
2024'te En İyi 10 Levha Haddeleme Makinesi Üreticisi
Neden bazı üreticiler levha haddeleme makinesi sektörüne hakimken diğerleri mücadele ediyor? Bu makale en iyi 10 üreticiyi inceliyor...
Endüstriler metal plakaları hassas silindirler ve yaylar halinde nasıl şekillendirir? Cevap plaka haddeleme makineleridir. Bu çok yönlü makineler düz metal levhaları çeşitli kavisli formlara dönüştürerek gemi yapımı, havacılık ve diğer alanlarda üretim için gerekli hale getirir. Bu kılavuz, plaka haddeleme makinelerinin türlerini, süreçlerini ve uygulamalarını inceleyerek verimliliklerini ve uyarlanabilirliklerini vurgulamaktadır. Sonunda, bu makinelerin üretim yeteneklerini nasıl geliştirdiğini ve metal imalatında yüksek kalite standartlarını nasıl koruduğunu anlayacaksınız.

Metal plakaların tek veya çok eğrilikli silindirik veya yay şekillerine bükülmesi, genellikle presleme veya haddeleme ile yapılabilir.
Pres bükme, hidrolik bir pres veya bükme presi üzerinde kalıplar yardımıyla yapılır, esas olarak elde etmek için yanal plastik bükmeye dayanır ve bükme işlemi sürekli olmayan noktadan noktaya veya parçalı bir bükmedir; haddeleme, çalışma silindirlerinin göreceli konumunu ve dönme hareketini değiştirerek, plakanın üç noktalı sürekli bükülmesine ve serbest durumda plastik deformasyon üretmesine neden olarak bir plaka haddeleme makinesinde yapılır.
Pres bükme ile karşılaştırıldığında haddeleme aşağıdaki özelliklere sahiptir:
① Bükme işlemi, belirli bir gerilme kuvvetiyle, daha az geri yaylanma ile sürekli bir elastoplastik bükmedir, böylece doğru şekillendirme, yüksek bükme kalitesi ve yüksek iş verimliliği sağlar.
② Kalıp gerektirmez, düşük kullanım maliyeti.
③ Haddeleme için gereken kuvvet genellikle presle şekillendirme için gerekenden daha azdır, bu da levha haddeleme makinelerinin maliyetini hidrolik preslerden daha düşük hale getirir.
④ Bir döşeme yardımcı cihazı ile donatılmış olup, konik parçaları yuvarlayabilir ve boru ve profillerin bükülmesini ve yuvarlanmasını gerçekleştirebilir.
Bu nedenle, levha haddeleme makineleri, kazanlar, gemi yapımı, petrol, kimya, hidro-mühendislik, metal yapılar ve diğer makine imalatı gibi endüstrilerde yaygın olarak kullanılmaktadır. Metal plakaların bükülmesi ve haddelenmesi plaka haddeleme makinesi önceden belirlenmiş şekle sahip bir iş parçası elde etmek için plakanın sürekli elastik-plastik bükülmesini sağlamak için çalışma silindirlerinin göreceli konum değişikliği ve dönme hareketini kullanarak üç noktalı bir daire oluşturma ilkesine dayanmaktadır.
Plaka, üst ve alt merdaneler arasında beslenir ve üst veya alt merdane, plakanın plastik deformasyonunu ve bükülmesini sağlamak için kuvvetle hareket ettirilir. Tahrik iş silindiri döndüğünde, iş silindiri yüzeyi ile bükülmüş plaka arasındaki sürtünme kuvveti nedeniyle, plaka uzunlamasına yönü boyunca bükülür. Plaka art arda aynı eğrilikte plastik bükülme deformasyonu elde eder. Plaka prensibi haddeleme süreci Şekil 5-6-1'de gösterilmektedir.
