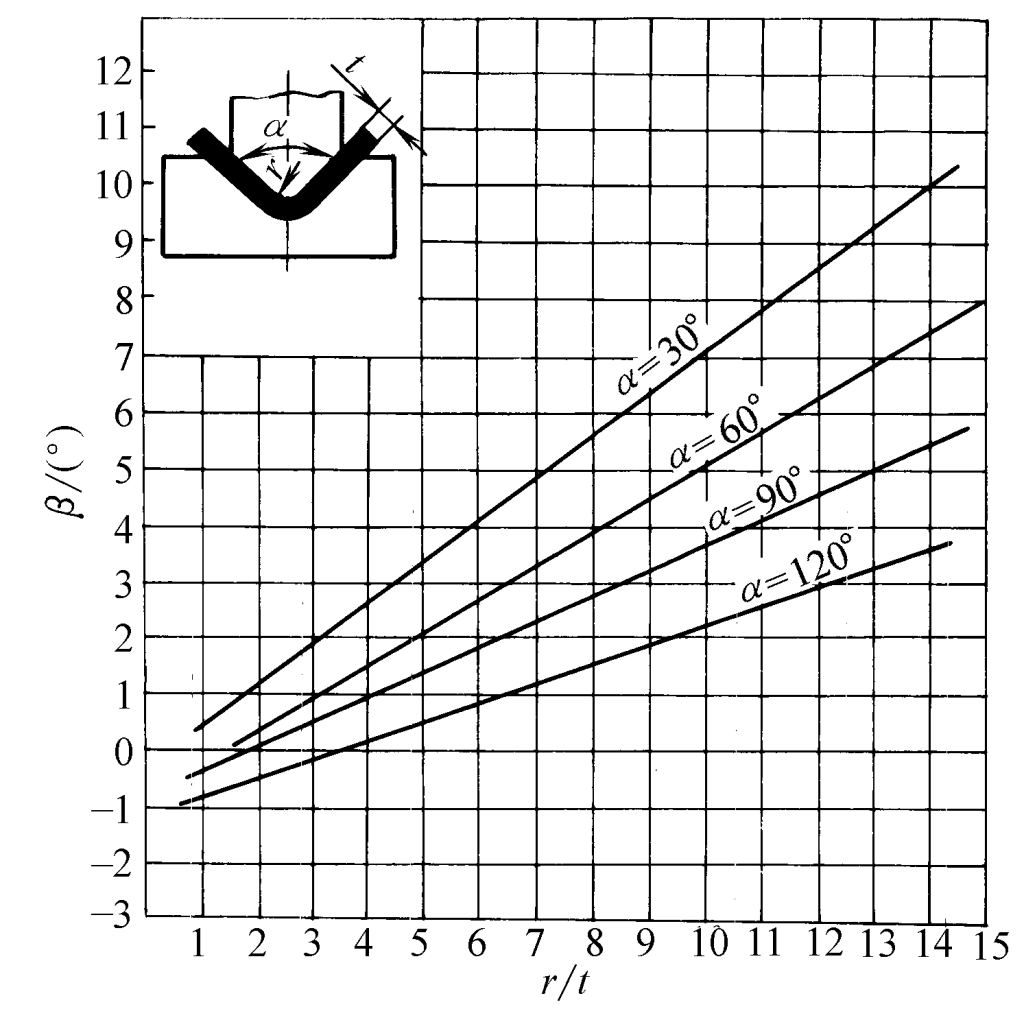
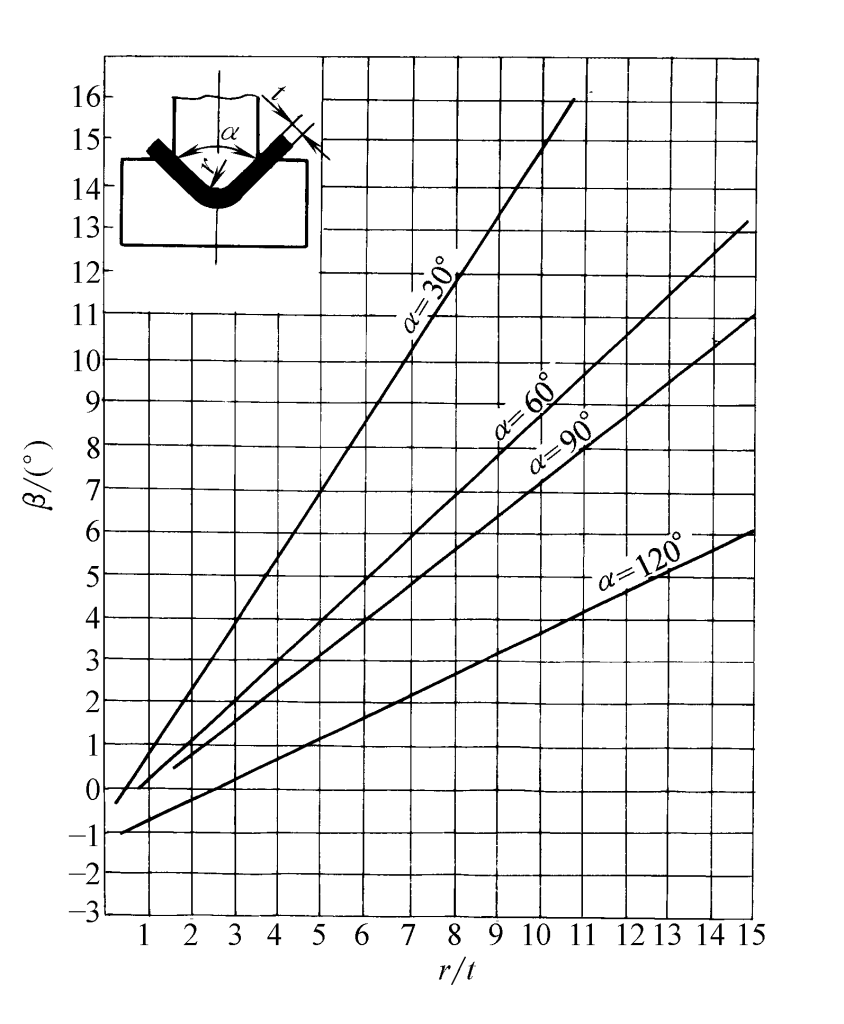
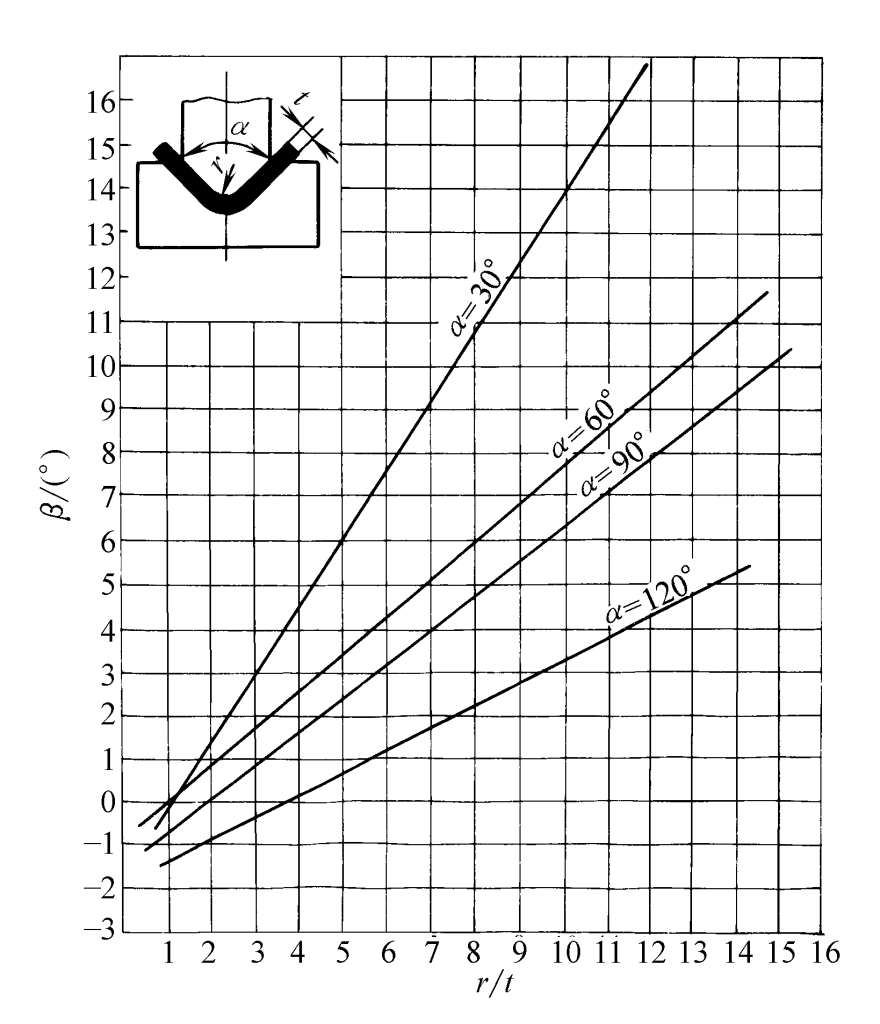
При гибке с прижимом величина пружинящего отката зависит не только от значений r/t, l/t и α, но и от настройки пресса и степени холодной закалки металла.
