Boru Kaynağı Pozisyonlarına Genel Bir Bakış: 1G, 2G, 5G ve 6G
Boru kaynağı, inşaattan petrol ve gaza kadar çok sayıda endüstrinin merkezinde yer alır ve malzemenin kesintisiz akışını sağlar...

Kaynaklı yapı bileşenlerinin imalatı sırasında, bir dizi gerekli önlem alınmasına rağmen, genellikle kaçınılmaz olarak artık deformasyon meydana gelir; bu nedenle, artık deformasyon teknik gereklilikleri aştığında, düzeltmek için önlemler alınmalıdır.
Yaygın düzeltme yöntemleri arasında manuel düzeltme, mekanik düzeltme, alev düzeltme ve elektromanyetik düzeltme vb. yer alır.
Manuel düzeltme yöntemi, kaynak parçasının deforme olmuş kısımlarına vurmak için çekiç gibi aletlerin kullanılmasını içerir. Bu yöntem esas olarak küçük ve basit kaynakların eğilme deformasyonu ve ince plakaların dalga deformasyonu için kullanılır.
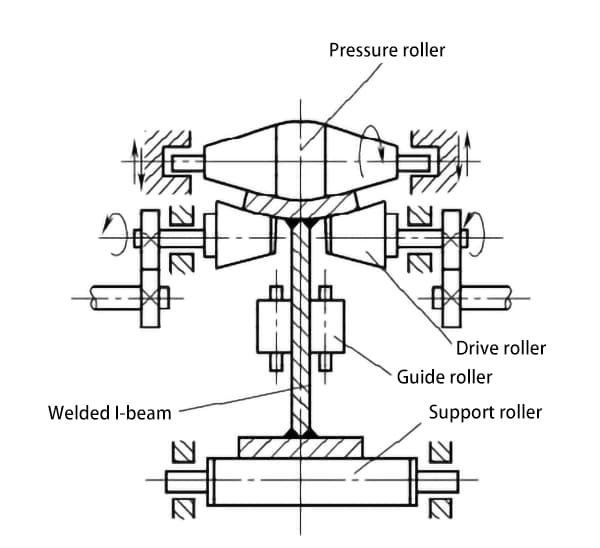
Hidrolik presler, krikolar, özel doğrultma makineleri ve çekiçler yaygın olarak kullanılmaktadır. Kaynak deformasyonunun yönünün tersine bileşende plastik deformasyona neden olmak için dış kuvvetler uygulanır ve böylece birbirlerini nötralize ederler. Şekil 9-80'de bükülmüş bir I-kirişinin kaynaktan sonra pres veya kriko kullanılarak mekanik olarak doğrultulmasının şeması gösterilmektedir. I-kiriş flanşının açı deformasyonu Şekil 9-81'de gösterilen silindir makinesi kullanılarak düzeltilebilir.