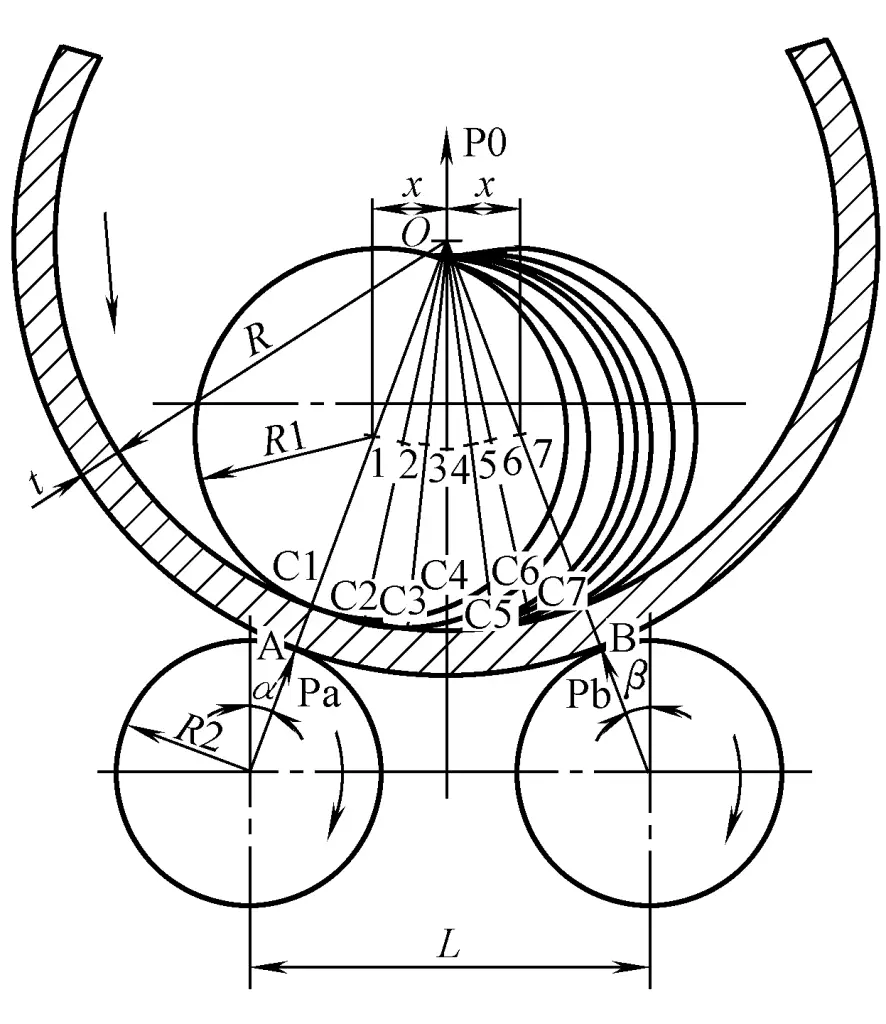
Çalışma valslerinin göreceli konumunu ayarlayarak farklı bükme yarıçapları elde edilebilir. Bununla birlikte, belirli bir çalışma merdanesinin yer değiştirmesiyle oluşan zarf çizgisi tamburun iç veya dış yüzeyiyle çakışırsa, örneğin üst merdanenin merkezi 1 ila 7 konumları arasında keyfi olarak hareket ettiğinde, silindirin eğriliği değişmez.
Sadece üst ve alt merdanelerin eksen çizgileri ve silindirin merkez çizgisi aynı düzlemde olduğunda, yani üst merdane C1 veya C7 noktalarında kenetlendiğinde, silindirin sol veya sağ ucunun iyi bükülebileceğini belirtmek gerekir.
Her seferinde iş merdanesinden geçen plakanın maksimum bükülme deformasyonu, örgü kuvveti ile sınırlıdır. Bu nedenle, nispeten küçük iş parçaları için bükülme yarıçapı (bükme yarıçapının plaka kalınlığına oranı, yani R/t), çalışma merdanelerinin göreceli konumunu birkaç kez ayarlamak, plakanın merdane ekseninden birkaç kez geçmesini sağlamak ve gerekli haddelenmiş iş parçası elde edilene kadar her seferinde bükme derecesini artırmak gerekir.
