İşleme Merkezi Temelleri: Kapsamlı Kılavuz
Üretimde devrim yaratan bir mühendislik harikası olan işleme merkezine girin. Bu yüksek teknolojili makineler birden fazla aleti ve süreci bir araya getiriyor...

Yaygın diş açma yöntemleri temel olarak kılavuz çekme (genellikle diş açma olarak bilinir) ve diş açma kalıplarını (genellikle kalıp olarak bilinir) içerir. İş parçası deliğindeki iç dişlerin bir kılavuz ile kesilmesine kılavuz çekme denir. Silindirik bir çubuk üzerindeki dış dişlerin bir kalıpla kesilmesine diş açma denir.
Kılavuz, iç dişleri kesmek için kullanılan bir alettir ve üç türü vardır: el kılavuzları, makine kılavuzları ve boru diş kılavuzları. Genellikle, M6 ila M24 boyutları için bir el kılavuzları seti iki parçadan oluşurken, M6'nın altındaki veya M24'ün üzerindeki boyutlar için setler üç parçadan oluşur. Boyutu ne olursa olsun, ince dişli kılavuzlar her zaman ikili setler halinde gelir.
Makine kılavuzları ikili setler halinde gelir. Her bir kılavuz seti eşit büyük, orta ve küçük çaplara sahiptir (bu nedenle eşit çaplı kılavuzlar olarak da adlandırılır), sadece kesme parçasının uzunluğu ve konik açısı farklıdır.
Kesme parçası uzundan kısaya ve koniklik açısı (2φ) küçükten büyüğe değişir ve sırayla baş koniklik (ilk koniklik), ikinci koniklik (orta koniklik) ve üçüncü koniklik (son koniklik) olarak adlandırılır. Kılavuz çekme sırasında, baş konik metalin 60%'sini, ikinci konik 30%'sini ve üçüncü konik 10%'sini keserek çapı son haline getirmeye ve dişi parlatmaya hizmet eder.
Boru dişi kılavuzları silindirik ve konik formlarda olabilir. 55° sızdırmaz boru dişi (yaygın olarak silindirik boru dişi olarak bilinir) musluk, el musluğuna benzer ancak daha kısa bir çalışma bölümüne sahiptir, genellikle set başına iki parçadan oluşur ve çeşitli 55° sızdırmaz boru dişlerini kesebilir.
55° sızdırmaz boru dişi kılavuzunun çapı önden arkaya doğru kademeli olarak artarken, diş profili kılavuzun merkez eksenine dik kalır ve iç ve dış diş profilleri arasında iyi bir temas sağlar. Çalışma sırasında yüksek kesme yükü nedeniyle, makine kılavuzları daha yaygın olarak kullanılır, ancak el kılavuzları da mevcuttur.
Kılavuz çekme, manuel kılavuz çekme ve makine kılavuz çekmeyi içerir.
Kılavuz çekme için ana aletler şunlardır: anahtar kolları (genellikle kılavuz anahtarı olarak bilinir), emniyet aynaları ve kılavuzlar için hızlı değiştirilebilir emniyet aynaları.
Kılavuz anahtarı olarak da bilinen anahtar sapı, el musluğu ile elle kılavuz çekerken çok önemlidir. Anahtar sapının yapısı Şekil 1'de gösterilmiştir.
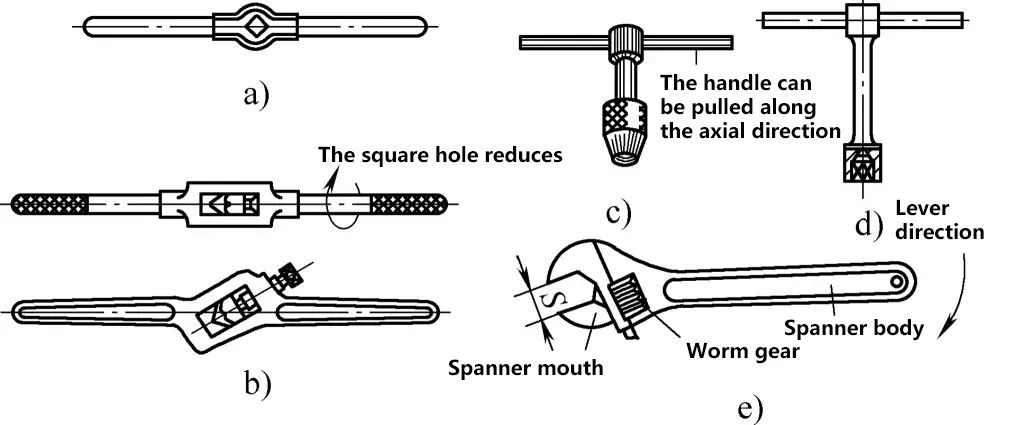
a) Sabit Anahtar Kolu
b) Ayarlanabilir Anahtar Kolu
c) T Saplı Kılavuz Anahtarı
d) T Anahtarı
e) Ayarlanabilir Anahtar
Genel olarak, sabit anahtar sapları M5 ve daha küçük deliklere kılavuz çekmek için uygundur. Ayarlanabilir anahtar kolları 150-600 mm arasında değişen altı boyutta gelir ve M5 ila M24 deliklere kılavuz çekebilir. İş parçalarında veya kutuların içinde yüksek basamaklara yakın delikler açarken bir T anahtarı gereklidir.
