SMAW'da Ustalaşmak: Doğru Kaynak Parametrelerini Seçmek
Korumalı metal ark kaynağını (SMAW) bu kadar etkili yapan nedir? Cevap, doğru kaynak parametrelerinin seçilmesinde yatmaktadır. Bu makale...

Farklı kaynak yöntemleri farklı parametrelere sahiptir ve aynı kaynak yöntemi bile farklı çalışma koşulları, iş parçası boyutları, şekilleri, malzemeler ve kaynak sırasındaki kaynak pozisyonları nedeniyle farklı parametrelere sahip olabilir. Bu nedenle, aşağıda yaygın olarak kullanılan kaynak yöntemleri için kaynak parametrelerinin seçilme ilkelerine kısa bir giriş yapılmaktadır.
Kaynak parametrelerinin belirlenmesinde temel olarak aşağıdaki hususlar dikkate alınır:
Bkz. Yaygın olarak kullanılan kaynak yöntemleri tarif edildi.
Diğer kaynak parametreleri değişmeden kaldığında, kaynak akımının artırılması, Şekil 2-67'de gösterildiği gibi kaynağın genişliği neredeyse değişmeden kalırken (veya biraz artarken) kaynağın hem kalınlığını hem de takviyesini artıracaktır. Kaynak akımı çok yüksekse, yanma veya aşırı takviye gibi hatalar olabilir. Kaynak akımı düşürüldüğünde, kaynak kalınlığı azalacak ve kaynak nüfuziyeti kötüleşecektir.
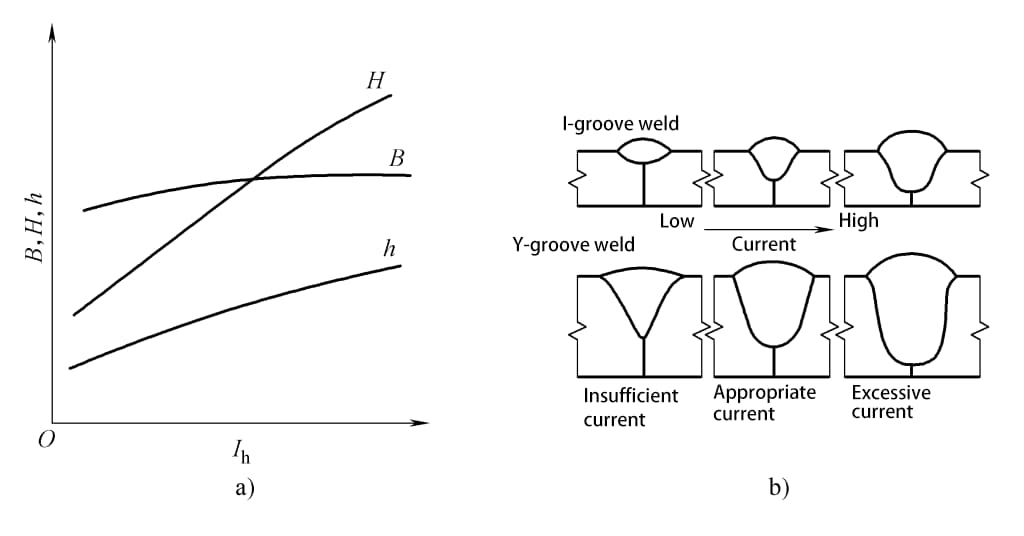
a) Kuralların etkisi b) Kaynak şeklindeki değişiklikler
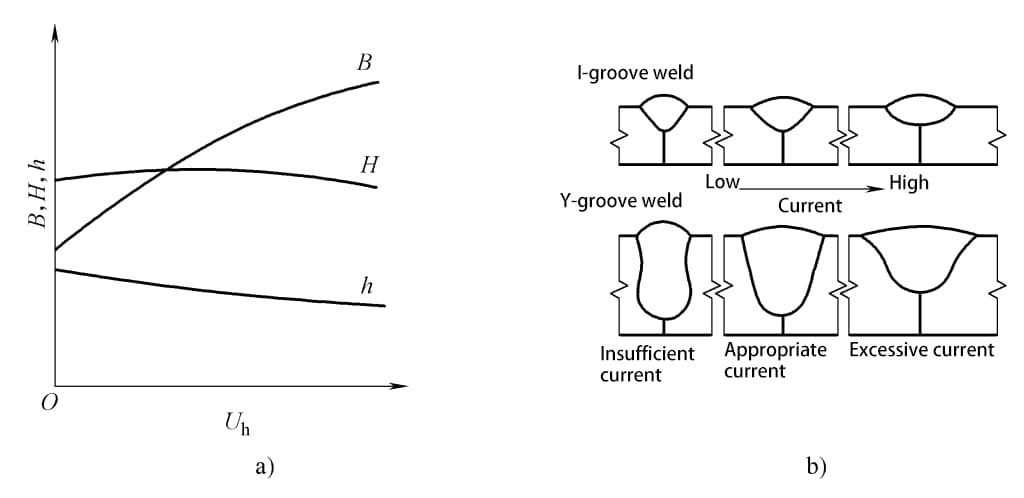
Diğer kaynak parametreleri değişmeden kaldığında, Şekil 2-68'de gösterildiği gibi, ark gerilimindeki bir artış kaynak genişliğini önemli ölçüde artırırken, kaynak kalınlığı ve takviye hafifçe azalır. Kaynak akımının kaynak kalınlığını belirleyen ana faktör olduğu, ark geriliminin ise kaynak genişliğini etkileyen ana faktör olduğu görülebilir.
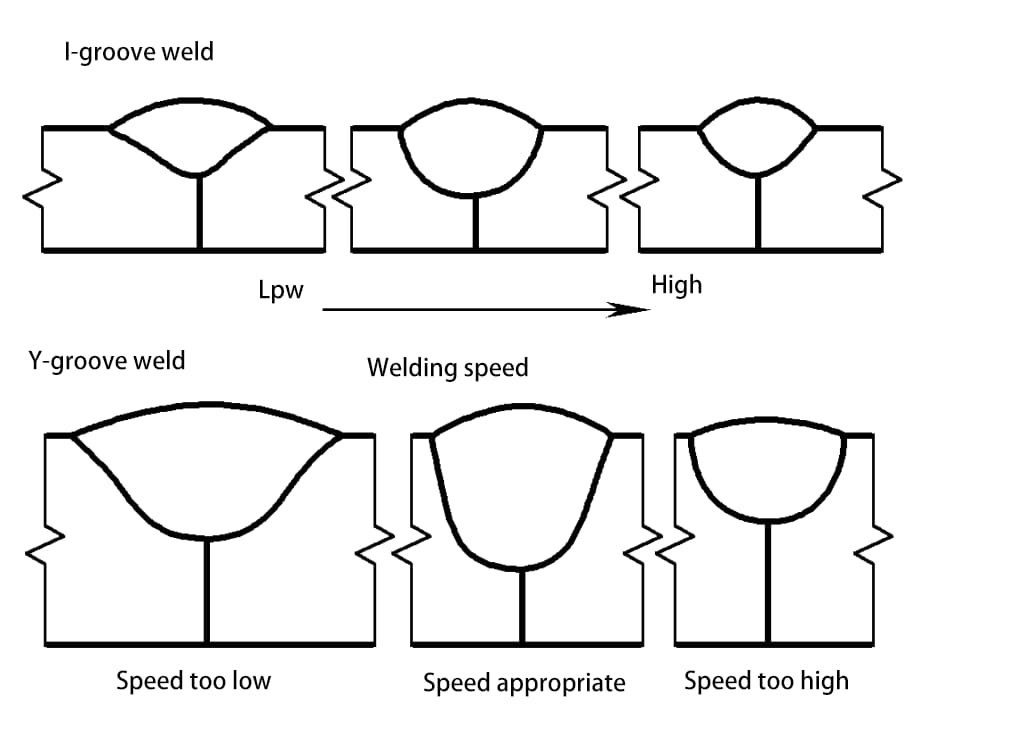
Kaynak hızı, Şekil 2-69'da gösterildiği gibi hem kaynak kalınlığı hem de genişliği üzerinde önemli bir etkiye sahiptir. Kaynak hızı arttığında, hem kaynak kalınlığı hem de genişliği önemli ölçüde azalır.
