Metal Doğrultma Teknikleri: Manuel Yöntemlerden Alevli Yöntemlere
Üretim sırasında metal neden eğilir ve bükülür ve bunu nasıl düzeltebiliriz? Metal doğrultma işlemi...

Metal malzemelerin termal doğrultulmasında en yaygın olarak kullanılan yöntem oksi-asetilen alevi ile alevli doğrultmadır. Alevle doğrultma sadece malzemelerin hazırlık çalışmalarında kullanılmaz, aynı zamanda üretim süreci sırasında yapıların deformasyonunu düzeltmek için de kullanılabilir. Alevle doğrultmanın kolaylığı, esnekliği ve düşük maliyeti nedeniyle, uygulaması nispeten yaygındır.
Metal malzemeler termal genleşme ve büzülme fiziksel özelliklerine sahiptir. Yerel olarak ısıtıldığında, malzemenin ısıtılan kısmı genişler, ancak çevredeki malzemenin düşük sıcaklığı nedeniyle genişleme engellenir. Bu sırada, ısıtılan metal basınç gerilimi altındadır. Isıtma sıcaklığı 600-700°C arasında olduğunda, sıkıştırma gerilimi malzemenin o sıcaklıktaki akma dayanımını aşar ve sıkıştırma plastik deformasyonuna neden olur.
Isıtma durdurulduktan sonra metal soğur ve büzülür, bu da ısıtılan alandaki metal liflerin öncekinden daha kısa olmasına neden olarak yeni deformasyon yaratır. Alevle doğrultma, orijinal deformasyonu düzeltmek için metalin yerel olarak ısıtılmasının neden olduğu yeni deformasyonu kullanır. Bu nedenle, alevin yerel ısıtmasının neden olduğu deformasyon modellerini anlamak, alevle doğrultmada ustalaşmak için çok önemlidir.
Şekil 1, ısıtma sırasında ve sonrasında çelik levha, köşebent çeliği ve T-şekilli çeliğin deformasyonunu göstermektedir. Şekil 1'deki üçgen ısıtma alanını temsil etmektedir. Isıtılan alandaki metal lifler soğuduktan sonra büzüldüğünden, şekillendirilmiş çelik ısıtma tarafına doğru bükülür.
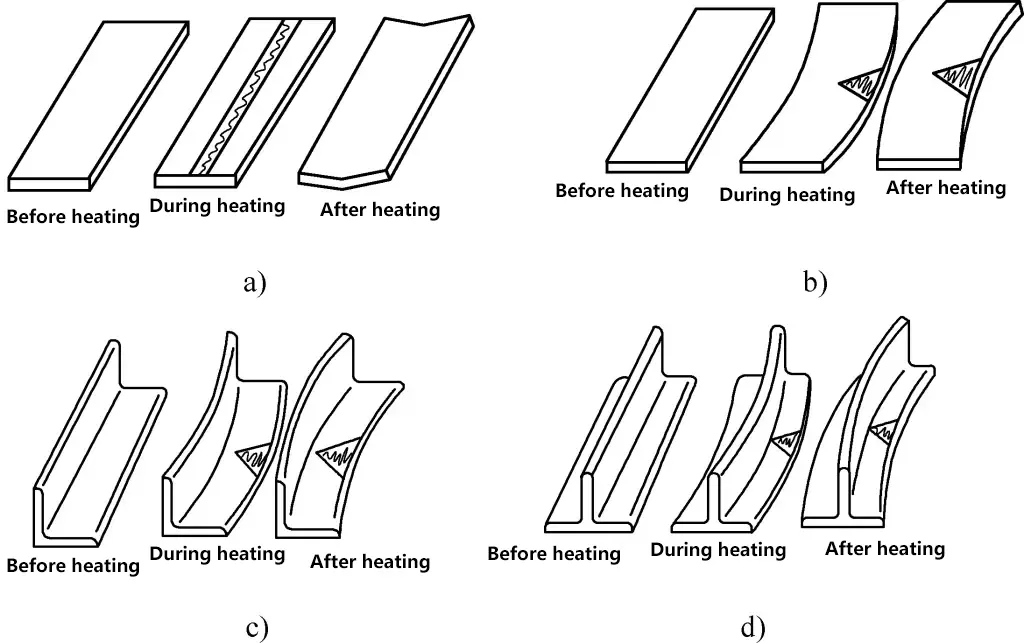
a), b) Çelik levha
c) Köşebent çelik
d) T şeklinde çelik
Alevle doğrultma sırasında, ısıtmanın neden olduğu deformasyonun dengelenmesi ve düzeltilmesi için orijinal deformasyonun ters yönünde olması gerekir. Alevli doğrultma ısıtması için ısı kaynağı genellikle oksi-asetilen alevidir, çünkü yüksek sıcaklığa ve hızlı ısıtma hızına sahiptir.