Bir makineye kılavuz çekerken, kılavuzun sıkıştırılması için güvenlik koruması sağlayan, kırılmayı önleyen ve değiştirmeyi kolaylaştıran bir emniyet aynası kullanılır. Ayrıca makinenin yönünü değiştirmeden kılavuzun otomatik olarak geri çekilmesini sağlar. Yaygın kullanılan emniyet aynaları aşağıdaki gibidir:
1) Elastik Sürtünmeli Kılavuz Çekme Emniyet Mandreni.
Bu emniyetli ayna, bir ayar somununu döndürerek torku ayarlar. Kılavuz çekme sırasında, kesme torku aniden ayarlanan torku aşarsa, dış kovan ayna gövdesiyle birlikte dönmeyi durdurarak güvenlik koruması sağlar. İlgili ayna ve lastik halka değiştirilerek farklı boyutlardaki kılavuzlar kullanılabilir.
2) Hızlı Değiştirilebilir Kılavuz Çekme Emniyet Aynası.
Bu ayna, ayar somununu sıkarak ayna gövdesi, merkez şaft ve sürtünme plakaları arasında sürtünme oluşturur ve diş açma için kılavuzu tahrik eder. Ayar somununun sıkılığı, belirli bir torku aştığında kaymasını sağlamak için kılavuz boyutuna göre ayarlanır ve güvenlik koruması sağlar.
Kılavuz çekme sırasında, kılavuz sadece metali kesmekle kalmaz, aynı zamanda önemli bir basınç da uygular. Kılavuzun sıkışmasını ve kırılmasını önlemek için, önceden kılavuz çekilen deliğin çapı, diş standartlarında belirtilen küçük çaptan daha büyük olmalıdır.
Sıradan dişler için önceden açılmış deliğin çapı, işlenen malzemenin türüne bağlıdır ve aşağıdaki formüllerle belirlenir:
1) Çelik veya yüksek plastik malzemeler için, d0 matkap çapı d0=D-P'dir; burada D dişin ana çapı (mm) ve P hatvedir (mm).
2) Dökme demir ve daha az plastik malzemeler için, d0 matkap çapı d0=D-(1.05~1.1)P'dir.
Sıradan dişler için önceden açılmış delikler için matkap çapı Tablo 1'e bakabilir.
Tablo 1 Sıradan Dişler için Önceden Açılmış Delikler için Matkap Çapları (Birim: mm)
| Diş çapı D | Pitch P | Matkap çapı d0 | |
| Dökme demir, bronz, pirinç | Çelik, dövülebilir dökme demir, saf bakır, lamine levhalar | ||
| 2 | 0.4 0.25 | 1.6 1.75 | 1.6 1.75 |
| 2.5 | 0.45 0.35 | 2.05 2.15 | 2.05 2.15 |
| 3 | 0.5 0.35 | 2.5 2.65 | 2.5 2.65 |
| 4 | 0.7 0.5 | 3.3 3.5 | 3.3 3.5 |
| 5 | 0.8 0.5 | 4.1 4.5 | 4.2 4.5 |
| 6 | 1 0.75 | 4.9 5.2 | 5 5.2 |
| 8 | 1.25 1 0.75 | 6.6 6.9 7.1 | 6.7 7 7.2 |
| 10 | 1.5 1.25 1 0.75 | 8.4 8.6 8.9 9.1 | 8.5 8.7 9 9.2 |
| 12 | 1.75 1.5 1.25 1 | 10.1 10.4 10.6 10.9 | 10.2 10.5 10.7 11 |
| 14 | 2 1.5 1 | 11.8 12.4 12.9 | 12 12.5 13 |
| 16 | 2 1.5 1 | 13.8 14.4 14.9 | 14 14.5 15 |
| 18 | 2.5 2 1.5 1 | 15.3 15.8 16.4 16.9 | 15.5 16 16.5 17 |
| 20 | 2.5 2 1.5 1 | 17.3 17.8 18.4 18.9 | 17.5 18 18.5 19 |
| 22 | 2.5 2 1.5 1 | 19.3 19.8 20.4 20.9 | 19.5 20 20.5 21 |
| 24 | 3 2 1.5 1 | 20.7 21.8 22.4 22.9 | 21 22 22.5 23 |
İnç dişlere kılavuz çekerken, alt deliğin matkap çapı genellikle aşağıdaki ampirik formüller kullanılarak hesaplanır:
1) Çelik veya elastik-plastik malzemelerin işlenmesinde, d0 = (D-0,9P) × 25,4 mm.