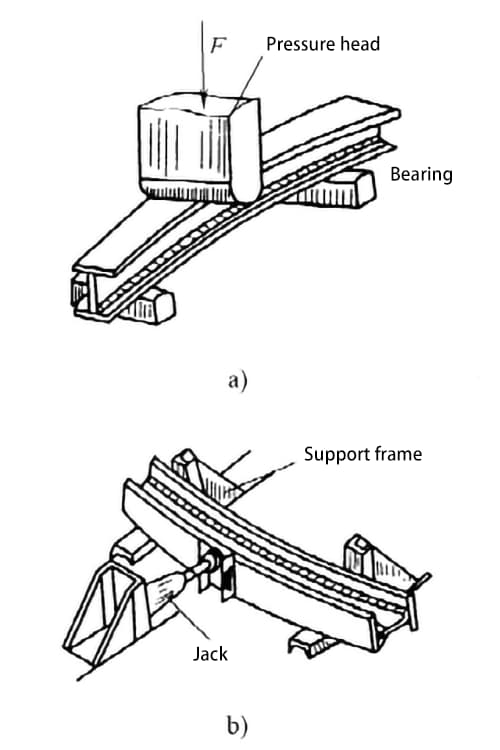
a) Pres düzeltmesi b) Kriko düzeltmesi
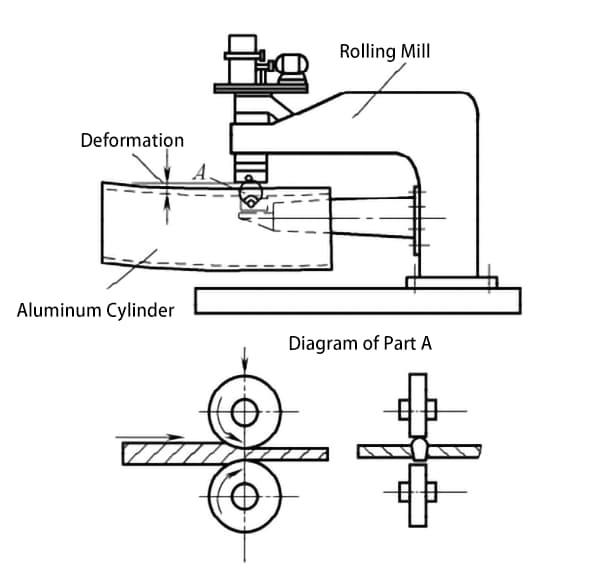
Kaynak sonrası deformasyon esas olarak kaynağın ve yakınındaki alanın büzülmesinden kaynaklanır. Plastik uzama elde etmek için kaynak alanı boyunca dövme veya haddeleme yapılırsa, kaynak sırasında meydana gelen plastik deformasyonu telafi edebilir ve böylece deformasyonu ortadan kaldırabilir. Az miktarda küçük kaynaklı parçalar genellikle bir el çekici ile dövülür. Düzenli kaynaklara sahip ince levha yapıları için, kaynağı ve yakınındaki alanları yuvarlamak için haddeleme ekipmanı kullanılabilir ve iyi teknik ve ekonomik etkiler elde edilebilir.
Şekil 9-82'de bir alüminyum silindirin kaynak sonrası bükülme deformasyonunu düzeltme şeması gösterilmektedir. haddeleme makinesiuzunlamasına dikişin haddelendiği yer. Basınç silindirinin yönünün değiştirilmesi çevresel kaynağı da yuvarlayabilir. Kaynağın haddelenerek dövülmesi sadece artık kaynak deformasyonunu ortadan kaldırmakla kalmaz, aynı zamanda artık kaynak gerilimini de ortadan kaldırır.
Mekanik düzeltme yöntemleri sadece orta ve küçük kaynaklı parçaların basit yapıları için uygundur.
Isıtma düzeltme yöntemi olarak da bilinen alev düzeltme yöntemi, metali yerel olarak ısıtmak için ısı kaynağı olarak bir alev kullanır ve bu da metalin sıkıştırıcı plastik deformasyona uğramasına neden olur. Metal soğudukça büzülür ve bu büzülmenin neden olduğu deformasyon, kaynaktan kaynaklanan artık deformasyona karşı koymak için kullanılır.
Bu yöntemde genellikle bir gaz torcu kullanılır ve özel ekipman gerektirmez. Kullanımı basit ve rahattır, esnektir ve büyük ve karmaşık yapıları düzeltmek için kullanılabilir.
Alev düzeltmesinin etkisini belirleyen üç ana faktör vardır: ısıtma konumu, ısıtma sıcaklığı ve ısıtılan alanın şekli.
1) Isıtma konumu
Başarı veya başarısızlık için anahtar faktördür. Yanlış bir ısıtma pozisyonu sadece deformasyonu düzeltmekte başarısız olmakla kalmaz, aynı zamanda mevcut deformasyonu daha da kötüleştirebilir. Bu nedenle, seçilen ısıtma pozisyonu, deformasyona karşı koymak için kaynaktan kalan deformasyonun tersi yönde deformasyona neden olmalıdır.
