Torna Takımının Temelleri: Sınıflandırmalar ve Bileme İpuçları
Bu blog, torna takımlarının sınıflandırılmasını incelemekte ve bunların etkili bir şekilde nasıl bileneceğine dair önemli ipuçları vermektedir. Öğreneceksiniz...
Bir deliği mükemmel bir şekilde şekillendirebilecek kadar hassas bir alet hayal edin. Bu, makine mühendisliğinde temel bir teknik olan delik tornalamanın özüdür. Bu makalede, prensiplerinden pratik uygulamalarına kadar delik tornalamanın temellerini keşfedeceksiniz. Bu işlemin işleme projelerinizin doğruluğunu ve verimliliğini nasıl artırabileceğini anlamaya hazır olun.

Torna tezgahında sıradan delik tipi iş parçalarının tornalanması Şekil 2-137'de gösterilmiştir.
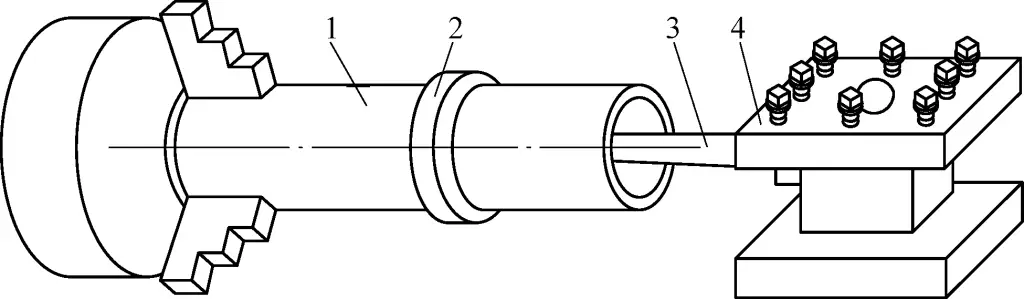
1-Titreşim önleyici halka
2-İş parçası
3-Delme aleti tutucusu
4-Alet direği
Farklı delik işleme koşulları ve iş parçası malzemeleri nedeniyle, seçilen delik işleme takımlarının geometrik açıları da farklılık gösterir.
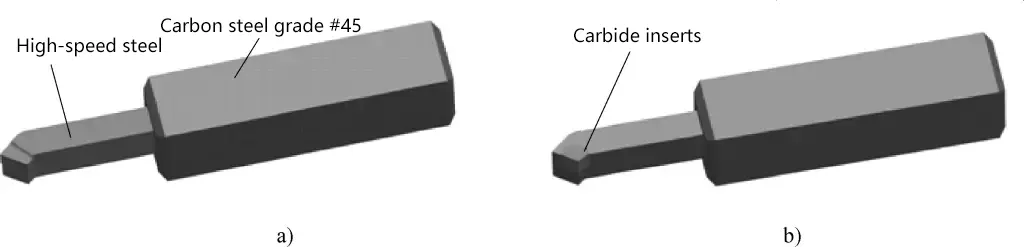
Şekil 2'de sertleştirilmiş çelikte (sertlik 55-60HRC) iç deliklerin tornalanması için kullanılan delik işleme takımları, Şekil 2a'da kaba delik işleme takımı ve Şekil 2b'de ince delik işleme takımı gösterilmektedir. Takım kesici uç malzemesi YT30 karbürdür ve takım tutucu malzemesi su verme işleminden sonra 35-45HRC sertliğe sahip 45 kalite karbon çeliğidir.
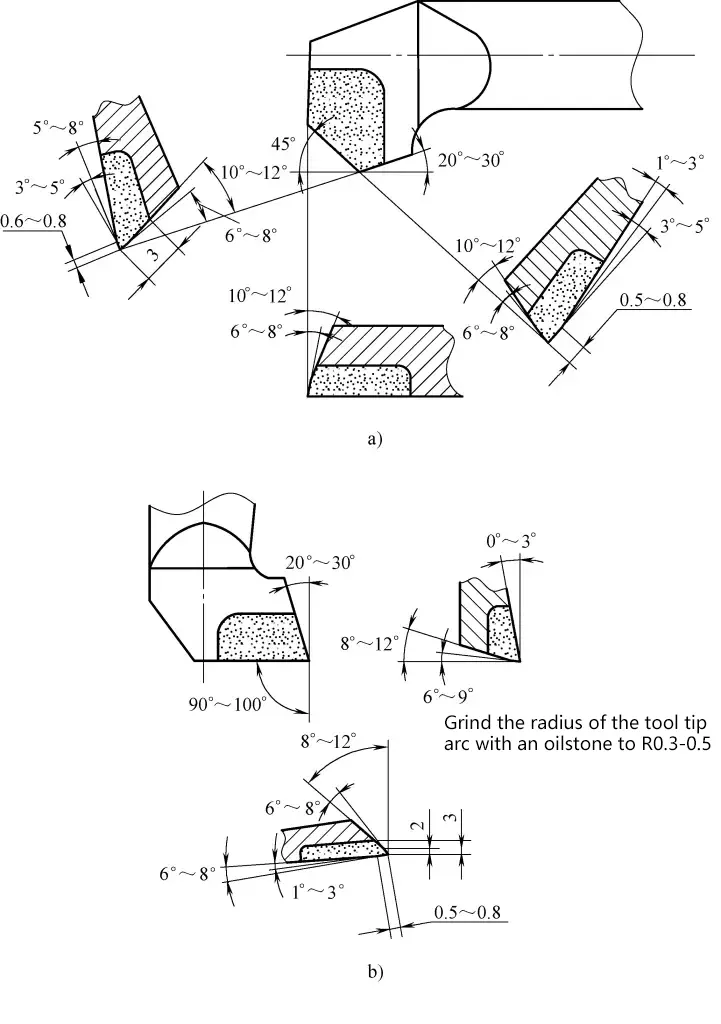
a) Kaba delik işleme aleti
b) Son işlem delme aleti
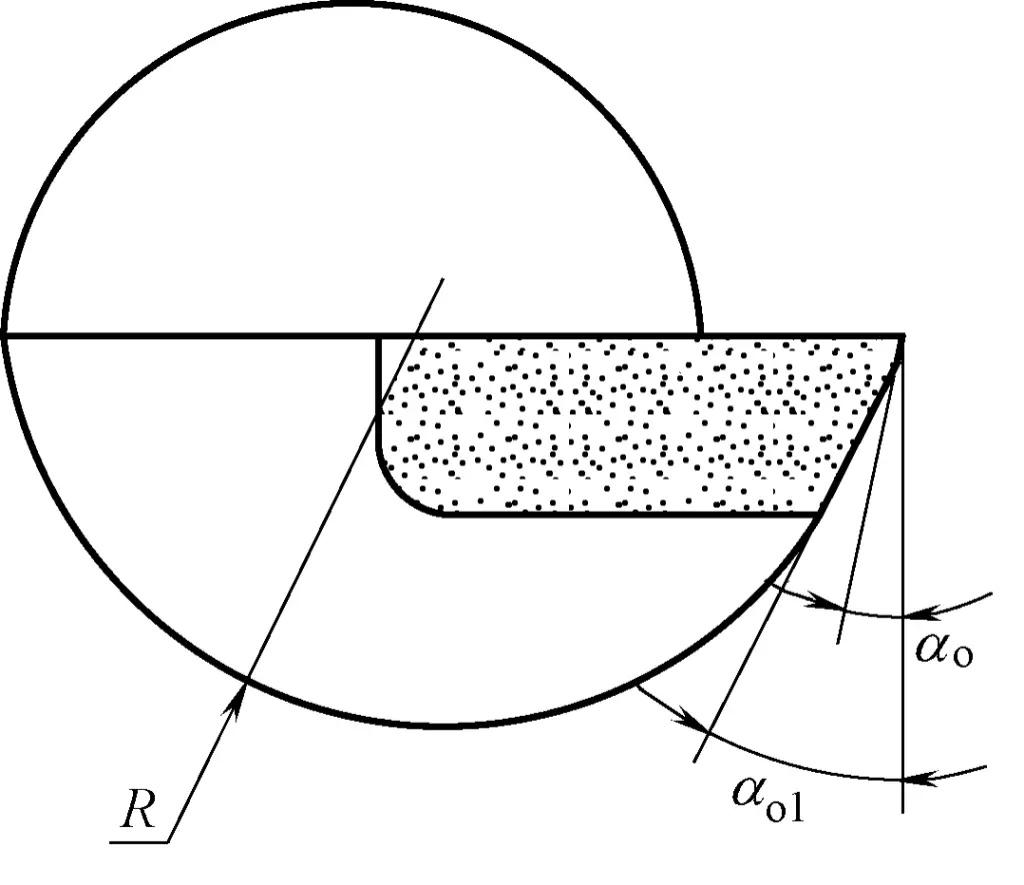
Sondaj delme takımının kesme kenarındaki yüzey pürüzlülüğü Ra değeri 0,4μm'dir. Küçük delikler açılırken, takım tutucunun alt yüzeyi iç delik yüzeyine temas eder ve sürtünürse, takım tutucunun alt kısmı Şekil 3'te gösterildiği gibi R şeklinde dairesel bir formda taşlanabilir.
Kullanılan kesme parametreleri aşağıdaki gibidir. Tornalanacak iş parçası sertleştirilmiş çelik malzeme olduğu için kesme hızı v daha düşük olmalıdır. Kaba sondaj için v=8-12m/dak; ince sondaj için v=12-16m/dak. Kaba delik delme için f=0,1-0,15 mm/r; finiş delik delme için f=0,05-0,1 mm/r. Kaba delik işleme için, geri kesme derinliği a 0,05 mm'yi geçmemelidir. Kesme sıvısı kullanılmaz.
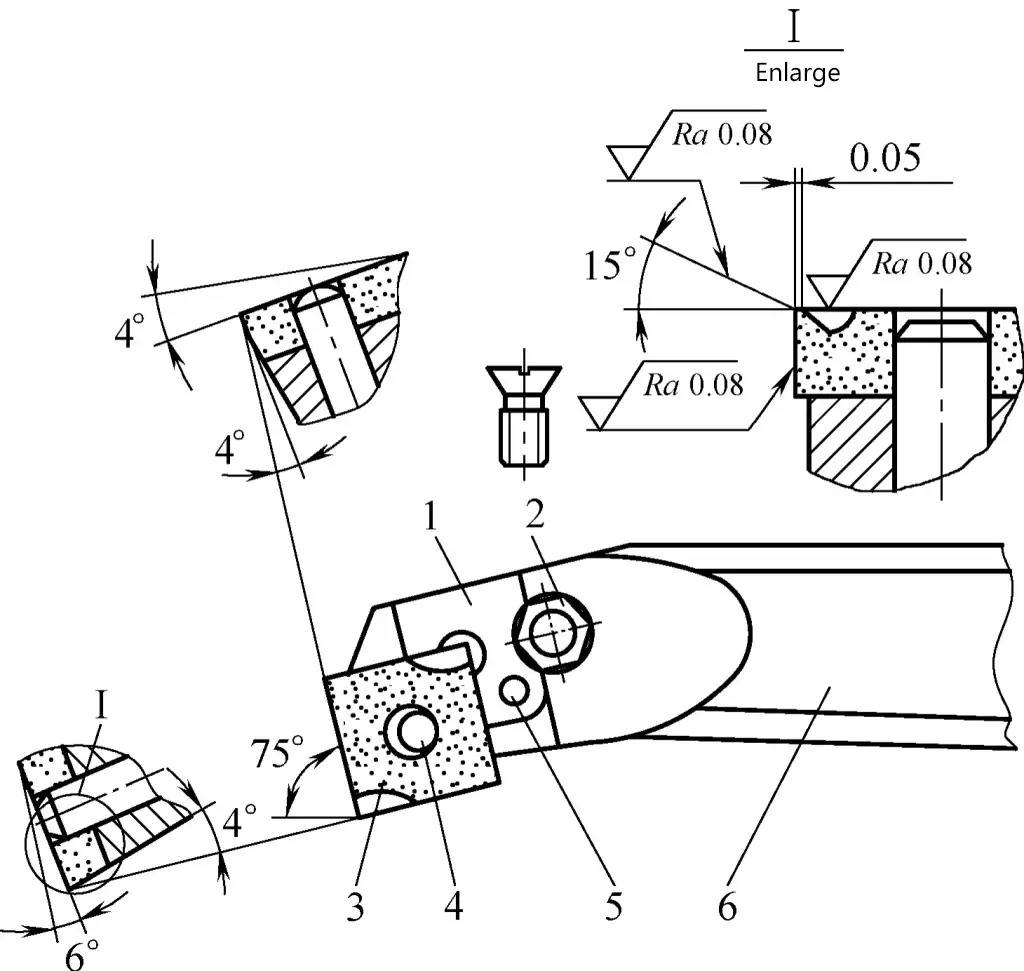
1-Kelepçeleme bloğunu yerleştirin
2-Kelepçeleme vidası
3-Ekle
4-Silindirik pim
5-Pivot pimi
6-Takım sapı
Şekil 6, γ=15° eğim açısına, K=75° ana kesme kenarı açısına, 2mm talaş kırıcı oluk genişliğine ve Ra değeri <0,8μm olan ön yüz yüzey pürüzlülüğüne sahip, makineye kenetlenmiş ince duvarlı boru delme takımını göstermektedir. Delik açarken, kesme işlemi pürüzsüz ve hızlıdır, talaşlar gümüş-beyaz görünür. Seçilen kesme parametreleri şunlardır: kesme hızı v=80m/dak, ilerleme hızı f=0,1mm/r.
