
Bükme Komponent Üretimi: Ayrıntılı Bir Kılavuz
Düz, dikkat çekici olmayan bir metal levhayı hassas bir şekilde kavisli, yapısal olarak önemli bir bileşene dönüştürdüğünüzü hayal edin. Malzeme manipülasyonunun bu büyüsü...
Düz bir metal levhayı alıp onu demiryolu binek araçları için gerekli olan hassas, kavisli bir yapıya dönüştürdüğünüzü hayal edin. Bu blog, katlama, kalıp bükme ve rulo bükme gibi yöntemleri keşfederek çeşitli büküm üretim tekniklerini inceliyor. Karbon çeliğinden alüminyum alaşımlarına kadar ilgili malzemeler hakkında bilgi edinecek ve farklı bükme işlemlerinin nihai ürünün kalitesini ve verimliliğini nasıl etkilediğini keşfedeceksiniz. Sonunda, bu tekniklerin modern demiryolu araçları için sağlam, güvenilir bileşenler üretmedeki kritik rolünü anlayacaksınız.

Bükme, metal levhaların ve profillerin bir kalıp etkisi altında belirli bir eğrilik veya açıya göre şekillendirildiği bir şekillendirme yöntemidir. Bükme işlemi genel bir pres makinesinde veya özel bir makinede gerçekleştirilebilir.
Demiryolu yolcu vagonlarında kullanılan birçok bükme parçası türü vardır ve ana türleri Tablo 3-83'te listelenmiştir.
Tablo 3-83: Türleri Bükme Parçaları in Demiryolu Yolcu Araçları
| Seri Numarası | Tip | Parça Şekli, Adı | Kullanılan Ekipman |
| 1 | Katlanmış Parçalar | 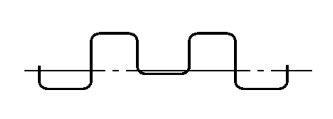 Dış Panel Takviye Kirişi  Sütun | CNC Bükme Makinası |
| 2 | Preslenmiş Parçalar | 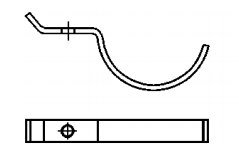 Boru Kelepçesi 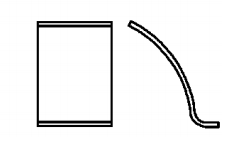 Tabak | Basın Makinesi |
 Boji Yan Kirişi Alt Kapak Plakası | Hidrolik Makine | ||
| 3 | Rulo Bükülmüş Bileşen | 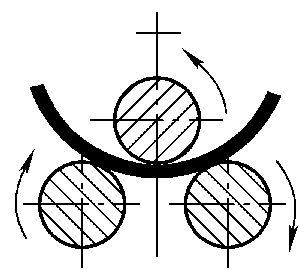 Binek Araçlarda Tavan Paneli | Tabak Haddeleme Makinesi |
 Alüminyum Profil Bükülmüş Kiriş | Profil Haddeleme Makinesi | ||
| 4 | Çekme-Bükme Bileşeni |  Çatı Eğik Kirişi | Profil Bükme Makine |
| 5 | Soğuk Bükülmüş Bileşen |  Paslanmaz Çelik Oluklu Zemin  Yan Kiriş | Soğuk Bükme Şekillendirme Üretim Hattı |
Demiryolu yolcu vagonlarındaki bükülmüş bileşenler için birincil malzemeler aşağıdakileri içerir:
Demiryolu yolcu vagonu bükülmüş bileşenleri için ana bükme yöntemleri aşağıdakileri içerir:
Bu süreç, bir katlama maki̇nesi̇ ve kalıpları sac üzerinde düz çizgi bükümü gerçekleştirmek için kullanılır. Bu yöntemin özelliği, Şekil 3-89'da gösterildiği gibi, strok başına bir büküm oluşturan ve büküm açısı strok tarafından doğru bir şekilde kontrol edilen genel amaçlı kalıpların kullanılmasıdır.