Aslında, minimum bükme yarıçapı sadece üst merdanenin çapı ve geri yaylanma miktarı ile değil, aynı zamanda merdane milinin sertliği, makinenin gücü ve metal soğuk iş sertleşmesinin sınırlandırılması ile de sınırlıdır. Bağıl kalınlığı (plaka kalınlığının bükme yarıçapının iki katına oranı t/2R) 3%'den büyük olan çelik plakalar için genellikle ılık haddeleme veya sıcak haddeleme benimsenir.
Yaygın olarak plaka haddeleme makinesi olarak adlandırılan, ana çalışma parçaları birbirine paralel silindirler olan bir silindir plaka haddeleme makinesini ifade eder.
Levha haddeleme makineleri, Şekil 2'de gösterildiği gibi, çalışma merdanelerinin sayısına, düzenine ve konum ayarlama yöntemine göre çeşitli tiplerde sınıflandırılır.
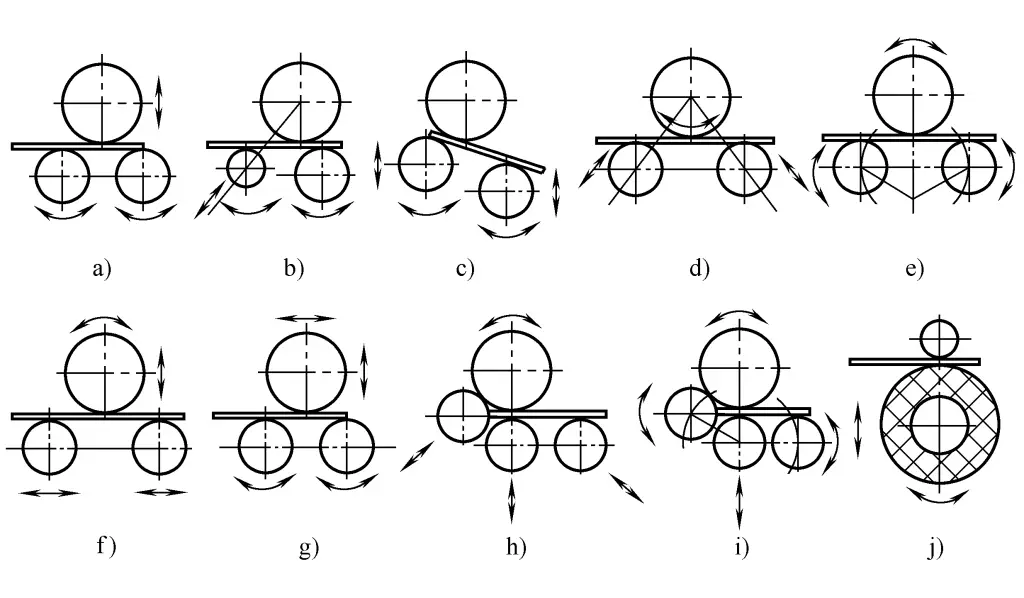
a) Simetrik üç rulolu levha haddeleme makinesi
b) Asimetrik üç silindirli levha haddeleme makinesi
c) Dikey aşağı ayarlı üç silindirli levha haddeleme makinesi
d) Aşağı doğru eğimli ayarlı üç silindirli levha haddeleme makinesi
e) Ark aşağı doğru ayarlı üç silindirli levha haddeleme makinesi
f) Yatay alt ayarlı üç silindirli plaka bükme makinesi
g) Üst silindir çapraz hareketi üç silindirli plaka haddeleme makinesi
h) Aşağı doğru eğimli ayarlama dört silindirli levha haddeleme makinesi
i) Ark-aşağı tarzı dört silindirli plaka bükme makinesi
j) İki silindirli plaka bükme makinesi
(1) Simetrik yukarı ayarlı üç silindirli plaka bükme makinesi
Simetrik yukarı ayarlı üç silindirli plaka bükme makinesinin üç çalışma silindiri simetrik olarak "品" şeklinde düzenlenmiştir (bkz. Şekil 2a). Üst silindir, farklı bükme yarıçapı gereksinimlerini karşılamak için yukarı ve aşağı hareket edebilir ve plakaya bükme basıncı uygulayabilir. Alt silindirler plakayı beslemek için aynı yönde döner.