Döküm deliklerin yüksek hızda tornalanması için delik işleme takımının geometrisi Şekil 5'te gösterilmiştir. YG tipi karbür uçlar kullanır. Kesme kenarı 4 mm uzunluğunda bir ana kesme kenarı, 1 mm uzunluğunda bir ara kenar ve 1,2 f genişliğinde bir parlatma kenarından oluşur (f ilerleme hızıdır). Ana kesme kenarı kaba işleme için, ara kenar yarı ince işleme için ve parlatma kenarı da zaten tornalanmış iç delik yüzeyini parlatmak için kullanılır.
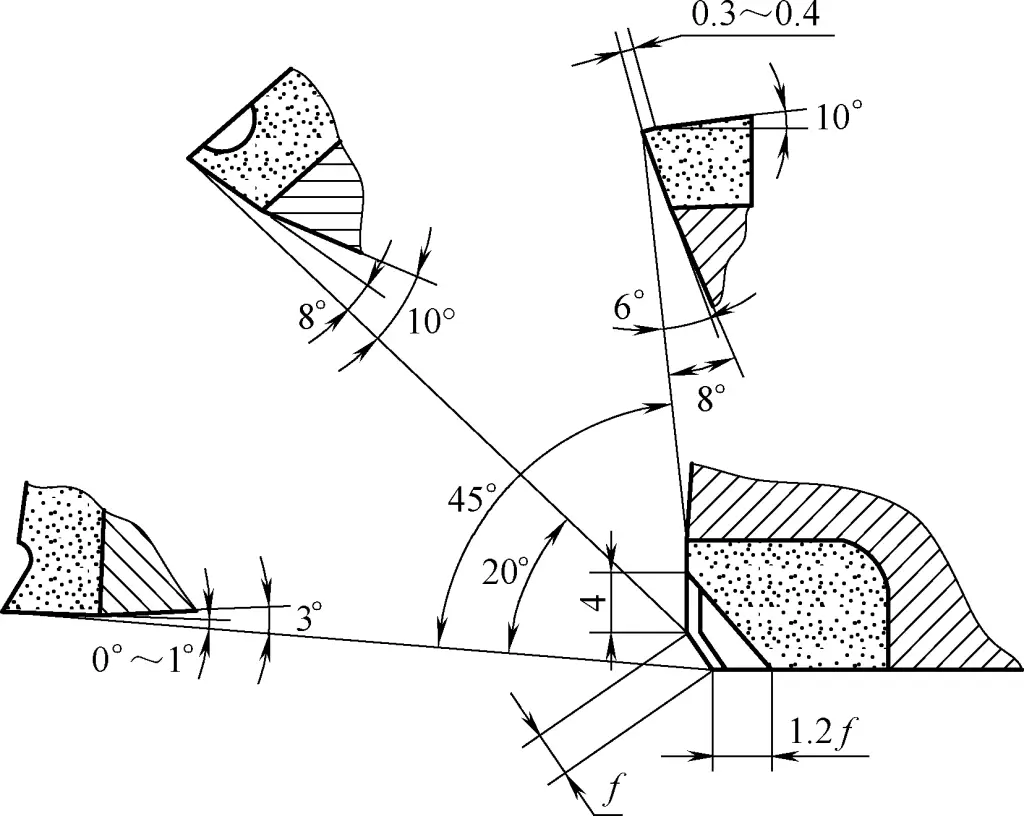
Bu delik işleme takımının eğim açısı γ=10°, boşluk açısı α=8°'dir, ancak parlatma kenarının boşluk açısı sadece 1°'dir. Delik işleme sırasında delik duvarına sürtünürse, takımın alt yüzeyi yuvarlak taşlanabilir. Kullanılan kesme parametreleri şunlardır: kesme hızı v=200m/dak, ilerleme hızı f=0,5mm/r.
Şekil 6'da YT15 karbür kesici uçların kullanıldığı kırık çizgili kesici kenara sahip yüksek güçlü bir delik işleme takımı gösterilmektedir. Bu delik işleme takımı, CA6140 yatay torna tezgahlarında ve orta ölçekli torna tezgahlarında çelik iş parçalarında 60-150 mm çaplı kısa, kalın iç deliklerin tornalanması için kullanıldığında çok etkilidir.
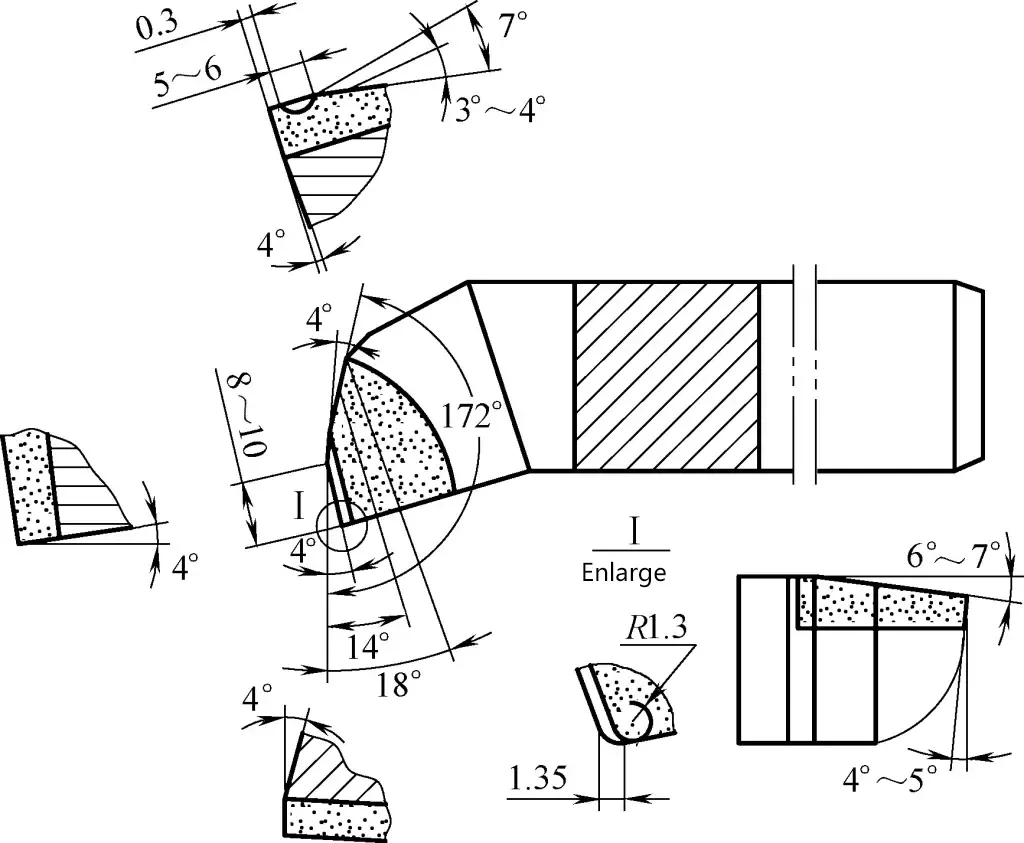
Bu delik işleme takımında eşit olmayan eğim açıları kullanılır ve ana kesme kenarı kırık çizgi şeklindedir. Delik açma sırasında sol ve sağ kenarlar kuvvetlere maruz kalır, kesme kuvvetlerini uygun şekilde dengeler ve dengeleyerek radyal kesme kuvvetini azaltır ve kesme işlemini daha kararlı hale getirir. Ana kesici kenar, talaş kırıcı platform ve talaş boşaltma eğimli yüzeyi ile açılar oluşturarak talaş tahliyesini iyileştirir ve doğal talaş kırılmasını sağlar.
Ana kesme kenarı açısı çift ana açıdır ve açı nispeten büyüktür. Genel delik işleme takımlarıyla karşılaştırıldığında, 172° takım ucu kama açısı ekler ve negatif bir pah ve takım ucu yarıçapı ile taşlanarak takım gücünü artırır ve hizmet ömrünü uzatır. Takım tutucu malzemesi 45 kalite karbon çeliğidir. Yüksek güçlü bir delik işleme takımı olduğundan, rijitliği artırmak ve titreşimi azaltmak için takım tutucu boyutları uygun şekilde daha büyük olmalıdır.
Kullanılan kesme parametreleri şunlardır: kesme hızı v=140-150m/dak; arka kesme derinliği a=12-15mm; ilerleme hızı f=0,3-0,5mm/r.
Takarken, bu delme takımı iş parçası merkezinden 1,5-2 mm daha yüksekte olmalıdır.
Büyük ölçekli üretimde verimliliği artırmak ve delik işleme kalitesini sağlamak için Şekil 7'de gösterilen delik işleme takımı da kullanılabilir. Bu, işleme payı büyük olduğunda veya eşit olmayan işleme payına sahip uzun delikleri tornalarken kullanılabilen yüksek verimli bir delik işleme takımıdır.
Yapısı, çift kenarlı bir takım kafasına sahip takım ekleme tarzı bir kesicidir. Dört alaşım destek bloğu, takım kafasının arkasına eşit şekilde kaynaklanmıştır ve alaşım destek bloklarının dış çapı, takım kafası tarafından açılan deliğin iç çapından yaklaşık 0,04 mm daha küçüktür.
1-Alet tutucu
2-İş parçası
3-Alaşımlı destek bloğu
4-Çift ağızlı delik işleme takım kafası
5-Bağlantı vidası
İşleme sırasında takım sapı, ekseni dönme merkezi ile aynı hizada olacak şekilde takım tutucuya kenetlenir. Delik açarken, çift kenarlı takım kafası önce keser, hemen ardından iç deliği destekleyen alaşım destek bloğu gelir.
Dört alaşımlı destek bloğunun dış çapı, takım kafası tarafından açılan delik çapından biraz daha küçük olmalıdır. Delme işlemi sırasında, alaşım destek blokları destek sağlayarak takım şaftının rijitliğini sağlar ve aynı zamanda iç deliğin silindirikliğini iyileştirmek ve yüzey pürüzlülüğünü azaltmak için sıyırıcı görevi görür.
Uzun delikleri işlerken veya büyük toleranslı kesim yaparken, artan işleme toleransı talaşları genişletecektir. Bu durumda, talaş kaldırmayı kolaylaştırmak ve kesme sıvısının girişini sağlamak için ana kesme kenarının arkasında birkaç talaş kırma oluğu taşlanabilir.
Kesme hızı v c Bu delik işleme takımının ilerleme hızı f=0,2 mm/r ile 140 m/dak'dır. Yaklaşık 40 mm paylı iş parçaları için kesme işlemi tek geçişte tamamlanabilir.
Torna takım saplarının yapıları, iş parçası koşulları ve işleme gereksinimleri tarafından belirlenen çeşitliliktedir. Aşağıda, seçim için 10'dan fazla delik işleme takım şaftı tanıtılmaktadır.
Şekil 8'de gösterildiği gibi, bükülmüş bir çelik plakadan dövülür ve kullanım için takım kafasına bir karbür takım ucu kaynaklanır; alternatif olarak, yüksek hızlı bir çelik malzeme gerekli delme takımı şekline entegre olarak dövülebilir (takım kafasının kaynaklanmasına gerek kalmadan).
a) Entegre yüksek hız çeliği delme takımı
b) Kaynaklı delme aleti
Delik açarken, arka taraftaki kesme derinliğini kontrol etmek için çapraz sürgü kolu üzerindeki kadranı kullanın.
Şekil 9'da gösterildiği gibi, bu delik işleme takımının takım kafası ve şaftı ayrıdır. Takım kafası, vida gevşetilerek çıkarılabilir ve böylece takımın taşlanması ve değiştirilmesi kolaylaşır.
