
Yeni Nesil Boru Bükme: Yenilikçi Süreçleri Keşfetmek
Verimlilik ve hassasiyetin sınırlarını zorlayarak boru bükme yöntemimizde devrim yarattığınızı hayal edin. Yeni nesil boru bükme...
Boru bükme makinelerini sektörler için hayati kılan nedir? Boruları şekillendirmek için gerekli olan bu makineler, her biri farklı bükme ihtiyaçlarına uygun hidrolik, CNC ve çok modlu bükücüler gibi çeşitli tiplerde gelir. Otomotivden havacılık ve uzaya, bu makinelerin işlevselliğini anlamak üretim süreçlerinde verimliliği ve hassasiyeti optimize edebilir. Boru bükme makinelerinin mekaniğini, türlerini ve uygulamalarını keşfetmek ve üretim kapasitenizi nasıl geliştirebileceklerini öğrenmek için bu kılavuza göz atın.

Boruları bükmek için birçok yöntem ve cihaz vardır. Deformasyon bölgesinin bir kalıptan doğrudan etkilenip etkilenmediğine bağlı olarak, kalıp şekillendirme ve kalıpsız şekillendirme olarak ikiye ayrılabilir. Bükme sıcaklığına göre, soğuk bükme ve sıcak bükme olarak ikiye ayrılabilir. Yaygın soğuk bükme yöntemleri arasında pres (itme) bükme, rulo bükme, sarma bükme ve ekstrüzyon bükme yer alır.
Pres (itme) bükme, bir pres veya itme bükme makinesinde yanal plastik bükme ile elde edilir; rulo bükme, bir pres veya itme bükme makinesinde kalıplar eklenerek elde edilir. plaka haddeleme makinesi veya bir profil bükme makinesinde sürekli nokta nokta yanal plastik bükme ile; ekstrüzyon bükme, bir preste veya özel bir ekstrüzyon makinesinde ekstrüzyon bükme ile; sarma bükme, dikey veya yatay bir boru bükme makinesinde belirli bir çekme kuvveti ile bükülerek elde edilir.
Boruların sıcak bükülmesinin ana yöntemleri, özel ekipman üzerinde boruların sürekli ısıtılması, bükülmesi ve soğutulması işlemi olan orta frekanslı boru bükme ve alev bükmeyi içerir. Bükme sırasında uygulanan kuvvet biçimine bağlı olarak, çekme bükme ve itme bükme olarak ikiye ayrılabilir. Ek olarak, lazerler ile lokalize geçici ısıtma yoluyla termal gerilimi kontrol ederek lazerle kalıpsız bükme elde edilebilir.
Boru bükme makinelerinde sargı bükme, hassas şekillendirme, küçük hacim, yüksek mukavemet ve yüksek performans nedeniyle kazanlar, gemi yapımı, otomotiv ve havacılık gibi endüstrilerde yaygın olarak kullanılmaktadır. bükülme yarıçapı, 180 derecenin üzerinde bükme açıları, kırışmaya karşı direnç, sürekli bükme kabiliyeti ve CNC entegrasyon kolaylığı. Aşağıda, sadece sarma çekme bükme boru makinesi (bundan sonra boru bükme makinesi olarak anılacaktır) tanıtılmaktadır.
Şekil 1'de gösterildiği gibi, yarım daire biçimli bir oluğa sahip boru bükme kalıbı, bir dişli, zincir ve ana mil aracılığıyla bir hidrolik silindir tarafından döndürülür. Boru bükme kalıbının içine yerleştirilir ve sıkıştırma kalıbı tarafından sıkıştırılır. Borunun dış yüzeyini deformasyon alanına bastırmak için bir kılavuz cihaz (silindir veya oluk) kullanılır.