Alevle doğrultma manuel bir işlemdir. Daha iyi doğrultma sonuçları elde etmek için, iş parçasının deformasyon durumuna göre alevin ısıtma konumunu, süresini ve sıcaklığını kontrol etmek gerekir. Farklı ısıtma konumları farklı yönlerdeki deformasyonları düzeltebilir. Isıtma konumu, metal liflerin daha uzun olduğu kısımda, yani bükülme deformasyonunun meydana geldiği malzemenin dış tarafında seçilmelidir.
Ayrıca, ısıtılan iş parçası üzerindeki ısıtma alanının şekli, deformasyonun düzeltme yönünü ve miktarını önemli ölçüde etkiler. Isıtma alanından geçen elyaf uzunluğunda en büyük farkın olduğu yön, iş parçasının en büyük bükülme deformasyonunun olduğu yöndür. Deformasyon miktarı, ısıtma bölgesinden geçen uzunluk farkıyla orantılıdır. Farklı ısı seviyelerine sahip alevlerin kullanılması, farklı düzeltme kabiliyetleri elde edilmesini sağlayabilir.
Alev ısısı yetersizse, ısıtma süresi uzayacak, ısıtılan alan genişleyecek ve paralel lifler arasındaki deformasyon farkı azalacak, bu da deformasyonun düzleştirilmesini zorlaştıracaktır. Bu nedenle, ısıtma ne kadar hızlı ve konsantre olursa, düzeltme yeteneği o kadar güçlü ve düzeltme deformasyonu miktarı o kadar büyük olur.
Düşük karbonlu çelik ve sıradan düşük alaşımlı çeliğin alevle doğrultulması için yaygın olarak 600-800 ℃ ısıtma sıcaklığı kullanılır. Genel olarak, metalin aşırı ısınmasını önlemek için ısıtma sıcaklığı 850°C'yi geçmemelidir. Bununla birlikte, ısıtma sıcaklığı da çok düşük olmamalıdır, çünkü bu zayıf düzeltme verimliliğine yol açacaktır. Isıtma sıcaklığı, Tablo 1'de gösterildiği gibi, doğruluğu deneyime bağlı olarak, üretimde ısıtıldığında çelik yüzeyin rengine göre kabaca değerlendirilebilir.
Tablo 1 Çelik Yüzey Rengi ve Karşılık Gelen Sıcaklık (Karanlıkta Gözlenen)
| Renk | Sıcaklık/℃ |
| Koyu kahverengi-kırmızı | 550~580 |
| Kahverengi-kırmızı | 580~650 |
| Koyu kiraz kırmızısı | 650~730 |
| Koyu kiraz kırmızısı | 730~770 |
| Kiraz kırmızısı | 770~800 |
| Açık kiraz kırmızısı | 800~830 |
| Parlak kiraz kırmızısı | 830~900 |
| Turuncu-sarı | 900~1050 |
| Koyu sarı | 1050~1150 |
| Parlak sarı | 1150~1250 |
| Beyaz-sarı | 1250~1300 |
Deforme olmuş iş parçalarının yüzeyinde üç ısıtma yöntemi vardır: nokta ısıtma, çizgi ısıtma ve üçgen ısıtma.
Noktasal ısıtma, belirli bir çaptaki bir alanın yuvarlak şekilli bir noktada ısıtılması anlamına gelir. Sıcak noktaların şekli ve sayısı çeliğin deformasyon durumuna göre belirlenir. Çok noktalı ısıtmada genellikle erik çiçeği deseni kullanılır (bkz. Şekil 2a) ve her bir noktanın d çapı kalın plakalar için uygun şekilde daha büyük ve ince plakalar için daha küçük olmalıdır, genellikle 15 mm'den az olmamalıdır.