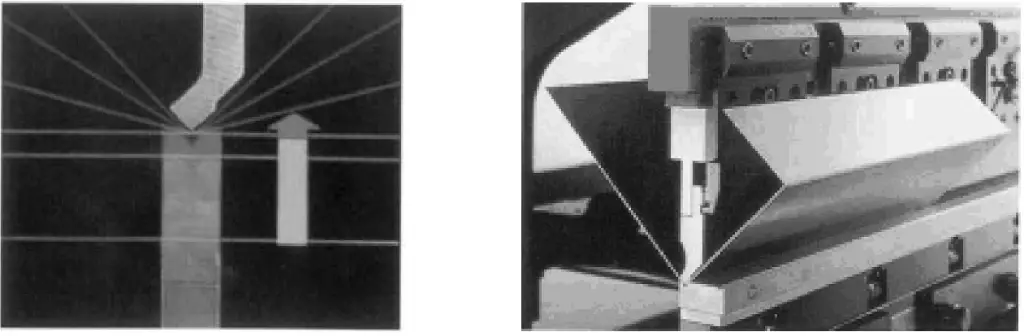
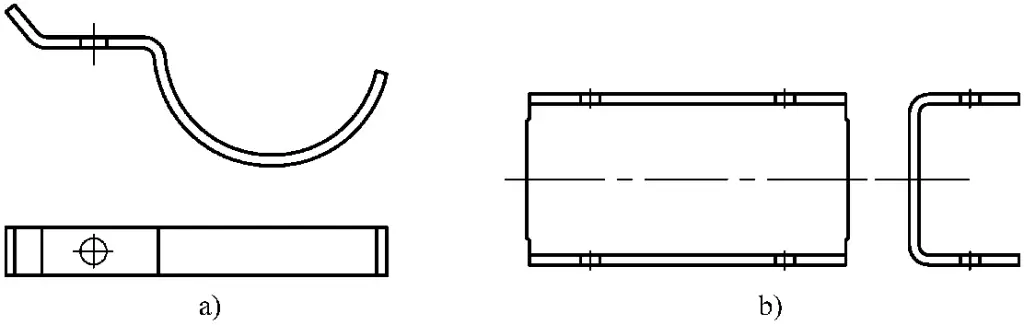
En yaygın bükme yöntemi, Şekil 3-90'da gösterildiği gibi, sac üzerinde herhangi bir bükme işlemi gerçekleştirmek için bir pres makinesi ve kalıplar kullanır.
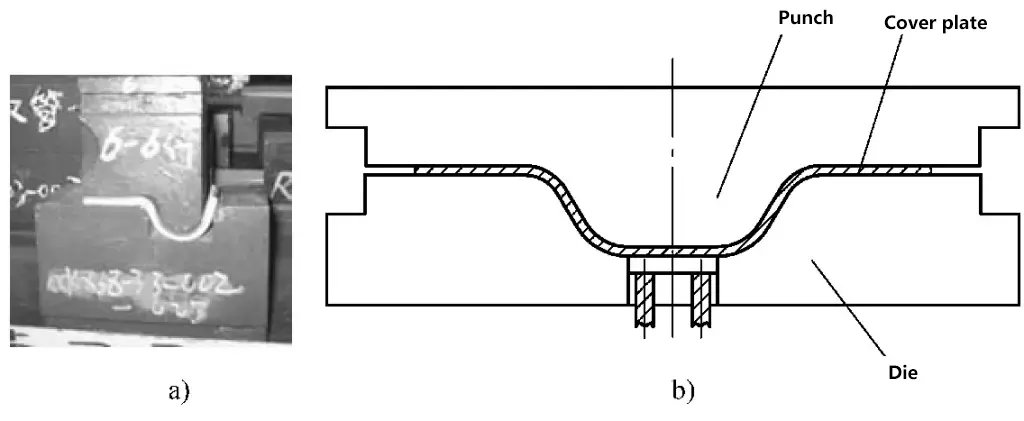
a) Boru Kelepçesi Bükme
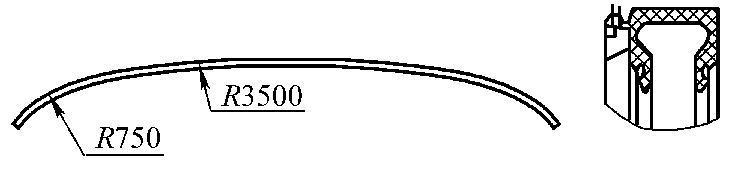
b) Kapak Plakası Bükme
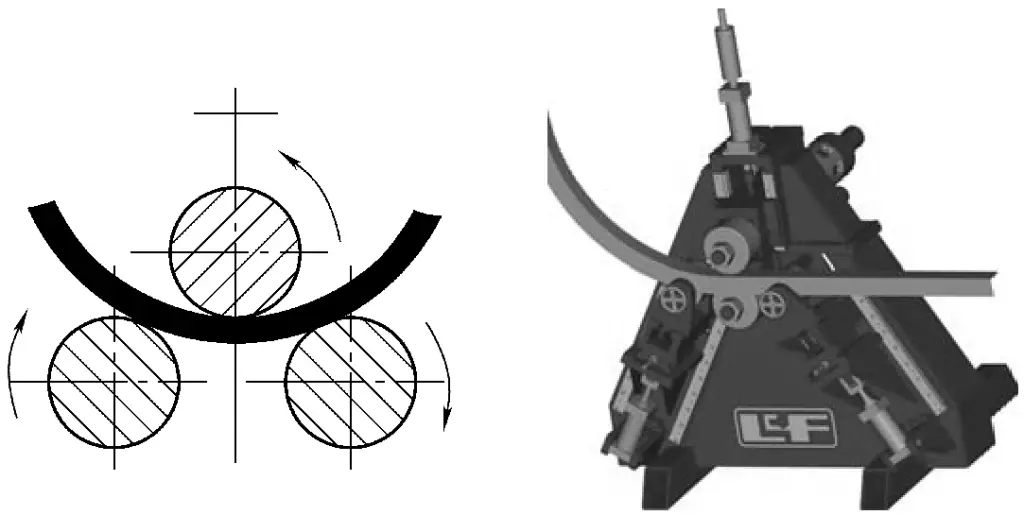
Rulo bükme, Şekil 3-91'de gösterildiği gibi, bir rulo bükme makinesinde sac ve profil boşluklarının şekillendirilmesi işlemini ifade eder.
