
Установка вырубных штампов на машины: Шаг за шагом
Установка вырубных штампов на станках может показаться сложной задачей, но она крайне важна для точного и эффективного изготовления металла. В этом руководстве рассматриваются...
Вы когда-нибудь задумывались, почему одни машины работают без сбоев, а другие постоянно ломаются? Секрет часто кроется в тщательной установке приводных и конвейерных цепей. В этой статье рассматриваются основные шаги по обеспечению правильной установки цепей, начиная с проверки компонентов и заканчивая точной настройкой центровки и натяжения. Следуя этим рекомендациям, вы повысите производительность и долговечность своего оборудования. Окунитесь в эту тему, чтобы узнать практические советы, которые помогут предотвратить дорогостоящее обслуживание и обеспечат работу вашего оборудования как хорошо смазанной машины.

Основные этапы установки приводных и конвейерных цепей следующие:
Проверьте такие компоненты, как валы, подшипники, звездочки и защитные кожухи, чтобы убедиться, что они находятся в хорошем состоянии, не представляют опасности и не имеют чрезмерного износа. Убедитесь, что все подшипники установлены правильно и надежно.
Если цепь не новая, убедитесь, что она чистая, смазанная и не имеет чрезмерного износа или скрытых повреждений. Если звездочка не новая, также убедитесь, что она не имеет чрезмерного износа и скрытых повреждений. Стандарты проверки валов и подшипников должны соответствовать руководству по эксплуатации компонентов.
На рисунке 1 показан конкретный метод работы по выравниванию системы осей. Для тщательной проверки уровня можно поместить механический пузырьковый уровень непосредственно на валы. Если несколько рядов цепей звездочки установлены на валу, уровень можно расположить горизонтально на зубьях звездочки.
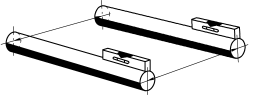
Для проверки параллельности валов можно использовать измерительную линейку. Сначала следует проверить параллельность, а затем ровность. Регулируйте несколько раз, пока параллельность и ровность не будут соответствовать требованиям.
Для большинства однорядных приводных роликовых цепей или конвейерных цепей точность центровки должна быть отрегулирована в пределах 0,050 дюйма на фут или 0,25°. Для большинства зубчатых цепных передач этот предел соответствует ширине цепи до 1 дюйма. Для цепей из конструкционной стали эти пределы должны быть соответствующим образом смягчены.
Для высокоскоростных, мощных, многорядных роликовых цепных передач используйте следующую формулу для расчета предельных значений выравнивания:
Φ=0.00133C/pn
Где
Формула также показывает, что чем меньше межосевое расстояние привода, тем меньше должен быть предельный угол выравнивания. Для зубчатых цепей, цепей из конструкционной стали и цепей с плоской вершиной, используемых в приводах или конвейерах, предельные значения углового выравнивания следует уточнять у производителя.
Сначала проверьте осевое перемещение вала. Перед выравниванием звездочек необходимо зафиксировать вал в положении привода, затем затянуть крепежные болты звездочек для осевой фиксации. При наличии нескольких цепей обеспечьте точное расстояние между звездочками на валу.
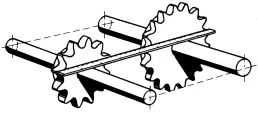
На рисунке 2 показана проверка соосности звездочек. Для проверки осевого совмещения двух звездочек по одной стороне их обработанных поверхностей можно использовать линейку. Если межосевое расстояние слишком велико, вместо линейки можно использовать рояльную проволоку, а для проверки соосности звездочек - лазерный прибор. Использование лазерного прибора особенно удобно для проверки соосности конвейеров с большим межосевым расстоянием.
Максимальное значение погрешности при осевом выравнивании звездочки в роликовых цепных передачах или цепных конвейерах рассчитывается по следующей формуле:
δ=0,045p
Где δ - максимальная осевая погрешность (в).
Проконсультируйтесь с производителем зубчатых цепей, цепей из конструкционной стали и цепей с плоским верхом о предельных значениях погрешности осевого выравнивания в их приводах или конвейерах.
Для конвейерных цепей необходимо тщательно выровнять гусеницу в осевом направлении относительно звездочек, чтобы обеспечить плавный ход цепи от гусеницы к звездочкам без задиров и помех. Большинство производителей цепей могут предоставить требования к осевому выравниванию гусениц.