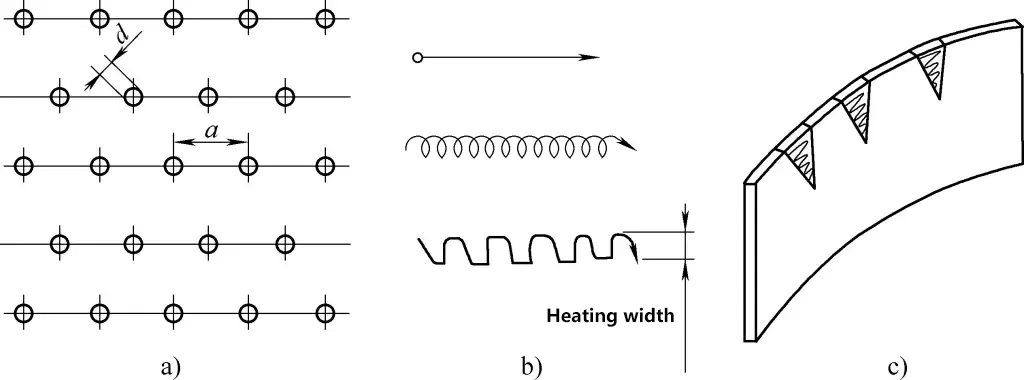
a) Noktasal ısıtma
b) Hat ısıtması
c) Üçgen ısıtma
Deformasyon ne kadar büyükse, noktalar arasındaki a mesafesi o kadar küçük olmalıdır, genellikle 50-100 mm.
Isıtma sırasında, alev düz bir çizgi yönünde hareket ettiğinde veya aynı anda genişlikte belirli bir yanal yönde salındığında, buna çizgi ısıtma denir. Üç tipi vardır: düz ısıtma, zincir ısıtma ve bant ısıtma (bkz. Şekil 2b). Isıtma hattının enine büzülmesi genellikle boyuna büzülmeden daha büyüktür ve ısıtma hattının genişliği arttıkça büzülme miktarı da artar, ısıtma hattı genişliği genellikle çelik kalınlığının 0,5-2 katıdır. Hat ısıtması genellikle önemli deformasyona sahip yapılar için kullanılır.
Isıtma alanı üçgen olduğunda, buna üçgen ısıtma denir (bkz. Şekil 2c). Isıtma alanı büyük olduğundan, büzülme miktarı da büyüktür ve üçgenin yükseklik yönü boyunca eşit olmayan ısıtma genişliği nedeniyle, büzülme miktarı da eşit değildir, bu da genellikle sert ve önemli ölçüde deforme olmuş bileşenlerin bükülme deformasyonunu düzeltmek için kullanılan büyük bükülme deformasyonu düzeltmesine neden olur.
Tablo 2, yaygın çelik malzemelerin asetilen aleviyle doğrultulması için kullanılan yöntemleri göstermektedir.
Tablo 2 Yaygın Çelik Malzemeler için Asetilen Alevi ile Doğrultma Yöntemleri
| Boş malzeme | Orijinal deformasyon | Isıtma yöntemi | Eskiz | Açıklama |
| İnce çelik levha (kalınlığı 8 mm'yi geçmeyen) | Merkezi çıkıntı | Nokta ısıtma | 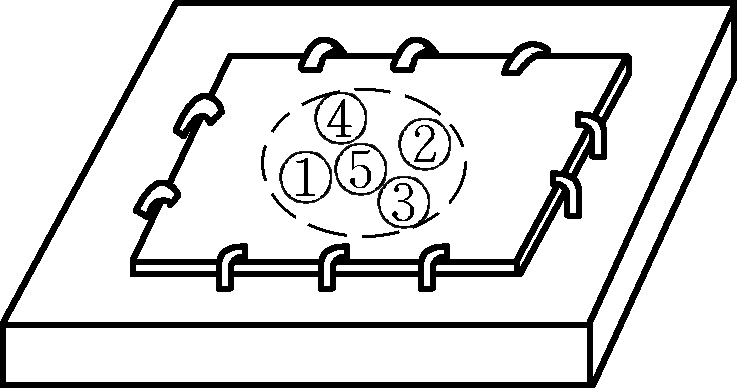 | Çıkıntı yukarı bakacak şekilde, bir Kamaten ile kelepçeleyin. Sıcak noktalar 50-100 mm aralıklarla yerleştirilir; daha büyük deformasyon için daha küçük değerler kullanın Sıcak nokta çapı ≥ 15mm, maksimum plaka kalınlığını alın. Deformasyon alanı büyükse, daha fazla ısıtma noktası kullanın. Çekiçleme ile desteklenmiş ısıtma sırası için şekle bakın. |