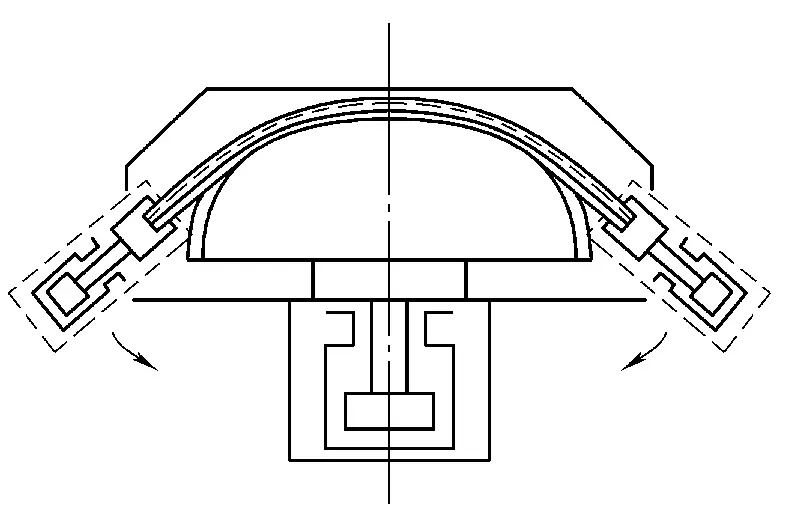
Çekme bükümü, ekstrüde edilmiş ve bükülmüş sac metalin belirli bir profilinin çekme büküm makinesi kalıbı üzerinde şekillendirilmesini, eksenel çekme kuvveti ve bükme momentinin aynı anda uygulanmasını içerir.
Bu işlem işlenmemiş parçanın iç gerilim koşullarını değiştirerek kesiti çekme gerilimi altında bırakır, bu da Şekil 3-92'de gösterildiği gibi kırışıklık kusurlarını önlemeye yardımcı olur, plastik deformasyon miktarını artırır, geri yaylanmayı azaltır ve bükerek şekillendirme hassasiyetini artırır.
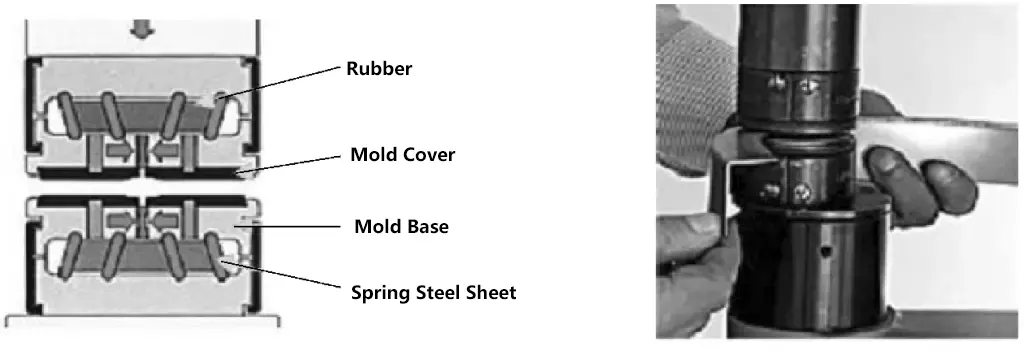
Peen ile şekillendirme, içe ve dışa doğru hareket edebilen bir peen çekici üzerindeki dişli bir kalıbın, malzemenin gerilmesine ve büzülmesine neden olduğu ve iş parçasında kademeli olarak bükülme ve çekme deformasyonuna neden olduğu bir işlemdir (Şekil 3-93).