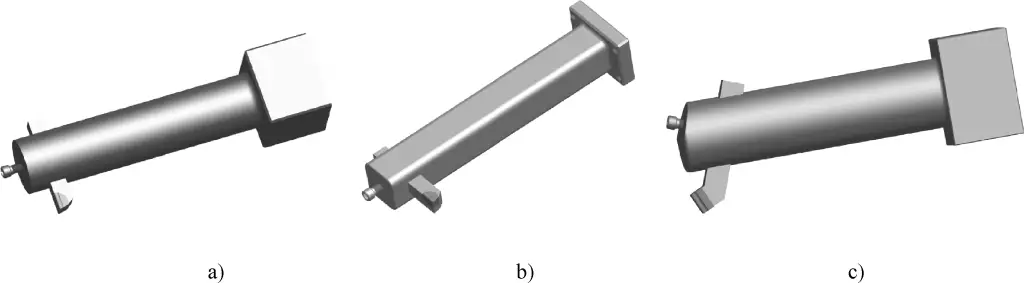
a) Form I
b) Form II
c) Form III
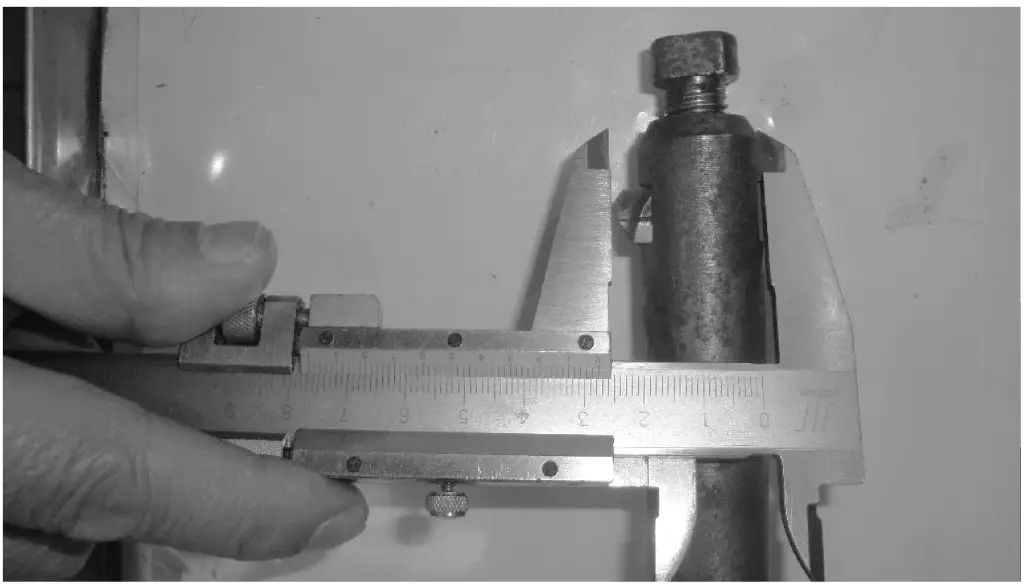
Sıradan delik işleme takım saplarının yapısı en basit olanıdır. Takım kafası uzatma uzunluğunu ayarlarken, genellikle takım kafasına hafifçe vurun ve ardından uzatma uzunluğunun gereksinimleri karşılayıp karşılamadığını ölçmek için bir kumpas kullanın (Şekil 10). Uygun değilse, delik çapı boyutu garanti edilene kadar birkaç kez daha hafifçe vurun.
Şekil 11a'da küçük delik delme aleti şaftının ana gövdesi gösterilmektedir. Kullanım sırasında, küçük delik delme takımını (Şekil 11c) ana gövdenin deliğine yerleştirin ve delme takımını sabitlemek için somunu (Şekil 11b) sıkın.
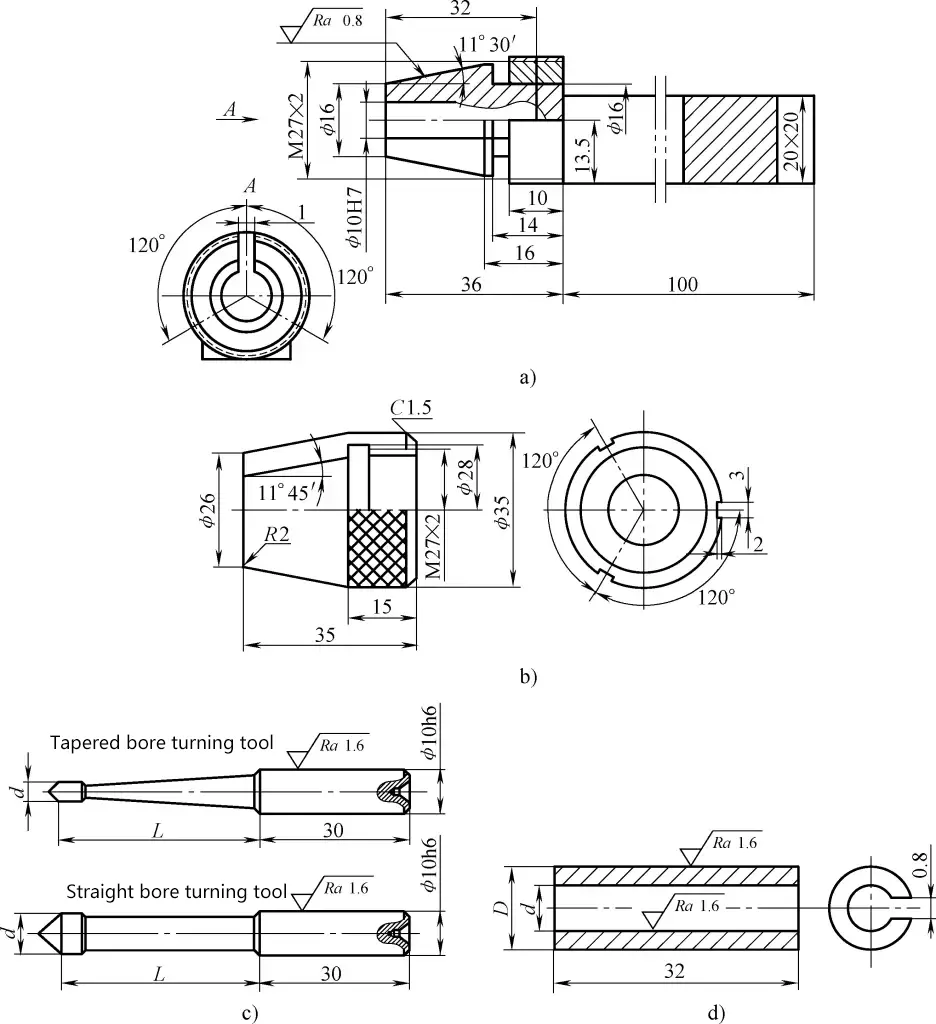
a) Delme takımı şaft ana gövdesi
b) Delme aleti şaft somunu
c) Küçük delik delme aleti
d) Açık uçlu soket
Delme takımını takarken, somun üzerindeki açık yuvayı kancalamak için küçük bir bükülmüş anahtar kullanın. Delme aleti şaft ana gövdesinin sol ucu sertleştirilmiş elastik bir gövde olduğundan, delme aletini güvenli bir şekilde sıkıştırabilir.
Bir delik işleme takımı şaftına, farklı çaplardaki küçük deliklerin işleme ihtiyaçlarını karşılamak için çeşitli özelliklerde delik işleme takımları takılabilir. Bu tip delik işleme takım sapı, açık uçlu bir soketle kullanıldığında (Şekil 11d), diğer işleme biçimleri için küçük boyutlu merkez matkapları, matkap uçlarını, raybaları vb. de tutabilir.
Kullanım sırasında, küçük takım sapını delik işleme takım sapının takım deliğine yerleştirin ve küçük takım sapını sabitlemek için somunu sıkın. Bu tip şaft (Şekil 12) 20-40 mm çaplı delikler için çok uygundur. Kesme sırasında bol miktarda kesme sıvısı kullanılmalıdır.
1-Somun
2-Takım kelepçesi
3-Küçük takım sapı
4-Alet deliği
5-Delme aleti şaftı
Spiral oluklu delik işleme takım sapı, talaşların spiral oluk boyunca boşaltılmasını sağlayarak talaş tıkanmasını önler. Titreşimi azaltmak ve arka kesme derinliğini artırmak için imalat sırasında takım sapının çapı uygun şekilde artırılmalıdır. Bu delme takımı şaftı, deliklerin delinmesi için uygundur ve kesme sıvısı ile kullanılmalıdır.
Şekil 13'te gösterildiği gibi, pivot olarak bir pim etrafında döner. Sol vidayı sıkarken ve sağ vidayı gevşetirken, delik çapı artar; sağ vidayı sıkarken ve sol vidayı gevşetirken, delik çapı azalır. Ayna kafasını punta konik deliğine yerleştirin veya doğrudan punta konik deliğine yerleştirmek için ayna gövdesinin sap kısmını konik hale getirin.
1-İş parçası
2-Delme aleti
3-Vida
4-Pin
5-Kovan gövdesi
6-Aynalı kafa
Şekil 14'te gösterildiği gibi, bu delme takımı şaftı kare bir şaft formu kullanır. Kullanım sırasında, takım gövdesinin kare deliğine yerleştirin ve sabitleme vidası ve pivot baskı vidası ile sıkıştırın. Pivot baskı vidası aynı zamanda bir pivot noktası görevi görür. Kullanım sırasında ayar vidasını çevirerek delme takımı gövdesini pivot baskı vidası etrafında uygun açıyla döndürerek ince ayar yapın.
1-Alet gövdesi
2-Sabitleme vidası
3-Pivot basınç vidası
4-Delme aleti şaftı
5-Alet kafası
6-Kare demir
7-Bağlantı bloğu
8-Ayarlama vidası
Bu delme takımı şaftı, kaldıraç prensibine göre tasarlanmıştır.
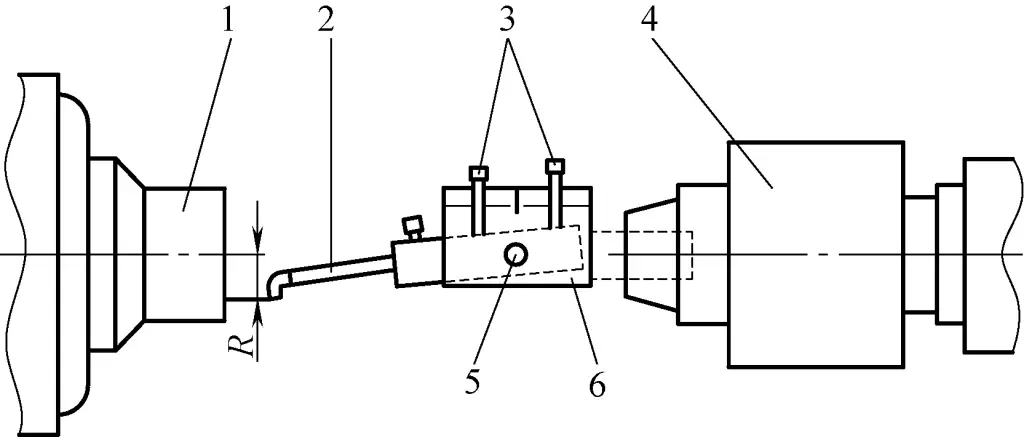
Şekil 15'te gösterildiği gibi, ana gövdesi torna mili flanşına bağlıdır. Eksantrik manşonun iç deliği, dış dairesinden bir e eksantrikliğine sahiptir (e eksantrikliği özel durumlara göre belirlenir). Delme boyutunu ayarlamak için sabitleme vidasını gevşetin ve eksantrik kovanı döndürün.
1-Takım sapı
2-Eksantrik manşon
3 Ölçekli hat
4-Sabitleme vidası
5-Ana gövde
Hem eksantrik kovanın uç yüzünde hem de ana gövdede ölçek çizgileri vardır. Ayar miktarı ölçek çizgilerinden görülebilir. Ayarlamadan sonra sabitleme vidasını sıkın. Bu delme takımı şaftı nispeten küçük deliklerin delinmesi için uygundur.
Şekil 16'da gösterildiği gibi, delici takım sapının hem uç yüzünde hem de takım kafasının alt kısmında eşit aralıklı sivri dişler vardır ve bunlar birbirlerine geçmelidir. İki takım kafası, 1 ve 2, delme takımı şaftının ön ucunda birbirlerine 180° açıyla monte edilmiştir.
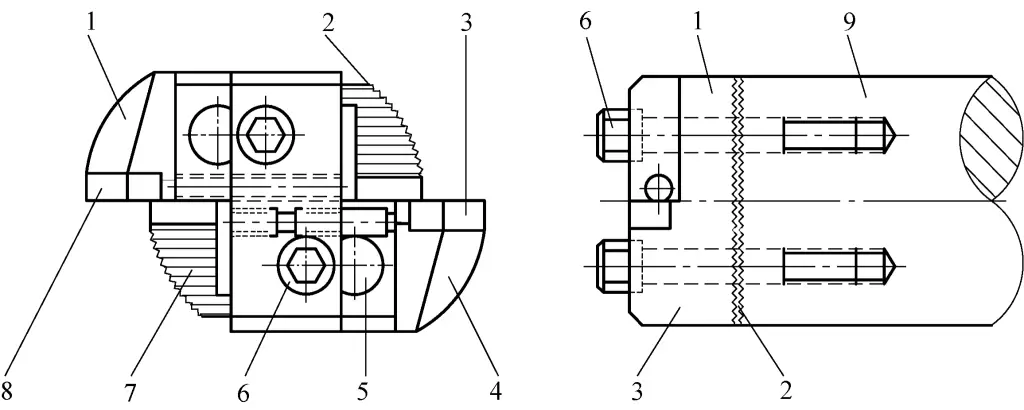
1-Takım başlığı 1
2 Sivri uçlu dişler
3-Takım eki 2
4-Alet kafası 2
5-Dişli oluk
6-Vida
7-Delme aleti
8-Takım eki 1
9-Delme aleti şaftı
Takım uçları, uzun bir yuvaya sahip olan takım kafasına kaynaklanmıştır. Takım ucunun uzama mesafesini ayarlamak için vidayı gevşetin ve takım kafası diş oluğu boyunca radyal olarak hareket edebilir. Ayarlamadan sonra vidayı sıkın. Sivri dişler, hasar ve deformasyonu önlemek için belirli bir sertliğe sahip olacak şekilde sertleştirilmelidir.