Для пластин из углеродистой стали, подвергающихся V-образному изгибу, зависимость между углом откоса β и r/t показана на рисунках 2-5.
1. В условиях, близких к чистому изгибу, в форму рабочей части гибочной формы могут быть внесены необходимые поправки на основе расчета значений пружинной отдачи или эмпирических данных.
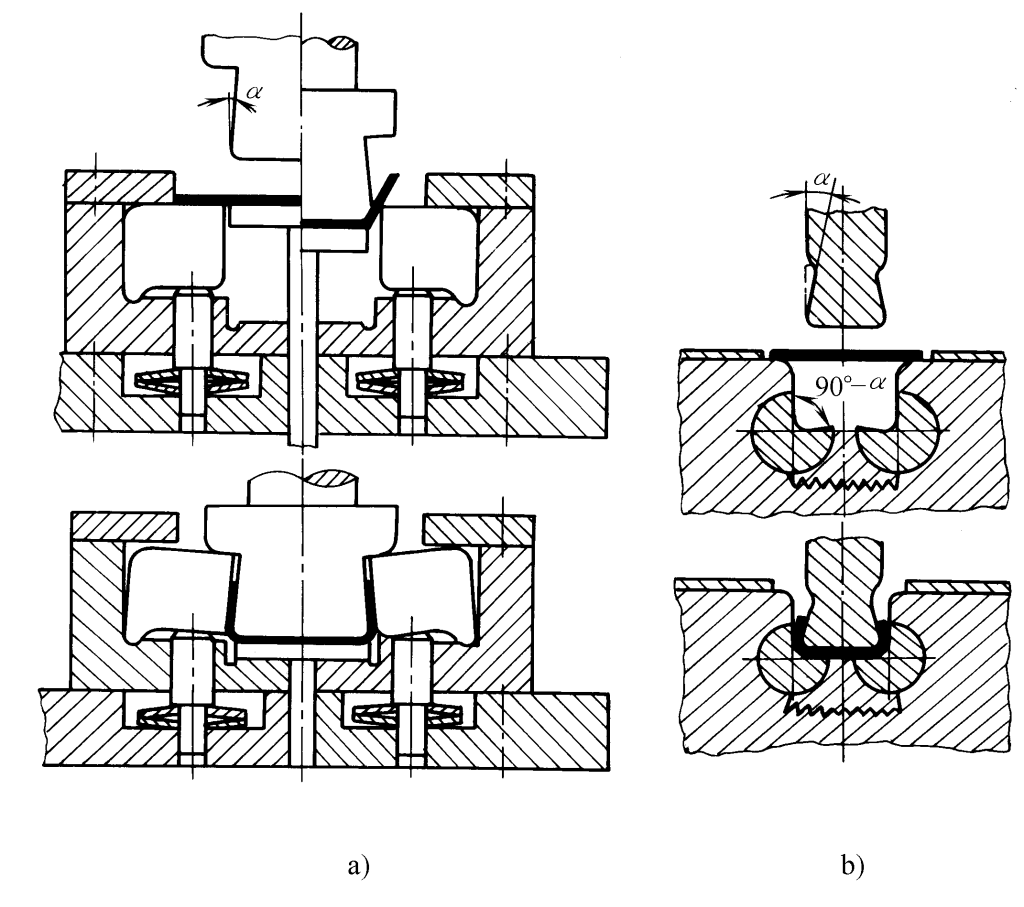
2. Используя тот факт, что разные части гибочной заготовки имеют разные направления пружинения, можно соответствующим образом регулировать различные влияющие факторы (радиус закругления формы, зазор, ширина отверстия, корректирующее усилие, усилие прессования и т.д.), чтобы компенсировать пружинение в противоположных направлениях. Как показано на рис. 6, пружинящий откат, возникающий в нижней части детали, используется для компенсации пружинящего отката в двух закругленных углах.