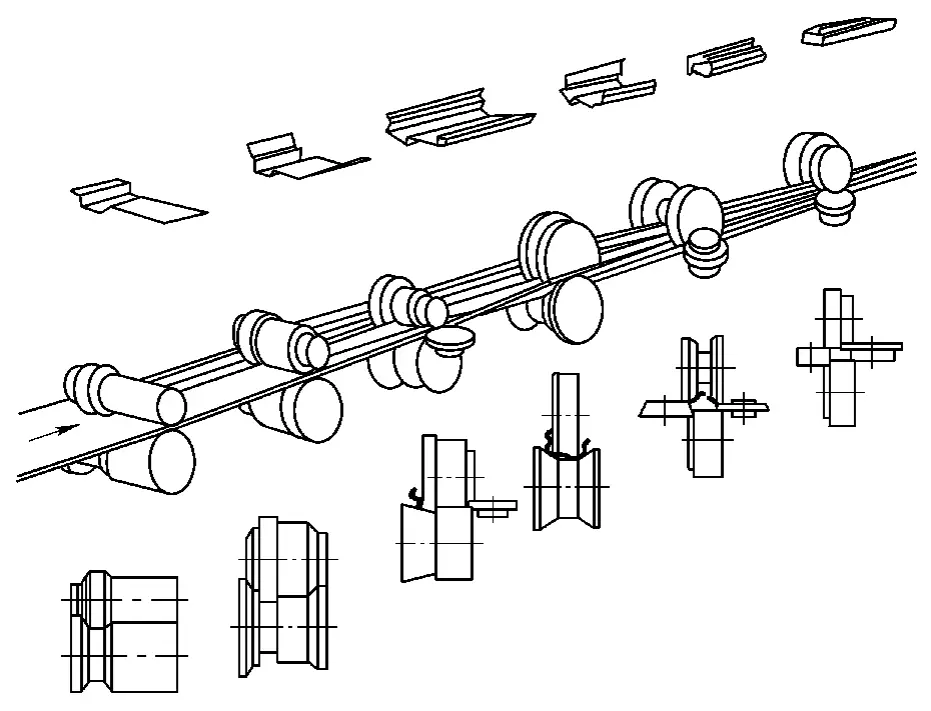
Soğuk şekillendirme, bobin veya şerit gibi metal levhaları sürekli olarak belirli kesit profillerine bükmek için uzunlamasına düzenlenmiş birden fazla şekillendirme merdanesinin kullanılmasını içerir.
Soğuk şekillendirme, Şekil 3-94'te gösterildiği gibi malzeme tasarrufu sağlayan, enerji tasarruflu ve son derece üretken yeni bir metal şekillendirme süreci ve teknolojisidir.
Raylı araçlarda damgalı parçalar için yaygın olarak kullanılan altı bükme yöntemi vardır. Seçim, parçanın şekline, malzemeye, parti boyutuna, ekipman koşullarına ve kalite gereksinimlerine göre yapılırken maliyet etkinliği de göz önünde bulundurulur.
Büküm şekillendirme ilk tercihtir çünkü genellikle basit ve hazırlanması kolay evrensel kalıplar kullanır. Bükme makinesinin uygun kalıpla donatılması, daha önce büyük kalıplar gerektiren kalın plaka kapak parçalarının oluşturulmasına olanak tanır.
Çeşitli küçük kesitli büküm profilleri, sıcak haddelenmiş çelik ve büyük eğrilik yarıçaplı alüminyum alaşımlı ekstrüzyon profiller için çekme bükümü seçilir.
Yüksek hacimli küçük bükülmüş parçalar için, boru kelepçesi parçaları ve küçük kanal demiri gibi kalıpla şekillendirme tercih edilen yöntemdir (Şekil 3-95).
a) Tüp kelepçesi
b) Küçük kanal demiri
Açılı profiller tercihen çekiçleme ve ardından rulo bükme veya çekme bükme ile oluşturulur.
4m'den uzun ve karmaşık kesit şekillerine sahip iş parçaları için soğuk bükme tercih edilir.
Büyük kapak plakası şekillendirme için yöntem, üretim miktarına göre seçilir. Kalıpla şekillendirme büyük partiler için seçilirken, bükerek şekillendirme daha küçük partiler için seçilir.
Geri yaylanma, damgalanmış parça büküldükten sonra malzemenin elastik deformasyonunu ifade eder ve iş parçasının açısında ve iç köşe yarıçapında değişikliklere neden olur (Şekil 3-96).
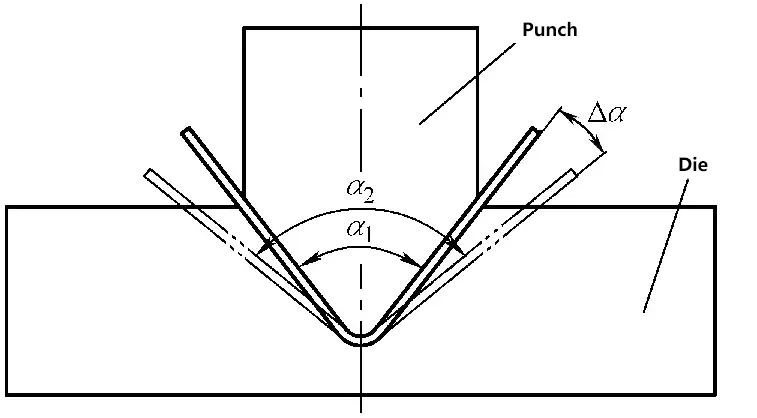
α1) zımbanın açısı
α2) boşaltmadan sonra bükülmüş parçanın açısı
2Δa) geri yaylanma miktarı.
1) Malzemenin akma dayanımı ne kadar yüksek ve elastik modülü ne kadar büyükse, geri yaylanma o kadar büyük olur.
2) Bükülen parçanın bağıl bükülme yarıçapı R/t ne kadar küçükse, geri yaylanma o kadar az olur.
3) V şeklindeki kalıbın açıklığı ne kadar büyükse, geri yaylanma o kadar büyük olur. U şeklindeki parçanın içbükey kalıbı ne kadar derinse, geri yaylanma o kadar az olur.