2) Dökme demir veya daha düşük sünekliğe sahip malzemeler işlenirken, d0 = (D-0,98P) × 25,4mm, burada P, inç başına diş sayısının tersi olan inç dişin aralığıdır. Örneğin, inç başına 12 diş için P=1/12'dir.
Kör deliklere kılavuz çekerken, kılavuzun kesme parçasının konik açısı nedeniyle, çizimde belirtilen H derinliği genellikle yalnızca tam dişli kısmı içerir. Bu nedenle, alt deliğin H1 derinliği diş deliği derinliği H'den büyük olmalıdır. Genel olarak H1, H1=H+0,7D olarak belirlenebilir; burada D dişin ana çapıdır.
Manuel diş açma işlemleri için ana noktalar ve yöntemler aşağıdaki gibidir:
1) Alt deliğin ağzı pahlanmalı ve musluk girip çıkarken dişin kırılmasını önlemek için açık deliğin her iki ucu da pahlanmalıdır.
2) İş parçası sıkıca ve düz bir şekilde sıkıştırılmalıdır. Diş açma sırasında, musluk deliğin ağzına doğru şekilde yerleştirilmeli ve ardından bir el musluğa basarken diğer el anahtarı çevirmelidir. Doğruluğundan emin olmak için kılavuzun konumunu sürekli olarak gözlemleyin ve ayarlayın. 3-4 diş açtıktan sonra, daha fazla baskı uygulamaya gerek yoktur, sadece anahtarı iki elinizle eşit şekilde çevirin.
3) Kılavuz deliğe girdiğinde, talaşları kırmak için her 0,5-1 tur için 0,5 tur ters çevrilmeli ve böylece delikten çıkarılması kolaylaştırılmalıdır. Bu özellikle M5'in altındaki dişlere, derin deliklere veya yüksek elastikiyete sahip plastik malzemelere kılavuz çekerken çok önemlidir.
Kör deliklere kılavuz çekerken, delikteki talaşları temizlemek için musluğu sık sık geri çekin. Alt deliğe ulaşıldığında, kılavuzun sıkışmasını önlemek için talaşların çıkarıldığından emin olun.
4) Önce kurşun musluğu kullanın, ardından ikincil musluğu kullanın. Kılavuz değişimi sırasında, kılavuzu artık döndürülemeyecek hale gelene kadar deliğe elle geçirin, ardından döndürmek için anahtarı kullanın. Elastik-plastik malzeme deliklerine kılavuz çekerken yağlayıcı uygulayın.
5) Musluğu geri çekerken, önce anahtarla ters çevirerek gevşetin, ardından anahtarı çıkarın ve diş deliğinin yüzey kaplamasına zarar vermemek için manuel olarak dışarı döndürün.
Diş açma için yaygın olarak kullanılan yöntemler aşağıdaki gibidir:
Tek bir parçaya elle kılavuz çekerken, delme makinesinde alt deliği deldikten sonra, 60°'lik bir koniyi sıkıştırmak için bir matkap mandreni kullanın, kılavuz sapının merkez deliğini destekleyin, dikeyliği sağlamak için birkaç dişe kılavuz çekmek için bir anahtar kullanın, ardından parçayı çıkarın ve dişe elle kılavuz çekin.
Makineyle kılavuz çekme için, alt deliği deldikten sonra, dişe doğrudan kılavuz çekmek için bir makine kılavuzuyla değiştirin.
Çok sayıda dişli parçaya kılavuz çekerken, kılavuz çekme kalitesini sağlamak ve verimliliği artırmak için yaygın olarak kullanılan kılavuz çekme aletleri Şekil 2'de gösterilmiştir.