Plakayı bükerken, iki alt silindirin merkezleri sabittir, bu nedenle plakanın her iki ucunda yaklaşık olarak iki alt silindirin merkezleri arasındaki mesafenin yarısına eşit bir düz kenar kalır. Silindirik parçalar, haddelemeden önce plaka uçlarının özel ekipman ve kalıplarla önceden bükülmesini gerektirir.
(2) Asimetrik aşağı ayarlı üç silindirli plaka bükme makinesi
Asimetrik aşağı ayarlı üç silindirli plaka bükme makinesi, çalışma silindirlerinin asimetrik düzenlemesi ile karakterize edilir (bkz. Şekil 2b). Üst ve alt çalışma silindirlerinin eksenleri tarafından oluşturulan dikey düzlemler nispeten küçük bir ofset mesafesine sahiptir ve alt çalışma silindiri dikey olarak hareket edebilirken, yan çalışma silindiri eğilebilir ve dikey olarak hareket edebilir.
Çalışma sırasında, üst ve alt silindirlerin sıkıştırma noktasından önceki veya sonraki plaka uçları çok kısadır, kalan düz kenar genellikle nominal plaka kalınlığının sadece iki katına ulaşır ve bu da iyi ön bükme etkileri sağlar. Ancak, ön bükülmüş plakanın diğer ucu döndürülmelidir.
(3) Aşağı ayarlı üç silindirli plaka bükme makinesi
Aşağı ayarlı tip, asimetrik aşağı ayarlı tipin bir modifikasyonu ve geliştirilmesidir. Alt silindirin ayarlama yöntemine göre dört tip vardır: dikey aşağı ayarlama, eğimli aşağı ayarlama, tek hat aşağı ayarlama ve yatay aşağı ayarlama (bkz. Şekil 2c, 2d, 2e, 2f).
1) Dikey aşağı ayarlı ve eğimli aşağı ayarlı benzer tipte plaka bükme makineleridir. Üst silindir dönecek şekilde sabitlenmiştir, sadece iki alt silindirin hareket yörüngeleri farklıdır, biri dikey olarak hareket eder ve diğeri eğimli bir şekilde hareket eder. İki alt silindirin üst silindire göre konumlarını ayarlayarak, ön ve arka plaka uçlarının bükülmesini ve ön bükülmesini tamamlamak için iş parçası bir kez yüklenebilir ve boşaltılabilir.
2) Ark-aşağı ayarlama, dikey aşağı ayarlama ve eğimli aşağı ayarlamayı entegre eden yeni bir yapıdır. Üst silindir dönecek şekilde sabitlenmiştir, iki alt silindir tahrik silindirleridir ve sabit bir eksen etrafında bir yay şeklinde hareket ederek plaka bükme kuvvetini makul hale getirir. İş parçası, ön ve arka plaka uçlarının bükülmesini ve ön bükülmesini tamamlamak için bir kez yüklenebilir ve boşaltılabilir.
3) Yatay aşağı ayarlamanın üst silindiri yukarı ve aşağı hareket edebilir ve iki alt silindir, üç çalışma silindirinin tümü tahrik silindiri veya iki alt silindir tahrik silindiri olacak şekilde ayrı ayrı veya aynı anda yatay olarak hareket edebilir.
Haddeleme işlemi sırasında, iki alt silindir yatay olarak hareket eder, her bir alt silindir dönüşümlü olarak alt silindirin ve yan silindirin işlevini yerine getirir, yani art arda asimetrik üç silindirli bir plaka bükme makinesi oluştururlar, böylece ön ve arka plaka uçlarının ön bükme işini tamamlamak için iş parçasının yalnızca bir kez yüklenmesi ve boşaltılması gerekir. Sadece orta ve küçük plaka haddeleme makineleri için değil, aynı zamanda büyük plaka haddeleme makineleri için de uygundur.
