
Как рассчитать вес листового металла: Основные формулы
Вы когда-нибудь задумывались, как быстро рассчитать вес листового металла? В этой статье раскрывается простая формула, которая...
Что позволяет шлифовальным станкам создавать сверхгладкие поверхности? Ответ: шлифовальные жидкости. Эти жидкости не просто охлаждают - они являются ключом к первоклассной металлообработке. В этой статье мы рассмотрим, как шлифовальные жидкости работают, снижая температуру и повышая точность. Вы узнаете о различных типах жидкостей и о том, как выбрать лучшую для вашей работы. Приступайте к совершенствованию своих ноу-хау в области шлифования!

Шлифовальные жидкости в основном используются для снижения температуры шлифования, улучшения качества обрабатываемой поверхности, повышения эффективности шлифования, продления срока службы круга, а также для предотвращения подгорания, растрескивания и термической деформации заготовок. С точки зрения улучшения эффекта шлифования шлифовальные жидкости должны выполнять следующие функции:
Охлаждающий эффект шлифовальных жидкостей в основном отводит тепло от зоны шлифования, снижая температуру шлифования.
Шлифовальные жидкости могут проникать между абразивными зернами и поверхностью заготовки, прилипать к металлической поверхности, образуя смазочную пленку, уменьшать трение между абразивными зернами и поверхностью заготовки, улучшать режущие свойства круга и получать меньшее значение шероховатости поверхности.
Жидкости для шлифования обладают высокой текучестью и могут быстро смывать стружку и упавшие абразивные зерна через канавку для удаления стружки.
Добавление ингибиторов ржавчины в шлифовальные жидкости может образовывать защитную пленку на поверхности металла, предохраняя заготовку и станок от ржавления в течение определенного периода времени.
Помимо вышеперечисленных свойств, шлифовальные жидкости должны быть нетоксичными, не иметь запаха, не раздражать кожу, не вызывать коррозии, быть химически стабильными, устойчивыми к порче и разрушению, не пениться, легко обрабатываться и перерабатываться, а также не загрязнять окружающую среду.
Для улучшения характеристик шлифовальных жидкостей обычно используются присадки, в том числе присадки для повышения маслянистости, присадки для работы при экстремальных давлениях, ингибиторы ржавчины, антипенные присадки и эмульгаторы.
Некоторые распространенные методы подачи жидкости включают: метод заливки, метод охлаждения под высоким давлением, метод подачи внутреннего охлаждения, ультразвуковой метод подачи и метод пропитки колес.
Существует множество типов жидкостей для шлифования, которые обычно делятся на две основные категории: водорастворимые жидкости для шлифования и маслорастворимые жидкости для шлифования. Водорастворимые шлифовальные жидкости можно дополнительно разделить на: эмульсии, прозрачные водные растворы и водные растворы электролитов.
Основным компонентом водорастворимых шлифовальных жидкостей является вода, в которую добавляются другие присадки. Они обладают отличным охлаждающим эффектом, просты в приготовлении, экономичны и не вызывают загрязнения окружающей среды.
Основными компонентами маслорастворимых шлифовальных жидкостей в основном являются минеральные масла. Обычные минеральные масла - это минеральные масла низкой или средней вязкости с добавлением ингибиторов ржавчины. Например, жирные кислоты добавляют в машинное масло, легкое дизельное топливо или керосин для улучшения смазки.
Кроме того, в шлифовальные жидкости добавляют присадки, содержащие такие элементы, как сера, хлор и фосфор, для получения масел, работающих под высоким давлением, которые обладают лучшими проникающими и смазывающими способностями и подходят для процессов, требующих малых значений шероховатости поверхности.
Маслорастворимые шлифовальные жидкости обладают хорошей адгезией, могут изолировать воздух и предотвращать нежелательные химические реакции, такие как окисление и гидролиз в зоне шлифования. Например, круги CBN склонны реагировать с водой при высоких температурах, поэтому для высокоскоростного шлифования кругами CBN следует использовать маслорастворимые шлифовальные жидкости.
Маслорастворимые шлифовальные жидкости используются для повышения скорости и интенсивности шлифования, особенно подходят для шлифования кругов CBN. Маслорастворимые шлифовальные жидкости, изготовленные на основе остаточных минеральных масел, обычно используются в качестве охлаждающих и смазочных жидкостей, которые быстро стареют в горячих условиях. При правильном выборе качества круга маслорастворимые шлифовальные жидкости подходят для большинства операций шлифования.
