K Faktörü ile Sac Metal Açılımı Nasıl Hesaplanır
Hiç bir sac levha üzerinde mükemmel bir bükülme elde etmek için uğraştınız mı, ancak...

Bükülme K-faktörünün hesaplanması, nötr katmandan olan mesafenin aşağıdakilere oranını içerir sac metal malzeme bükülmenin iç yüzeyine olan mesafesi sac kalınlığına eşittir. Formül K-faktörü = δ/T şeklindedir. Burada, δ iç yüzeyden nötr katmana olan mesafeyi temsil eder ve T sac levhanın kalınlığıdır. K-faktörünün kullanılması, sac metal parçaların düz uzunluğunun doğru bir şekilde hesaplanmasına yardımcı olabilir.
Daha fazla kolaylık sağlamak için sac bükme hesaplayici düz uzunluğu hesaplamak için.
SolidWorks'te K-faktörünün ayarı bükülme yarıçapı ile ilişkilidir, ancak bu ilişkinin gerçek koşullara göre tanımlanması gerektiğinden spesifik değerini belirlemek kolay değildir. Kontrol etmek için sac metal açma Daha doğrusu SolidWorks, kullanıcıların malzeme tabanlı varsayılan K faktörlerini uygulamak için farklı K faktörü değerleri belirlemelerine olanak tanıyan bir bükme kesintisi tablosu sunar. Ayrıca, malzeme bazlı varsayılan K faktörleri sac metal spesifikasyon tablosu aracılığıyla da uygulanabilir.
Uygulamada, bükülme yarıçapı büyük olduğunda veya belirli bir bükülme yarıçapı (R5 veya R8 gibi) müşteri tarafından isteniyorsa, doğruluğu sağlamak için açmada K faktörü kullanılabilir. Örneğin, gerçek bükülme yarıçapı 8 ve sac kalınlığı 2 ise, K-faktörü değeri 0,415 olacaktır.
Metalurjik K faktörleri, üretim sürecindeki bükme işlemlerini önemli ölçüde etkiler. Her metal türüne özgü olan K faktörü, metalürjik malzemeler bükülmeye tabi tutulduğunda bükülme payını tahmin etmek için bir kılavuz görevi görür. Bu faktörlerin hassas bir şekilde uygulanması, bükme işleminden önce doğru düz kalıpların hesaplanmasında kritik öneme sahiptir. Standart malzemelerle ilişkili değerler aşağıdaki gibidir:
| Malzeme Sınıfı | Değişken Açılarda K Faktörü |
|---|---|
| Şekillendirilebilir | 0.35 |
| Orta seviye | 0.41 |
| Esnek | 0.45 |
Bu alemde sac metal i̇malatihassasiyet çok önemlidir. Bükme prosedürü sırasında, levhalar aşağıdaki gibi makineler kullanılarak kalıplanır pres freni. Bu aygıtta, bir cihazın kombinasyonu kullanılmaktadır. zımba ve kalıp. Zımba, levhayı kalıbın içine doğru iterek bir bükülme oluşturur.
Hassasiyeti korumak ve operasyonel güvenliği sağlamak için zımba ve kalıp arasındaki uyumluluk çok önemlidir.
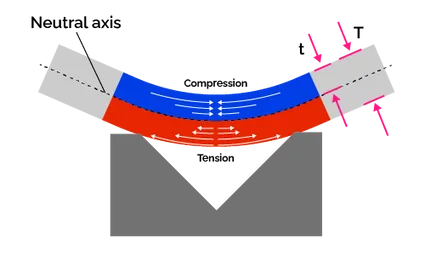
Bükme sırasında tabakanın enine kesiti incelendiğinde nötr eksen çok önemlidir. Kesiti iki farklı alana bölen, stres veya gerilmenin olmadığı yerdir.
Nötr eksenin üzerinde, tabaka malzemesi dayanır sıkıştırmaaşağıda ise gerginlik. Özellikle, tarafsız eksen konumu uzunluk olarak sabit kalır ancak malzemenin kalınlığına göre konumu değişir.