4) Üst silindir çapraz hareketli tip üç silindirli plaka haddeleme makinesi. Üst silindir çapraz hareketli tip üç silindirli plaka haddeleme makinesinin üst silindiri dikey olarak yukarı ve aşağı hareket edebilir ve ayrıca yatay olarak hareket edebilir
(bkz. Şekil 2g). Ön bükme, üst silindiri yatay olarak hareket ettirerek ve üst silindiri alt silindire göre asimetrik olarak düzenleyerek elde edilir. Bu makinenin çalışırken sadece üst silindiri ayarlaması gerekir, bu da nispeten basittir. Esas olarak orta ve küçük levha haddeleme makineleri için kullanılır.
5) Dört silindirli plaka haddeleme makinesi. Dört silindirli plaka haddeleme makinesi genellikle ana tahrik olarak üst silindire sahiptir, ancak aynı zamanda ana tahrik olarak hem üst hem de alt silindirlere veya hatta ana tahrik olarak dört silindirin hepsine sahiptir, üst silindir dönüş için sabitlenmiştir ve alt silindir dikey olarak yukarı ve aşağı hareket edebilir. Yan silindirlerin kaldırma yörüngesine göre, dört silindirli plaka haddeleme makinesinin ana formları iki tiptir: eğimli aşağı doğru ayarlama ve yay aşağı doğru ayarlama (bkz. Şekil 2h, 2i). Sırasıyla iki yan silindirden birini ayarlarken, asimetrik aşağı doğru ayarlı üç silindirli bir plaka haddeleme makinesi oluşturur. Daha kalın plakalar haddelenirken, çalışma silindirleri simetrik bir düzenlemede de çalışabilir. Bu nedenle, simetrik ve asimetrik aşağı ayarlı üç silindirli plaka haddeleme makinelerinin bir kombinasyonu olarak düşünülebilir.
Dört silindirli plaka haddeleme makinesi, plaka malzemesini kabaca düzleştirebilir. Aynı zamanda, iki yan silindirin konumunun eğilerek ayarlanması, konik silindirleri kolayca yuvarlayabilir. Ek olarak, yan silindirler de malzemenin beslenmesinde rol oynayabilir. Dairesel plakaları önceden bükerken ve yuvarlarken, tek seferlik şekillendirme için kafayı döndürmeye gerek yoktur ve önceden bükülmüş plakanın kalan düz kenarı küçüktür; üst ve alt silindirler, kaymayı önleyebilen, eliptik iş parçalarının şekillendirilmesini ve bükülmesini kolaylaştıran ve sayısal kontrol elde etmek kolay olan çelik plakayı sıkıştırabilir.
6) İki silindirli plaka haddeleme makinesi. İki silindirli plaka haddeleme makinesi, metal plakayı sert bir silindirle elastik bir silindir üzerinde radyal olarak içbükey bir deformasyona bastırarak büker ve ardından plakanın bükülmesini sağlamak için iki silindir yuvarlanır (bkz. Şekil 2j).
Avantajları şunlardır: yüksek haddeleme hassasiyeti, yüksek verimlilik; plaka uçlarını önceden bükebilir; çeşitli malzemeleri haddeleyebilir ve delinmiş, alın kaynaklı, kabartmalı plakaların yanı sıra çeşitli çelik türleri, çok katmanlı çelik plakalar, oluklu çelik, metal tel örgü vb. Dezavantajı, farklı çaplardaki plakaları yuvarlarken, genellikle ilgili üst silindiri veya silindir kovanını değiştirmeyi gerektirmesidir; ve genellikle sadece 6 ~ 10 mm'den daha ince plakaları yuvarlayabilir.
7) Kapalı (deniz) üç silindirli levha haddeleme makinesi. Gemi yapımı ve havacılık endüstrilerinde, kapalı (deniz) levha haddeleme makineleri yaygın olarak kullanılır, çünkü levha haddeleme genişlikleri genellikle 8 ~ 16 m'ye veya hatta yirmi metreden fazlasına ulaşır, bu nedenle üst ve alt silindirleri genellikle destek silindirlerine ve kirişlere sahiptir, üst silindir kapalı bir yapıda, boşaltma boşaltma mekanizması olmadan.