Синтетические маслорастворимые шлифовальные жидкости обладают хорошими характеристиками и стабильностью к старению, имеют более высокую температуру вспышки при низкой вязкости, подходят для высокопроизводительных процессов шлифования. По сравнению с обычными маслорастворимыми жидкостями для шлифования стоимость синтетических жидкостей для шлифования увеличивается примерно в два раза.
В таблице 1 приведено сравнение характеристик различных шлифовальных жидкостей; в таблице 2 указаны состав, свойства и рекомендации по применению распространенных шлифовальных жидкостей для справки при выборе.
Таблица 1 Сравнение производительности различных шлифовальных жидкостей
| Артикул | Минеральное масло | Масло для экстремальных условий эксплуатации | Эмульсионное масло | Синтетическая жидкость |
| Смазка | Превосходно | Превосходно | Хорошо | Бедный |
| Охлаждающая способность | Бедный | Бедный | Хорошо | Превосходно |
| Стабильность | Превосходно | Превосходно | Средний | Хорошо |
| Способность к очистке | Бедный | Бедный | Средний | Хорошо |
| Предотвращение ржавчины | Превосходно | Превосходно | Средний | Хорошо |
| Режущая способность | Хорошо | Превосходно | Средний | Хорошо |
| Значение шероховатости поверхности | Маленький | Самый маленький | Маленький | Маленький |
| Устойчивость к коррозии | Хорошо | Превосходно | Бедный | Хорошо |
| Огнестойкость | Бедный | Бедный | Хорошо | Хорошо |
| Пеногасящая способность | Хорошо | Хорошо | Средний | Бедный |
| Видимость | Бедный | Бедный | Средний | Хорошо |
| Цикл использования | Длиннее | Длинный | Короткие | Длиннее |
| Стоимость постобработки | Меньше | Меньше | Среднее | Подробнее |
Таблица 2 Состав, характеристики и инструкции для распространенных шлифовальных жидкостей
| Категория | Тип | Серийный номер | Имя | Состав (объемная доля, %) | Эксплуатационные характеристики | |
| Маслорастворимая шлифовальная жидкость | Неактивный | 1 | Минеральное масло | Нефтяной сульфонат бария Керосин | 2 98 | Хорошая очистка, используется для шлифовки и суперфинишной обработки Для шлифования твердых сплавов добавляется 0,5% по массе нитрита натрия может увеличить предотвращение ржавчины |
| 2 | Компаундное масло | Керосин Масло для системы L-AN15 с полной потерей | 80-90 10-20 | Используется для шлифования чугуна, цветных металлов металлы и полировка оптических стекло | ||
| 3 | Компаундное масло | Керосин Олеиновая кислота Скипидар | 55 40 5 | Используется для шлифования стали, чугуна, бронзы, алюминиевого сплава и других материалов | ||
| Активный | 4 | Масло для экстремальных условий эксплуатации | Нефтяной сульфонат бария Нафтеновый свинец Хлорированный парафин Масло для высокоскоростных систем L-AN10 Масло для высокоскоростных систем L-AN32 | 0.5-2 6 10 10 Остаток | Хорошая смазка, не подвержена коррозии, используется для суперфинишной обработки, может заменить сернистое масло | |
| 5 | F43 Масло для экстремальных условий эксплуатации | Хлорированная нефтяная смазка бариевое мыло Диалкилдитиофосфат цинка Дисульфид молибдена Нефтяной сульфонат бария Нефтяной сульфонат кальция Масло для высокоскоростных систем L-AN7 | 4 4 0.5 4 4 83.5 | Используется для шлифования нержавеющей стали, жаропрочной стали и коррозионностойкой стали | ||
| 6 | Масло для шлифования | Нефтяной сульфонат бария 6411 Хлорированный парафин Олеиновая кислота Турбинное масло L-AN32 | 4 5 10 7 74 | Используется для высокоскоростного шлифования, хорошо работает при экстремальном давлении, эффективно предотвращает локальный обжиг и отжиг | ||
| Водорастворимая шлифовальная жидкость | Эмульсия | 7 | 69-1 эмульсия | Нефтяной сульфонат бария Сульфонированное касторовое масло Олеиновая кислота Триэтаноламин Гидроксид калия L-AN7-10 высокоскоростное масло для системы полной потери | 10 10 2.4 10 0.6 Остаток | Используется для шлифования стальных и чугунных деталей, хорошо очищает их. с антикоррозийными свойствами Соотношение смеси 2% и 5% (объемная доля, то же самое ниже) |