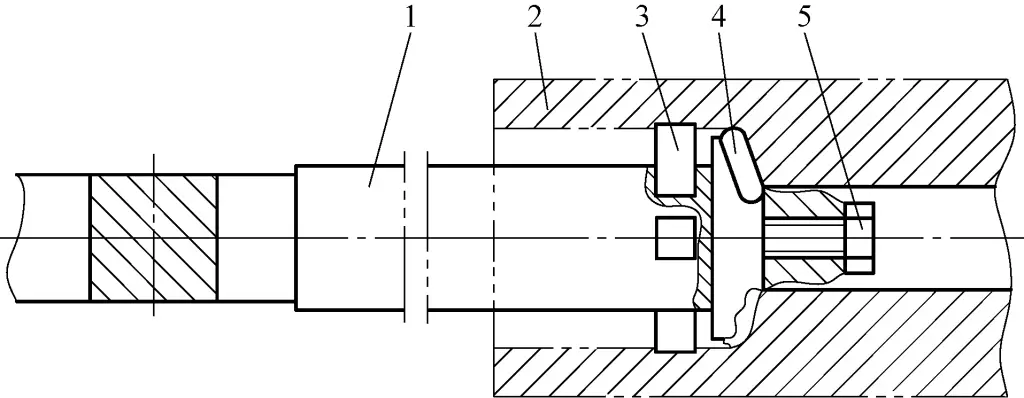
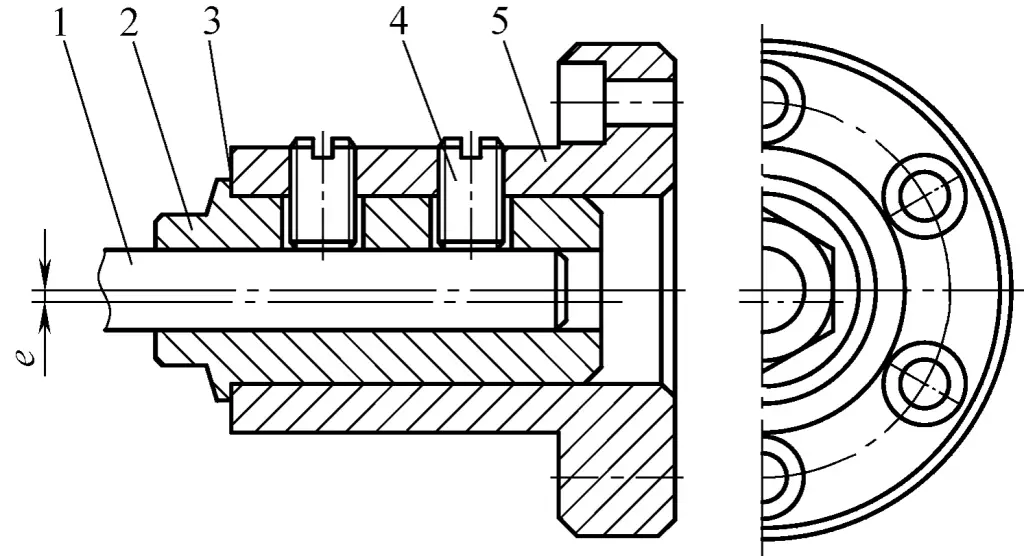
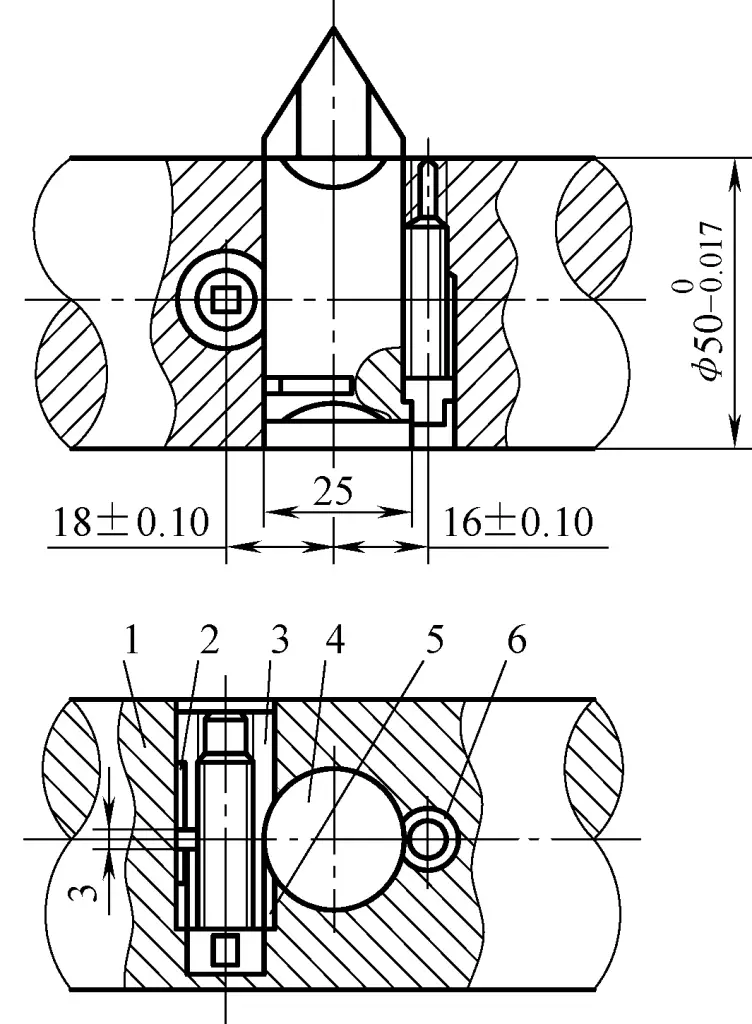
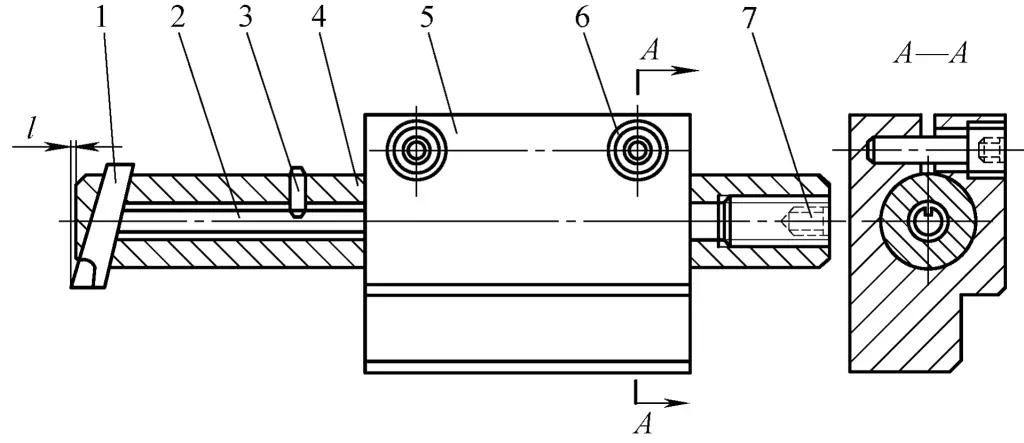
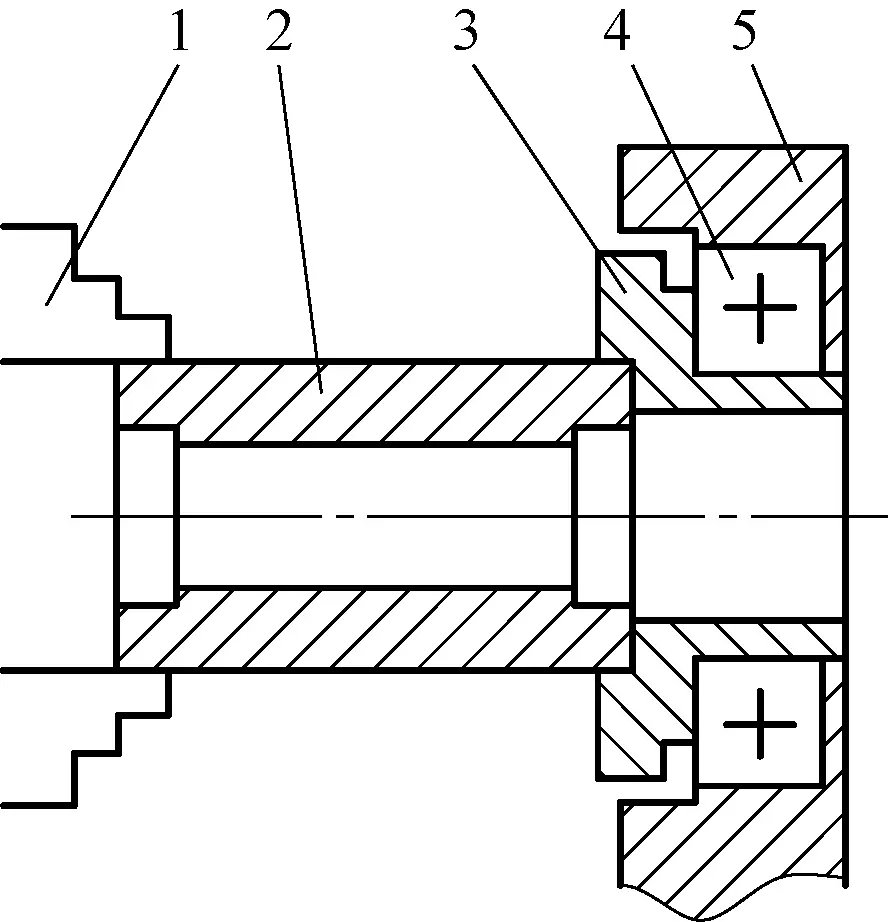
Şekil 17'de gösterildiği gibi, delme takımı şaftı 2 iş milinin 1 konik deliğine takılır, takım şaftı 8 iç silindirin 5 dişli deliğine takılır ve dış manşon 3 dişler aracılığıyla delme takımı şaftına 2 bağlanır. İç silindir 5 ve dış kovan 3 kayarak geçme özelliğine sahiptir.
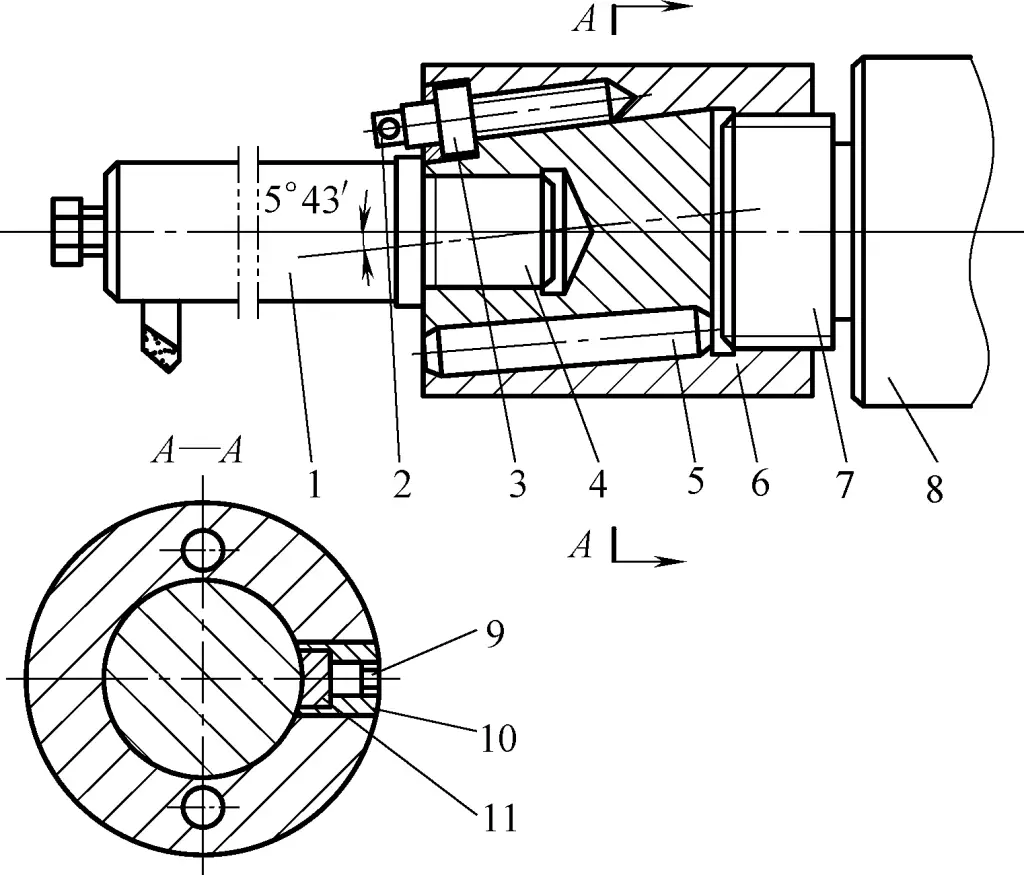
1-İş Mili
2-Delme aleti şaftı
3-Dış kılıf
4-Silindirik pim
5-İç silindir
6-Sıfır halka
7-İnce ayar vidalı çubuk
8-Takım sapı
9-Hexagon soket vida
10-Dişli manşon
11-Pirinç sabitleme rondelası
Dış kovanın 3 iç deliğinin merkez hattı, delme takımı şaftının 2 eksenine göre 5°43′'lik bir açıyla eğimlidir. Delme takımını ayarlamak için, önce altıgen soket vidasını 9 gevşetin, ardından ince ayar vida çubuğunu 7 çevirerek dış kovan 3 içindeki iç silindiri 5 eğimli merkez hattı boyunca radyal olarak hareket ettirin. Ayarlamadan sonra, altıgen soket vidayı 9 sıkın.
