Delme ve Sondaj Temelleri: Araçlar ve Teknikler
Bu makalede, delme ve delik açma işlemlerinde kullanılan temel araçları ve teknikleri keşfedeceksiniz. Doğru matkabı seçmekten...

Derin çekme kuvveti, derin çekilmiş parçalar için gerekli pres tonajının belirlenmesinde önemli bir temeldir. Gerçek üretimde, derin çekme kuvvetini belirlemek için yaygın olarak bazı ampirik formüller kullanılır.
Pmaksimum =πdp1tRmK1
Pmaksimum =πdp2tRmK2
Formülün neresinde
Tablo 1 K katsayısı 1 silindirik parçaların ilk derin çekimi için (08 ~15 çelik)
| Bağıl kalınlık t/D0 ×100 | İlk derin çekme katsayısı m1 | |||||||||
| 0.45 | 0.48 | 0.5 | 0.52 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 | |
| 5 | 0.95 | 0.85 | 0.75 | 0.65 | 0.6 | 0.5 | 0.43 | 0.35 | 0.28 | 0.2 |
| 2 | 1.1 | 1 | 0.9 | 0.8 | 0.75 | 0.6 | 0.5 | 0.42 | 0.35 | 0.25 |
| 1.2 | 1.1 | 1 | 0.9 | 0.8 | 0.68 | 0.56 | 0.47 | 0.37 | 0.3 | |
| 0.8 | 1.1 | 1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | 0.33 | ||
| 0.5 | 1.1 | 1 | 0.82 | 0.67 | 0.55 | 0.45 | 0.36 | |||
| 0.2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | ||||
| 0.1 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | |||||
Not: 1. Zımba yarıçapı rp = (4 ~6)t olduğunda, K1 katsayısı tablo değerlerine göre 5% kadar artırılmalıdır.
2. Diğer malzemeler için, arama değerlerini malzeme plastisitesindeki değişime göre düzeltin (plastisite azaldıkça artırın).
Tablo 2 K katsayısı 2 Silindirik parçaların ikinci derin çekimi için değer (08 ~15 çelik)
| Bağıl kalınlık t/D0 ×100 | Katsayı m2 ilk derin çizim için | |||||||||
| 0.7 | 0.72 | 0.75 | 0.78 | 0.8 | 0.82 | 0.85 | 0.88 | 0.9 | 0.92 | |
| 5 | 0.85 | 0.7 | 0.6 | 0.5 | 0.42 | 0.32 | 0.28 | 0.2 | 0.15 | 0.12 |
| 2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.52 | 0.42 | 0.32 | 0.25 | 0.2 | 0.14 |
| 1.2 | 1.1 | 0.9 | 0.75 | 0.62 | 0.52 | 0.42 | 0.3 | 0.25 | 0.16 | |
| 0.8 | 1 | 0.82 | 0.7 | 0.57 | 0.46 | 0.35 | 0.27 | 0.18 | ||
| 0.5 | 1.1 | 0.9 | 0.76 | 0.63 | 0.5 | 0.4 | 0.3 | 0.2 | ||
| 0.2 | 1 | 0.85 | 0.7 | 0.56 | 0.44 | 0.33 | 0.23 | |||
| 0.1 | 1.1 | 1 | 0.82 | 0.68 | 0.55 | 0.4 | 0.3 | |||
Not:
1. Zımba yarıçapı r p = (4~6)t, K 2 tablodaki değer 5% kadar artırılmalıdır.
2. K katsayıları için 2 3., 4. ve 5. derin çizimin, karşılık gelen m n ve t/D 0 ×100 değerleri aynı tablodan bulunur, ancak tablodaki daha büyük veya daha küçük değer, bir ara tavlama işlemi olup olmadığına göre seçilmelidir:
Ara tavlama olmadan, K 2 daha büyük bir değer alır (aşağıdakine daha yakın);
Ara tavlama ile K 2 daha küçük bir değer alır (yukarıdakine daha yakın).
3. Diğer malzemeler için, arama değerlerini malzeme plastisitesindeki değişime göre düzeltin (plastisite azaldıkça artırın).
Pmaksimum =πdptRmKF
Pmaksimum =πdKtRmKF
Formülün neresinde
Tablo 3 K katsayısı F flanşlı çekme parçaların ilk çekimi için değerler (08 ila 15 çelik)
| dF/dP | Çizim katsayısı d p /D 0 | ||||||||||
| 0.35 | 0.38 | 0.4 | 0.42 | 0.45 | 0.5 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | |
| 3 | 1 | 0.9 | 0.83 | 0.75 | 0.68 | 0.56 | 0.45 | 0.37 | 0.3 | 0.23 | 0.18 |
| 2.8 | 1.1 | 1 | 0.9 | 0.83 | 0.75 | 0.62 | 0.5 | 0.42 | 0.34 | 0.26 | 0.2 |
| 2.5 | 1.1 | 1 | 0.9 | 0.82 | 0.7 | 0.56 | 0.46 | 0.37 | 0.3 | 0.22 | |
| 2.2 | 1.1 | 1 | 0.9 | 0.77 | 0. 64 | 0.52 | 0.42 | 0.33 | 0.25 | ||
| 2 | 1.1 | 1 | 0.85 | 0.7 | 0.58 | 0.47 | 0.37 | 0.28 | |||
| 1.8 | 1.1 | 0.95 | 0.8 | 0.65 | 0.53 | 0.43 | 0.33 | ||||
| 1.5 | 1.1 | 0.9 | 0.75 | 0.62 | 0.5 | 0.4 | |||||
| 1.3 | 1 | 0.85 | 0.7 | 0.56 | 0.45 | ||||||
Not: Flanşlama yaparken, K F 10%'den 20%'ye yükselir.