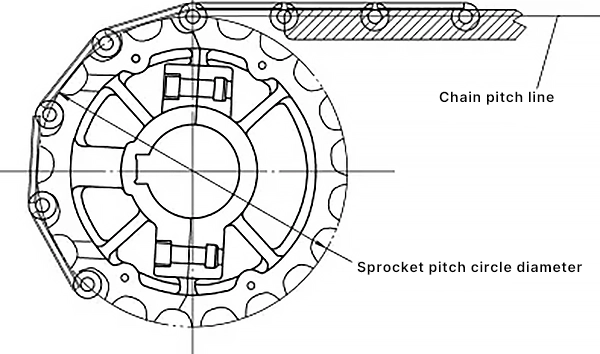
Гусеницы конвейерных цепей также должны быть выровнены по вертикали относительно звездочек. В большинстве случаев центральная линия шарнира цепи в гусенице проходит по касательной к делительной окружности звездочки (см. рис. 3). Большинство производителей цепей могут предоставить требования к вертикальному выравниванию гусениц.
Извлеките цепь из упаковки и разложите ее на скамейке или на полу. Следите за тем, чтобы цепь лежала ровно, без изгибов и скручиваний.
Проверьте цепь по руководству, чтобы убедиться, что она соответствует требованиям. Убедитесь, что цепь не была повреждена при транспортировке и хранении. Аналогично, если есть навесное оборудование, его также следует проверить, чтобы убедиться в отсутствии проблем перед установкой и настройкой. Для цепей с изогнутыми пластинами обратите внимание на то, чтобы они были установлены в правильном направлении передачи. Для многорядных цепных передач проверьте, нужно ли устанавливать навесное оборудование симметрично. Если речь идет о цепном приводе с групповым подбором, убедитесь в синхронности и последовательности по горизонтали.
Если длина цепи, приобретенной на заводе, не соответствует требуемой, ее придется разобрать или срастить при использовании. Многие однорядные цепи изготавливаются на заводе в виде кусков длиной 10 футов, но эта длина редко бывает именно той, которая необходима для цепной передачи или транспортировки, поэтому ее обычно приходится укорачивать или сращивать, чтобы удлинить.
Ниже описаны несколько наиболее распространенных методов демонтажа или соединения цепей. Более подробные инструкции можно получить из публикаций ACA или от производителей цепей.
Эти инструкции предназначены только для однорядных роликовых цепей, у которых внешние пластины соединительных звеньев имеют контактную посадку. Если это многорядная цепь или внешние пластины соединительных звеньев имеют прессовую посадку, обратитесь к опубликованному ACA "Руководству по разборке и соединению роликовых цепей ANSI". В других случаях обратитесь к производителю цепи.
1) Разборка.
Если это цепь с заклепками, головки заклепок с одной стороны внешнего звена должны быть отшлифованы, иначе штифты при выпрессовке повредят втулки. Если цепь имеет шплинты, снимите один или оба шплинта со звена.
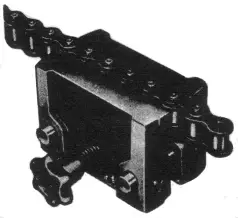
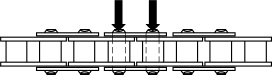
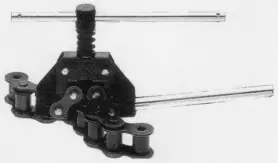
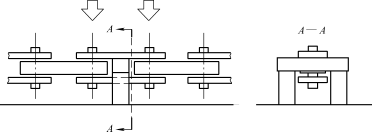
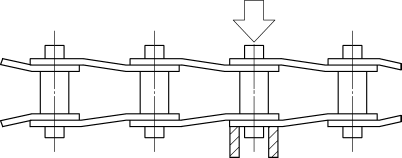
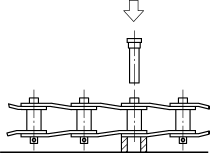
При наличии прессовочного оборудования и соответствующего инструмента цепь можно зажать цепным зажимом (см. Рисунок 4), а затем выпрессовать штифты из пластины наружного звена (см. Рисунок 5). Если подходящее оборудование для запрессовки отсутствует, можно также использовать съемник штифтов (см. рис. 6), чтобы выпрессовать штифты из пластины внешнего звена. Снятые с цепи внешние звенья, как правило, не могут быть использованы повторно.
2) Подключение.
