
Sac Metal Ağırlığı Nasıl Hesaplanır: Temel Formüller
Sac levhanın ağırlığını hızlı bir şekilde nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu makale, sacın ağırlığını hesaplamak için basit bir formül...
Her seferinde mükemmel kesimi hayal edin. Lazer kesim kalitesi sadece hassasiyetle ilgili değildir; aşırı yanma ve cüruf gibi kusurlardan kaçınmakla ilgilidir. Bu makalede kesme yüzeyi pürüzlülüğü, kerf genişliği ve kerf konikliği gibi temel ölçütler incelenmektedir. Pürüzsüz, hatasız kesimlerin nasıl elde edileceğini keşfedin ve bu önemli kalite göstergelerini etkileyen faktörleri anlayın. Lazerle kesilmiş bir parçayı olağanüstü yapan şeyin ne olduğunu ve bunun nasıl etkili bir şekilde ölçüleceğini öğrenin.

Halihazırda Çin'de aşağıdakilere ilişkin herhangi bir standart bulunmamaktadır lazer kesim kalitesi yüzeylerin kalitesini değerlendirmek için uluslararası düzeyde birleşik bir standart bulunmamaktadır. lazer kesim. Kesim kalitesini değerlendirmek için genel olarak iki kategoriye ayrılabilecek birçok olası gösterge vardır: Birincisi, kesme işlemi sırasında kaçınılması gereken kesme kusurlarından oluşur.
Bu kusurlar mevcutsa, kesilen ürün kabul edilemez olarak değerlendirilir. Diğer kategori, kesilen belirli ürüne bağlı olarak değişen ölçülebilir kesim kalitesi göstergelerini içerir.
Aşırı yanma şu durumlarda meydana gelir lazer gücü çok yüksek veya kesme hızı çok yavaş olması, iş parçasının erime aralığının yüksek basınçlı gaz akışının üfleyebileceği kapsamı aşmasına neden olur. Erimiş metal tamamen üflenmez, bu da Şekil 8-2'de gösterildiği gibi aşırı yanmaya ve düzensiz şekilli bir kesme yüzeyine neden olur.
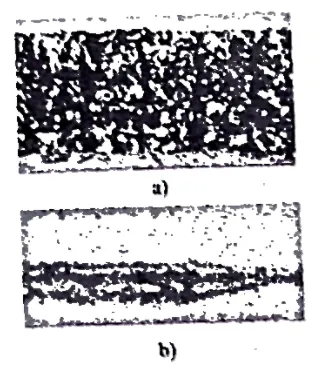
a) Aşırı yanık kesme yüzeyinin profili
b) Çentiğin üstten görünümü
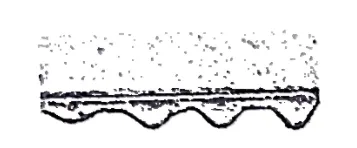
Cüruf, yardımcı gaz akışının kesme sırasında üretilen erimiş veya buharlaşmış malzemeyi tamamen üfleyemediği ve Şekil 8-3'te gösterildiği gibi kesme yüzeyinin alt kenarına yapışan cürufla sonuçlanan olguyu ifade eder. Kesin konuşmak gerekirse, alt kenara yapışan şey tamamen veya kısmen cüruf değil de katılaşmış metal ise, nodül olarak adlandırılmalıdır.
Basitlik açısından, bu belgede bunlardan toplu olarak cüruf olarak bahsedilmektedir ve bunların hepsi bir tür kesme hatası olarak kabul edilmektedir.
R olarak gösterilen kesme yüzeyinin pürüzlülüğüzkesme kalitesinin önemli bir göstergesidir. Bir kesme yüzeyi profili Şekil 8-4a'da gösterildiği gibiyse, Şekil 8-4a'daki AB çizgisinde bir yüzey pürüzlülüğü ölçer tarafından ölçülen yüzey kontur çizgisi Şekil 8-4b'de gösterildiği gibidir.