P maksimum =πd n (t n-1 -t n )R m K 3
Formülün neresinde
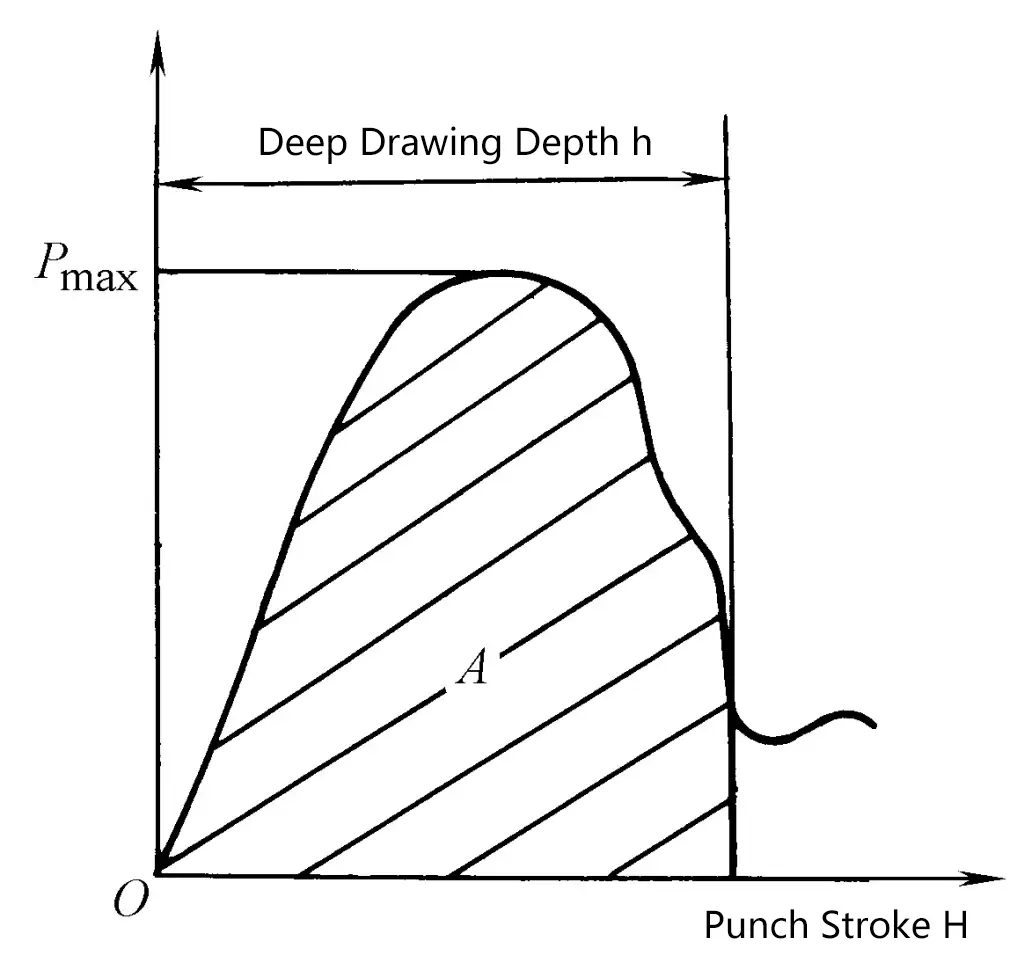
Derin çekme işi de pres seçiminde önemli dayanaklardan biridir. Presin basınç yükü krank milinin veya şanzıman dişlilerinin gücü ile sınırlıyken, güç yükü volanın kinetik enerjisi, motorun gücü veya izin verilen aşırı yük seviyesi ile sınırlıdır. Bu nedenle, bir pres seçerken, hem basıncın hem de işin büyüklüğü kapsamlı bir şekilde düşünülmelidir.
Derin çekme kuvveti ile zımbanın çalışma stroku arasındaki ilişki Şekil 1'de gösterilmiştir. Derin çekme işi eğrinin altındaki alan olmalıdır (gölgeli kısım). Hesaplama kolaylığı açısından, derin çekme işini hesaplamak için aşağıdaki ampirik formül kullanılır
A=cPmaksimumh×l0-3
Formülün neresinde
Tablo 4 c katsayısı ile derin çekme katsayısı arasındaki ilişki
| Derin çekme katsayısı m | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 |
| Katsayı c | 0.8 | 0.77 | 0.74 | 0.7 | 0.67 | 0.64 |
A=Pmaksimumh×1.2×l0-3
nerede
Pres motorunun gücü aşağıdaki formülle hesaplanır
P=KA n /(1.36×60×750×η 1 ×η 2 )
nerede