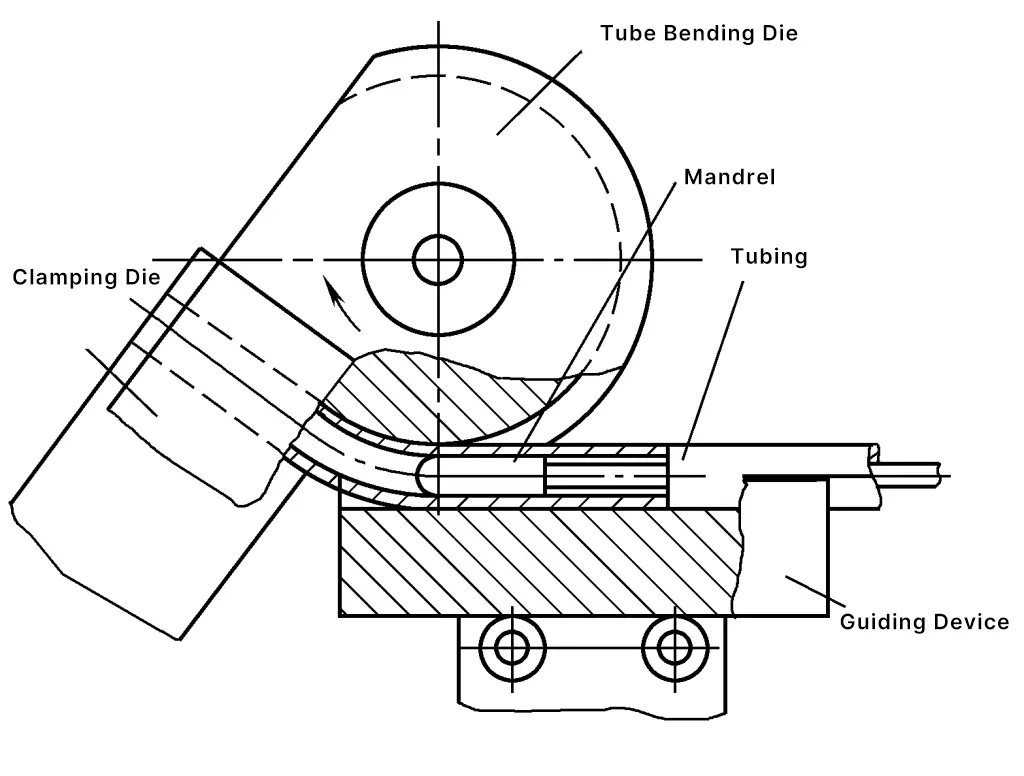
Mandrel cihazına takılan bir mandrel kafası, bükme kalıbının merkez hattında veya biraz ilerisinde bulunan borunun iç deliğine uzanır. Boru, sıkıştırma kalıbı tarafından sıkıştırıldığında ve bükme kalıbı ile birlikte döndüğünde, bükme kalıbına karşı sıkıca bükülür.
Boru farklı çaplara ve bükme yarıçapı gereksinimlerine sahip olduğunda, farklı bir bükme kalıbı gerekir. Borunun bükülme açısı mekanik bir durdurma bloğu (veya dijital ekran) tarafından kontrol edilir ve bükme kalıbı belirli bir açıya döndüğünde, hidrolik silindiri durdurmak için bir komut gönderen durdurma bloğuna (veya programlayıcıya) çarpar, böylece bükme kalıbını durdurur ve gerekli boru bükülmesini tamamlar.
Boru bükme makinelerinin yaygın biçimleri temel olarak şunları içerir: hidrolik (düzlemsel) boru bükücüler, CNC (üç boyutlu, tek modlu) boru bükücüler ve CNC çift modlu (veya çok modlu) boru bükücüler. Ek olarak, CNC itmeli bükme makineleri, CNC çift kafalı boru bükücüler, CNC serpantin boru bükücüler ve boru düzenleme bükücüler vardır.
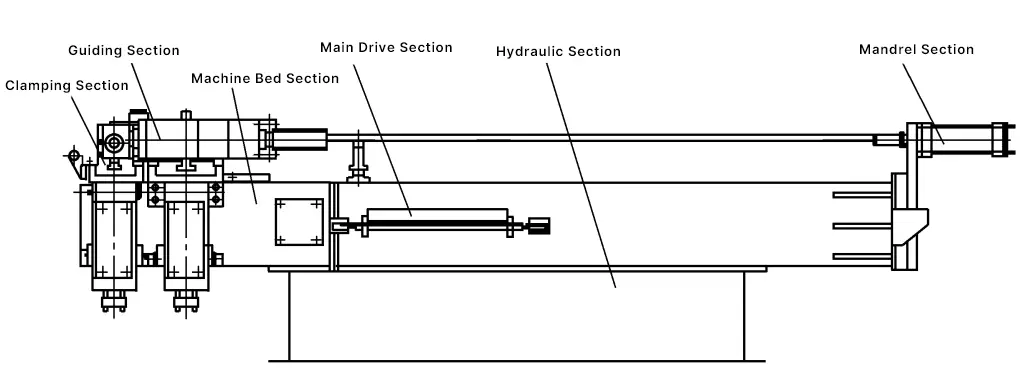
Şekil 2'de hidrolik (düzlemsel) boru bükücünün yapısal bileşimi gösterilmektedir. Makine bir yatak, ana tahrik, sıkıştırma, kılavuzlama, mandrel ve elektrik ve hidrolik kontrol sistemlerinden oluşur. Genellikle tek bir eğrilik yarıçapına sahip iki boyutlu düzlemsel boru şekillerini bükmek için kullanılır. İlave yardımcı cihazlar ile uzaysal boru şekillerini de bükebilir.