İnce ayar vida çubuğunun 7 omzu eşit aralıklı dairesel derecelere sahiptir. Hatvesi 1,5 mm olduğunda, bir tam dönüş silindir 5'in a radyal hareketiyle sonuçlanır: 15mm×sin5°43’=1.5mm×0.0996=0.1494mm≈0.15mm. İnce ayar vida çubuğu 7'nin 30 derecesi varsa, bir derece için radyal hareket a/30=0,1494mm/30≈0,005mm'dir.
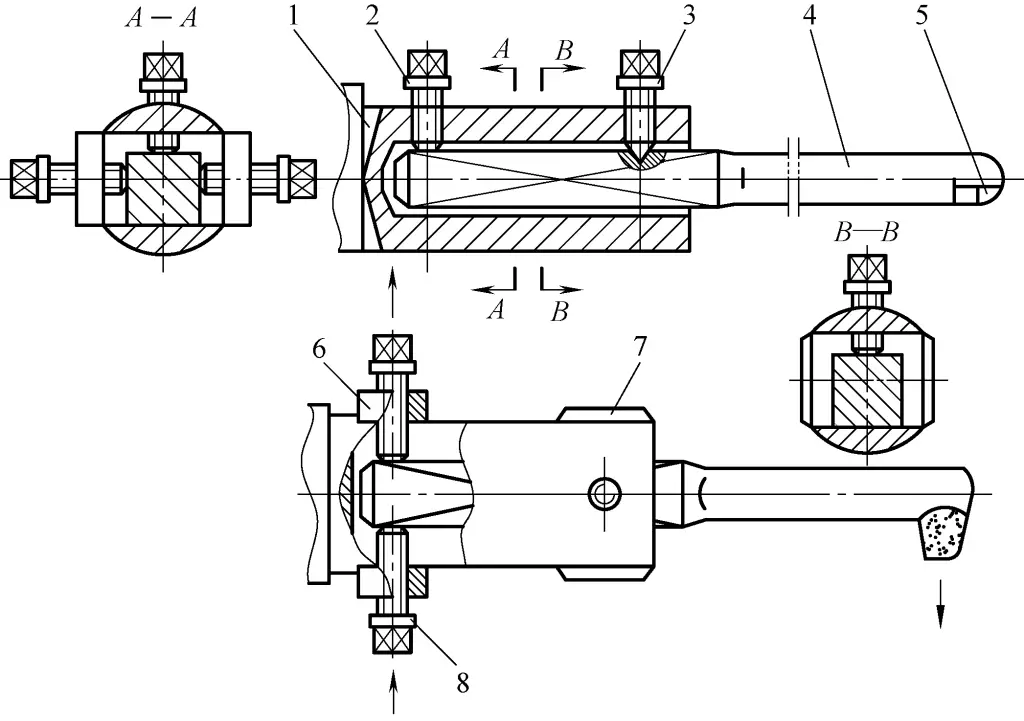
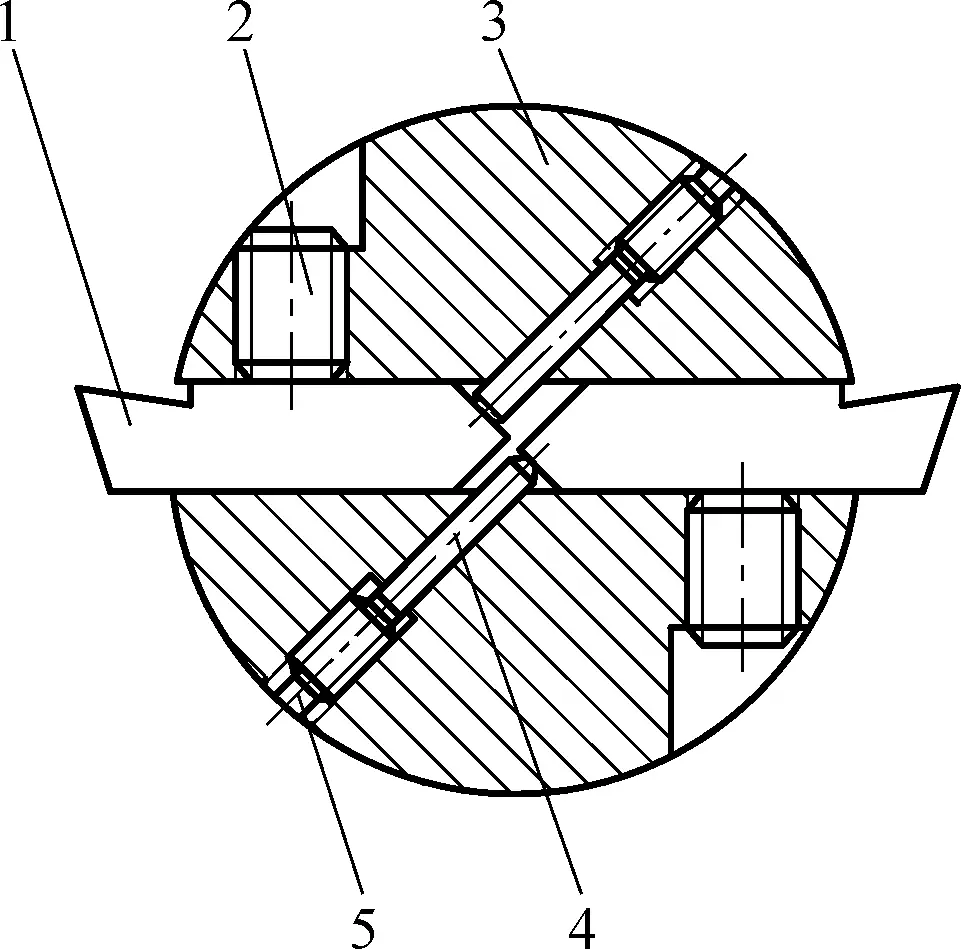
Şekil 18'de gösterildiği gibi, bu delme takımı şaftının eğik deliği, takım şaftı ekseniyle 60°'lik bir açı oluşturur. Eğik deliğin çift kama yuvası vardır ve bir takım bağlama vidası çubuğu içerir. Çift dışbükey anahtar, eğik deliğin çift kama yuvasında kayabilir ve silindirik parça eğik deliğe kayarak oturur. Dairesel demir rondela, delme takımı şaftının eğik deliğine sabitlenmiştir.
İndeksleme somunu, takım kafasının uzama mesafesini ayarlamak için kullanılır. Alet sıkıştırma vidası çubuğunu gerekli boyuta ayarladıktan sonra, vidayı ve dairesel demir rondelayı birlikte kilitleyin. Pul, sızdırmazlık contası ve elastik halka toz önleme ve sönümleme için kullanılır.
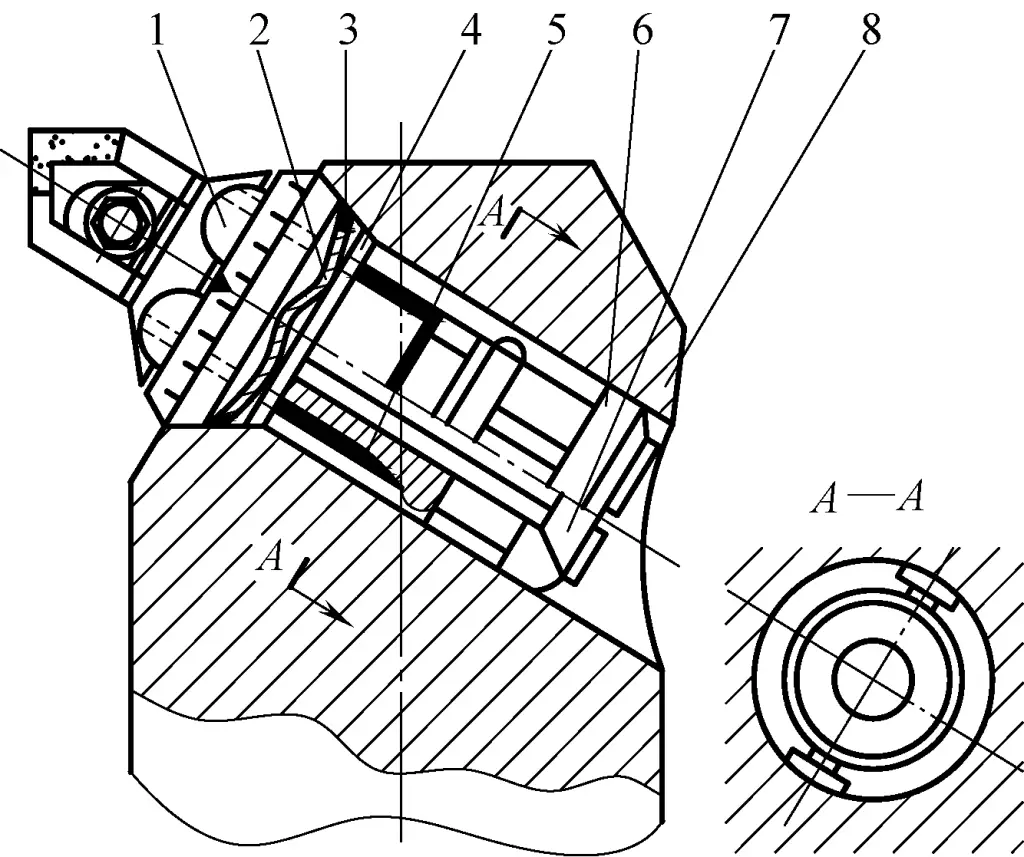
1-İndeksleme somunu
2-Elastik halka
3-Sızdırmazlık halkası
4-Yıkayıcı
5-Takım sıkıştırma vidalı çubuk
6-Dairesel demir rondela
7-Vida
8-Delme aleti şaftı
İndeksleme somunu üzerinde derecelendirmeler vardır. İndeksleme somunu bir tam tur döndüğünde, takım bağlama vidası çubuğu bir adım hareket eder. Örneğin: diş M18×1,5 ise, delik işleme takımı şaft eksenine 60° açıyla eğimli olduğundan, takım ucunun radyal yer değiştirmesi şöyledir: 1.5mm×sin60°=1.299~1.33mm. İndeksleme somunu üzerinde 65 kademe varsa, indeksleme somununun bir kademe dönüşü, takım ucunun 0,02 mm radyal yer değiştirmesine neden olur.