Eğilme veya açısal deformasyonun ana nedenleri, kaynakların iş parçasının nötr ekseninin bir tarafında yoğunlaşmasıdır. Bu deformasyonları düzeltmek için, ısıtma konumu Şekil 9-83'te gösterildiği gibi nötr eksenin karşı tarafında seçilmelidir. Isıtma konumu nötr eksenden ne kadar uzak olursa, düzeltme etkisi o kadar iyi olur.
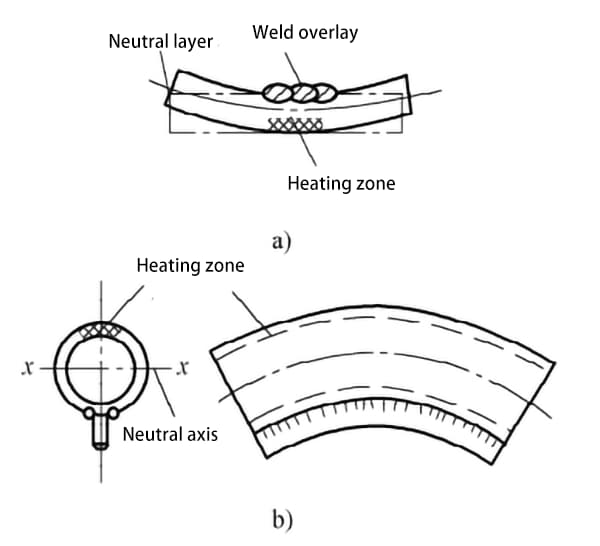
a) Biriktirme kaynağından kaynaklanan açısal deformasyon b) Kanatlı tüp bükme deformasyon
2) Isıtma sıcaklığı
Isıtılan alanın sıcaklığı, bitişik ısıtılmamış alanın sıcaklığından daha yüksek olmalıdır, bu da ısıtılan metalin termal olarak genişlemesine ve engellenmesine neden olarak sıkıştırıcı plastik deformasyona neden olur. Kalın karbon çelik plakalar veya yüksek sertliğe sahip kaynaklı bileşenler için, 100°C'nin üzerindeki yerel ısıtma sıcaklıkları sıkıştırıcı plastik deformasyona neden olabilir. Üretimde, yapısal çeliğin alevle düzeltilerek ısıtılması için sıcaklık genellikle 600~800°C arasında kontrol edilir.
Yerinde sıcaklık ölçümü elverişsizdir, genellikle yaklaşık sıcaklığı tahmin etmek için ısıtılan parçanın rengi gözle gözlemlenir. Tablo 9-13, ısıtma işlemi sırasında çelik levha yüzeyinin renklerini ve bunlara karşılık gelen sıcaklıkları listeler.
Tablo 9-13 Çelik levha yüzeyinin renkleri ve bunlara karşılık gelen sıcaklıklar
| Renk | Sıcaklık (°C) |
|---|---|
| Koyu Kahverengi-Kırmızı | 550-580 |
| Kahverengi-Kırmızı | 580-650 |
| Koyu Kiraz Kırmızısı | 650-730 |
| Derin Kiraz Kırmızısı | 730-770 |
| Kiraz Kırmızısı | 770-800 |
| Açık Kiraz Kırmızısı | 800-830 |
| Parlak Kiraz Kırmızısı | 830-960 |
| Turuncu-Sarı | 960-1050 |
| Koyu Sarı | 1050-1150 |
| Parlak Sarı | 1150-1250 |
| Beyaz-Sarı | 1250-1300 |
3) Isıtma alanının şekli.