Yukarıda bahsedilen üç ana kaynak parametresine ek olarak, diğer bazı kaynak parametrelerinin de kaynak şekli üzerinde belirli bir etkisi vardır.
(1) Elektrot çapı ve tel uzatma uzunluğu
Elektrot çapının azaltılması kaynak kalınlığını ve kaynak genişliğini azaltacaktır. Tel uzatma uzunluğu arttıkça, takviye artar. Tel çapı ne kadar küçükse veya malzeme direnci ne kadar yüksekse, bu etki o kadar belirgin olur.
(2) Elektrot eğimi
Kaynak sırasında elektrot (veya tel) iş parçasına göre eğilir, böylece ark her zaman kaynak yapılacak parçayı gösterir. Bu kaynak yöntemine önden kaynak denir. Forehand ile kaynak oluşum faktörü artar, nüfuziyet sığlaşır, kaynak genişliği artar ve takviye azalır. Şekil 2-70'de gösterildiği gibi, forehand açısı α ne kadar küçük olursa, bu etki o kadar belirgin olur. Bu yöntem ince plakaların kaynağı için uygundur. Elektrod (tel) geriye doğru eğildiğinde, durum tam tersidir.
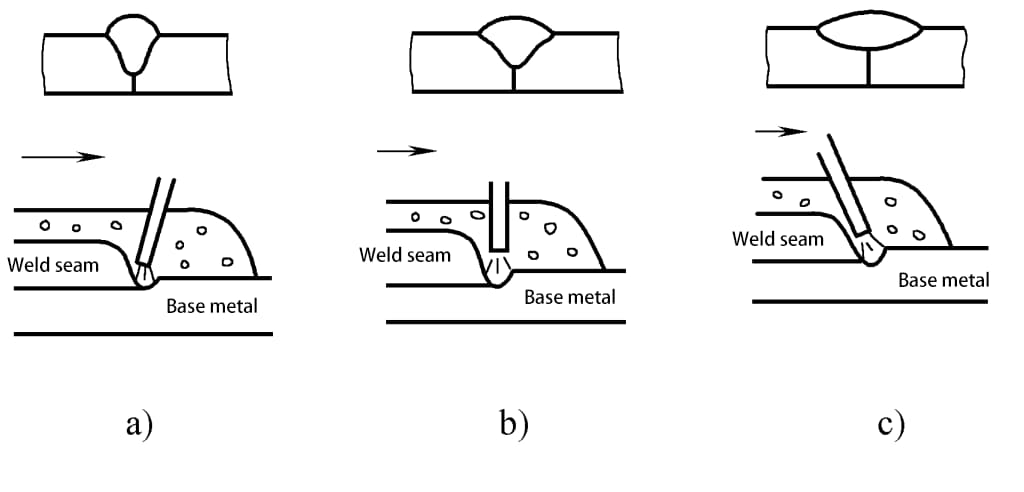
a) Tel geriye doğru eğik b) Tel dikey c) Tel öne doğru eğik
(3) İş parçası eğimi
Yokuş yukarı kaynak yaparken, kaynak kalınlığı ve takviyesi artarken, kaynak genişliği azalır. Yokuş yukarı açı ne kadar büyük olursa, etki o kadar belirgin olur. Yokuş yukarı açı α > 6° olduğunda, oluşum bozulur. Bu nedenle, otomatik ark kaynağında, yokuş yukarı kaynak kullanmaktan her zaman pratik olarak kaçınılır.