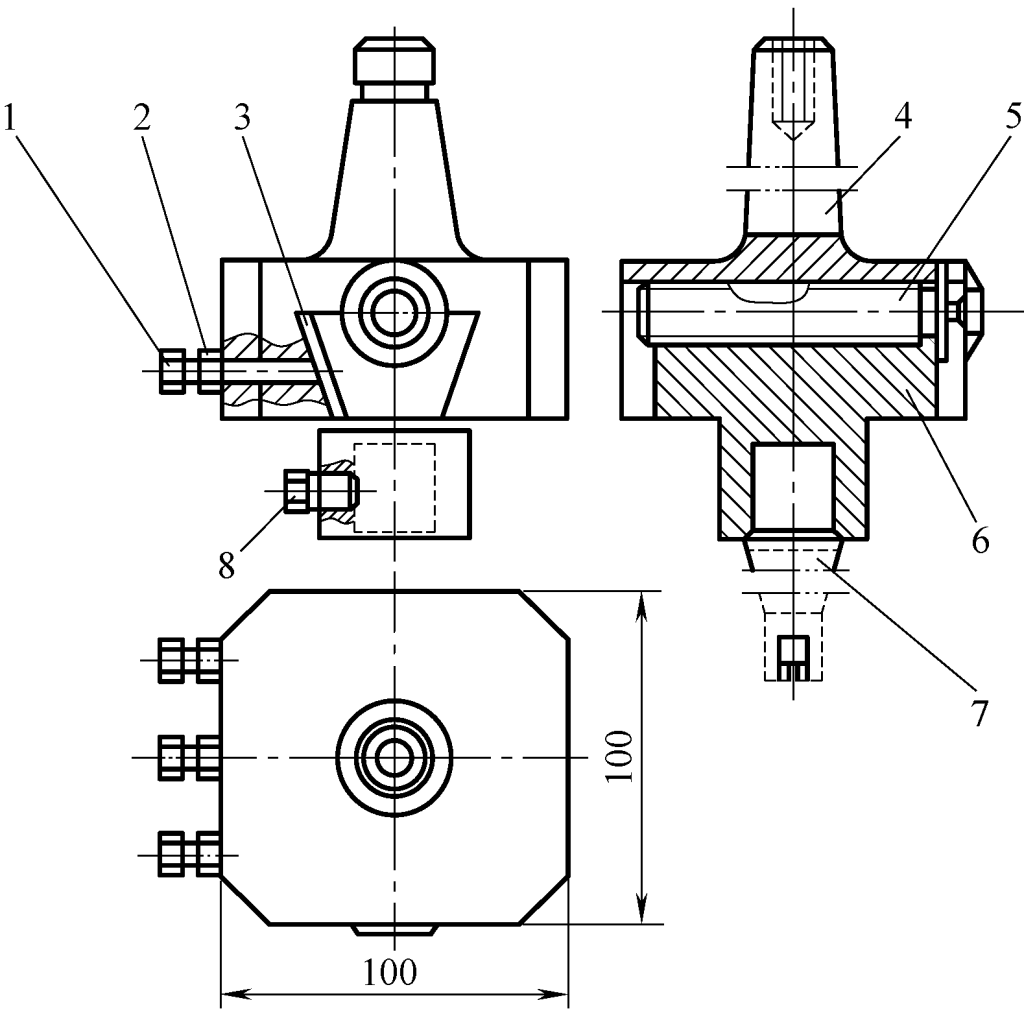
Şekil 19'da gösterildiği gibi, bu delici takım sapı için takım kafası uzantısının ayar yönü takım sapı eksenine diktir. Şekilde, ana gövde kovanı delici takım sapına monte edilmiş ve uzun bir vida ile sabitlenmiştir. Takım kafası, takım sıkıştırma manşonu deliğine takılır ve küçük bir vida ile sıkılır.
Vida çubuğunun küçük ucu takım sıkıştırma kovanının dişli deliğine, büyük ucu ise ana gövde kovanının dişli deliğine geçirilir. Vida çubuğunun büyük ve küçük uçlarının hatveleri farklıdır. Ayarlamak için döndürün
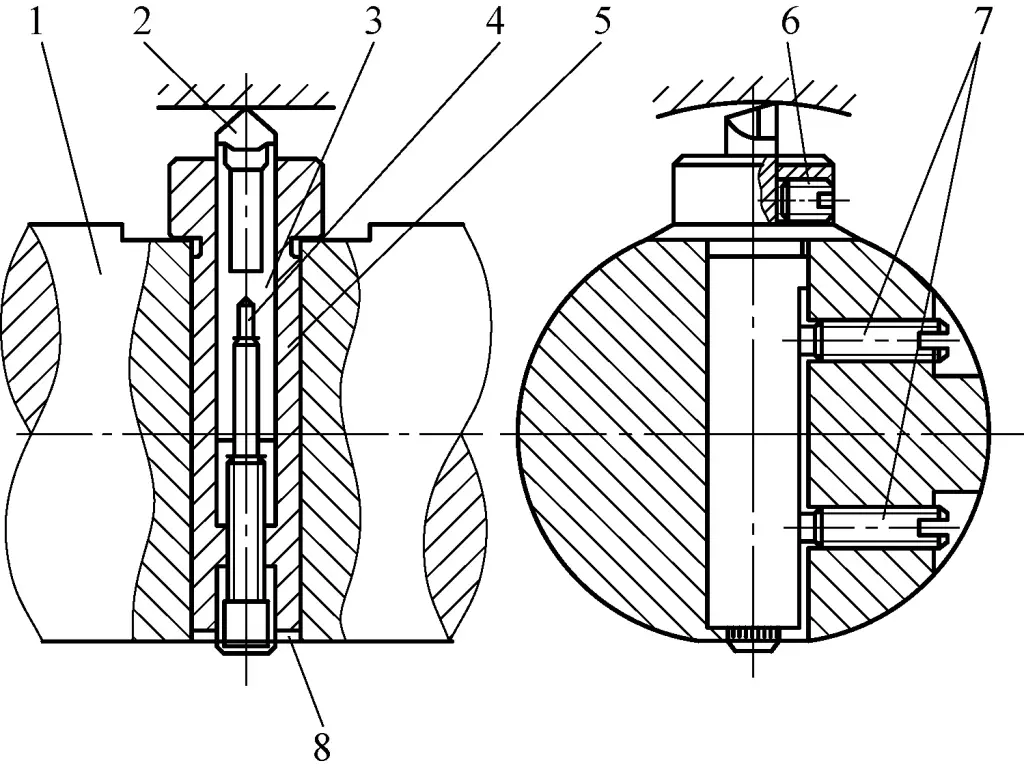
1 - Delme çubuğu
2 - Alet kafası
3 - Takım tutucu manşon
4 - Dişli çubuk
5 - Ana gövde manşonu
6 - Küçük vida
7 - Uzun vida
8 - Dereceli çizgiler
Ayarlamak için önce alet kafasını sabitleyen küçük vidayı gevşetin. Dişli çubuk kafası üzerindeki dereceli çizgiler, alet kafası hareketinin hassas bir şekilde kontrol edilmesini sağlar.
Şekil 20'de gösterildiği gibi, çubuk üzerindeki delme takımı kafası silindiriktir. İnce ayar vidasının 6 döndürülmesi, delik işleme takım kafasını 4 delik işleme çubuğu boyunca radyal olarak hareket ettirir. Altıgen soketli vidanın 5 sıkılması veya gevşetilmesi, delme takım kafasını 4 sıkıştırmak veya serbest bırakmak için kayar blokları 2 ve 3 hareket ettirir.
1-Delme çubuğu
2, 3-Kaydırıcı
4-Kesme kafası
5-Hex soket vida
6-İnce ayar vidası
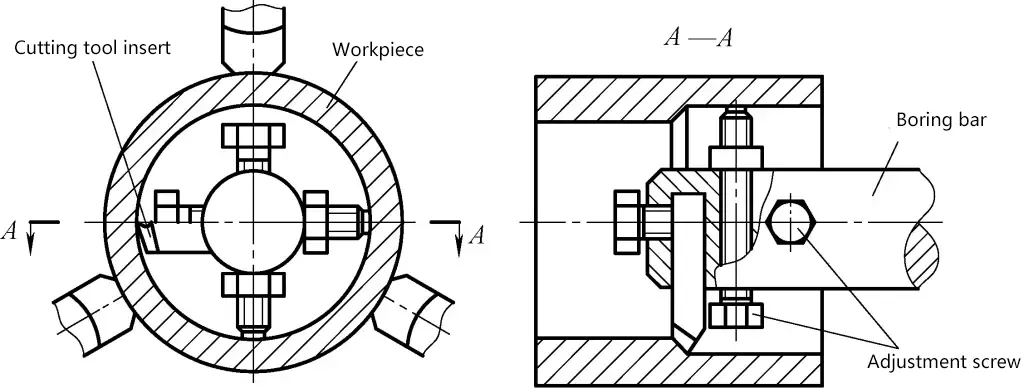
Şekil 21'de gösterildiği gibi, delik işleme çubuğunun ucunda enine bir kare delik işlenir. Her bir uçtan kısa bir yüksek hız çeliği delme takımı yerleştirilir. Kısa delik işleme takımının iç ucu V şeklinde taşlanır ve sabitleme vidaları ile sabitlenir. Kısa delik işleme takımının çıkıntı uzunluğunu ayarlarken, silindirik pimi ileri itmek için 45° açılı ayar vidası döndürülerek kısa delik işleme takımı hareket ettirilebilir.
1-Delme aleti
2-Bağlantı vidası
3-Delme çubuğu
4-Silindirik pim
5-Ayarlama vidası
Delme sırasında, iki kısa delme takımının her biri arka kesme derinliğinin yarısını taşır veya biri kaba delme takımı olarak hizmet ederken diğeri ince delme takımı olarak hizmet eder.
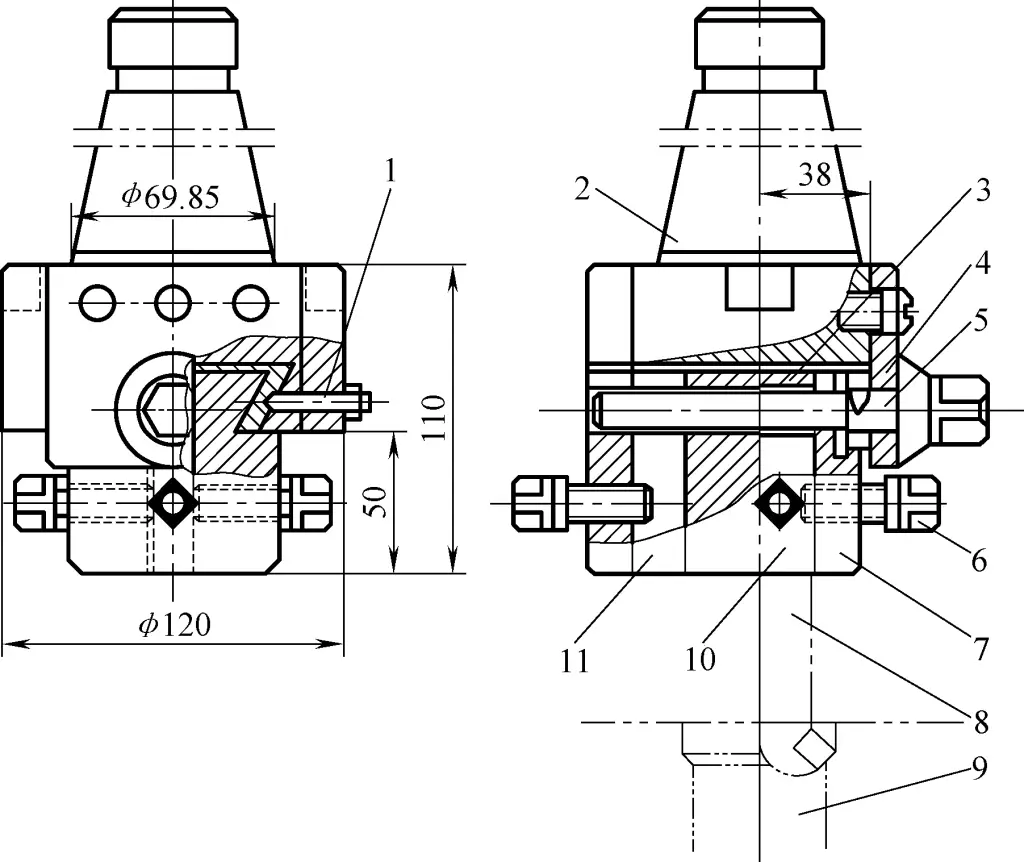
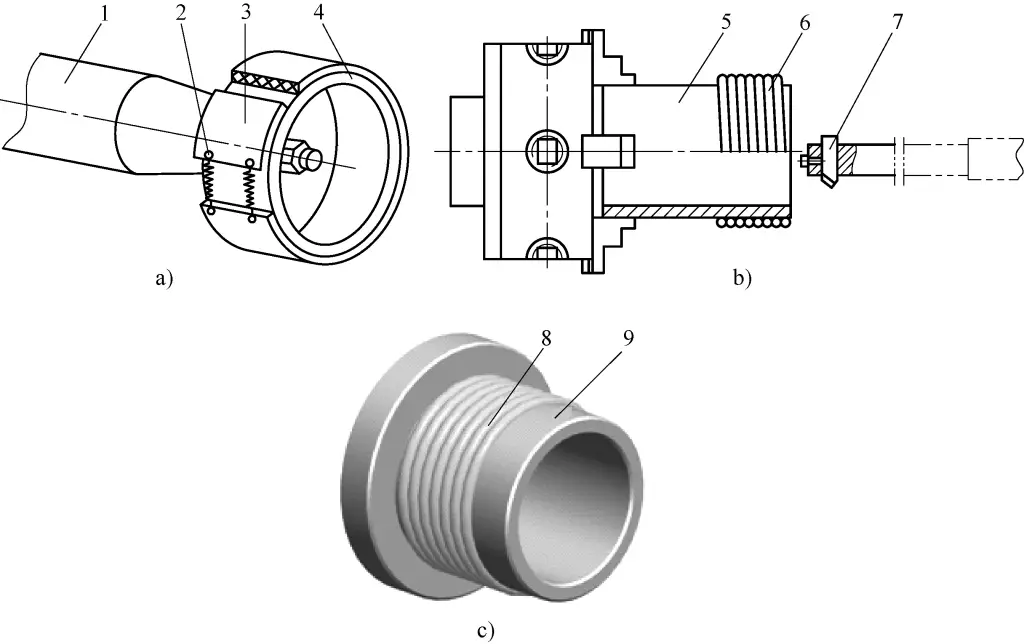
(Şekil 22) Kullanım sırasında, konik şaftı iş mili konik deliğine uyar. Konik deliğe yerleştirdikten sonra, delik işleme kafasını çekmek için torna milinin arka ucunda bir çekme çubuğu kullanın, böylece sertliği artırır ve ayrılmasını önler. Konik şaftın altında, içinde kayan bir kırlangıç kuyruğu bloğu bulunan bir kırlangıç kuyruğu oluğu vardır. Kılavuz vida döndürüldüğünde, kırlangıç kuyruğu bloğu kırlangıç kuyruğu oluğu boyunca hareket ederek kesme kafasının dönme çapını ayarlayabilir.