4) Kalıp boşluğu ne kadar küçükse, geri yaylanma o kadar az olur.
5) Düzeltilmiş bükme, serbest bükmeye göre daha az geri yaylanmaya sahiptir ve düzeltme kuvveti ne kadar büyükse, geri yaylanma o kadar az olur.
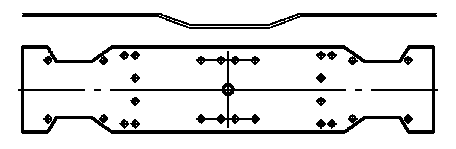
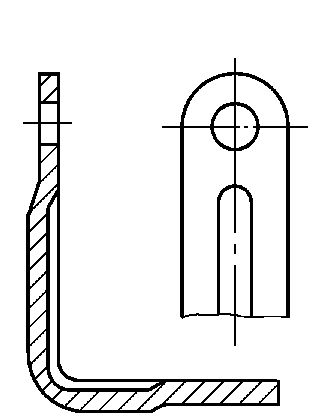
1)Bükülen parçanın tasarımını iyileştirin, izin verilen malzeme özellikleri ve yapı aralığında r/t'yi mümkün olduğunca azaltın veya parçanın sertliğini artırmak ve geri yaylanmayı bastırmak için bükme alanındaki takviyeleri bastırın (Şekil 3-97).
2)Bükme, katlama yöntemi kullanılarak gerçekleştirilir.
3)Çekme büküm yöntemi, yüksek eğriliğe sahip profiller için kullanılır.
4) Kalıp bükme için, serbest bükme yerine düzeltici bükme kullanılır (Şekil 3-98).
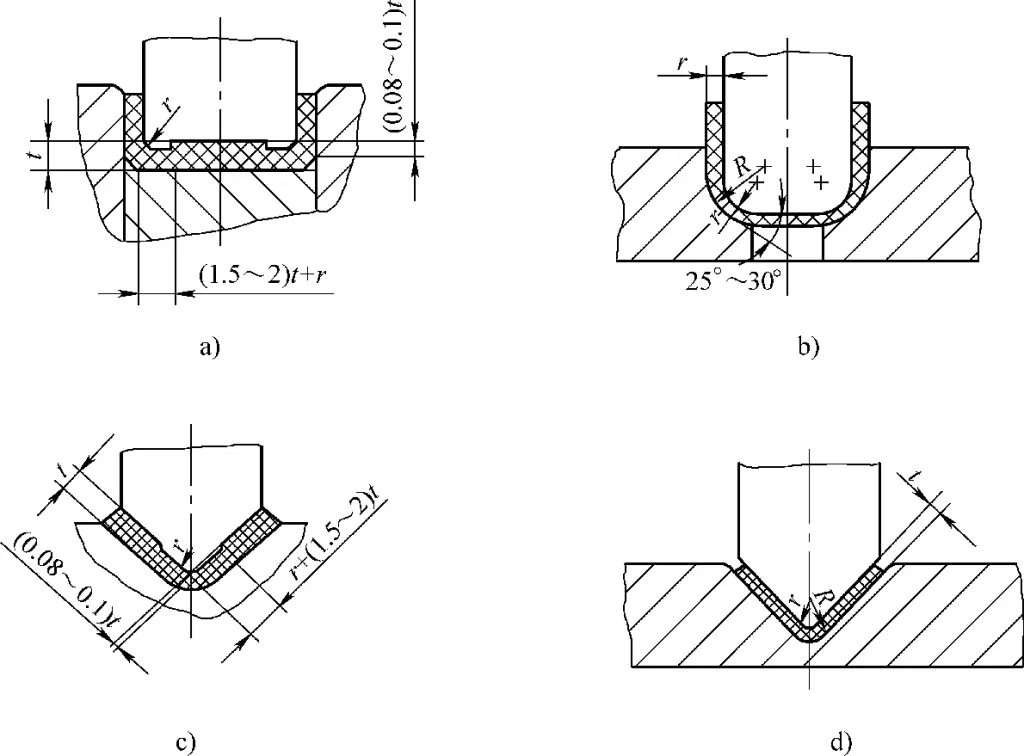
5)Geri yaylanma telafisi için makul bir bükme kalıbı yapısı seçin (Şekil 3-99).