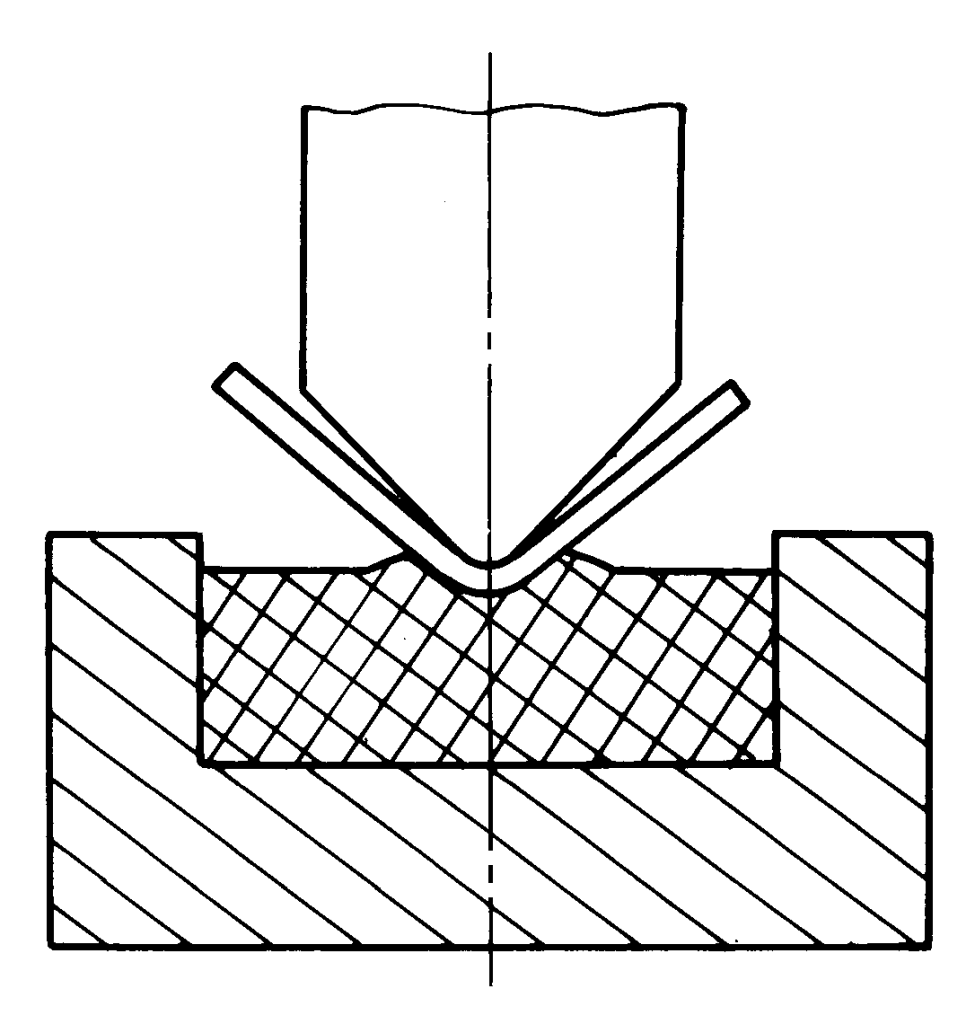
3. Используйте мягкую вогнутую форму из полиуретановой резины вместо жесткой металлической вогнутой формы для сгибания, как показано на рис. 7.
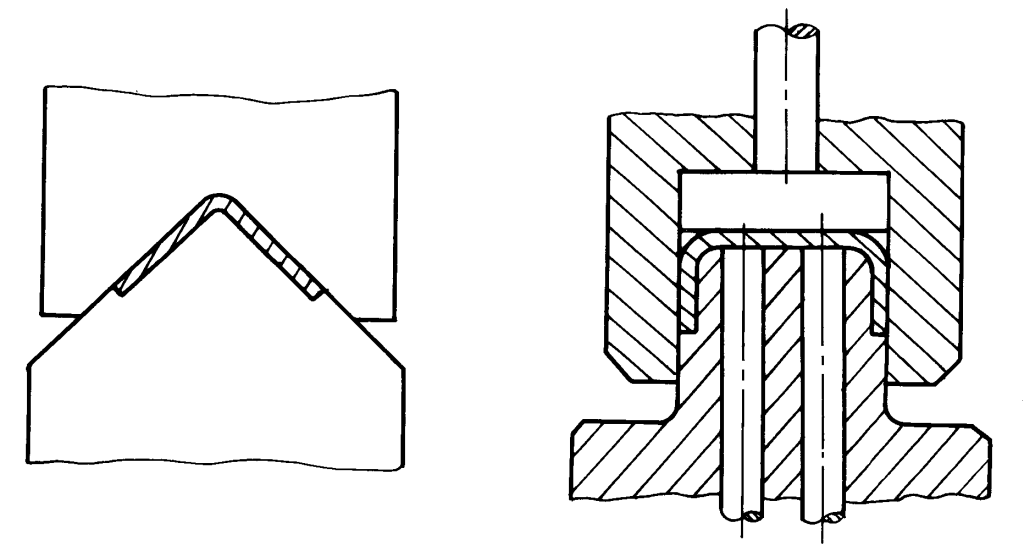
4. Придайте гибочному пуансону или прессующей плите форму с местными выступами или уменьшите зазор в пресс-форме на закругленных углах, чтобы усилие удара концентрируется в области изгибной деформации, которая вызывает пружинящий откат, изменяя его напряженное состояние, как показано на рис. 8.