Bu K-faktörü burada kritik bir kavram olarak ortaya çıkar ve tarafsız eksenin malzemenin kalınlığına göre konumunu tanımlar. K-faktörü esasen tarafsız eksenin konumu ile sacın kalınlığı arasındaki orantıdır. Matematiksel formülasyon yoluyla,
K-faktörünün hesaplanması, nötr eksenin kaymasını öngördüğü için hayati önem taşımaktadır. Bu kayma, bükümün iç yüzeyinden ( K × T ) kadar bir mesafede meydana gelir.
K-faktörünün anlaşılması, sac metal imalatında ustalaşmanın ayrılmaz bir parçasıdır ve bükümlerin doğruluğunu ve üretimin verimliliğini artırır.
Bir K-faktörü hesaplayıcısı kullanmak, hassas hesaplamalar için belirli değerler gerektirir:
Bu girdileri kullanan K-faktörü hesaplayıcısı, bükme sırasında hiçbir sıkıştırma veya genleşme yaşamayan bükme alanı içindeki hayali bir çizgi olan nötr eksenin iç yüzeyden malzeme kalınlığına göre bulunduğu oranı sağlar.
Sac malzemeler için kalınlık çok önemli bir rol oynamaktadır. Sunulan veriler, K faktörünün kalınlıkla nasıl ölçeklendiğini açıklamaktadır.
| Metal Kalınlığı (mm) | K Faktörü (Tüm Bükülme Açıları) |
|---|---|
| 0.8 | 0.615 |
| 1.0 | 0.45 |
| 1.2 | 0.35 |
| 1.5 | 0.348 |
| 2.0 | 0.455 |
| 3.0 | 0.349 |
| 4.0 | 0.296 |
Bükme kesintisi, özellikle 90 derecelik köşelerde metal sac bükme için çok önemlidir. Aşağıda çeşitli malzeme kalınlıkları için bir kesinti tablosu verilmiştir:
| Metal Kalınlığı (mm) | Bükme İndirimi (90º Köşeler) |
|---|---|
| 0.8 | 1 |
| 1.0 | 1.5 |
| 1.2 | 2 |
| 1.5 | 2.5 |
| 2.0 | 3 |
| 3.0 | 5 |
| 4.0 | 7 |
| 5.0 | 10 |
Sac metal bükülürken, iç yüzeyden boyut olarak değişmeyen katmana olan mesafe çok önemli bir husustur ve buna K faktörü denir. K faktörü, bir metal bükümünün sonucunu tahmin etmek için gerekli bilgileri sağlayan bir orandır. İç yüzeyden nötr tabaka olarak adlandırılan ve uzunluğun sabit kaldığı tabakaya kadar olan ölçünün tabakanın toplam kalınlığına bölünmesiyle elde edilir.
Bir metal levha bir yay şeklinde büküldüğünde, iç ve dış yüzeylerdeki uzunluklar belirgin bir şekilde değişir. İç yüzey kısalırken dış yüzey uzar, bu da tasarım sırasında bir bükme payı ihtiyacına yol açar. Malzeme bükülmeye uyum sağladığından, süreç boyunca orijinal uzunluğunu koruyan fiziksel katman doğru hesaplamalar için kritik önem taşır.
Maksimum K faktörü doğal olarak sac kalınlığı ile sınırlıdır:
Bu kısıtlama, bükülme sırasında her iki yüzeyin de uzunluk değişimine uğramasına rağmen, nötr tabakanın iç yüzeye doğru eğildiği gözleminden kaynaklanmaktadır - daha önce sahip olunan inançların tam aksine. Örneğin, sıkı bir bükülme ile iç yüzey 0,3 birim daralırken, dış yüzey 1,7 birim genişleyebilir. K-faktörünün 0,5'i aşmamasını sağlamak, bükülme sürecinin asimetrik yer değiştirme özelliğini açıklar.
Bükülmeye maruz kalan malzemeler için K faktörü statik değildir ve uygulanan bükme işlemine göre değişir.