Расположите концы двух отрезков цепи друг напротив друга, вставьте два штифта соединительного звена во втулки этих двух внутренних звеньев, затем установите внешнюю пластину звена на два открытых штифта, установите шплинты или пружинные зажимы, затем вставьте штифты в цепь, пока пластина звена не упрется в стопорное кольцо.
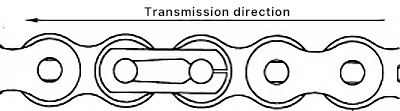
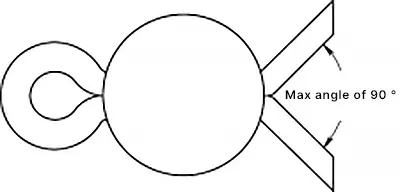
Установленная пружинная скоба должна быть обращена бесшовным (мертвым) концом в направлении движения цепи (см. Рисунок 7). Ножки шплинта не должны быть раздвинуты под углом более 90° (см. Рисунок 8). Больший угол увеличивает риск преждевременной поломки. После соединения цепи соединительное звено должно свободно сгибаться.
Следующие инструкции предназначены только для зубчатых цепей с внешним управлением с двумя штифтами (примечание: также известны как зубчатые цепи с роликовыми штифтами, или обычно называемые цепями Hy-Vo) с одним распорным шарниром. Для других типов шарниров или соединителей, а также для разборки и сборки зубчатых цепей с внутренним управлением см. опубликованное ACA "Руководство по соединению и разборке зубчатых цепей" или обратитесь к производителю цепи.
1) Разборка.
Отшлифуйте головку заклепки на внешней пластине (см. рис. 9), поскольку принудительное извлечение штифта без шлифовки головки заклепки приведет к повреждению цепи. Затем извлеките длинный и короткий штифты из шарнира (см. Рисунок 10).


2) Подключение.
Поместите концы цепи вместе, чтобы отверстия двух звеньев совпали (см. рис. 11), вставьте сначала соединительный длинный штифт (см. рис. 12), затем короткий штифт, следя за тем, чтобы выпуклые поверхности двух штифтов были обращены друг к другу (см. рис. 13).



Установите распорку на конец длинного штифта и зафиксируйте его круглым штифтом или шплинтом (см. рис. 14). При использовании шплинта ножки шплинта не должны быть раздвинуты под углом более 90°, так как слишком большой угол создает риск преждевременного повреждения. Убедитесь, что шарнир свободно сгибается после соединения.

В этом разделе описаны лишь некоторые из наиболее распространенных типов стальных цепей и соединительных элементов для использования в машиностроении. Для цепей или соединителей, не упомянутых здесь, пожалуйста, обратитесь к публично опубликованной информации ассоциации: Руководство по соединению и демонтажу стальных цепей для машиностроения и литых цепей. Дополнительную информацию можно также получить у производителей цепей.
Многие стальные цепи, используемые в машиностроении, имеют большой размер, и усилие, прилагаемое для вдавливания штифта в наружную пластину звена при установке, также очень велико. При установке таких цепей необходимо соблюдать осторожность, чтобы не повредить их. Поскольку усилие при установке штифта очень велико, для разборки и сборки цепи обычно используется прессовое устройство.
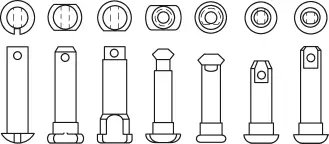
Штифты стальных цепей для машиностроения имеют различный вид (см. рис. 15), и перед разборкой цепи необходимо выяснить, в каком направлении следует выпрессовывать штифт из цепи.
1) Разборка.
Если цепь приклепана, головку штифта с одной стороны пластины наружного звена необходимо отшлифовать. Если цепь имеет стопорные кольца и шплинты, стопорные кольца и шплинты на пластине наружного звена необходимо снять, чтобы не повредить втулку при выпрессовке штифта. При демонтаже необходимо поддерживать пластину цепи сверху наружного звена, а затем выпрессовывать штифт из пластины цепи (см. рис. 16).
2) Подключение.