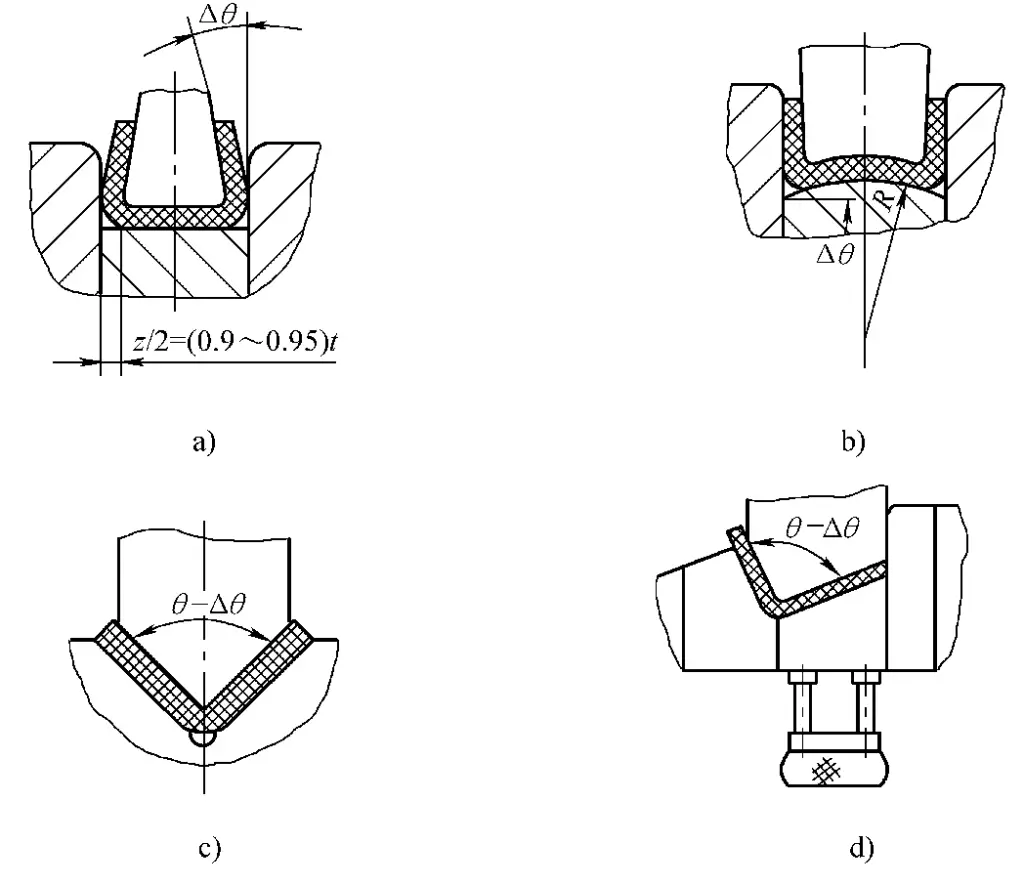
a) Küçük boşluk telafisi
b) Zımbanın alt kısmında içbükey telafi
c) V-kalıp tek açılı bükme telafisi
d) V-kalıp tek açılı bükme telafisi
Eğilme çatlakları, bükülmüş parçalardaki bir arıza şeklidir. Eğilme çatlaklarının birincil nedeni, malzemeye göre çok küçük olan ve malzemenin dayanabileceği deformasyon miktarını aşan bir bükülme yarıçapıdır.
Minimum bükülme yarıçapı (rmin), bir parçanın sac metale zarar vermeden bükülebileceği en küçük iç köşe yarıçapını ifade eder.
Yaygın olarak kullanılan bağıl minimum bükülme yarıçapı (rmin/t) bükme sırasında şekillendirme sınırını temsil eder. Bu değer ne kadar küçük olursa, bükme ve şekillendirme için o kadar elverişli olur.
1) Esas olarak malzemenin uzama oranı ile ilgilidir. Uzama oranı ne kadar büyük olursa, minimum bükülme yarıçapı o kadar küçük olur.
2)Sac metalin yüzey düzgünlüğü ve kesit düzgünlüğü ne kadar yüksek olursa, minimum bükülme yarıçapı o kadar küçük olur.
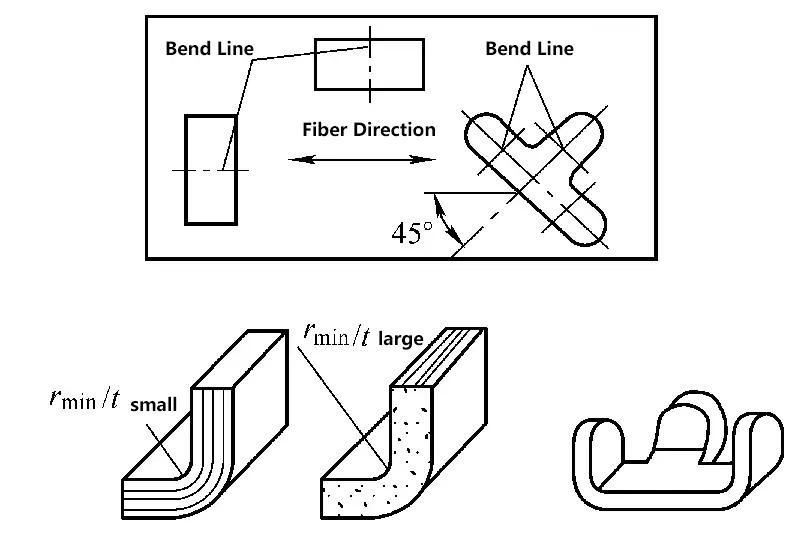
3) Elyaf yönüne dik bir bükülme hattının minimum bükülme yarıçapı, elyaf yönüne paralel olandan daha küçüktür (Şekil 3-100).