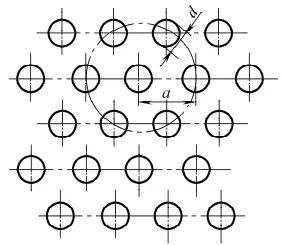
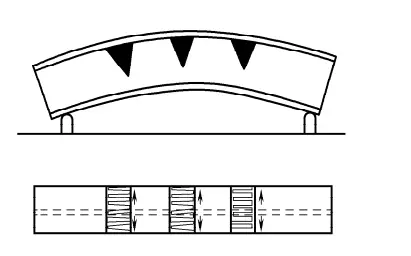
Isıtma alanının şekilleri Şekil 9-84'te gösterildiği gibi nokta, şerit ve üçgeni içerir; nokta ısıtma Şekil 9-85'te, çizgi ısıtma Şekil 9-86'da ve üçgen ısıtma Şekil 9-87'de gösterilmiştir.
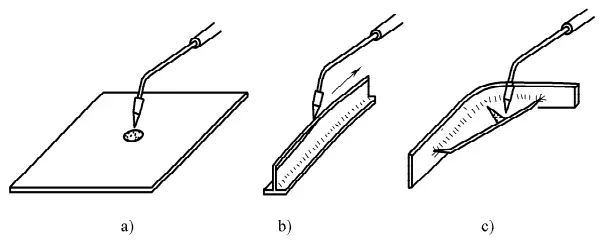
a) Nokta b) Şerit c) Üçgen
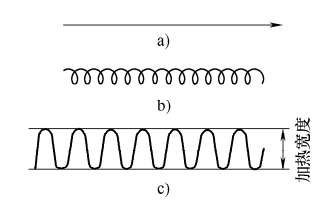
a) Düz ısıtma b) Zincir ısıtma c) Bant ısıtma
Kaynak deformasyonunun alevle düzeltilmesi için yaygın yöntemler Tablo 9-14'te gösterilmiştir.
Tablo 9-14 Isıtma yoluyla kaynak deformasyonunu düzeltme yöntemleri
| Isıtma yöntemi | Yöntemler | Not |
| Noktalı Isıtma (Bkz. Şekil 9-85) | Deformasyona bağlı olarak, ısı bir veya birden fazla noktada uygulanabilir d=φ15 ila φ30mm a=50~100mm | 1. Genellikle oksiasetilen nötr alev kullanın 2. Düzeltilen malzemenin özelliklerine dikkat edin 3. İşyerinin çevre sıcaklığına dikkat edin 4. İnce plakaları düzeltirken, çekiçlemek için tahta bir tokmak kullanın 5. Önce ısıtma konumlarını ve adımlarını deformasyona göre planlayın 6. Isıl işlem görmüş yüksek mukavemetli çelikler için, ısıtma sıcaklığı temperleme sıcaklığını aşmamalıdır 7. Alev düzeltme ile birlikte su soğutma kullanıldığında, su dökülmeden önce çelik kırmızı halini kaybedene kadar soğutulmalıdır. 8. Isıtma konumu genellikle kaynaktan uzaktır 9. Düzeltmeden sonraki işlem kaynak veya gaz kesme ise, alev düzeltme işlemi sırasında gerekli miktarda ters deformasyon yapılabilir 10. Isıtma işlemi sırasında sıcaklığa karşılık gelen renk Tablo 9-13'te gösterilmiştir |
| Doğrusal Isıtma (Bkz. Şekil 9-86) | Alev düz bir çizgi yönünde hareket eder ve ayrıca plaka kalınlığının 0,5 ila 2 katı ısıtma genişliği ile genişlik yönünde yanal salınımlar yapabilir | |
| Üçgen ısıtma (bkz. Şekil 9-87) | Düzeltilmiş çeliğin kenarında, tepesi içe bakacak şekilde bir üçgen şeklinde ısıtın | |
| Isı, su ve güç bir arada kullanılır. | İnce plaka yapılarını ısıtırken ve düzeltirken, düzeltme etkisini iyileştirmek için su soğutma veya harici kuvvet aynı anda kullanılabilir |
Kaynak deformasyonunun alevle düzeltilmesine ilişkin örnekler Şekil 9-88'de gösterilmektedir.