Elastik deformasyonla karakterize edilen ilk bükme aşamalarında, tarafsız eksen malzemenin kalınlığının orta noktasında bulunur. Bükülme plastik deformasyona doğru ilerledikçe - kalıcı ve telafi edilemez - tarafsız eksen bükülmenin iç tarafına doğru hareket eder.
R/T oranı, bükme işlemlerinde deformasyonun boyutunu ölçer; R iç bükme yarıçapını ve T malzemenin kalınlığını ifade eder.
R/T oranındaki düşüş, daha yoğun bir deformasyon ve nötr eksenin içe doğru kaymasının artmasıyla ilişkilidir. Belirli koşullar altındaki gözlemsel veriler R/T ile K faktörü arasındaki bu ilişkiyi ortaya koymaktadır:
| R/T Oranı | K Faktörü |
|---|---|
| 0.1 | 0.21 |
| 0.2 | 0.22 |
| 0.3 | 0.23 |
| 0.4 | 0.24 |
| 0.5 | 0.25 |
| 0.6 | 0.26 |
| 0.7 | 0.27 |
| 0.8 | 0.30 |
| 1.0 | 0.31 |
| 1.2 | 0.33 |
| 1.5 | 0.36 |
| 2.0 | 0.37 |
| 2.5 | 0.40 |
| 3.0 | 0.42 |
| 5.0 | 0.46 |
| 7.5 | 0.50 |
Tarafsız eksenin yarıçapının (ρ) hesaplanması ρ = R + KT denklemini içerir; burada K, K faktörünü ve T malzemenin kalınlığını temsil eder.
Malzemenin özellikleri ve uygulanan bükme teknikleri K faktörünü etkiler.
Tipik olarak, daha yumuşak sac metaller daha düşük K değerleri gösterir ve bu da nötr eksenin bükülme içinde belirgin bir şekilde kaymasına neden olur.
90 derecelik bükümler için veri tabloları çeşitli malzemeler için referans K değerleri sunar:
| Bükme Masası | Malzeme Türü | K Faktörü |
|---|---|---|
| 1 | Yumuşak pirinç, bakır | 0.35 |
| 2 | Sert pirinç, bakır, yumuşak çelik, alüminyum | 0.41 |
| 3 | Sert pirinç, bronz, soğuk haddelenmiş çelik, yay çeliği | 0.45 |
Bükülme açısı, özellikle daha küçük iç yarıçaplı bükülmeler için K değerlerinin ayarlanmasında rol oynar.
Bükülme açısı arttıkça, tarafsız eksenin içe doğru göçü de artar.
K-faktörü, bükme işlemi sırasında deformasyonun boyutunu ölçen ve bükülürken malzemenin gerinim ve stres durumunu yansıtan kritik bir parametredir. Paslanmaz çelik ve alüminyum gibi malzemeler için K-faktörünün etkileri öncelikle birkaç kilit alanda gözlemlenir:
Paslanmaz çelik için bükme K faktörü, malzeme özellikleri, sac kalınlığı, bükme yarıçapı, bükme açısı ve bükme işlemi ve ekipmanı dahil olmak üzere çeşitli faktörlerden etkilenir. Paslanmaz çelik için bükme işlemini optimize etmek amacıyla uygun malzemelerin seçilmesi, sac kalınlığının, bükme yarıçapının ve açısının kontrol edilmesi ve K-faktörünü azaltmak ve bükme deformasyonunu en aza indirmek için gelişmiş bükme tekniklerinin ve ekipmanlarının kullanılması önemlidir. Bu durum, paslanmaz çelik için bükme K-faktörünün diğer malzemelere kıyasla bu faktörlere daha duyarlı olduğunu göstermektedir.
Alüminyum için, bükme deformasyonu işlemi sırasında, iç kısımdaki malzeme sıkıştırılırken, dış kısımdaki malzeme gerilir ve malzeme bir yay içinde dağıtılan orijinal uzunluğunu korur. Bu, alüminyumun bükme deformasyonu sırasında güçlü bir elastik geri kazanım kabiliyeti sergilediğini göstermektedir. Bununla birlikte, bu aynı zamanda K-faktörünün nispeten yüksek olduğu anlamına gelir, çünkü alüminyum bükme deformasyonu sırasında önemli gerilme ve gerilmeye maruz kalır.