5. Используйте вогнутую конструкцию формы с качающимся блоком, как показано на рис. 9.
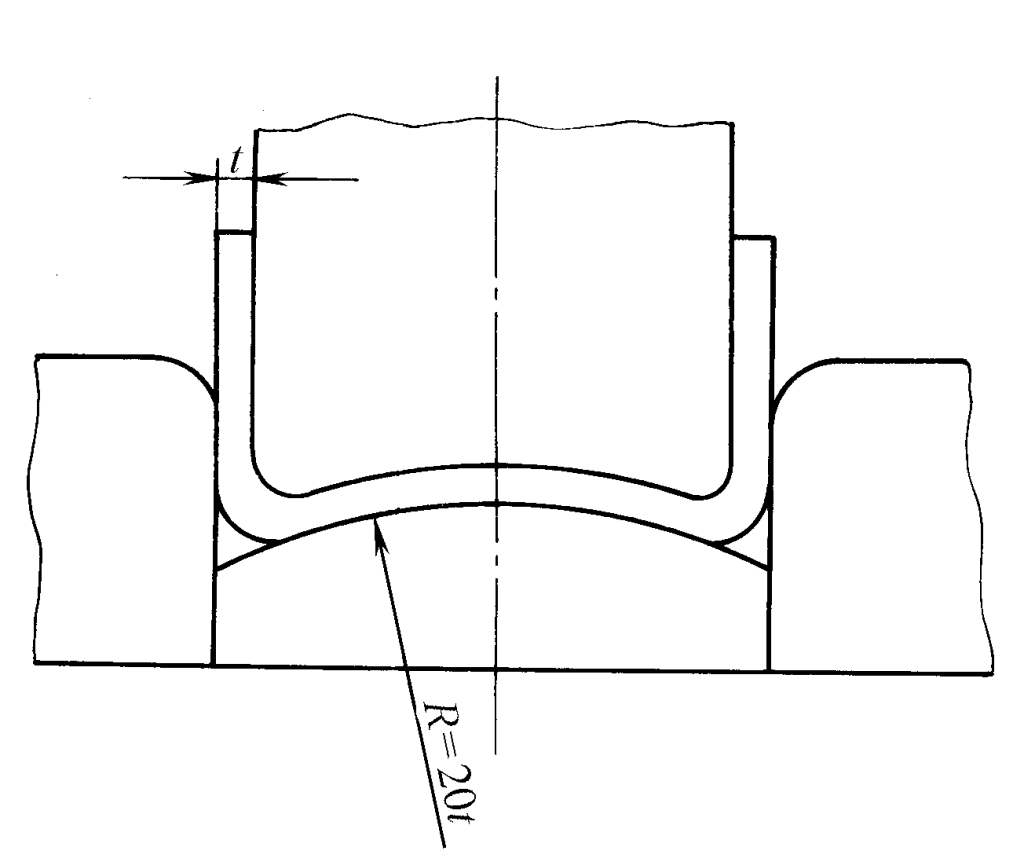
6. Используйте метод продольного прессования, после завершения процесса гибки используйте выступающий буртик пресс-формы для продольного прессования гибочной заготовки, в результате чего все напряжения на поперечном сечении заготовки в зоне деформации гиба становятся сжимающими напряжениями, как показано на рис. 10.
7. Используйте метод вытяжной гибки, в основном для деталей с большой длиной и радиусом кривизны.