1-Kilitleme vidası
2-Kilitleme somunu
3-Ayarlama plakası
4-Ana gövde
5-Kurşun vida
6-Kırlangıç kuyruğu bloğu
7-Delme çubuğu
8-Sabitleme vidası
Arka kesme derinliğini kontrol etmek için kurşun vidanın bir ucuna dereceli bir kadran takılmıştır. Kadran 100 bölümlü ölçek çizgilerine sahiptir. Kılavuz vida üzerindeki diş M20×2'dir ve döndürülen her bölüm arka kesme derinliğini 0,02 mm artırır. Delme çubuğu sabitleme vidaları ile sabitlenmiştir. Boyutları ayarlarken, önce kilitleme vidasını gevşetin, ardından kılavuz vidayı çevirin. Ayarlamadan sonra, kilitleme vidasını ve kilitleme somununu sıkın.
Bu delme kafasını üretirken, kılavuz vida ile sıkı bir uyum sağlamak için kırlangıç kuyruğu bloğu ve ana gövde üzerindeki iç dişlerin birlikte işlendiğinden emin olun.
İnce ayarlı delme çubuğu yapıları, büyük çaplı deliklerin delinmesi için uygundur.
(Şekil 23) Kılavuz vidayı çevirirken, kare somun takım tutucu üzerindeki kırlangıç kuyruğu bloğunu kırlangıç kuyruğu oluğu boyunca radyal olarak hareket ettirerek delik işleme çubuğunun dönme çapını ayarlar. Her ayarlamadan sonra, kilitleme vidasının somununu sıkın.
1-Kilitleme vidası, somun
2-Konik şaft
3-Kare somun
4-Konumlandırma plakası
5-Kurşun vida
6-Vida
7-Alet tutucu
8-Delme çubuğu
9-İş Parçası
10-İlk alet montaj deliği
11-İkinci alet montaj deliği
Takım tutucu üzerinde, delik işleme çubuğunun konik şaftının merkezinden farklı mesafelerde iki takım montaj deliği bulunur. Büyük delikler açarken, delme çubuğunu ikinci montaj deliğine takın; küçük delikler için ilk montaj deliğini kullanın. Her bir montaj deliğinin yan tarafında, delme takımını sabitlemek için bir vida (veya iki vida kullanılabilir) bulunur.
Kurşun vida 3 mm aralıklı dikdörtgen bir dişe sahiptir. Konik kadran 100 eşit aralıklı ölçek çizgisine sahiptir. Döndürülen her işaret takım tutucuyu 0,03 mm hareket ettirir.
Büyük çaplı deliklerin delinmesi için Şekil 24'te gösterilen büyük delik delme çubuğu (kombinasyon delme çubuğu olarak da adlandırılır) kullanılabilir. Torna tezgahının küçük kızağını çıkarın ve büyük delik delme çubuğunun ana gövdesini takın. Delme çubuğunu ana gövdeye sıkıştırın, delme kafasını delme çubuğunun sol ucundaki kare deliğe yerleştirin, sabitleme vidasını sıkın ve delme kafasını baskı çubuğu ile sabitleyin. Delme çubuğunun çıkıntı uzunluğunu değiştirmek için altıgen soket vidasını gevşetin.
1-Delme kafası
2-İtme çubuğu
3-Yerleştirme pimi
4-Delme çubuğu
5-Ana gövde
6-Hex soket vida
7-Sabitleme vidası
Delme çubuğunun içine uzanan yerleştirme piminin uzunluğu, baskı çubuğunun delme çubuğunun içinde serbestçe hareket etmesine izin vermelidir. Delme çubuğunun çıkıntı uzunluğunu ayarladıktan sonra, altıgen soket vidayı sıkın.
Büyük delik delme çubuğunun ana gövdesi, iyi titreşim sönümleme özellikleri sağlayan dökme demirden yapılmıştır.
Şekil 25, torna tezgahında delik açmak için kullanılan en temel yöntemi göstermektedir. İş parçası torna tezgahına rahatça monte edilemeyecek kadar büyük veya uzun olduğunda, iş parçasını delik açmak için bileşik kızağa monte etme yöntemi sıklıkla kullanılır.
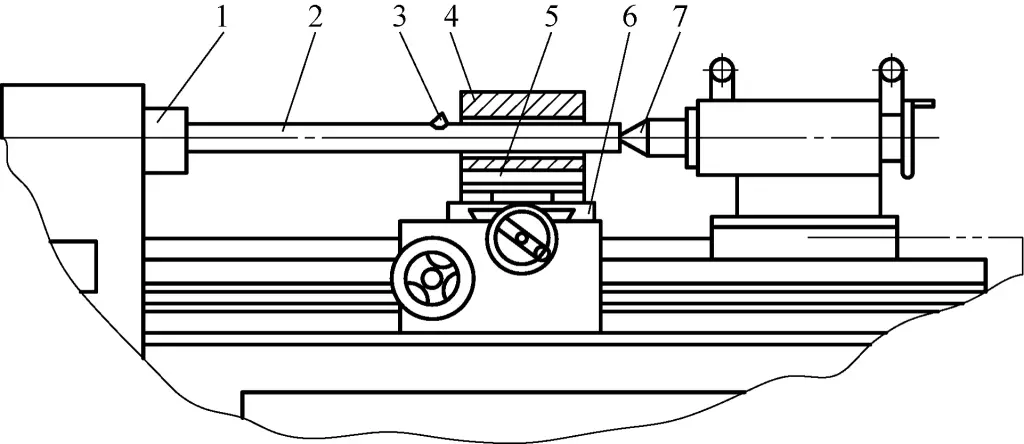
1-İş Mili
2-Delme çubuğu
3-Kesme kafası
4-İş parçası
5-Fikstür
6-Bileşik kızak
7-Kuyruk sokumu merkezi
Küçük kızağı ve alet direğini bileşik kızaktan çıkarın. Fikstür 5, T yuvaları aracılığıyla bileşik kızağa sabitlenir. Delme çubuğu, iş mili ve punta merkezlerinin arasına takılır ve iş parçası işleme için sabit kalırken delme çubuğunun dönmesine izin verir.
Delme konumunu belirlemek için, iş parçasının her iki ucuna işleme çizgileri çizilebilir. Çelik bir tel iğne kesme kafasına 3 sabitlenmiştir. İğne ucunu konumlandırma için iş parçasının her iki ucundaki işleme çizgisi işaretleriyle hizalamak üzere iş milini ve delik işleme çubuğunu döndürün. İş parçasının yanal konumu bileşik kızak aracılığıyla ayarlanırken, yükseklik şimler veya salmastra plakaları kullanılarak ayarlanır.
Bu delik işleme yöntemi, delik işleme çubuğunun 2 her iki ucunda yüksek hassasiyetli merkez delikleri gerektirir ve sabit merkezler kullanılmalıdır (döner merkezler daha büyük dönüş hatalarına sahiptir).
Hassas delik işleme sırasında, arka kesme derinliğinin küçük bir miktar (0,05 ~ 0,1 mm gibi) artırılması gerektiğinde, bileşik kızak kolu üzerindeki ölçeği kullanarak kontrol etmek zordur.
Bu durumda, daha önce tanıtılan kadranlı gösterge kontrol yöntemine ve radyal ilerlemeyi kontrol etmek için küçük kızak açısını döndürmeye ek olarak, Şekil 26b'de gösterilen dikey takım montaj yöntemi kullanılabilir. Bu, delik işleme kafasını iş parçası üzerinde dikey olarak konumlandırır (Şekil 26a'da gösterildiği gibi yatay yerine) ve delik işleme takımının iş parçasının üst kısmında kesim yapmasını sağlar. Bileşik kızak ilerlediğinde, işlenmekte olan delik boyunca teğetsel olarak hareket eder.
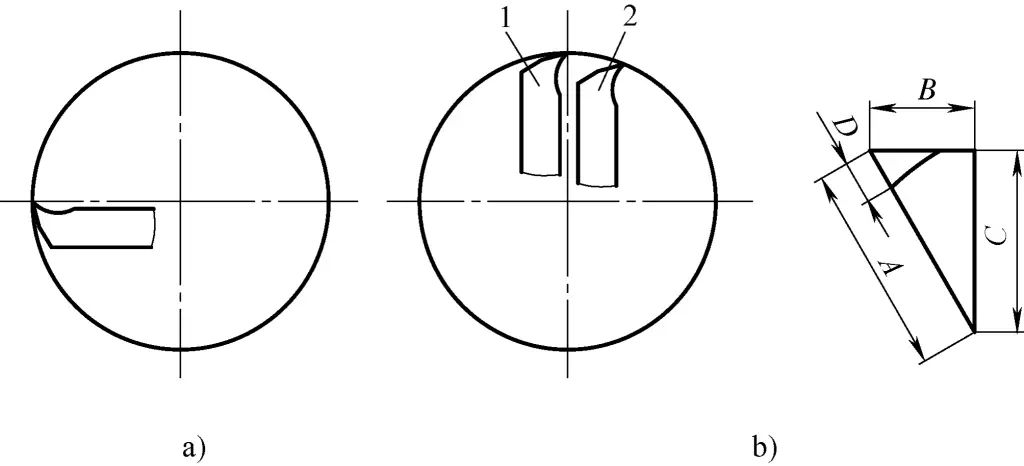
a) Normal montaj yöntemi
b) Dikey montaj yöntemi
1-İşlemeden önce takım pozisyonu
2-İşleme sonrası takım pozisyonu
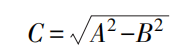
Şekil 26b'de D, deliğin işleme payıdır ve C, D işleme payına ulaşmak için gerekli takım direği hareketidir:
Delme sırasında, delme takımı yarı kapalı bir durumda çalışır ve delme çubuğunun çıkıntılı kısmı nispeten uzundur, bu nedenle titreşim oluşması muhtemeldir.
Uygun olmayan iş parçası bağlama, zayıf fikstür rijitliği, ciddi iş mili yatağı aşınması, kılavuz ray aşınması, gevşek kızak boşluğu ayarı, kör kesme kenarları, aşırı delik işleme çubuğu çıkıntısı (Şekil 27), yetersiz delik işleme çubuğu rijitliği, yanlış kesme parametreleri veya yanlış işleme yöntemleri gibi birçok titreşim nedeni vardır. Titreşim tespit edildiğinde, nedeni belirlenmeli ve buna göre ele alınmalıdır.
Sondaj sırasında titreşimi önlemek ve gidermek için teknolojik sistem açısından aşağıdaki önlemler alınabilir:
Delik işleme çubuğu rijitlikten yoksunsa, yalnızca delik işleme sırasında titreşim meydana gelmekle kalmaz, aynı zamanda "takım sapması" olgusu da meydana gelir ve bu da çapı içe doğru azalan konik bir deliğe neden olur. Torna hassasiyeti ile ilgili herhangi bir sorun yoksa, delik işleme çubuğunun rijitliğini artırmak için yöntemler kullanılmalıdır.
Delme çubuğu rijitliğini artırma yöntemleri arasında çubuğun genişliğini ve kalınlığını artırmak yer alır, ancak bu çubuğu çok hantal hale getirebilir ve sorunu tam olarak çözmeyebilir. Bir başka yaklaşım da yardımcı destekler kullanmaktır. Aşağıdaki yöntemlerin bazı yapısal varyasyonları vardır ancak aynı prensipte çalışırlar.
Şekil 28'de gösterildiği gibi, delik işleme çubuğunda M10 dişli bir delik açın ve uygun uzunlukta yuvarlak başlı bir cıvatayı vidalayın. Delme işlemi sırasında, önce 20-30 mm uzunluğunda önceden delinmiş bir delik oluşturmak için deneme kesimi yapın, ardından makineyi durdurun ve delme çubuğundaki yuvarlak başlı cıvatayı, yuvarlak baş önceden delinmiş delik duvarına temas edecek şekilde ayarlayın. Yuvarlak başlı cıvatayı bir kilit somunu ile sabitleyin (şekilde gösterilmemiştir) ve ardından delme işlemine devam edin.