Rz örnekleme uzunluğu içinde kontur çizgisi üzerindeki en yüksek beş noktadan en düşük beş noktaya olan ortalama mesafedir ve AB çizgisindeki kesme yüzeyinin pürüzlülüğünü temsil eder. Bu bölümde esas olarak pürüzlülüğü etkileyen proses faktörleri ve pürüzlülüğün gerçek zamanlı tespiti ve kontrolü analiz edilecektir.
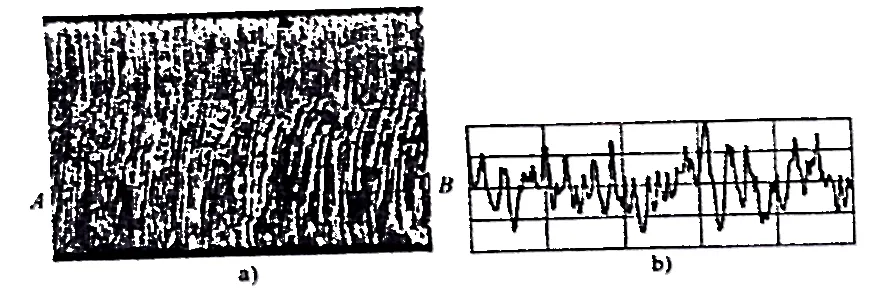
a) Kesme yüzeyinin profili
b) AB konumundaki yüzey kontur çizgisi
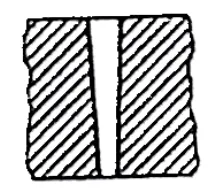
Çentik genişliği esas olarak ışın moduna ve odaklanan noktanın çapına bağlıdır; kesme parametrelerinin de bir miktar etkisi vardır.
Kesme parametreleri yanlış seçildiğinde veya yardımcı gaz basıncı yetersiz olduğunda, çentik Şekil 8-5'te gösterildiği gibi bir koniklik göstererek üstte daha geniş ve altta daha dar olma eğilimindedir. Ancak bu, ince plaka kesimi için önemli bir sorun değildir.
Özet olarak, aşağıdaki ana göstergeler yüksek kaliteli lazer kesim hatasız kesimler, düşük yüzey pürüzlülüğü değerleri ve dar çentik genişlikleridir.
İçin lazer kesim 2mm'den kalın malzemelerde, kesme yüzeyi pürüzlülüğünün dağılımı düzensizdir ve iki belirgin özelliği ile kalınlık yönü boyunca büyük ölçüde değişir:
1) Kesme yüzeyi profili Şekil 8-6'da gösterildiği gibi iki farklı parçaya ayrılmıştır. Üst kısım pürüzsüzdür ve kesme şeritleri düzgün ve yoğundur, bu da daha küçük bir pürüzlülük değeriyle sonuçlanır. Alt kısımda düzensiz kesme şeritleri ve pürüzlü bir yüzey vardır, bu da daha büyük bir pürüzlülük değerine neden olur. Üst kısım doğrudan lazer ışını etkisinin özelliklerine sahipken, alt kısım erimiş metal ovma özelliklerine sahiptir.