| 8 | Эмульсия F74-8 | Полиоксиэтиленовый эфир алкилфенола Пентоксид фосфора Триэтаноламин Нефтяной сульфонат натрия L-AN7-10 высокоскоростное масло для системы полной потери | 4.5 0.5 5 15 75 | Используется для шлифования внутренних и внешних окружностей подшипников Соотношение смеси 1% и 2% | ||
| 9 | Эмульсионное масло для защиты от ржавчины F25D-73 | Нефтяной сульфонат натрия Высококарбонатное натриевое мыло Масло для системы L-AN30 от полной потери | 13 4 Остаток | Используется для шлифования и фрезерования Соотношение смеси 3% и 5% | ||
| 10 | Эмульсия NL | Нефтяной сульфонат натрия Натриевое мыло с касторовым маслом Триэтаноламин Бензотриазол Масло для высокоскоростных систем L-AN15 | 36 19 6 0.2 Остаток | Высокое содержание эмульгатора, низкая концентрация, прозрачная жидкость светлого цвета, хорошая защита от ржавчины, используется для измельчения металлов Соотношение смеси 2% и 3% | ||
| 11 | Антикоррозийная эмульсия | Нефтяной сульфонат натрия Нефтяной сульфонат бария Натрий нафтеновокислый Триэтаноламин L-AN15 Total Loss System Oil | 11-12 8-9 12 1 Остаток | Используется для шлифовки черных металлов и оптического стекла, добавляет 0,3% массовая доля нитрита натрия и 0,5% массовой доли карбоната натрия к уже пропорционированному раствору для дальнейшего улучшения эффективности предотвращения ржавчины Пропорция 2% к 5% | ||
| 12 | Прозрачная эмульсия | Нефтяной сульфонат натрия Триэтаноламин Олеиновая кислота Этанол L-AN15 Total Loss System Oil | 39.4 8.7 16.7 4.9 34.9 | Используется для тонкого измельчения, при подготовке добавьте массовую долю 0,2% фенилэтиламин Пропорция 2% к 3% | ||
| 13 | Эмульсионное масло для экстремальных давлений | Антикоррозийный глицериновый комплекс (62 части борной кислоты, 92 части глицерина, 65 частей гидроксида натрия 45%) Тиосульфат натрия Нитрит натрия Триэтаноламин Полиэтиленгликоль (относительная молекулярная масса 400) Карбонат натрия Вода | 22.4 9.4 11.7 7 2.5 5 Остаток | Обладает хорошими смазывающими и антикоррозийными свойствами, широко используется для шлифование чёрных металлов Пропорция 5% к 10% | ||
| Химическая синтетическая жидкость | 14 | Шлифовальная жидкость № 420 | Глицерин Триэтаноламин Бензоат натрия Нитрит натрия Вода | 0.5 0.4 0.5 0.8-1 Остаток | Используется для высокоскоростного шлифования и шлифования с медленной подачей, а также для шлифования высоких температурные сплавы, иногда требуется добавление пенообразующего агента. Замена глицерина на сульфурированный полиоксиэтиленовый эфир олеиновой кислоты может улучшить эффект шлифования. Замена хлорированной стеариновой кислоты на сульфурированный полиоксиэтиленовый эфир олеиновой кислоты подходит для измельчения лезвий In-738 | |
| 15 | Высокоскоростная шлифовальная жидкость для высоких нагрузок | Хлорированная стеариновая кислота Серосодержащая добавка Неионогенное поверхностно-активное вещество Tx-10 Борная кислота Триэтаноламин 742 Пеногаситель Вода | 0.4 0.6 0.1 0.1 0.2 1.6 Остаток | Для использования разбавляют до раствора массовой доли 2%, используется для высокоскоростного и высоконагруженного шлифования | ||
| 16 | M-2 Шлифовальная жидкость | Моноалкогольный амид олеиновой кислоты бутандионовой кислоты Амид моноалкоголя лауриновой кислоты Бензоат натрия | Используется для общего шлифования (не содержит нитрит натрия) | |||
| 17 | No. 3 Жидкость для шлифования при высоких нагрузках | Сернистая олеиновая кислота Триэтаноламин Неионогенное поверхностно-активное вещество Борат Пеногаситель (кремнийорганический) добавляется отдельно (массовая доля 0,25%) Вода | 30 23.3 16.7 5 25 | Обладает хорошими очищающими и охлаждающими свойствами, при этом относительно высокое экстремальное значение давления (значение pk более 2500N) | ||
| 18 | Масло тонкого помола H-1 | Малеиновый ангидрид касторового масла Диэтаноламин Триэтаноламин Лауриновая кислота Борная кислота | Используется для прецизионного шлифования, также подходит для общего шлифования, может заменить эмульсии и содовую воду | |||