1) Soğuk deformasyon sertleşmesi geçirmiş malzemeler bükülmeden önce ısıl işleme tabi tutulabilir.
2) Pürüzsüzlüğü artırmak için bükme hattının her iki ucundaki çapakları giderin.
3) Düşük plastisiteli veya kalın malzemeler için, bükme için ısıtma kullanılabilir.
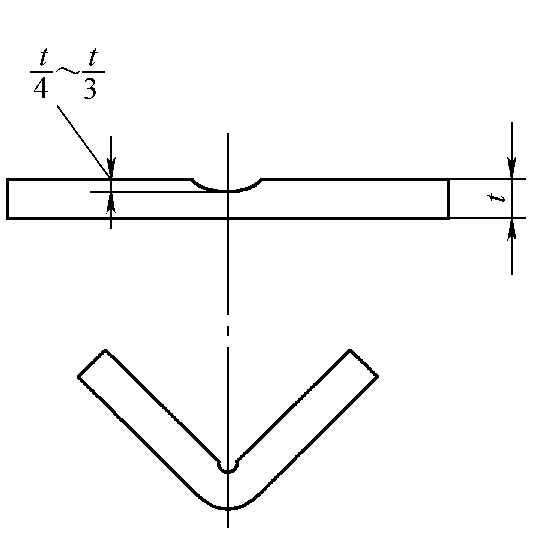
4) Daha kalın malzemelerin bükülmesi için, yapı izin veriyorsa, bükmeden önce bir işlem oluğu açılabilir (Şekil 3-101).
Bükülmüş işlenmemiş parçanın boyutunu hesaplama prensibi nötr katmanın uzunluğunu ölçmektir. Özel yöntem, parçayı düz ve kavisli yay bölümlerine ayırmayı, uzunlukları ayrı ayrı hesaplamayı ve ardından Şekil 3-102'de gösterildiği gibi bunları toplamayı içerir.
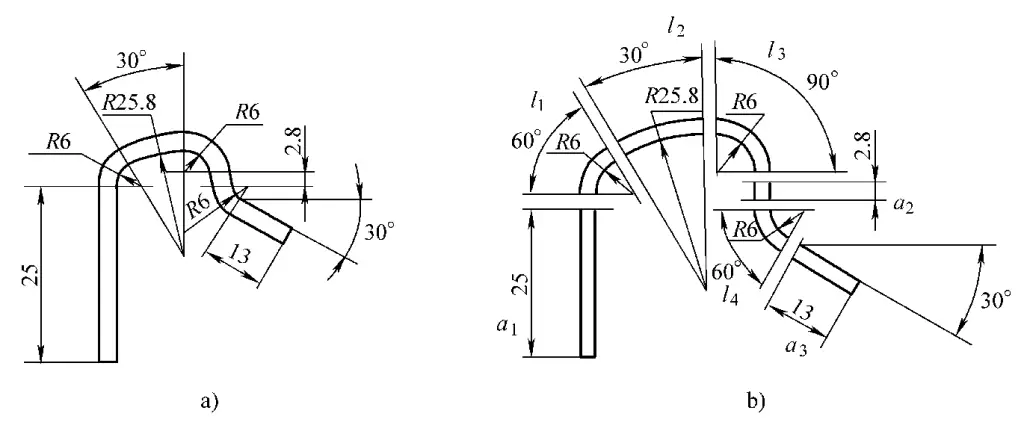
a) Parça
b) Parça Segmentasyonu
Parçanın Yayılma Uzunluğu:
L = a1 + a2 + a3 + l1 + l2 + l3 + l4
Nötr katmana göre yay parçasının yayılma uzunluğu:
l = παρ/180 = 0,01745αρ
Nerede?
için formül yarıçapın hesaplanması nötr tabakanın (Şekil 3-103):
ρ = r + xt
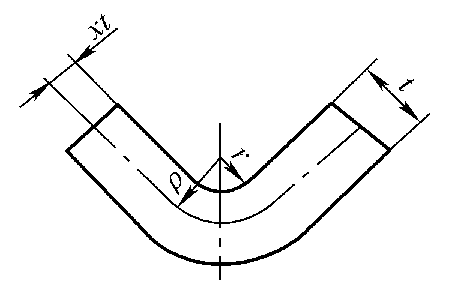
Nerede?