Yay şekillerinin çeşitli eğriliklerini ve belirli bir dizi konik iş parçasını yuvarlayabilir ve tüm dairesel iş parçalarının yuvarlanması, iki veya daha fazla yay parçasının birbirine eklenmesiyle işlenebilir. Şu anda, kapalı plaka haddeleme makinelerinin ana tipleri arasında simetrik yukarı ayar tipi, yatay aşağı ayar tipi, üst silindir çapraz hareketli tip vb. bulunmaktadır.
Simetrik yukarı ayarlı silindir düzenlemesi ve özellikleri, simetrik yukarı ayarlı üç silindirli plaka haddeleme makinesininkilerle aynıdır. Daha küçük eğrilik yarıçapına sahip iş parçalarını haddelerken, plaka uçlarını önceden bükmek gerekir, ancak yapı basittir ve maliyet düşüktür. Yatay aşağı doğru ayarlanan tip, tek bir beslemede plaka uçlarının yay ve konik bükülmesini ve ön bükülmesini sağlayabilir. İyi yapısal sağlamlığa, basit kullanıma, uygun bakıma ve yüksek çalışma doğruluğuna sahiptir.
Kapalı (deniz) üst silindir çapraz hareketli tip, üst silindir çapraz hareketli üç silindirli plaka haddeleme makinesi yapısının, tek bir beslemede plaka uçlarının ark ve konik bükülmesini ve ön bükülmesini sağlayabilen kapalı plaka haddeleme makinesine uygulanmasıdır. Plakanın ön bükülmesini sağlamak için, üst çalışma silindiri ve destek silindiri, üst kiriş, sol ve sağ çerçeveler vb. bir bütün olarak birlikte hareket etmelidir, bu da yüksek bir ağırlık merkezi ve nispeten zayıf yapısal sertlik ile sonuçlanır.
8) Dikey plaka haddeleme makinesi. Dikey plaka haddeleme makinesinin silindir ekseni yatay düzleme diktir ve silindir sayısına göre, esas olarak dikey üç silindirli ve dört silindirli plaka haddeleme makineleri vardır.
Avantajları şunlardır:
Çelik levha dikey bir durumda bükülür, kendi ağırlığının doğruluk üzerinde çok az etkisi vardır, bu da ince duvarlı büyük çaplı ve dar ve uzun iş parçalarının haddelenmesi için faydalıdır; haddeleme sırasında pas ve demir talaşları çelik levha ile silindirler arasına yuvarlanmaz, girintiler oluşturur ve plaka yüzeyini etkili bir şekilde korur; küçük bir alanı kaplar ve haddelenmiş ürünü çıkarırken çok fazla yer kaplamak gerekli değildir; haddelemeden sonra elektroslag kaynağı ile doğrudan yerine kaynak yapılabilir.
Dezavantajları şunlardır:
İş parçasını çıkarmak için atölye yüksekliğini artırmak gerekir; çelik plakanın alt kısmı ile destek yüzeyi arasındaki sürtünme nedeniyle konik bir şekil oluşturmak kolaydır. Yukarıdaki formlara ek olarak, son yıllarda tank kamyonları için özel plaka haddeleme makineleri ve çok noktalı esnek şekillendirme plaka haddeleme makineleri de bulunmaktadır.
İlki, süper geniş ince plakaların (plaka kalınlığının genişliğe oranı çok küçüktür) çok eğrilikli tank kamyon silindirik parçalarının haddelenmesi için uygundur, yeni bir simetrik veya yatay aşağı doğru ayarlanan üç silindirli plaka haddeleme makinesi, üst silindir destek silindirleri ve çapraz kirişler, her üç silindir de ana tahriklerdir, 8-12 m genişliğinde kapalı silindirik parçaları haddeleyebilen bir devirme boşaltma mekanizması ile; ikincisi, plakaların üç boyutlu kavisli yüzey esnek şekillendirmesi için esnek plaka haddeleme ekipmanı elde etmek için çok noktalı esnek şekillendirme teknolojisini geleneksel plaka haddeleme şekillendirme teknolojisi ile birleştirir.