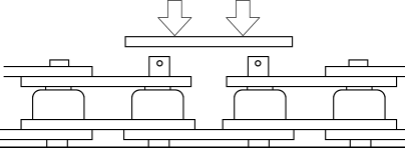
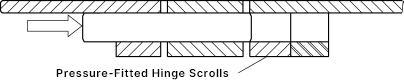
Если внешняя пластина звена и штифт имеют скользящую посадку, то метод установки такой же, как и у ранее описанной роликовой цепи. Но если это прессовая посадка, то внешнюю пластину звена необходимо установить с нажимом, а пластину цепи вдавить в оба штифта с одинаковым усилием одновременно (см. рис. 17), а затем установить стопорные кольца на соединительные штифты.
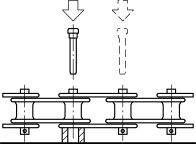
При большом шаге цепи соединение прямой пластинчатой цепи для машиностроения осуществляется с помощью одного штифта. В этом случае под отверстие пластины внешнего звена следует подложить проставку с отверстием, тщательно совместить диаметры отверстий двух пластин внешнего звена и соединяемого внутреннего звена и вставить штифт как можно глубже вручную.
Осторожно совместите различные плоские или клиновидные поверхности штифта с соответствующими пазами в отверстии пластины внешней тяги, затем вдавите штифт в отверстие пластины внешней тяги (см. рис. 18). Повторите этот процесс с другой стороны пластины наружной тяги и, наконец, установите стопорные кольца на оба соединительных штифта. После завершения соединения убедитесь, что все шарниры могут свободно сгибаться.
1) Разборка.
Цепи с гнутыми пластинами обычно требуют выпрессовки только одного штифта, поскольку все их звенья одинаковы. Если штифт приклепан, следует отшлифовать головку одного штифта с одной стороны цепи. Если цепь имеет стопорные кольца и шплинты, одну сторону также следует снять, затем подложите под вынимаемый штифт проставку с отверстием и выпрессуйте штифт из пластины цепи (см. рис. 19).
2) Подключение.
Выберите одну сторону цепи и подденьте отверстие пластины цепи проставкой с отверстием, аккуратно совместите отверстие пластины цепи с узким соединительным отверстием следующего звена цепи и вставьте штифт как можно глубже вручную. Осторожно совместите различные плоские или клиновидные поверхности штифта с соответствующими пазами в отверстии пластины цепи, затем вдавите штифт в отверстие пластины внешнего звена (см. рис. 20), а затем установите стопорные кольца на соединительные штифты. После завершения соединения убедитесь, что все шарниры могут свободно сгибаться.
Часто штифты цепей с плоским верхом используются непосредственно в качестве соединительных штифтов, так как штифты фиксируются с помощью пресса фитинг или с помощью накатки на одном конце штифта. Перед демонтажем или установкой цепей с плоским верхом обратите внимание на направление установки и снятия штифта.
Многие стальные цепные штифты с плоским верхом впрессовываются с одной стороны шарнирного валика. Конец штифта, который впрессован в валик петли, должен быть и тем концом, с которого он снимается (см. Рисунок 21).

Чтобы соединить стальные цепи с плоским верхом, проверьте, имеет ли шарнирный валик прессовую посадку. Если да, то вставьте в цепь прямой штифт с другой стороны соответствующего шарнирного валика с прессовой посадкой (см. Рисунок 22).
Если все отверстия для валиков шарниров цепи одинакового размера, то соединительные штифты цепи должны иметь заплечики. В этом случае штифт следует вставлять в цепь сначала концом меньшего диаметра (то же самое относится и к пластиковым цепям, о которых речь пойдет ниже), а после завершения соединения убедитесь, что все петли могут свободно сгибаться.
Многие пластиковые настольные цепи крепятся в шарнирном валике штифтом с накаткой на одном конце. Чтобы найти сторону с накатанным концом штифта, надавите на него с противоположной стороны, чтобы вытолкнуть штифт из цепи (см. рис. 23) для разборки.

Некоторые пластиковые настольные цепи имеют расширенное отверстие для головки с одной стороны. Вставьте штифт с накаткой в правильном направлении, затем надавите на конец с накаткой, чтобы вдавить штифт в цепь (см. рис. 24), обеспечив свободный изгиб петель после соединения.

Если цепь используется для конвейера, и конструкция конвейера позволяет, то сначала на цепь можно установить держатели, боковые пластины или поперечины. Конечно, если есть структурные препятствия, то цепь должна быть установлена на конвейер до установки этих держателей и т.д.
После подсоединения цепи нужной длины ее можно устанавливать на привод или транспортировочное оборудование. Все установки требуют трех основных шагов:
Эти три шага кажутся очень простыми, но на каждом из них необходимо учитывать множество деталей. Вот краткое описание этих деталей.