| 19 | Жидкость для высокоскоростного шлифования GMY-2 | Нитрит натрия Олеат натрия 2010 (поверхностно-активное вещество) Триэтаноламин Вода | 16 4 15 18 Остаток | Используется для высокоскоростного шлифования, прецизионного шлифования Пропорция: Общее шлифование 2% - 3%, высокоскоростное и специальное шлифование 3% - 5% | ||
| 20 | Жидкость для шлифования SM-2 | Присадка для экстремального давления EP-SS Поверхностно-активное вещество Добавка, препятствующая образованию ржавчины | Используется для шлифования подшипниковой стали, черных металлов и т.д. Пропорция 3% к 5% | |||
| 21 | NY-802 Жидкость для шлифования | Олеат натрия Анионное поверхностно-активное вещество Полиэтиленгликоль Нитрит натрия Консервант Вспомогательные смазочные материалы и т.д. | Используется для общего и прецизионного шлифования Пропорция 1% к 2% | |||
| 22 | 10° Сильная шлифовальная жидкость | Синтетический хлорированный полиоксиэтиленовый эфир стеариновой кислоты Бензоат натрия Триэтаноламин Нитрит натрия Пеногаситель Вода | 0.5 0.3 0.4 1.0 0.1 97.7 | Используется для шлифовки ползучести, не требует разбавления, применяется напрямую | ||
| 23 | Мощная шлифовальная жидкость QM | Используются для высокоскоростного, мощного и ползучего шлифования. QM176 и QM189 используются для шлифования стали, QM186 - для шлифования охлажденного чугуна Соотношение смешивания: 2% - 3% для обычного измельчения, 3% - 4% для мощного измельчения | ||||
| 24 | Шлифовальная жидкость | Сульфатированное касторовое масло (нейтральное) Тринатрий фосфат Нитрит натрия Боракс Вода | 0.5 0.6 0.25 0.25 Баланс | Обладает хорошими охлаждающими и очищающими свойствами, повторно заменяет керосиновый помол или использует карбонат натрия вместо сульфатированного касторового масла | ||
| 25 | Шлифовальная жидкость | Очиститель 6503 (алкиловый эфир амида фосфата кокосового масла) Нитрит натрия ОП-10 Вода | 10 0.5 0.5 Баланс | Хорошая очистка, используется для шлифования | ||
| 26 | Шлифовальная жидкость | Полиэтиленгликоль Диэтаноламиновая соль касторовой кислоты Триполифосфат калия Нитрит натрия Антикоррозийный комплекс (50 частей сорбита, 30 частей триэтаноламина, 8 частей бензойной кислоты, 12 частей борной кислоты) Вода | 10 4 3 5 30 Баланс | Коричневый прозрачный водный раствор, используется для измельчения, хорошо предотвращение ржавчины, плохая смазка Соотношение смешивания 4% | ||
| 27 | Жидкость для тонкого измельчения | Нефтяной сульфонат натрия Высококарбонатный триэтаноламин Вода (отрегулированная до pH=7,5 с помощью триэтаноламина) | 0.3-0.5 0.3-0.5 Баланс | Используется для тонкого измельчения | ||
| 28 | Шлифование QTS-1 жидкость | Хлорированная жирная кислота Полиоксиэтиленовый эфир Тринатрий фосфат Нитрит натрия Триэтаноламин Вода | 0.25 0.50 0.8 1.0 0.5-1 Баланс | Используется для тонкого шлифования и других процессов резки | ||
| 29 | Шлифовальная жидкость | Нафтеновое мыло Тринатрий фосфат Нитрит натрия Вода | 0.6 0.6 0.25 Баланс | Используется для шлифования | ||
| 30 | Шлифование подшипниковой стали жидкость | Триэтаноламин Олеиновая кислота себациновая кислота Эмульгатор Вода | 0.4~0.6 0.3~0.4 0.1~0.2 0.2~0.3 Баланс | Используется для шлифования подшипниковой стали | ||
| 31 | Шлифовальная жидкость | Серосодержащая добавка Полиэтиленгликоль (относительная молекулярная масса 400) TX-10 поверхностно-активное вещество 6503 чистящее средство Борная кислота Триэтаноламин Нитрит натрия 742 пеногаситель Вода | 0.4~0.9 0.5 0.1 0.1~0.2 0.1 0.2 0.5 0.4~0.6 Баланс | Используется для шлифования высоких и средних композитов | ||
| 32 | Шлифовальная жидкость | Триэтаноламин себациновая кислота Полиэтиленгликоль (относительная молекулярная масса 400) Бензотриазол Вода | 17.5 10 10 2 Баланс | Используется для шлифования металлов, бензотриазол можно не применять, если не шлифуются стальные детали Бензотриазол Соотношение смешивания 1% и 2% | ||