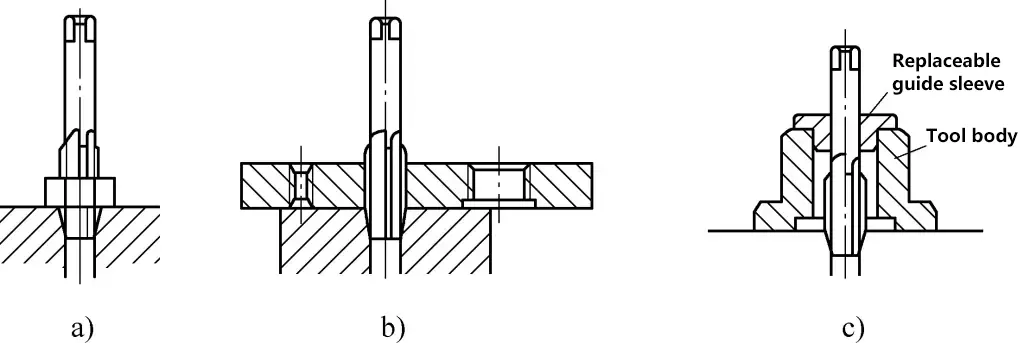
a) Kılavuzları hizalamak için hassas somunların kullanılması
b) Kılavuzlar için plaka tipi çok delikli hizalama aletleri
c) Değiştirilebilir kılavuz burçlara sahip çok amaçlı hizalama aletleri
Diş açma sırasında kılavuz aşındığında, bileme için aşağıdaki yöntemler kullanılabilir.
Ön kesme yüzeyindeki aşınma şiddetli değilse, diş oluklarının ön yüzünü taşlamak için önce silindirik bir yağ taşı kullanın, ardından Şekil 3'te gösterildiği gibi üçgen bir yağ taşı ile ön kesme yüzeyini hafifçe bileyin. Taşlama sırasında diş uçlarının yuvarlak olmadığından emin olun.

Kılavuz ciddi şekilde aşınmışsa, bir alet taşlama makinesinde bilenmesi gerekir. Şekil 4'te gösterildiği gibi bileme sırasında ön açıyı kontrol edin.
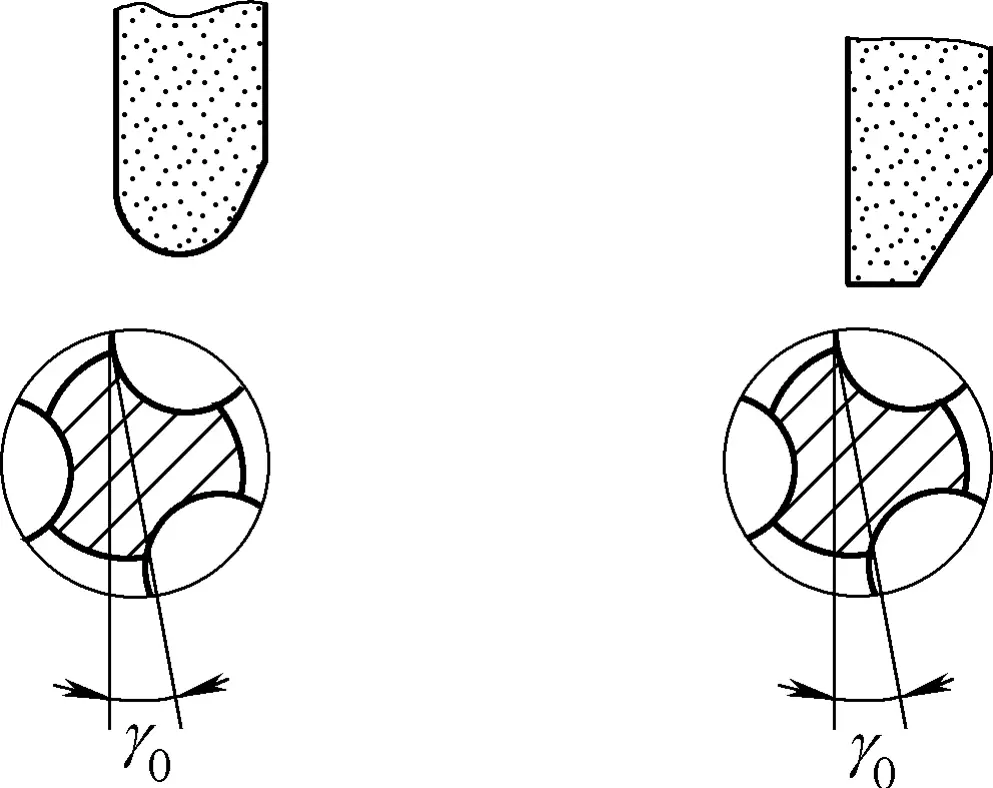
Ön açının boyutu γ0 musluğun seçimi esas olarak işlenen malzemenin özelliklerine göre belirlenir. Genel olarak, seçim için Tablo 2'ye bakın.