Yokuş aşağı kaynakta durum tam tersidir, yani kaynak kalınlığı ve takviye biraz azalırken, kaynak genişliği biraz artar. Bu nedenle, eğim açısı α < 6° olan yokuş aşağı kaynak, yüzey kaynak oluşumunu iyileştirebilir. İnce plakaları korumalı metal ark kaynağı ile kaynaklarken, genellikle yokuş aşağı kaynak kullanılır. Eğim açısı çok büyükse, Şekil 2-71'de gösterildiği gibi, kaynak havuzunda eksik nüfuziyete ve erimiş metalin taşmasına ve kaynak oluşumunun bozulmasına neden olabilir.
a) Yokuş yukarı kaynak b) Yokuş aşağı kaynak
(4) Oluk şekli
Diğer kaynak parametreleri değişmeden kaldığında, oluğun derinliğinin ve genişliğinin arttırılması Şekil 2-72'de gösterildiği gibi kaynak kalınlığını hafifçe arttırır, kaynak genişliğini hafifçe azaltır ve takviyeyi önemli ölçüde azaltır.
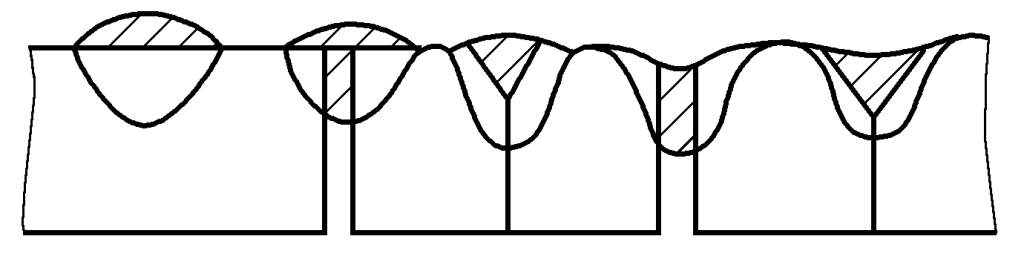
(Şekildeki gölgeli alan, elektrot tarafından biriktirilen metalin kapladığı alanı temsil eder)
(5) Akı
İçinde tozaltı ark kaynağıflux'ın bileşimi, yoğunluğu, tanecikliliği ve istifleme yüksekliğinin tümü kaynağın şekli üzerinde belirli bir etkiye sahiptir. Diğer koşullar aynı olduğunda, ark stabilitesi zayıf olan eritkenler daha kalın kaynaklar üretirken, kaynak genişliği daha küçüktür. Akı yoğunluğu düşük olduğunda, taneciklilik büyük olduğunda veya istifleme yüksekliği azaldığında, ark salınım aralığı genişler, böylece kaynak kalınlığı azalır, kaynak genişliği artar ve takviye biraz azalır.
Ayrıca, cürufun aşırı viskozitesi, cürufun hava geçirgenliğinin zayıf olmasına neden olarak, erimiş havuzun katılaşması sırasında gazların kaçmasını zorlaştırır, kaynak yüzeyinde çok sayıda çukur oluşmasına ve formasyonun bozulmasına neden olur.