| 33 | Прозрачный водный раствор | Карбонат натрия Нитрит натрия Глицерин Полиэтиленгликоль (относительная молекулярная масса 400 Вода | 0.15 0.8 0.8~1.0 0.3~0.5 Баланс | Используется для бесцентровых и круглошлифовальных станков Соотношение смешивания 2% и 3% | ||
| 34 | 101 Жидкость для шлифования | Высокомолекулярное соединение (PAM) Ингибитор ржавчины Консервант Поверхностно-активное вещество | Может заменять масла и эмульсии | |||
| 35 | Содовая вода (I) | Карбонат натрия Нитрит натрия Вода | 0.8~1.0 0.15~0.25 Остаток | Используется для шлифования металла, подходит для шлифования чугуна с шаровидным графитом, В дождливое время года добавьте соответствующее количество триэтаноламина; при высокой жесткости воды добавьте немного карбоната натрия | ||
| 36 | Содовая вода (II) | Карбонат натрия Нитрит натрия Глицерин Вода | 0.5 0.15~0.25 0.5~1 Остаток | Используется для шлифования металла, подходит для шлифования алмазным кругом (не для колес, покрытых смолой) | ||
| 37 | Боракс Триэтаноламин Вода | 1.6 0.2 Остаток | Используется для шлифования алмазными кругами и общего шлифования но не подходит для кругов из кубического нитрида бора | |||
Помимо вышеперечисленных шлифовальных жидкостей, для шлифования труднообрабатываемых материалов в качестве добавок иногда используются твердые шлифовальные агенты. Твердые шлифовальные агенты в основном служат наполнителями для шлифовальных кругов. Например, использование криолита в качестве наполнителя для шлифовальных кругов дает хорошие результаты при шлифовании нержавеющей стали. Графит, дисульфид вольфрама и дисульфид молибдена также могут использоваться в качестве твердых шлифовальных агентов.
Например, при шлифовании инструментальных сталей с высоким содержанием легирующих элементов шлифование становится более сложным, особенно сухое шлифование, при котором заготовка подвержена прижогам и трещинам. Для решения этой проблемы можно использовать смесь дисульфида молибдена и спирта для смачивания шлифовального круга перед сухим шлифованием. Это позволяет улучшить качество поверхности обработанной детали и повысить эффективность шлифования в 2 раза. В целом процесс пропитки прост, недорог и легко внедряется.
Дисульфид молибдена также может использоваться в качестве добавки при резании для повышения смазывающей способности шлифовальных жидкостей. Его можно добавлять в машинное масло или керосин при массовой доле дисульфида молибдена 10% и нейтрального мыла от 4% до 5%.
Во время шлифования шлифовальная жидкость часто испытывает трудности с попаданием в зону шлифования. Основная причина заключается в том, что при вращении шлифовального круга вокруг него также возникает вращающийся воздушный поток. Чем выше скорость, тем сильнее влияние воздушного потока. Кроме того, препятствие в виде защитного кожуха круга увеличивает динамическое давление воздушного потока.
1) Общим методом подачи шлифовальной жидкости является заливка. Для повышения эффективности метода заливки часто принимаются следующие меры:
2) При высокоскоростном шлифовании поток воздуха вокруг круга также увеличивается. Для повышения эффективности подачи жидкости часто принимаются следующие меры:
Жидкости для шлифования необходимо регулярно очищать. Примеси, такие как стружка и свободные абразивные частицы, образующиеся во время процесс измельчения Приводят к ухудшению качества шлифовальной жидкости, что не только влияет на качество заготовки и царапает обработанную поверхность, но и нарушает гигиену окружающей среды.
Особенно при шлифовании, требующем высокой точности и низкой шероховатости поверхности, требования к фильтрации и очистке шлифовальных жидкостей становятся все более жесткими. К распространенным устройствам фильтрации и очистки относятся осадительные фильтры с металлической сеткой, центробежные фильтры, магнитные фильтры, бумажные фильтры и циклонные сепараторы. Различные устройства для очистки шлифовальных жидкостей приведены в таблице 3.