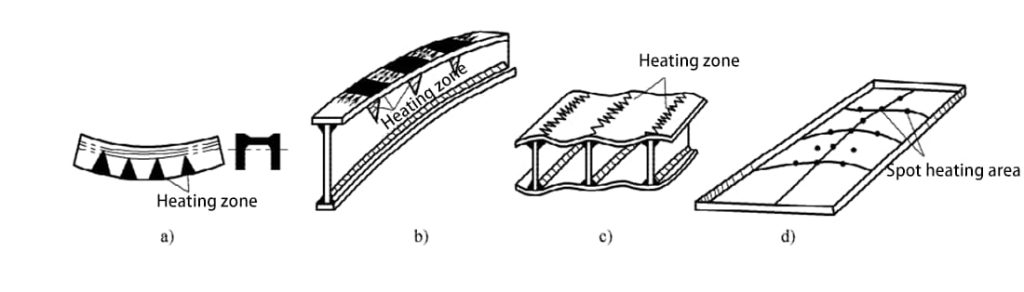
a) Asimetrik kemer çeliğinin yanal bükülmesi
b) Asimetrik I-kirişin yukarı doğru sapması
c) Alın kemer ekleminin açısal deformasyonu
d) Orta incelikteki plakanın dalgalı deformasyonu
Yaygın olarak kullanılan bazı düşük alaşımlı çelikler için alev düzeltme testlerinin sonuçları Tablo 9-15'te gösterilmektedir.
Tablo 9-15 Yaygın olarak kullanılan düşük alaşımlı yapı çeliklerinin alev düzeltme sonrası kısmi test sonuçları
| Çelik Sınıfı | Deneysel Sonuçlar ve Önlemler |
| 14MnNb | Kaynaklı yorulma kirişleri üzerinde yapılan alev düzeltme testleri, alev düzeltmenin çeliğin özellikleri üzerinde çok az etkisi olduğunu göstermektedir |
| Q345 (16Mn) | İyi alev düzeltme ve hidrotermal bükme plakası ile ① Performans. Hidrotermal bükme plakasının ısıtma sıcaklığı 650°C civarında olduğunda, mekanik özellikler neredeyse hiç etkilenmez ve 850~900°C'de ısıtıldıktan sonra bile hala yeterli mukavemet ve plastisiteye sahiptir |
| Q390 (15MnV) | Oksi-asetilen alevi ile lokal ısıtma düzeltmesi çeliğin mekanik özelliklerini etkilemez |
| Q420 | Oksi-asetilen alevi ile lokal ısıtma düzeltmesi çeliğin mekanik özelliklerini etkilemez |
| 14MnVTiXt | Oksi-asetilen alevi ile lokal ısıtma düzeltmesi çeliğin mekanik özelliklerini etkilemez |
| 10MnPNbXt | Oksi-asetilen alevi ile lokal düzeltme çeliğin mekanik özelliklerini etkilemez |
| Q390 (15MnTi) | Oksi-asetilen alevi ile düzeltme kullanılabilir ve ince çelik plakalar da hidrotermal bükme plakaları kullanabilir |
| 08MnPXt | Yerel alevle pişirme ile deformasyonu düzeltirken, sıcaklık 600~700°C arasında olmalıdır. Çünkü 600~700°C'de taneler büyümeye başlar ve 700~800°C'de Widmanstätten yapıları ortaya çıkar |
| Q345 (09MnCuPTi) | İnce plakanın taneleri 900°C'de hala incedir ve Widmanstätten yapıları 900~1000°C'de ortaya çıkar, bu nedenle yerel pişirme düzeltmesi için sıcaklık 700~800°C olmalıdır ve hidrotermal düzeltmenin kullanılmasından kaçınılmalıdır |
Su alevli bükme plakası, gemi yapımında kullanılan bir işlem adıdır. İşlem alevle doğrultma ile tamamen aynıdır; istenen deformasyonu elde etmek için çelik levhayı yerel olarak ısıtmak için alev kullanılmasını ve ısıtma işlemi sırasında su ile hızlı soğutmayı içerir.