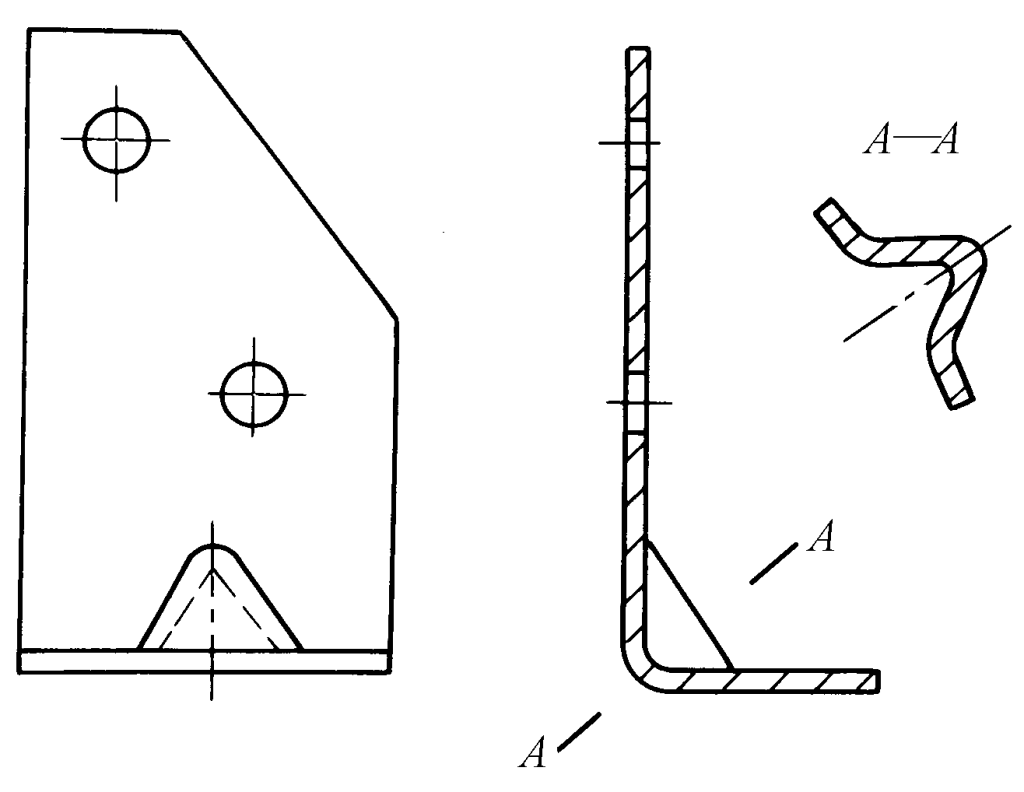
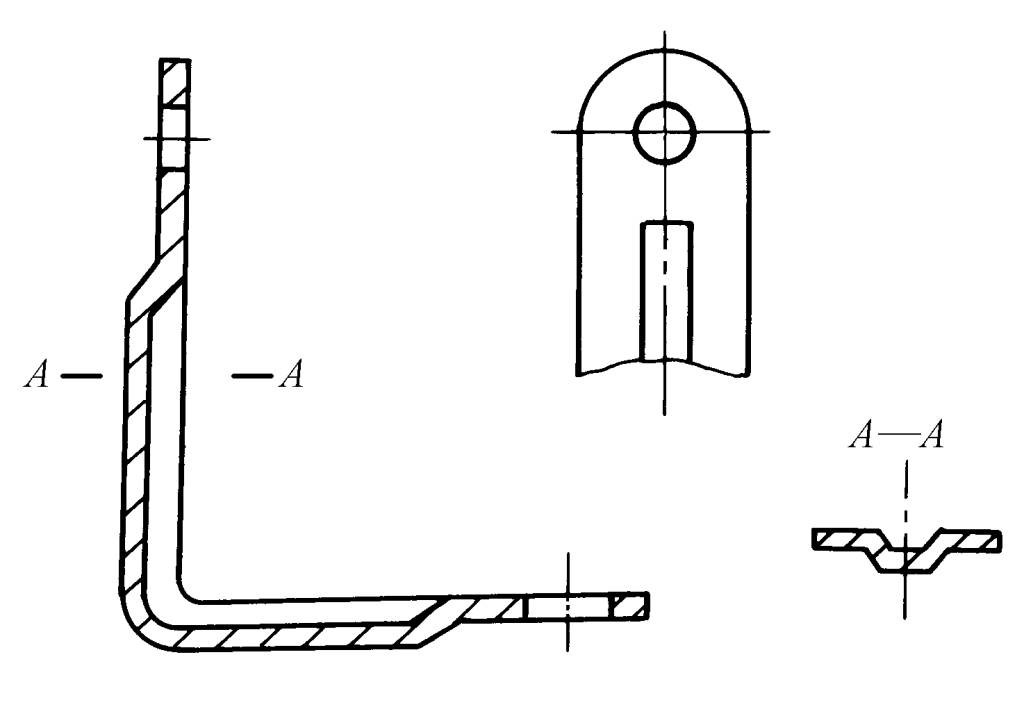