| Doğrusal ısıtma | 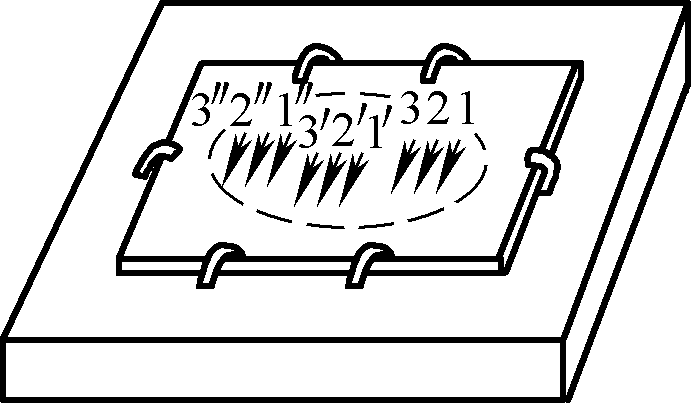 | Şişkin parçayı platform üzerinde yukarı bakacak şekilde kelepçeleyin. Isıtma hattı yörüngesi üç tip içerir: düz çizgi, dalga çizgisi ve spiral çizgi. Son ikisi plaka kalınlığının (0,5~2) katı genişliğe sahiptir. Isıtma hattı boyunca boylamasına büzülme, enine büzülmeden daha azdır. Büyük miktarda deformasyon olduğunda, çizgi genişliğini artırabilir ve çizgi aralığını azaltabilirsiniz. | ||
| Bir tarafı dalgalı | Doğrusal ısıtma |  | Şişkin kısım yukarı bakacak şekilde, deforme olmayan üç tarafı kelepçeleyin, önce şişkin kısmın her iki tarafını ısıtın, ardından şişkin kısma doğru çevreleyin ve gerekirse ısıtmayı tekrarlayın. | |
| Kalın çelik levha | Kemerli bükme | Doğrusal ısıtma |  | Platformun üzerine koyun, en yüksek kısmı 600 ~ 800 ° C'ye ısıtın, ısıtma derinliği plaka kalınlığının 1 / 3'ünü geçmemelidir, gerekirse ısıtmayı tekrarlayabilir. |
| Çelik boru | Bükme | Spot ısıtma |  | Dışbükey yüzeyi ısıtın (tek veya çok sayıda nokta sırası), noktadan noktaya hızlıca hareket edin, sıra sıra ısıtın. noktadan noktaya hız hızlı olmalı, her seferinde bir sıra ısıtın. |
| T şeklinde çelik | Yan bükme | Üçgen ısıtma | 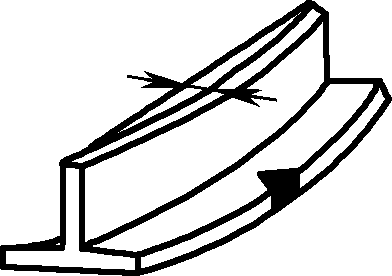 | Yatay plakanın şişkin kısmını ısıtın |
 | Dikey plakanın şişkin kısmını ısıtın | |||
| Açılı çelik | Dış bükme | Üçgen ısıtma |  | Yükseltilmiş kısmı ısıtın |
| I-kiriş | Yan bükme | Üçgen ısıtma | 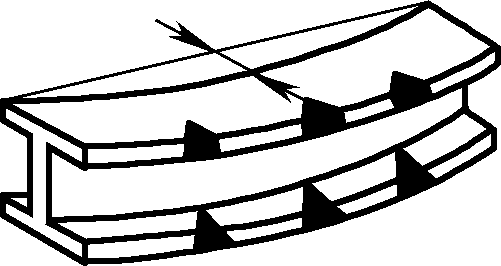 | Yükseltilmiş kısmı ısıtın |
| Kanal çeliği | Yerel yan bükme | Doğrusal ısıtma |  | Aynı anda dalgalı ısıtma yapan iki kaynak torcu |
| Çelik silindir | Yerel eğrilik çok büyük | Doğrusal ısıtma |  | Üretim hattı boyunca ısı |
| Yerel eğrilik çok küçük |  |
Alev doğrultma işlemi sırasında aşağıdaki noktalara dikkat edin:
1) Isıtma hızı hızlı olmalı, ısı yoğunlaştırılmalı ve ısıtma bölgesi dışındaki ısıtılmış alan en aza indirilmelidir, bu da düzleştirme etkisini artırabilir ve daha büyük miktarda yerel büzülme sağlayabilir.