Tablo 2 Musluklar için ön açı boyutu seçimi [Birim: (°)]
| İşleme malzemesi | Ön açı (γ0) |
| Bronz döküm | 0 |
| Dökme demir | 5 |
| Alaşımlı çelik | 5 |
| Pirinç | 10 |
| Orta karbonlu çelik | 10 |
| Düşük karbonlu çelik | 15 |
| Paslanmaz çelik | 15~20 |
| Alüminyum ve alüminyum alaşımları | 20~30 |
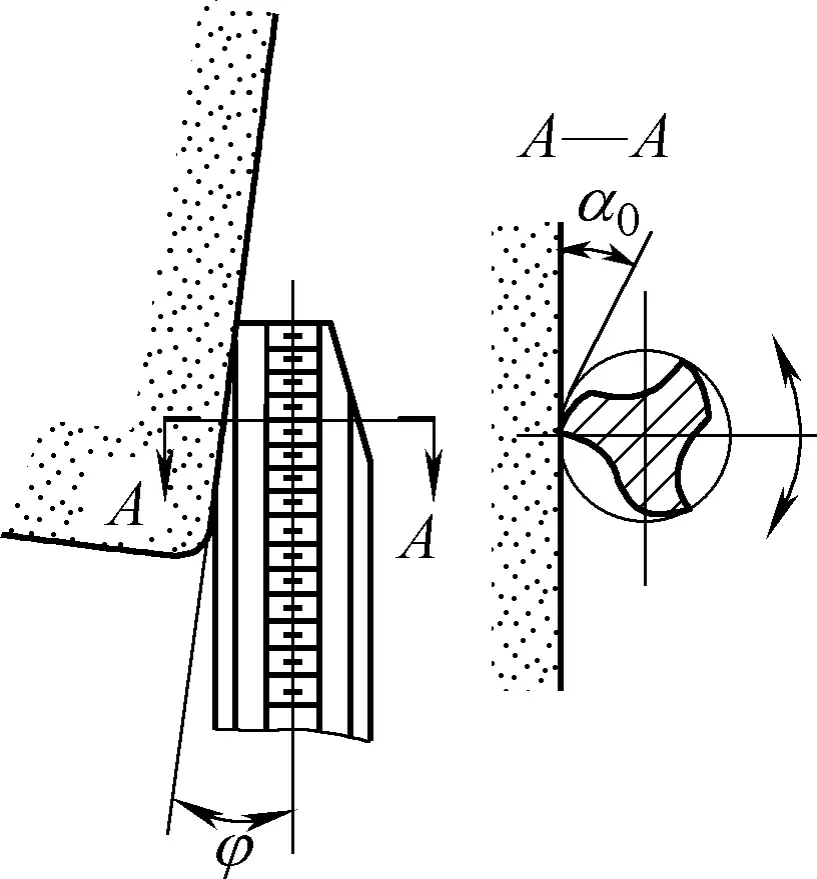
Kılavuzun kesici kısmı aşındığında, kılavuzun her bir diş oluğunun kesme konisi açısı ve kabartma açısının tutarlılığını sağlamak için arka kesme yüzeyi bir takım taşlama makinesinde taşlanabilir. Gerçek üretimde, operatörler arka kesme yüzeyini Şekil 5'te gösterildiği gibi bir taşlama makinesinde de taşlayabilirler. Taşlama yöntemi matkap taşlamasına benzer ve gereksinimler temelde aynıdır.
Kalıp, dış dişleri işlemek için kullanılan bir alettir. İşlenen farklı diş türlerine göre iki tip vardır: dairesel kalıplar ve 55° sızdırmaz boru dişi kalıpları. Alaşımlı takım çeliğinden veya yüksek hız çeliğinden yapılırlar ve su verme işlemine tabi tutulurlar.