Bükme K-faktörünün etkisi, paslanmaz çelik ve alüminyum gibi farklı malzemeler arasında değişiklik göstermektedir. Paslanmaz çelik için, özellikleri ve işleme koşulları nedeniyle, K-faktörü daha kolay etkilenebilir; alüminyum için ise, iyi elastik geri kazanım kabiliyetine rağmen, K-faktörü, özellikle yapının stabilitesini ve güvenliğini sağlamak için K-faktörünün hassas kontrolünün gerekli olduğu karmaşık yapılar tasarlanırken önemli bir husus olmaya devam etmektedir.
K-faktörü değerlerini çeşitli bükme kalıplarına ve basınçlarına göre ayarlamak için öncelikle K-faktörünün temel kavramını ve işlevini anlamak gerekir. K-faktörü veya Nötr Faktör, aşağıdaki durumlarda kullanılır sac metal tasarimi bükme işlemi sırasında nötr tabakanın kalınlığını tanımlamak, bükme sırasında sac metal parçadaki deformasyon ve potansiyel hasarın boyutunu belirlemek için kullanılır. K-faktörünün ayarlanması öncelikle aşağıdaki hususları dikkate alır:
Plaka kalınlığı ile R değeri arasındaki ilişki: K-faktörü genellikle plaka kalınlığının (R) plaka kalınlığına (R) bölünmesiyle belirlenir. Örneğin, gerçek R değeri 8 ve plaka kalınlığı 2 ise, K-faktörü 0,415 olacaktır. Bu, K-faktörü ayarlamasının gerçek plaka kalınlığı ve R değerine göre yapılabileceğini gösterir.
Bükülme açısı: 90 derece dışındaki bükümler için K-faktörünü hesaplama formülü değişir. Bunun nedeni, farklı bükme açılarının sac metal parça üzerinde farklı etkilere sahip olması ve bu nedenle belirli bükme açısına göre K faktöründe ayarlamalar yapılması gerekmesidir.
Kalıp özellikleri ve basınç: Her bir bükme kalıbının basıncı ve özellikleri, K-faktörünün ayarlanmasını etkileyecek şekilde değişir. Örneğin, düzensiz bükümler için K faktörü 0,5 olarak ayarlanabilir ve nötr katman doğrudan AUTOCAD kullanılarak ölçülür, ardından özel duruma göre ayarlanır. Bu, uygulamada, katlanmamış boyutların doğruluğunu sağlamak için alt kalıp oluğunun genişliği gibi kalıbın belirli parametrelerini de dikkate almak gerektiğini göstermektedir.
Yazılım araçları genellikle önceden ayarlanmış K-faktörleri ve eğilme katsayıları sağlar, ancak kullanıcılar ihtiyaçlarına göre kişiselleştirilmiş ayarlar da yapabilirler.
K faktörü değerlerinin ayarlanması, plaka kalınlığı ve R değeri, bükme açısı, kalıp özellikleri ve basıncın yanı sıra yazılım araçlarının yardımının kapsamlı bir şekilde değerlendirilmesini gerektirir. Hassas hesaplama ve uygun ayarlama sayesinde, bükme işlemi sırasında sac metal parçaların performansının ve kalitesinin tasarım gereksinimlerini karşılamasını sağlamak mümkündür.
SolidWorks gibi yazılımlarda, tarafsız eksenin konumunun sac metal parçanın kalınlığına oranını temsil eden K-faktörü, genellikle SOLIDWORKS uygulamasında Microsoft Excel formatında bulunan ve kurulum dizininde belirli bir klasörde yer alan tablolar aracılığıyla K-faktörü eğilme katsayısı belirtilerek doğru bir şekilde ayarlanabilir ve uygulanabilir.