Büyük bir deformasyon alanını düzeltirken, ister birden fazla nokta ister birden fazla ısıtma hattı kullanılsın, ısıtma alanları üst üste gelmemelidir, aksi takdirde iş parçasının malzemesi zarar görür. Düzeltmeden önce, ısıtma için noktalar ve çizgiler ve bunların yönleri deformasyon alanının boyutuna ve derecesine göre işaretlenmelidir. Bir ısıtma partisinde, tüm noktalar ve çizgiler eşit olarak dağıtılmalı, simetrik ve kademeli olmalıdır.
Tüm ısıtma işlemi partiler halinde gerçekleştirilmelidir. Bir parti düzleştirme gereksinimlerini karşıladığında, daha fazla ısıtmaya gerek yoktur. Plansız düzleştirme işlemleri, düzleştirme etkisini sağlayabilecekleri ve ısıtılan alanların üst üste binmesini önleyebilecekleri için yasaktır.
Her bir partideki ısıtma noktalarının ve hatlarının ileri ve geri sırası deformasyon alanının kenarından başlamalıdır. Deformasyon alanının ortasında aşırı yoğun ısıtma yapılması, bölgede aşırı deformasyona neden olacağından ve bu bölgenin malzeme özellikleri nedeniyle sonraki düzleştirmeyi zorlaştıracağından yasaktır.
2) Pratik düzeltme çalışmalarında, metal büzülmesini hızlandırmak ve düzeltme verimliliğini artırmak için ısıtmadan sonra ısıtılan alanı hızla soğutmak için su kullanmak yaygındır. Saf alevle doğrultma ile karşılaştırıldığında, verimlilik üç kattan fazla artabilir. Bu yöntem su ve ateşle doğrultma yöntemi olarak bilinir.
Su ve ateşle doğrultma yönteminin belirli sınırlamaları vardır. Kalınlığı 2 mm olan düşük karbonlu çelik plakaları düzeltirken, ısıtma sıcaklığı genellikle 600°C'yi geçmemeli ve su ile ateş arasındaki mesafe daha yakın olmalıdır.
Kalınlığı 4 ~ 6 mm olan çelik plakaları düzeltirken, ısıtma sıcaklığı 600 ~ 800 ° C olmalı ve su ile ateş arasındaki mesafe 25 ~ 30 mm olmalıdır. 8mm'den daha kalın çelik plakaları düzeltirken, su soğutmanın neden olduğu büyük stres nedeniyle su soğutma genellikle dikkate alınmaz. Sertleşme eğilimi olan çelik plakalar için (sıradan düşük alaşımlı çelik plakalar gibi), su ve ateş arasındaki mesafe daha büyük olmalıdır.
Yüksek sertleşme eğilimine sahip malzemeler için (orta ve yüksek karbonlu çelikler veya alaşımlı çelikler gibi), su yangını düzeltme yöntemleri kullanılamaz ve deformasyonu artırmak için yalnızca belirli bir derecede hava soğutması yapılabilir. Çelik plakaları bükerken ve düzeltirken, ısıtma derinliği plaka kalınlığının 1/4 ila 1/3'ü arasında kontrol edilmeli ve çok derin olmamalıdır, aksi takdirde alev düzeltmenin etkisini büyük ölçüde etkileyecektir.
Alev düzeltmesi önemli düzeltici etkileri olan bir yöntem olmasına rağmen, özellikle ince parçaların doğrultma düzeltmesi ve ince plakaların düzleştirme düzeltmesi gibi alev düzeltmesine özellikle hassas olan iş parçaları için deformasyon miktarlarını kontrol etmede hala nispeten zayıftır.
Bu nedenle, büyük deformasyon miktarlarına sahip bu tür iş parçalarının düzeltilmesi için alevle düzeltme yalnızca kaba bir düzeltme yöntemi olarak kullanılabilir ve sonraki mekanik düzeltme ile tamamlanabilir; küçük deformasyon miktarlarına ve yüksek gereksinimlere sahip bu tür iş parçalarının düzeltilmesi için alevle düzeltme kullanılmamalıdır (yasaktır), aksi takdirde yeni veya daha büyük deformasyona yol açacaktır.
3) Isıtma alanının büzülmesini hızlandırmak için bazen çekiçleme eklenir, ancak demir çekiç değil, tahta veya bakır çekiç kullanılmalıdır.