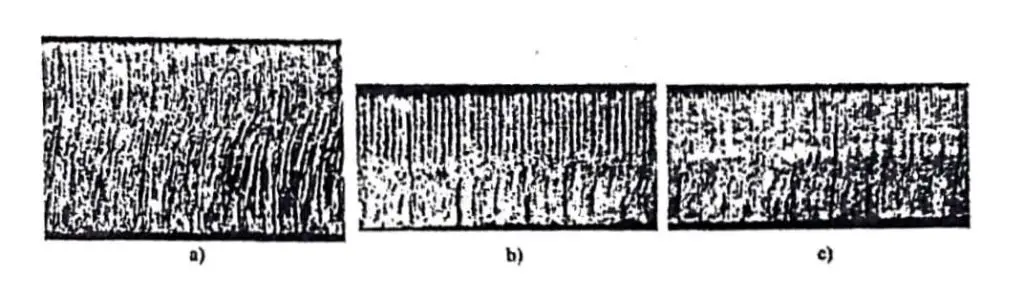
a) Sürekli lazer kesim, plaka kalınlığı 3mm, P=800W, v=30mm/s
b) Darbeli lazer kesim, plaka kalınlığı 2mm, P=600W, f=150Hz, v=15mm/s
c) Darbeli lazer kesim, plaka kalınlığı 2mm, P=600W, f=250Hz, v=15mm/s
2) Kesme yüzeyinin üst bölgesindeki yüzey pürüzlülüğü genellikle tekdüzedir ve yükseklikle değişmez, oysa alt bölgedeki yüzey pürüzlülüğü yükseklikle değişir ve alt kenara doğru artar. Maksimum yüzey pürüzlülüğü değerine Şekil 8-7'de gösterildiği gibi alt kenarda ulaşılır.
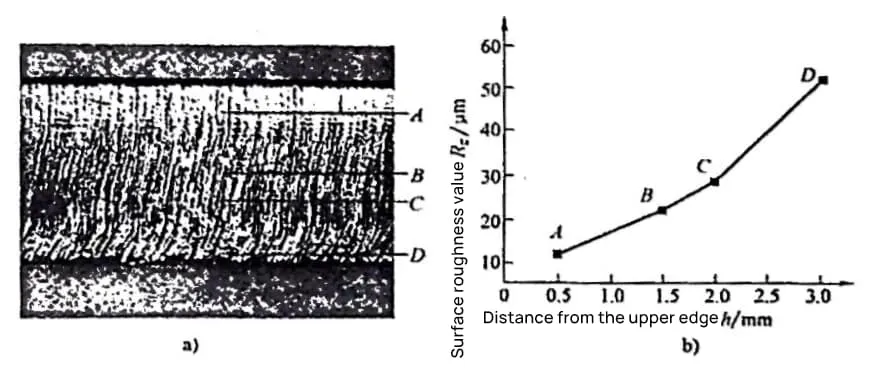
a) Kesme yüzeyinin profili
b) Yükseklik ile yüzey pürüzlülük değeri değişim eğrisi
Not: Plaka kalınlığı 3mm, P=800W, v=40mm/s.
Yukarıdan, alt kenara yakın konumun, D, yüzey pürüzlülük değerinin maksimum olduğu yer olduğu ve kesme yüzeyi kalitesindeki zayıf halkayı temsil ettiği görülebilir. Bu nedenle, kesme yüzeyi kalitesini değerlendirirken, alt kenarın pürüzlülüğü kıyaslama ölçütü olarak kullanılmalıdır. Ancak, gerçek alt kenar sadece bir çizgidir ve pürüzlülüğünün ölçülmesi zordur.
Bunu ele almak için, alt kenara yakın pürüzlülük ikame olarak ölçülebilir. Bu bölümde "kenara yakın pürüzlülük" olarak anılacaktır. Aksi belirtilmedikçe, bu bölümdeki kesme kalitesine ilişkin tüm değerlendirmeler, tespitler ve kontroller kenara yakın pürüzlülüğe dayanmaktadır.
Bu bölümde atıfta bulunulan referanslar da dahil olmak üzere, yurt içinde ve yurt dışında yayınlanan literatürün çoğu, iş parçası kalınlığının alt kenarından itibaren 1/3 oranındaki pürüzlülüğü ölçüt olarak kullanmaktadır.
Bu, kesme yüzeyi kalitesindeki eğilimleri tanımlamak veya karşılaştırmalar yapmak için yararlı olsa da, maksimum yüzey pürüzlülüğü değeri olmadığından ve pratik uygulama değerine sahip kesme yüzeyinin kalitesini tam olarak temsil etmediğinden, kabul veya kontrol için bir temel olarak uygun değildir.