Bu tip makine tek eğrilik yarıçaplı boruları üç boyutlu uzayda bükebilir ve yapısal bileşimi yukarıda bahsedilen hidrolik boru bükücünün temel yapısını içerir. Ek olarak, en tipik yapısı makinenin üç hareket koordinat eksenine sahip olmasıdır: doğrusal besleme mesafesi için Y ekseni, boru alanı dönüş açısı için B ekseni ve boru düzlemi bükme açısı için C ekseni.
Her üç koordinat ekseni de bir bilgisayar tarafından hassas bir şekilde kontrol edilir, Y ve B eksenleri AC servo motorlar veya hidrolik servo motorlar tarafından tahrik ve kontrol edilir. C ekseni bir elektro-hidrolik servo valf tarafından tahrik ve kontrol edilir. Daha küçük CNC boru bükücülerde üç eksen de elektrikli servolar tarafından kontrol edilir.
Şekil 3, CNC boru bükücünün hareket koordinat eksenlerinin ve kalıplarının montaj konumlarını göstermektedir. CNC boru bükme sistemi, çeşitli boru bükme verilerini ve komutlarını girebilen ve görüntüleyebilen bir dokunmatik ekranlı ekran terminaline sahiptir. Ekran, çalışma durumunu değiştirebilir ve operatörlerin her bir hareket koordinat ekseni için çeşitli hareket hızlarını serbestçe seçip çağırmasına ve bunları bellekte saklamasına olanak tanıyan güçlü düzenleme yeteneklerine sahiptir.
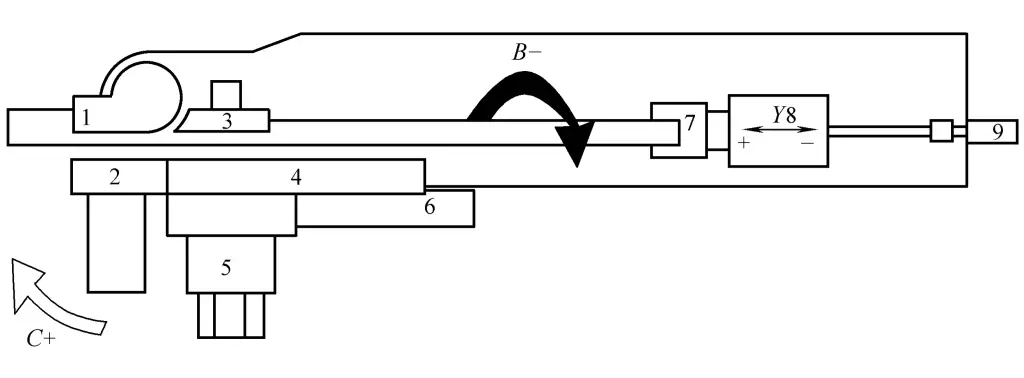
1-Bükme kalıbı
2-Kelepçe
3-Kırışıklık önleyici plaka
4-Kılavuz plaka
5-Kılavuz kaydırıcı
6 Silindirli blok
7-Collet
8-Trolley
9-Çekirdek çubuk hidrolik silindir
Makinenin iyi düzenleme özellikleri, operatörün programa boru verilerini eklemesine veya değiştirmesine olanak tanır. İşlem sırasında oluşan geri yaylanma için telafi tüp bükme elde edilebilir. Bilgisayar ayrıca güvenlik kilitleri ve teşhis fonksiyonlarına sahiptir, operasyonel hatalar veya diğer sorunlar durumunda makineyi otomatik olarak kilitler ve teşhis sonuçlarını görüntüler.
Bu tür bir makine, uzayda iki veya daha fazla eğrilik yarıçapına sahip boruları bükebilir.
CNC ve hidrolik boru bükücülerin yapısal özelliklerine ek olarak, "X ekseni" ve "Z ekseni" hareketlerini de ekler. X ekseni, bükme kafasının veya besleme puntasının yanal hareketi ile elde edilen bükme yarıçapını değiştirir. X ekseninin tahrik ve kontrolü bir AC servo motor tarafından gerçekleştirilir.
Z ekseni - dikey bir kaldırma ekseni. Maça mili, manşonlar bükme sırasında kullanılan kalıplar üzerinde konumlandırma için yukarı ve aşağı hareket eder. Hidrolik servo veya elektrikli servo ile tahrik edilir.
Hidrolik boru bükme makinesi ve CNC boru bükme makinesinin parametreleri JB/T2671.1-1998 "Boru Bükme Makinesi Parametreleri" ve JB/T5761-1991 "CNC Boru Bükme Makinesi Parametreleri" standartlarına göre uygulanmaktadır.