Таблица 3 Различные устройства для очистки шлифовальной жидкости
| Тип фильтра | Циклонный сепаратор | Магнитный фильтр | Бумажный фильтр | Центробежный фильтр | Металлический сетчатый осадочный фильтр | |
 |  | 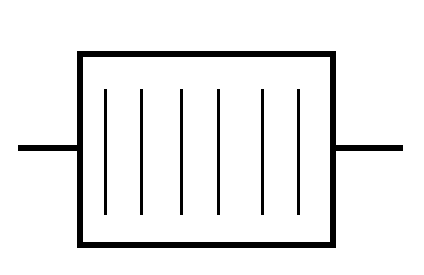 | 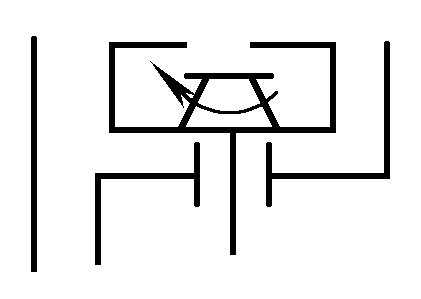 | 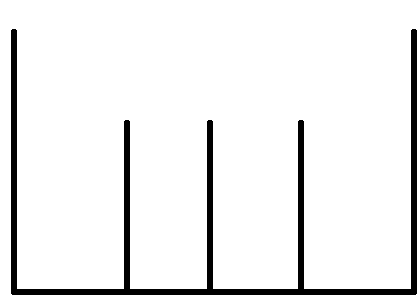 | ||
| Эффективность очистки | Производительность очистки/(л/мин) | 12.5~100 | 25~100 | <25 | <50 | |
| Скорость очистки (%) | 95 | Возбужденный 99, Не возбужден 87 | ||||
| Размер частиц/мкм | 3~40 | <74 | 2~10 | >100 | ||
| Экономический эффект | Потребляемая мощность/кВт | 0.6~1.1 | 0.12 | 0.12 | 0.17 | |
| Продолжительность использования смазочно-охлаждающей жидкости | Длинный | Относительно долго | Длинный | Короткие | Самый короткий | |
| Материал фильтра | Нет потребления | Высокое потребление | ||||
| Стоимость оборудования | Относительно низкий | Относительно высокий | Относительно высокий | Относительно высокий | Низкий | |
| Напольное пространство | Не требует места | Не требует места | Относительно немного | Относительно немного | Относительно немного | |
| Шум | Нет | Немного | Нет | Относительно высокий | Нет | |
| Возможность фильтрации немагнитных примесей | Возможно | Невозможно | Возможно | Возможно | ||
| Возможность фильтрации при очень высокой вязкости среды | Невозможно | Возможно | Возможно | Возможно | ||
| Континуитет | Возможно | Возможно | Невозможно | Уборка раз в смену | Уборка раз в смену | |
| Структурная сложность | Простой | Комплекс | Относительно сложный | Комплекс | ||
| Потеря потока | Относительно большой | Относительно большой | Большой | Относительно небольшой | ||
При использовании шлифовальных жидкостей часто не достигаются ожидаемые результаты или возникают неожиданные проблемы, такие как высокие значения шероховатости поверхности, короткий срок службы круга, низкая эффективность обработки и т. д.; существуют также проблемы управления шлифовальными жидкостями, такие как коррозия шлифовальных жидкостей, ржавчина на заготовках и станках и т. д.; существуют также проблемы безопасности и здоровья, например, у операторов развивается дерматит. При возникновении этих проблем обратитесь к таблице 4, чтобы проанализировать причины и принять соответствующие меры.