Многие приводные роликовые и зубчатые цепи легко надеваются на звездочку: потяните за концы цепи, чтобы обернуть их вокруг звездочки так, чтобы ролики оказались в зубьях, установите оба конца на звездочку и соедините их в петлю. На рисунке 25 показано окончательное соединение роликового цепного привода.

Процесс установки больших цепей такой же, но при монтаже часто требуются вспомогательные инструменты, например, при установке инженерных стальных цепей, крупногабаритных роликовых цепей и очень широких зубчатых цепей.
Цепь также может потребоваться поднять на место, при этом цепь между двумя звездочками часто поддерживается толстыми деревянными досками или брусьями, а для фиксации цепи во время окончательного соединения могут использоваться зажимы.
Примечание: При подъеме или "натягивании" для установки тщательно соблюдайте все предупреждения производителя о безопасности.
Обычно сегменты конвейерной цепи раскладывают на столе или полу для сборки, и, если возможно, одновременно устанавливают соединители или держатели, окончательно закрепляя цепь на конвейере.
Если подвесная часть находится сразу после головного вала, удобно начинать подачу цепи на обратную сторону, аккуратно протягивая цепь прямо в конвейер, не перекручивая и не сгибая, и, наконец, натягивая оба конца цепи на звездочку головного вала для сквозного соединения.
Как и в случае с приводными цепями, для установки больших и тяжелых конвейерных цепей обычно требуются вспомогательные устройства. Для установки цепи на конвейер могут потребоваться подъемные механизмы, а для фиксации цепи во время окончательного соединения могут использоваться зажимы. При монтаже особо крупных конвейерных цепей может потребоваться соединение сегментов цепи в процессе ее установки на конвейер, а соединители и держатели на цепи могут быть установлены только после полной установки цепи на конвейер.
Шкивы и блоки, а также "натяжители" также широко используются при установке цепей ковшового элеватора, при этом окончательное соединение цепи ковшового элеватора обычно выполняется на хвостовой звездочке. Это связано с тем, что в этой точке натяжение цепи наименьшее. Для больших конвейеров и ковшовых элеваторов с большими цепями необходимо проконсультироваться с поставщиком цепи или оборудования по вопросам установки.
Чтобы свести к минимуму износ втулки и пальца, гнутые пластинчатые цепи следует устанавливать в соответствии с направлением движения, основная концепция показана на рис. 26. Принцип установки гнутых пластинчатых цепей в соответствии с направлением движения заключается в том, что независимо от того, является ли малая звездочка ведущей или ведомой, узкий конец или конец ролика звена цепи с узкой стороны всегда должен быть обращен к малой звездочке. Когда ролик входит и выходит из зацепления со звездочкой, т.е. когда шарнир цепи сочленяется, чем меньше звездочка, тем больше угол сочленения.
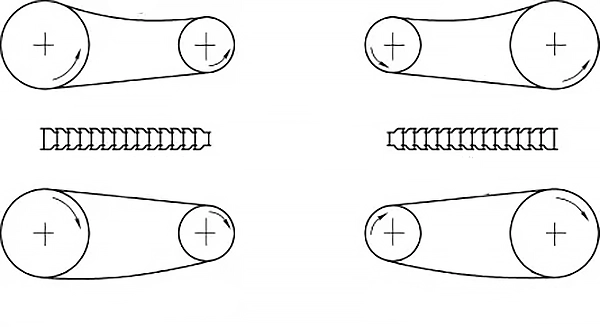
Когда широкий конец звена цепи, т.е. конец штифта, обращен к зубьям звездочки, все скольжение между штифтом и отверстием втулки находится под полной нагрузкой, что приводит к максимальному износу между ними, и цепь растягивается быстрее и требует более частой замены.
Когда узкий конец звена цепи обращен к зубьям звездочки, хотя скольжение между штифтом и отверстием втулки все еще происходит, нагрузка между ними быстро уменьшается по мере их сочленения. Вся нагрузка между зубьями звездочки и узкой стороной цепи передается от ролика к втулке, а затем к пластине цепи, что приводит к минимальному износу между штифтом и отверстием втулки, снижая степень износа цепи и необходимость ее замены.