(6) Koruyucu gaz bileşimi
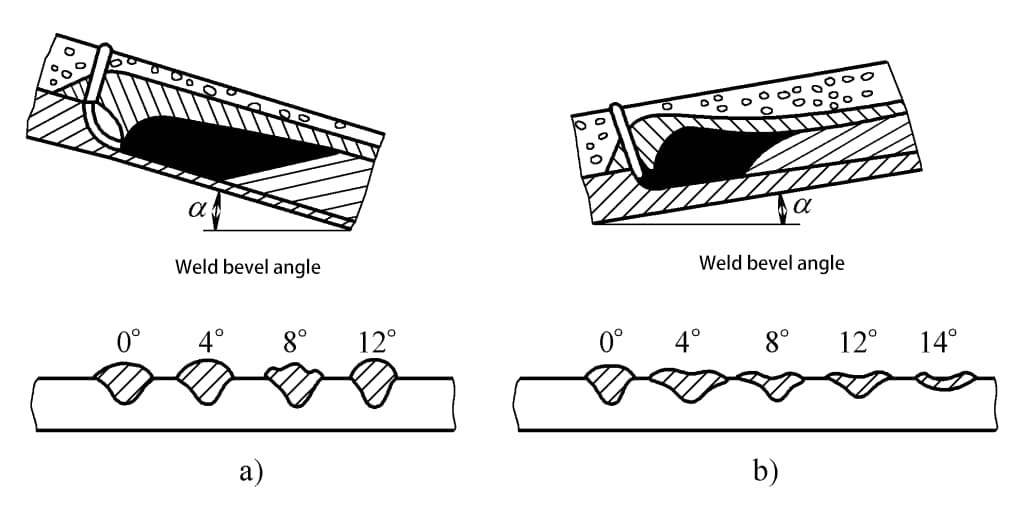
Gaz korumalı kaynakta, koruyucu gazın bileşimi ve bununla yakından ilişkili damlacık geçiş formu, kaynağın şekli üzerinde önemli bir etkiye sahiptir. Ters polarite gaz korumalı metal ark kaynağı için farklı koruyucu gazlar kullanıldığında kaynak şeklindeki değişiklikler Şekil 2-73'te gösterilmiştir.

Jet geçişli argon ark kaynağı her zaman belirgin mantar şekilli kaynaklar oluşturur. Argona O, CO veya H eklenmesi kök oluşumunu genişletebilir ve kaynak kalınlığını biraz artırabilir. Granüler ve kısa devre geçişli ark kaynağı geniş ve sığ bir kaynak şekli oluşturur.
(7) Ana malzemenin kimyasal bileşimi
Ana malzemenin kimyasal bileşimi değişir ve aynı diğer işlem faktörleri altında, kaynağın şekli farklıdır, bu özellikle argon ark kaynağında belirgindir. Örneğin, 06Cr19Ni10 ve 06Cr17Ni12Mo2 paslanmaz çeliklerinin üç farklı kaynağı, aynı kaynak parametreleri ile tungsten elektrot argon ark kaynağı yöntemi ile kaynaklandığında, elde edilen kaynak şeklindeki değişiklikler Tablo 2-24'te gösterilmiştir.
Tablo 2-24 Ana Malzemenin Kimyasal Bileşiminin Kaynak Şekli Üzerindeki Etkisi
| Hayır. | Ana malzemenin kimyasal bileşimi (kütle fraksiyonu, %) | Kaynak kalınlığı/mm | Kaynak genişliği/mm | Ark gerilimi/V | |||||||
| C | Si | Mn | P | S | Cr | Mo | Ni | ||||
| 1 | 0.034 | 0.55 | 1.63 | 0.03 | 0.002 | 17.2 | 2.65 | 11.4 | 2.5 | 6.8 | 15.1 |
| 2 | 0.037 | 0.63 | 0.93 | 0.018 | 0.02 | 16 | 2.18 | 10.2 | 1.7 | 6.8 | 14.9 |
| 3 | 0.042 | 0.45 | 1.65 | 0.032 | 0.012 | 16.3 | 2.62 | 11.5 | 1.6 | 6.6 | 14.9 |
| 4 | 0.041 | 0.67 | 1.66 | 0.031 | 0.014 | 17.8 | - | 8.6 | 3 | 5.2 | 15.1 |
| 5 | 0.036 | 0.4 | 1.54 | 0.035 | 0.11 | 18 | - | 8.8 | 2.3 | 6.5 | 15.2 |
| 6 | 0.44 | 0.6 | 0.99 | 0.016 | 0.004 | 17.8 | - | 9.1 | 1.3 | 6.9 | 14.7 |
Not: Tungsten çubuk ucu 45°, ark uzunluğu 2mm, akım 150A, kaynak hızı 300mm/dak