Таблица 4 Проблемы, возникающие при использовании шлифовальных жидкостей, и соответствующие меры
| Серийный номер | Проблема | Причина | Соответствующие меры |
| 1 | Шероховатость поверхности относительно высокая | Недостаточная смазывающая способность шлифовальной жидкости | 1. Для шлифовальных жидкостей на масляной основе перейдите на шлифовальные жидкости с повышенным содержанием маслянистых веществ и присадок для работы в экстремальных условиях; для шлифовальных жидкостей на водной основе перейдите на синтетические шлифовальные жидкости с хорошими смазочными характеристиками 2. Повышение вязкости жидкостей для шлифования на масляной основе или концентрации жидкостей на водной основе 3. Улучшить устройство фильтрации 4. Увеличьте объем и давление подаваемой жидкости |
| 2 | Точность размеров трудно гарантировать | Недостаточная эффективность охлаждения шлифовальной жидкости, деталь расширяется из-за нагрева | 1. Увеличьте объем и давление подаваемой жидкости 2. Снизить температуру самой шлифовальной жидкости, обеспечить достаточно большой объем контейнера, усилить циркуляцию для отвода тепла |
| 3 | На поверхности заготовки появляются прижоги и трещины | Плохое проникновение шлифовальной жидкости, неспособность в зону измельчения, что приводит к высокой степени измельчения температура | 1. Для шлифовальных жидкостей на масляной основе уменьшите их вязкость; для шлифовальных жидкостей на водной основе выбирайте жидкости для шлифования с хорошей проникающей способностью 2. Увеличьте объем и давление подаваемой жидкости 3. Улучшить метод заливки |
| 4 | Остаточное напряжение на поверхности заготовки, снижение твердости | Недостаточная смазка и охлаждение производительность шлифовальной жидкости, создавая большое количество тепла при шлифовании в зоне шлифования | 1. Повысьте вязкость шлифовальных жидкостей на масляной основе; для жидкостей на водной основе выбирайте синтетические смазочные жидкости с хорошей смазкой или высококонцентрированные эмульсии 2. Увеличьте расход и давление подаваемой жидкости 3. Выбирайте шлифовальные жидкости с высоким содержанием присадок для работы в условиях экстремального давления |
| 5 | Засорение шлифовального круга | Плохое проникновение и очистка производительность шлифовальной жидкости, что приводит к засорению стружкой поры | 1. Уменьшите вязкость шлифовальных жидкостей на масляной основе; или перейдите на шлифовальные жидкости на водной основе с хорошими проникающими и очищающими свойствами 2. Увеличьте расход и давление подаваемой жидкости 3. Выбирайте синтетические жидкости для шлифования, которые легко способствуют самозатачиванию абразива |
| 6 | Затупление шлифовального круга | Плохие смазочные характеристики шлифовальной жидкости, абразивные режущие кромки быстро изнашиваются | Перейдите на шлифовальные жидкости с высоким содержанием маслянистых веществ и противозадирных присадок; для растворов на водной основе выбирайте эмульсии с хорошей смазкой или высококонцентрированные синтетические жидкости |
| 7 | Низкий срок службы шлифовальных кругов из смолы | Щелочные шлифовальные жидкости вызывают растворение смоляные связующие | Перейдите на шлифовальные жидкости со слабой щелочностью (pH около 8,5). |
| 8 | С увеличением срока эксплуатации срок службы шлифовального круга уменьшается, производительность шлифовальной жидкости ухудшается | 1. Утечка масла снижает производительность шлифовальной жидкости 2. Увеличение количества стружки и мелких абразивных частиц в шлифовальной жидкости 3. Снижение концентрации шлифовальных жидкостей на водной основе 4. Порча и повреждение шлифовальной жидкости | 1. Примите меры для предотвращения утечки масла 2. Улучшить устройства фильтрации 3. Добавьте консерванты и повышающие уровень pH вещества в шлифовальные жидкости на водной основе, чтобы вернуть исходную жидкость в нормальное состояние 4. Замените шлифовальную жидкость на новую |
| 9 | Ржавление станка или заготовки (шлифовальные жидкости на водной основе) | 1. Снижение концентрации используемой жидкости 2. Пониженное значение pH 3. Недостаточное количество или израсходованные ингибиторы ржавчины 4. Порча и повреждение шлифовальной жидкости | 1. Измерьте концентрацию и поддерживайте ее на определенном уровне 2. Добавьте щелочную жидкость для поддержания pH около 9 3. Добавьте ингибиторы ржавчины 4. Замените жидкость на новую, если шлифовальная жидкость сильно испорчена и повреждена |
| 10 | Ржавление заготовок между процессами (шлифовальные жидкости на водной основе) | 1. Чрезмерное время простоя 2. Коррозия от кислотных газов из близлежащих травильных резервуаров 3. Хранение в аномальных климатических условиях, таких как сезоны дождей | 1. Нанесите масло или смазку для защиты от ржавчины 2. Под влиянием окружающих условий предварительно нанесите масло или смазку для предотвращения ржавчины 3. Добавьте ингибиторы ржавчины, соответствующим образом увеличьте концентрацию жидкостей на водной основе |