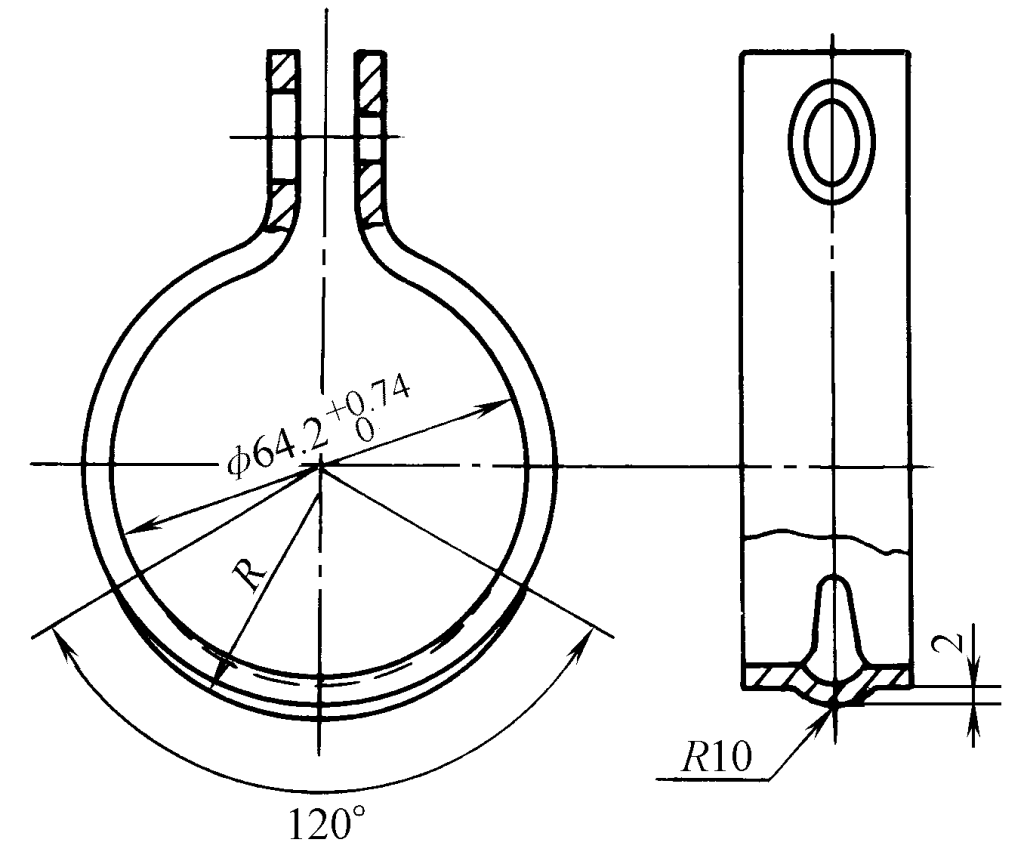
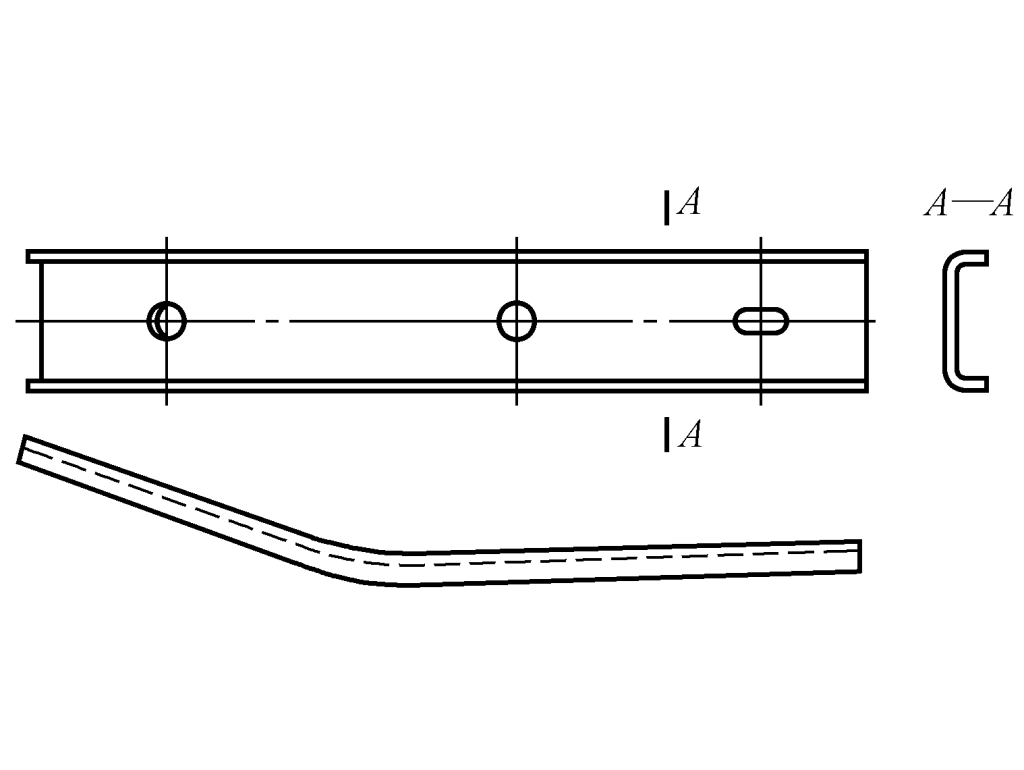
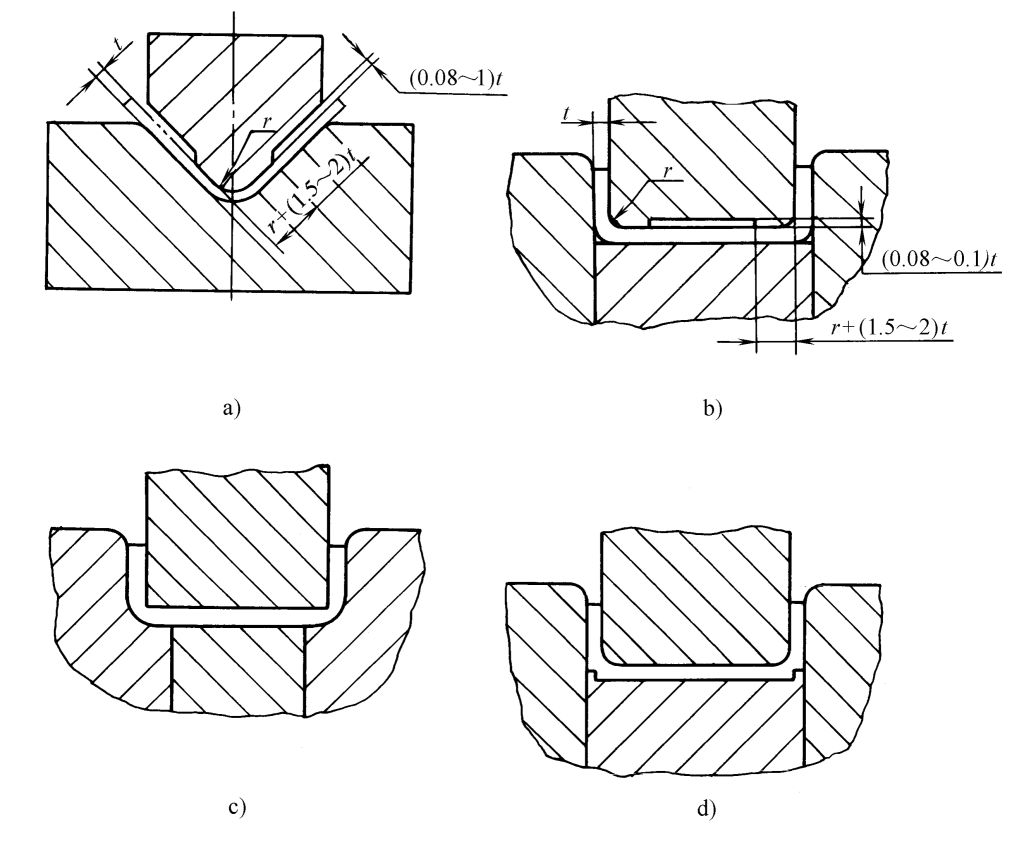
8. Используйте методы повышения жесткости конструкции деталей, как показано на рис. 11-14.