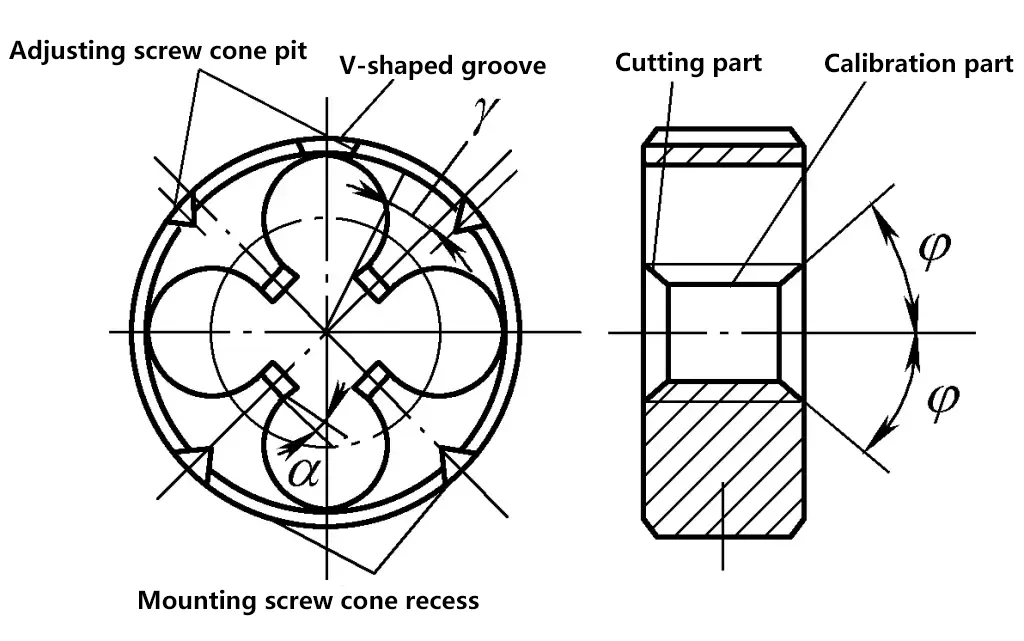
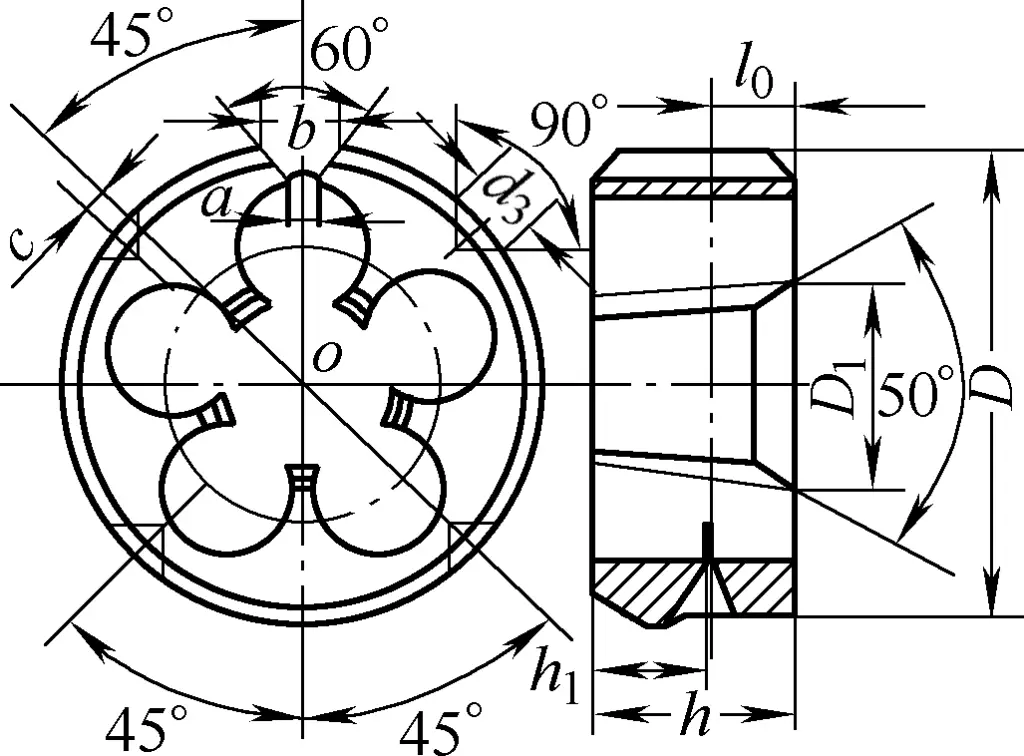
Dairesel kalıbın şekli, kesme kenarları oluşturmak için dişin ana çapının yakınında açılan birkaç talaş kaldırma deliği ile bir somununkine benzer. Kalıp bir kesme parçası ve bir kalibrasyon parçasından oluşur ve yapısı Şekil 6'da gösterilmiştir.