| 11 | Появление пятен на поверхности станины станка и т. д. (шлифовальные жидкости на масляной основе) | Вызвано реакциями между поверхностью металла и некоторые компоненты в размольной жидкости | 1. Тщательно очищайте сразу после работы 2. Проверьте, не попала ли вода в размольную жидкость 3. Проверьте, не вступили ли в химическую реакцию присадки для работы под высоким давлением с жидкостью для шлифования. 4. Незамедлительно замените испорченную шлифовальную жидкость |
| 12 | Разделение эмульсий, инверсия фаз и образование нерастворимых веществ | 1. Неправильный метод разбавления 2. Утечка масла, смешивающегося с жидкостью 3. Ухудшение 4. Когда заготовка представляет собой алюминиевый сплав, гидроксид алюминия вызывает образование щелочного металла | 1. Наполните резервуар водой и перемешайте, затем добавьте исходную эмульсионную жидкость 2. Предотвратите утечку масла, установите устройство для восстановления утечки масла 3. Добавлять консерванты, усилители pH или увеличивать исходную жидкость 4. Замените на новую жидкость |
| 13 | Отслаивание покрытия (шлифовальная жидкость на водной основе) | Влияние щелочи и поверхностно-активных веществ в шлифовальной жидкости | Покрытия из фталата фосфорной кислоты склонны к отслаиванию, поэтому следует использовать запекаемые виниловые смолы или полиуретановые покрытия |
| 14 | Большое количество пузырьков в шлифовальной жидкости на водной основе | Слишком много поверхностно-активного вещества (слишком высокая концентрация разбавления) | 1. Добавьте воды для разбавления, если концентрация слишком высока 2. Добавить пеногаситель 3. Смените тип шлифовальной жидкости |
| 15 | Шлифовальная жидкость на водной основе легко портится, требуя частой замены | 1. Плохое управление 2. Плохое действие консерванта в жидкости 3. Чрезмерная утечка масла и перемешивание стружки в 4. Длительное неиспользование, недостаточное нагнетание воздуха 5. Использование стеклокерамических шлифовальных кругов | 1. Управление значением pH и концентрацией 2. Регулярно добавляйте бактерициды 3. Установите устройства для защиты от утечек и фильтрации 4. Регулярно нагнетайте воздух в шлифовальную жидкость в периоды отпусков 5. Переход на шлифовальную жидкость, подходящую для стеклокерамических шлифовальных кругов |
| 16 | Шлифовальная жидкость на водной основе становится красной | 1. Амин в шлифовальной жидкости вступает в реакцию со стружкой (железо) 2. Образование гидроксида железа | 1. Увеличить фильтрующие устройства, удалить стружку из шлифовальной жидкости 2. Добавить консерванты, усилители pH |
| 17 | При использовании шлифовальной жидкости на масляной основе разбрызгивание стружки задымление и возгорание в резервуаре с жидкостью | Низкая температура вспышки шлифовальной жидкости | 1. Переход на шлифовальную жидкость на водной основе 2. Переход на шлифовальную жидкость с более высокой температурой вспышки |
| 18 | Операторы испытывают сухость кожи, трещины, сыпь, эритему, язва | 1. Растворители или маловязкие нефтепродукты продукты вызывают обезжиривание 2. Аллергия на масло 3. Обезжиривание и раздражение, вызванное щелочью и поверхностно-активными веществами | 1. Выбирайте жидкости для шлифования, которые меньше раздражают кожу 2. Установите устройства, предотвращающие разбрызгивание шлифовальной жидкости, что снижает вероятность контакта с кожей. 3. Операторы должны поддерживать чистоту рук, запястий и рабочей одежды, тщательно мыть руки после работы и наносить защитную смазку 4. Управление использованием жидкостей для предотвращения ухудшения состояния 5. Перераспределите работу для операторов с аллергическими заболеваниями |
| 19 | Странный запах вокруг машины | 1. Износ жидкости на водной основе, утечка шлифовального масла в маслосборниках и полы приходят в негодность 2. Высокая температура шлифования приводит к испарению и разложению компонентов масляной жидкости с образованием дыма | 1. Замените жидкость на новую, добавьте бактерициды и консерванты 2. Увеличение объема и давления подаваемой жидкости, снижение температуры измельчения, уменьшение образования дыма 3. Регулярно очищайте масляные поддоны и пол |
| 20 | Шлифовальная жидкость на масляной основе дымит, мастерская наполняется туманом | Низкая температура вспышки смазочно-охлаждающей жидкости | 1. Поставляйте смазочно-охлаждающую жидкость с более высокой температурой вспышки 2. Переход на шлифовальную жидкость на водной основе |