Bükme için K-faktörünü doğru bir şekilde uygulamak için aşağıdaki yöntemler kullanılabilir:
K faktörünü doğru bir şekilde ayarlamanın ve uygulamanın anahtarı, farklı tasarım ihtiyaçlarını ve malzeme özelliklerini karşılamak için SOLIDWORKS tarafından sağlanan K faktörü bükme katsayısı tablolarının yanı sıra manuel ayarlamalar ve ayar tekniklerinin kullanılmasında yatmaktadır. Bu yöntemler, tasarımın doğruluğunu ve verimliliğini önemli ölçüde artırabilir.
K-faktörünün hesaplanmasında yaygın yanlış anlamalar ve hatalar şunlardır:
K-faktörünün derinlemesine veya tek taraflı olarak anlaşılmaması.
Örneğin, kullanıcı tavsiye büyümesi metriğinin ölçülmesinde, K-faktörü yanlışlıkla ürün kalitesinin doğrudan bir yansıması olarak görülmekte, kullanıcı davranışının karmaşıklığı ve tavsiye etme istekliliği göz ardı edilmektedir. Ayrıca, santrifüj verimliliğinin ölçülmesinde, K-faktörü çökelme yollarını göreceli santrifüj kuvvetiyle entegre edebilmesine rağmen, hesaplama yöntemleri ve uygulama senaryoları doğru bir şekilde kavranmadan yanlış anlamalar ortaya çıkabilir.
K-faktörü hesaplanırken veri işlemede karşılaşılan sorunlar.
Bazı durumlarda, K-faktörü için gereken deneysel verilerin elde edilmesi zor olabilir veya hesaplama için belirli referanslara veya kılavuzlara güvenilmesini gerektirebilir. Harici bilgilere olan bu bağımlılık, sonuçların doğruluğunu ve güvenilirliğini etkileyebilir.
K-faktörü değerlerinin uygunsuz seçimi.
Makine öğrenimi alanında, K için çok küçük bir değer seçmek daha yüksek bir hata oranına yol açabilirken, çok büyük bir değer en yakın komşu kavramını sulandırarak çok fazla ortalama sonuca neden olabilir. Bu, belirli koşullara göre uygun bir K faktörü değeri seçmenin pratik uygulamalarda yaygın bir zorluk olduğunu göstermektedir.
K-faktörü ile diğer ölçütler arasındaki ilişkinin göz ardı edilmesi.
Örneğin, K-faktörü 1'den küçükse, sistem yayılmadan yoksun olabilir ve büyüme tamamen durana kadar yeni kullanıcı sayısında kademeli bir düşüşe yol açabilir. Bu durum, K-faktörünün sadece bağımsız bir metrik olmadığını, aynı zamanda kullanıcı yönlendirme büyümesi potansiyelini kapsamlı bir şekilde değerlendirmek için diğer faktörlerle (NPS puanları gibi) birlikte değerlendirilmesi gerektiğini göstermektedir.
K-faktörü hesaplamalarındaki yaygın yanlış anlamalar ve hatalar, K-faktörü kavramının yanlış anlaşılmasını, veri kullanımındaki zorlukları, uygun olmayan seçimi ve diğer ölçütlerle ilişkisinin gözden kaçırılmasını içerir. K-faktörünün doğru anlaşılması ve uygulanması, çeşitli faktörlerin ve koşulların kapsamlı bir şekilde değerlendirilmesini gerektirir.
Sac metaldeki K faktörü, bükme sırasında gerilme veya sıkıştırmanın olmadığı tarafsız eksenin konumu ile sac malzemenin toplam kalınlığı arasındaki oranla ilgilidir. Bu faktör, sacın nasıl büküleceğini anlamanın ayrılmaz bir parçasıdır.
K-faktörünü tespit etmek için:
K-faktörünü etkileyen çeşitli değişkenler bulunmaktadır:
Bükme payı 15 mm ve bükme açısı 60° olan, malzeme kalınlığı ve bükme yarıçapının her ikisi de 10 mm olan bir sac verildiğinde, K faktörü şu şekilde belirlenir 0.432.
Hesaplama, bükülme payını ve bükülme açısına göre malzemenin yarıçapını ve kalınlığını içeren faktörleri içerir.