Изношенное удлинение может быть основной причиной замены цепи, поэтому правильным будет выбрать такое направление движения, которое минимизирует износ между штифтом и отверстием втулки. Если передаточное отношение не равно 1, узкий конец или роликовый конец звена цепи со стороны натяжения должен быть обращен к меньшей звездочке с большим углом поворота. Действительно, чем больше разница в размерах между двумя звездочками, тем больше увеличивается срок службы.
Обычно привод осуществляется для замедления, то есть ведущая звездочка меньше и имеет более высокую скорость, чем ведомая звездочка. Однако встречаются и приводы для увеличения скорости, поэтому определение направления цепной передачи по ведущей и ведомой звездочкам не представляется возможным.
Перед запуском вновь установленного оборудования необходимо провести тщательный осмотр. Проверка должна включать в себя, по крайней мере, следующие пункты:
Сначала поверните обе звездочки в противоположных направлениях так, чтобы слабина цепи была сосредоточена на одной стороне, чтобы образовались свободная и натянутая стороны цепи, затем с помощью линейки измерьте расстояние между роликами цепи, входящими в зацепление с первым зубом обеих звездочек, - это расстояние по прямой между двумя точками зацепления. Затем с помощью линейки измерьте общее перемещение AC в средней точке стороны провисания (см. Рисунок 27).
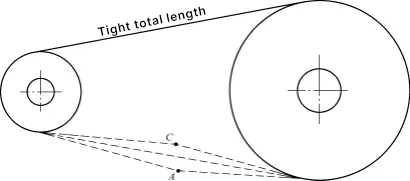
Если цепная передача расположена горизонтально или под углом наклона менее 45°, отношение общего измеренного перемещения к расстоянию между двумя точками зацепления должно составлять от 4% до 6%. В случае горизонтальной передачи глубина провисания AC составляет около 0,443. Для наклонной передачи с большим углом между 45° и вертикальной передачи отношение общего перемещения к расстоянию между двумя точками зацепления должно составлять от 2% до 3%.
При горизонтальной транспортировке измерение провисания показано на рис. 28: с помощью линейки измерьте расстояние (L) между последним роликом, зацепленным со звездочкой, и первым роликом цепи на опорной дорожке, а затем с помощью линейки измерьте глубину провисания (D).
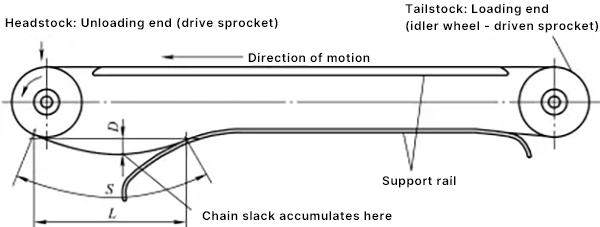
Регулировка провисания при натяжении рекомендуется производителем цепи. Для вертикальных конвейеров или ковшовых элеваторов провисание обычно не рекомендуется. Первоначальное натяжение цепи и метод регулировки рекомендуются производителем цепи.
Установите и запустите систему смазки, убедитесь, что масляный резервуар полон, масляный тракт чист и прозрачен, а подача масла в цепь соответствует проектным требованиям.
Осторожно поверните приводной вал (лучше всего вручную), чтобы убедиться, что цепь работает идеально. Для проверки некоторых видов крупногабаритного оборудования его необходимо запустить, и в это время необходимо обеспечить соблюдение всех правил безопасности во избежание травм персонала и повреждения оборудования. Цепь должна пройти по всему пути как минимум один полный цикл.
Убедитесь, что цепь прошла через всю дорожку. Внимательно проверьте плавность хода цепи при зацеплении со звездочкой, в том числе отсутствие задиров или препятствий на дорожке. Лучше всего дать цепи поработать без нагрузки в течение нескольких часов, чтобы подшипники успели износиться, а смазочное масло проникло в эти рабочие поверхности.
После пробного запуска проверьте все крепления и при необходимости усильте их, а также проверьте натяжение цепи и отрегулируйте его при необходимости.
Если цепь не передается внутри кожуха, ее следует закрыть защитными кожухами, чтобы предотвратить травмы от прикосновения к движущейся цепи и звездочке. Для получения дополнительной информации см. американские национальные стандарты, такие как ASME B15.1 и ASME B20.1.
Перед установкой защитных крышек проверьте их на наличие повреждений и потенциальных опасностей. Во время установки убедитесь, что все крепежные элементы не отсутствуют, а соединения надежны. Также проверьте защитные устройства, такие как датчики и блокировки на оборудовании.