Bu kalıp özellikle Şekil 7'de gösterildiği gibi küçük çaplı boruların ucundaki konik dişlere diş açmak için kullanılır. 55° sızdırmaz boru dişi kalıbının sadece bir tarafında kesme konisi vardır ve sadece tek başına kullanılabilir; yapısının diğer kısımları dairesel kalıbınkilere benzer.
Dişler genellikle silindirik çubuklar üzerinde manuel işlemle yapılır ve buna manuel diş açma denir.
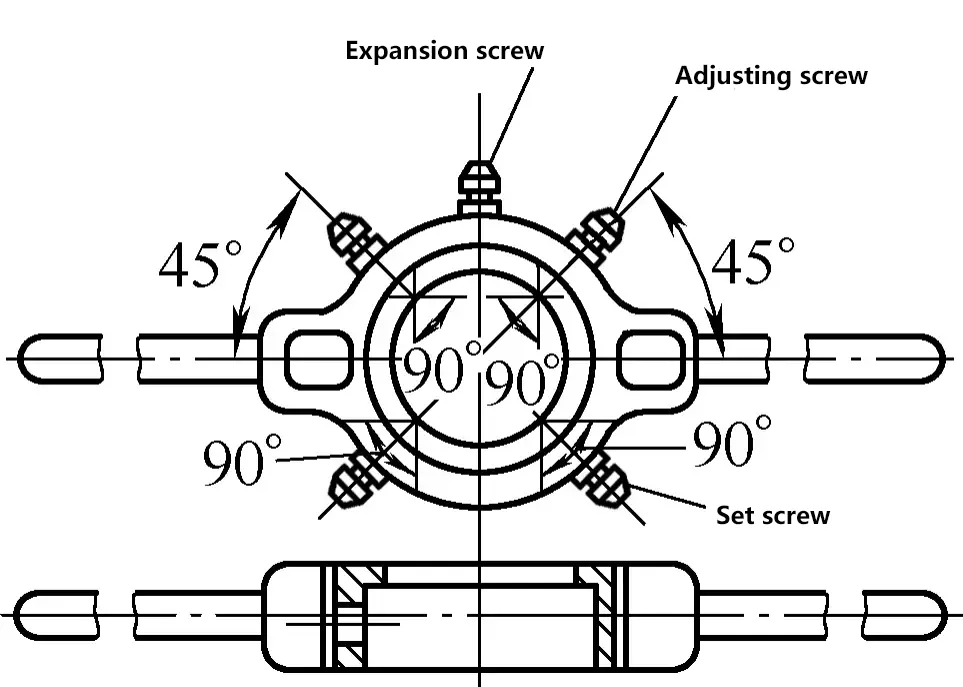
Manuel diş açma için ana alet dairesel pafta tutucudur. Dairesel pafta tutucu, pafta takmak için kullanılır ve genel yapısı Şekil 8'de gösterilmiştir. Kullanım sırasında, kalıbı tutucuya sıkıca sabitlemek için vidayı 8 ve ayar vidasını sıkın.
Tıpkı bir kılavuzla diş açmada olduğu gibi, bir iş parçasına diş açmak için dairesel bir kalıp kullanıldığında, malzeme sıkıştırma nedeniyle deforme olur ve diş tepesi hafifçe yükselir. Bu nedenle, diş açmadan önce yuvarlak çubuğun çapı, dişin ana çapından biraz daha küçük olmalıdır. Genel olarak, yuvarlak çubuğun çapı aşağıdaki formül kullanılarak hesaplanır:
d0=d-0.13P
Formülde:
Yuvarlak çubuğun diş açılmadan önceki çapı da Tablo 3'e göre belirlenebilir.