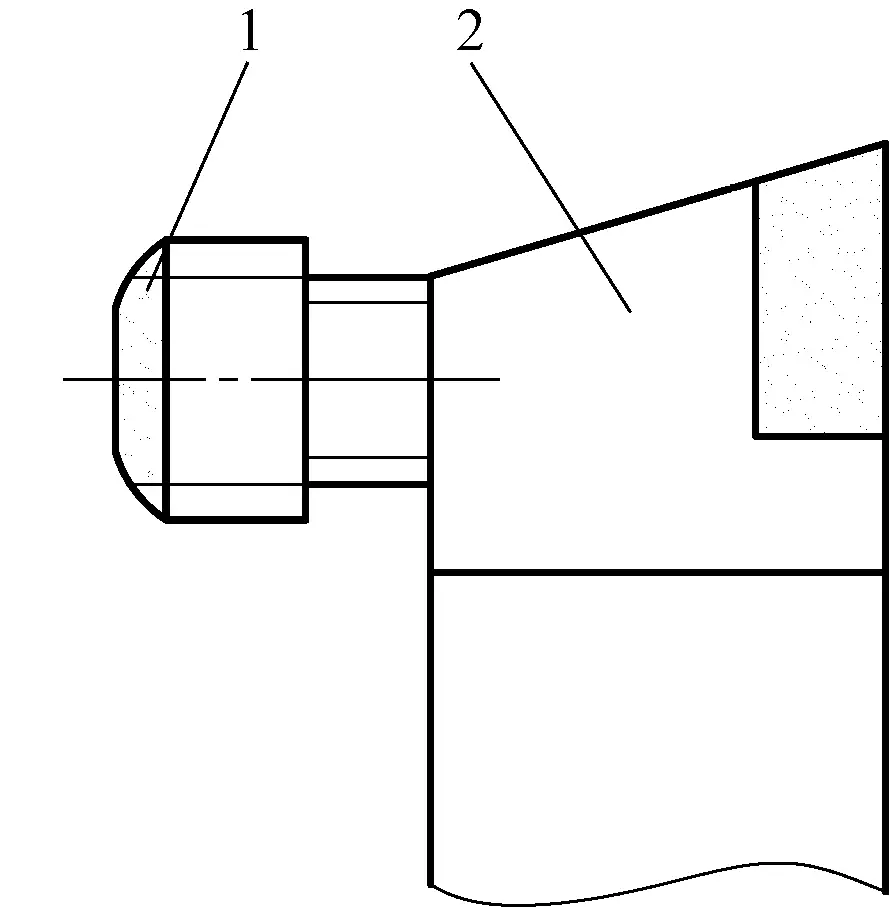
1-Yuvarlak başlı cıvata
2-Delme çubuğu
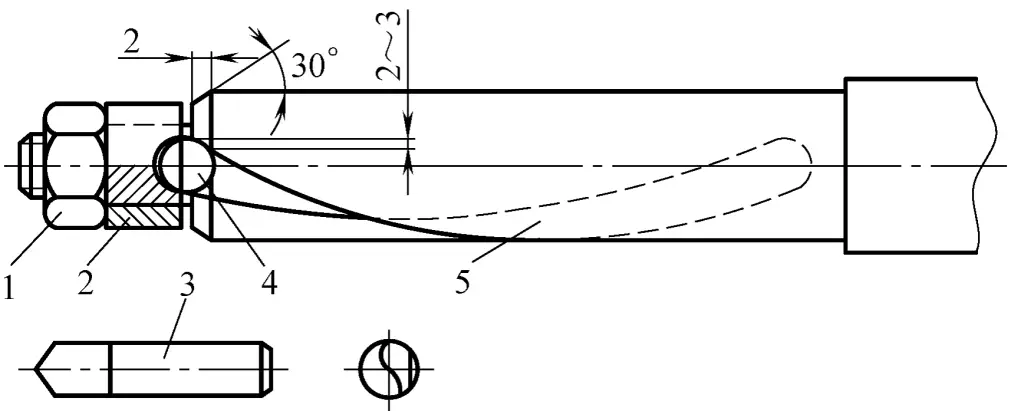
Şekil 29'da gösterildiği gibi, delik işleme aleti ucunun arka yüzüne 180° açıyla boru şeklinde dişli bir konektör takın. Boru şeklindeki dişli konektörde çelik bir bilye bulunur. Delik işleme sırasında çelik bilye serbestçe dönebilir ve işlenen yüzeyle teması koruyarak delik işleme çubuğunun rijitliğini artırır.
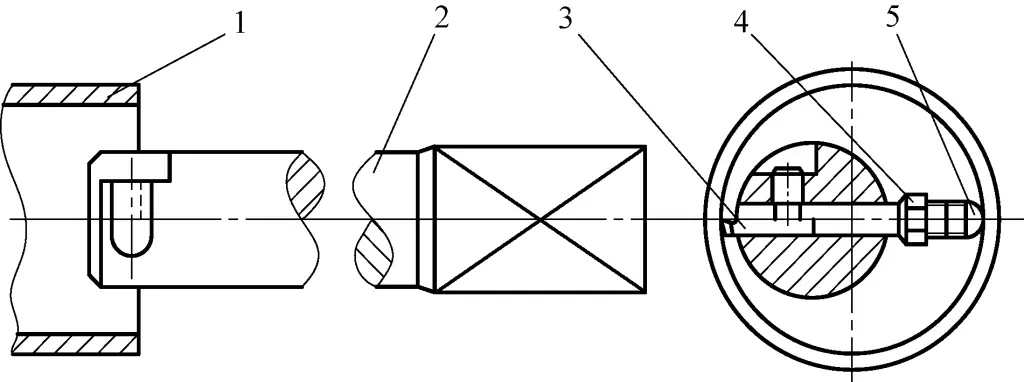
1-İş parçası
2-Delme çubuğu
3-Kesme kafası
4-Tübüler dişli konektör
5-Çelik top
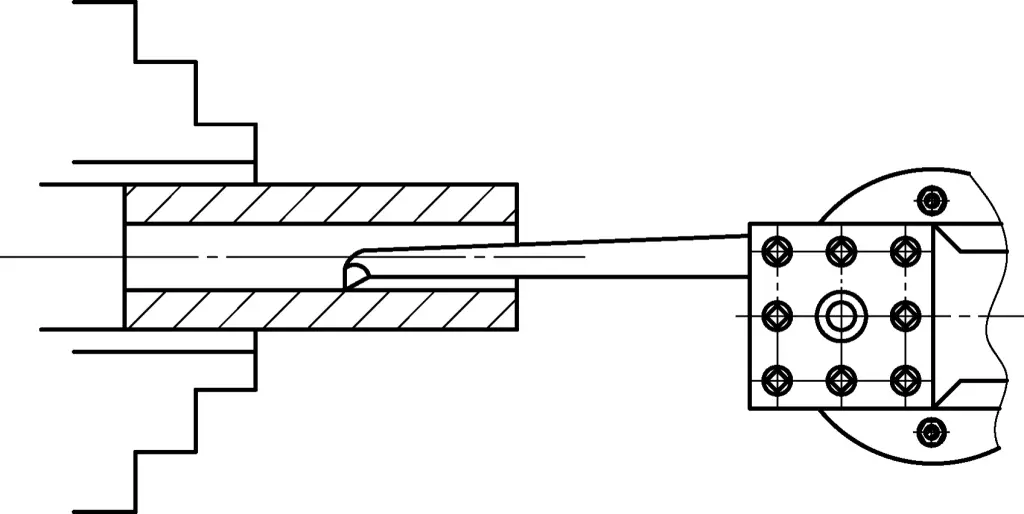
Büyük çaplı ve uzun delikler için, delik işleme sırasında Şekil 30'da gösterilen yöntem kullanılabilir. Bir ayar vidasını delme takımı ucunun 180° arkasına ve diğerini ona dik olarak takın. Vida başlarından biri delme takımının ucuyla aynı dönme yüzeyindeyken diğeri biraz arkasındadır.
Vida başlarının çıkıntı mesafesini her seferinde ayarladıktan sonra, kilit somunlarını sıkın. Delme sırasında, vida başları işlenmiş yüzeye temas ederek delme çubuğu için destek sağlar.
Delme çubuğu rijitliğini artırmak için yardımcı destekler kullanma yöntemi, kaba delme ve yarı finiş delme için uygundur.
Daha uzun delik tipi iş parçalarını tornalarken, Şekil 31'de gösterildiği gibi iş parçasını desteklemek ve rijitliğini artırmak için sabit bir dayanak kullanılabilir.

Daha küçük çaplı delik tipi iş parçalarının toplu işlenmesi için Şekil 32'de gösterilen yardımcı destek yöntemi kullanılabilir. Delik işleme sırasında, destek halkası üzerindeki oluk iş parçasının uç yüzeyine ve dış çapına temas edecek şekilde (destek halkasının delik çapı delik işleme çapından daha büyük olmalıdır) yardımcı desteği torna yatağına sabitleyin (sabit bir dayanağı sabitlemek gibi). Bu şekilde, iş parçası döndüğünde, delik açma işlemi sırasında destek halkasının da dönmesini sağlayacaktır.
1-Çeneler
2-İş parçası
3-Destek halkası
4-Yuvarlanan yatak
5-Yardımcı destek
Şekil 33a'da iş parçasının dış çemberinin etrafına sarılmış ve bir yay ile sıkılmış 5 mm kalınlığında bir kauçuk levha (veya kauçuk bant) gösterilmektedir, bu da iyi bir titreşim sönümleme etkisi sağlayabilir. İnce duvarlı boru şeklindeki iş parçasının çapına ve genişliğine bağlı olarak, Şekil 33b'de gösterildiği gibi boru şeklinde bir elastik bant dikilebilir ve iş parçasının dış çemberinin üzerine takılabilir, ardından hassas delik işleme yapılabilir.
a) Titreşim sönümleme için kauçuk levha kullanımı
b) Titreşim sönümleme için elastik bant kullanılması
c) Titreşim sönümleme için kauçuk tüp kullanılması
1-Mandrel
2-Bahar
3-Kauçuk levha
4, 5-İş parçası
6-Elastik bant
7-Delme aleti
8-Kauçuk tüp
9-Tübüler iş parçası
Şekil 33c'de iş parçasının dış çevresine kauçuk bir tüp sarılması gösterilmektedir, bu da belirli bir etkiye sahip olabilir. Kauçuk malzemelerin tümü elastomer olduğundan, sönümleyici bir titreşim azaltıcıya eşdeğerdir, enerjiyi dağıtmak, rezonans genliğini azaltmak ve titreşimi ortadan kaldırmak veya azaltmak için sönümleme kullanırlar.
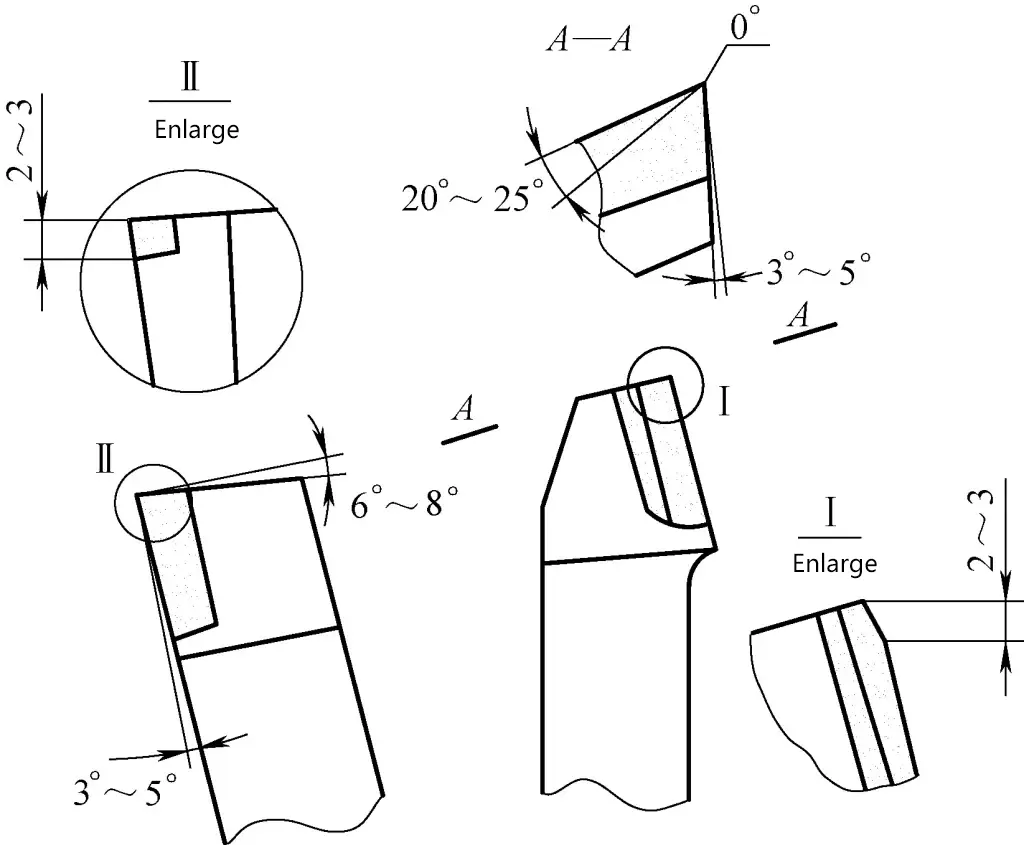
Taşlama taşında delik işleme takımının açılarını taşladıktan sonra, Şekil 34'te gösterildiği gibi takım ucunun ana kesme kenarının yakınında 2-3 mm boyunca 0°'lik bir açı taşlayın. Bunun amacı, kesme işlemi sırasında takım sapının elastik deformasyonu nedeniyle takım ucunda küçük bir kabartma açısı oluşması ve bunun kesme ve titreşimi azaltma açısından faydalı olmasıdır.