Tablo 3-84: Nötr Katmanın Konum Katsayısı
| r/t | Kesir | (1) | 3/10 | 5/16 | 8/25 | 1/3 | 12/35 | 5/14 | 3/8 | 2/5 | 5/12 | 3/7 | - |
| Ondalık | (2) | 0.3 | 0.3125 | 0.32 | 0.333 | 0.343 | 0.357 | 0.375 | 0.4 | 0.417 | 0.429 | - | |
| x | (3) | 0.194 | 0.199 | 0.201 | 0.206 | 0.209 | 0.213 | 0.219 | 0.226 | 0.230 | 0.233 | - | |
| r/t | Kesir | (1) | 4/9 | 12/25 | 1/2 | 8/15 | 5/9 | 4/7 | 3/5 | 5/8 | 2/3 | 7/10 | 5/7 |
| Ondalık | (2) | 0.444 | 0.48 | 0.5 | 0.533 | 0.555 | 0.571 | 0.6 | 0.625 | 0.667 | 0.7 | 0.714 | |
| x | (3) | 0.237 | 0.245 | 0.25 | 0.257 | 0.261 | 0.264 | 0.270 | 0.274 | 0.281 | 0.286 | 0.288 | |
| r/t | Kesir | (1) | 3/4 | 4/5 | 5/6 | 6/7 | 8/9 | 1 | 10/9 | 8/7 | 6/6 | 5/4 | 4/3 |
| Ondalık | (2) | 0.75 | 0.8 | 0.833 | 0.857 | 0.889 | 1 | 1.111 | 1.143 | 1.2 | 1.25 | 1.333 | |
| x | (3) | 0.294 | 0.301 | 0.305 | 0.308 | 0.312 | 0.325 | 0.336 | 0.340 | 0.345 | 0.345 | 0.356 | |
| r/t | Kesir | (1) | 7/5 | 10/7 | 3/2 | 8/5 | 5/3 | 12/7 | 16/9 | 15/8 | 2 | 25/12 | 15/7 |
| Ondalık | (2) | 1.4 | 1.429 | 1.5 | 1.6 | 1.667 | 1.714 | 1.778 | 1.875 | 2 | 2.083 | 2.143 | |
| x | (3) | 0.362 | 0.364 | 0.369 | 0.376 | 0.38 | 0.384 | 0.387 | 0.393 | 0.400 | 0.405 | 0.408 | |
| r/t | Kesir | (1) | 20/9 | 16/7 | 12/5 | 5/2 | 8/3 | 20/7 | 3 | 25/8 | 16/5 | 10/3 | 24/7 |
| Ondalık | (2) | 2.222 | 2.286 | 2.4 | 2.5 | 2.667 | 2.857 | 3 | 3.125 | 3.2 | 3.333 | 3.429 | |
| x | (3) | 0.412 | 0.415 | 0.420 | 0.424 | 0.341 | 0.439 | 0.444 | 0.449 | 0.451 | 0.456 | 0.459 | |
| r/t | Kesir | (1) | 7/2 | 25/7 | 15/4 | 4 | 25/6 | 30/7 | 35/8 | 40/9 | 9/2 | 25/5 | 5 |
| Ondalık | (2) | 3.5 | 3.571 | 3.75 | 4 | 4.167 | 4.286 | 4.375 | 4.444 | 4.5 | 4.8 | 5 | |
| x | (3) | 0.461 | 0.463 | 0.469 | 0.476 | 0.480 | 0.483 | 0.485 | 0.487 | 0.488 | 0.495 | 0.500 | |
Tipik olarak, bükülmüş parçanın yayılma uzunluğu yukarıdaki yöntem kullanılarak hesaplanır. Ancak, malzeme özelliklerindeki farklılıklar, değişen bükme açıları ve plaka kalınlığı toleransları nedeniyle bazı hatalar olabilir.
Bu nedenle, yüksek hassasiyet gereksinimleri olan iş parçaları için deneysel doğrulama yapılmalı ve uygun şekilde ayarlamalar yapılmalıdır.
(1) Hava Bükme Sırasında Bükme Kuvveti
V şekilli parçalar için bükme kuvveti:
Fa=0,6KBt2Rm/(r+t)
U şeklindeki parçalar için bükme kuvveti:
Fa=0,7KBt2Rm/(r+t)
Nerede?
(2) Düzeltme Bükme Sırasında Bükme Kuvveti
Fcorr = Ap
Nerede?
Tablo 3-85: Birim Düzeltme Kuvveti, p(Birim: MPa)
| Malzeme | Malzeme Kalınlığı | |||
| ≤1 | >1~2 | >2~5 | >5~10 | |
| Alüminyum | 10~15 | 15~20 | 20~30 | 30~40 |
| Pirinç | 15~20 | 20~30 | 30~40 | 40~50 |
| 10~20 Çelik | 20~30 | 30~40 | 40~50 | 50~70 |
| 25~35 Çelik | 30~40 | 40~50 | 50~70 | 70~100 |
(3) Bu yumruk kuvveti veya iş parçası tutucu kuvveti, eğer bükme kalıbı bir zımba tertibatı veya iş parçası tutucu tertibatı ile donatılmışsa, serbest bükme kuvvetinin 30% ila 80%'si olarak tahmin edilebilir. Yani,
FY =(0.3~0.8)Fa
(4) Boşluk Tutucu ile Serbest Bükme için Pres Tonajının Belirlenmesi
Fbasın ≥ (1.2~1.3) (Fa + FY)
Düzeltme Bükme için
Fbasın ≥ (1.2~1.3) Fcorr