Tablo 3 Pafta ile Diş Açarken Çubuğun Çapı
| Kaba Diş Metrik | İnç İplik | 55° Sızdırmaz Boru Dişi | |||||||
| Diş Çapı d/mm | Diş Aralığı P/mm | Yuvarlak Çubuk Çapı d0/mm | Diş Çapı / inç① | Yuvarlak Çubuk Çapı d0/mm | Diş Çapı / inç① | Boru Dış Çapı d0/mm | |||
| Minimum Çap | Maksimum Çap | Minimum Çap | Maksimum Çap | Minimum Çap | Maksimum Çap | ||||
| M6 | 1 | 5.8 | 5.9 | 1/4 | 5.9 | 6 | 1/8 | 9.4 | 9.5 |
| M8 | 125 | 7.8 | 7.9 | 5/16 | 7.4 | 7.6 | 1/4 | 12.7 | 13 |
| M10 | 1.5 | 9.75 | 9.85 | 3/8 | 9 | 9.2 | 3/8 | 16.2 | 16.5 |
| M12 | 1.75 | 11.75 | 11.9 | 1/2 | 12 | 12.2 | 1/2 | 20.5 | 20.8 |
| M14 | 2 | 13.7 | 13.85 | - | - | - | 5/8 | 22.5 | 22.8 |
| M16 | 2 | 15.7 | 15.85 | 5/8 | 15.2 | 15.4 | 3/4 | 26 | 26.3 |
| M18 | 2.5 | 17.7 | 17.85 | - | - | - | 7/8 | 29.8 | 30.1 |
| M20 | 2.5 | 19.7 | 19.85 | 3/4 | 18.3 | 18.5 | 1 | 32.8 | 33.1 |
| M22 | 2.5 | 21.7 | 21.85 | 7/8 | 21.4 | 21.6 | 1.125 | 37.4 | 37.7 |
| M24 | 3 | 23.65 | 23.8 | 1 | 24.5 | 24.8 | 1.25 | 41.4 | 41.7 |
| M27 | 3 | 26.65 | 26.8 | 1.25 | 30.7 | 31 | 1.875 | 43.8 | 44.1 |
| M30 | 3.5 | 29.6 | 29.8 | - | - | - | 1.5 | 47.3 | 47.6 |
| M36 | 4 | 35.6 | 35.8 | 1.5 | 37 | 37.3 | |||
| M42 | 4.5 | 41.55 | 41.75 | ||||||
| M48 | 5 | 47.5 | 47.7 | ||||||
| M52 | 5 | 51.5 | 51.7 | ||||||
| M60 | 5.5 | 59.45 | 59.7 | ||||||
① inç yasal olmayan bir ölçü birimidir, 1 inç = 25,4 mm.
Manuel diş açma işleminin ana yöntemleri ve kilit noktaları aşağıdaki gibidir:
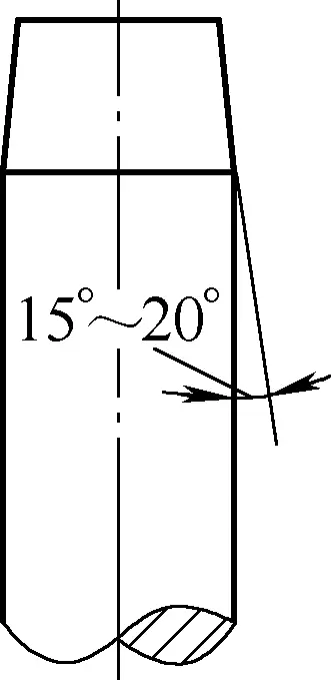
1) Diş açmadan önce, yuvarlak çubuğun ucu Şekil 9'da gösterildiği gibi 15°~20°'lik bir açıyla pahlanmalıdır. Üst ucun minimum çapı, dişin küçük çapından daha küçük olmalıdır, bu da kalıbın hizalanmasını ve kesilmesini kolaylaştırır.
2) Diş açarken, kesme torku çok büyüktür ve yuvarlak çubuğun dişli kısmı çeneye yakın olmalıdır. Sıkıştırırken, yuvarlak çubuğu sıkıştırmak için çene pedleri olarak sert ahşap veya kalın bakır plaka kullanın ve yuvarlak çubuğun yüzeyine zarar vermeden sıkı olmasını sağlayın.
3) Diş açarken, pafta yüzü yuvarlak çubuğun eksenine dik olmalıdır. Sol avuç içi ile kalıba bastırın ve sağ el ile kalıp tutucuyu döndürün. Kalıp yuvarlak çubuğa diş açmaya başladığında, kuvvet uygulamayı bırakın ve sadece eşit şekilde döndürün. Talaşları kırmak için sık sık ters çevirin. Kullanım kesme sıvısı Çelik çubuklara diş açarken dişlerin yüzey kalitesini iyileştirmek ve kalıbın ömrünü uzatmak için.