(1) JB/T8797-1998 "Küçük ve Orta Ölçekli Üç Silindirli Levha Haddeleme Makinelerinin Tipleri ve Temel Parametreleri "ndeki temel parametreler Tablo 1'de gösterilmiştir.
Tablo 1 Simetrik yukarı ayarlı üç silindirli levha haddeleme makinesinin temel parametreleri (JB/T8797-1998)
| Teknik özellikler | Maksimum plaka kalınlığı/mm | Maksimum plaka genişliği/mm | Maksimum boyutta minimum mandrel çapı/mm | Plaka akma sınırı/MPa | Üst silindir çapı/mm | Alt silindir çapı/mm | Alt silindirlerin merkezleri arasındaki mesafe/mm | Plaka haddeleme hızı/(m/dak) | Ana tahrik motor gücü/kW |
| 20×2000 | 20 | 2000 | 700 | 245 | 280 | 220 | 360 | 5.5 | 15 |
| 16×2500 | 16 | 2500 | |||||||
| 12×3200 | 12 | 3200 | |||||||
| 25×2000 | 25 | 2000 | 850 | 340 | 280 | 440 | 5 | 30 | |
| 20×2500 | 20 | 2500 | |||||||
| 16×3200 | 16 | 3200 | |||||||
| 30×2500 | 30 | 2500 | 1100 | 440 | 360 | 580 | 4 | 37 | |
| 40×3200 | 40 | 3200 | 1500 | 550 | 420 | 700 | 4 | 45 | |
| 50×3200 | 50 | 3200 | 1800 | 580 | 470 | 725 | 3 | 55 | |
| 70×3200 | 70 | 3200 | 2000 | 760 | 620 | 900 | 3 | 75 | |
| 100×3500 | 100 | 3500 | 2500 | 800 | 680 | 1000 | 3 | 110 | |
| 120×3500 | 120 | 3500 | 3000 | 900 | 720 | 1200 | 3 | 180 | |
| 140×3000 | 140 | 3000 | 3500 | 950 | 760 | 1350 | 3 | 220 |
(2) Ark aşağı üç silindirli plaka bükme makinesinin teknik parametreleri için Tablo 2'ye bakın.
Tablo 2 Alttan Ayarlı Üç Silindirli Plaka Bükme Makinesi Teknik Parametreleri (JB/ T 10924-2010)
| Teknik Özellikler | 6×2000 | 12×2500 | 20×2500 | 30×2500 | 50×3200 | 60×3200 | 70×3200 | |
| Maksimum Plaka Kalınlığı / mm | Yuvarlanma | 6 | 12 | 20 | 30 | 50 | 60 | 70 |
| Ön bükme | 3 | 8 | 16 | 20 | 40 | 50 | 60 | |
| Maksimum Plaka Genişliği / mm | 2000 | 2500 | 2500 | 2500 | 3200 | 3200 | 3200 | |
| Maksimum Spesifikasyonda Min Silindir Çapı / mm | 550 | 650 | 800 | 1200 | 4600 | 2000 | 2000 | |
| Plaka Akma Sınırı / MPa | 245 | |||||||
| Üst Silindir Çapı. / mm | 220 | 280 | 330 | 460 | 640 | 680 | 720 | |
| Alt Silindir Çapı. / mm | 220 | 280 | 330 | 460 | 590 | 630 | 670 | |
| Rulo hızı/ (m/dak) | 5 | 5 | 5 | 4 | 3 | 3 | 3 | |
| Ana tahrik motor gücü/ kW | 5.5 | 15 | 18.5 | 22 | 55 | 55 | 75 | |
(3) Yatay aşağı ayarlanabilir üç silindirli bükme makinesinin teknik parametreleri Tablo 3'te gösterilmiştir.
Tablo 3 Yatay aşağı ayarlanabilir üç silindirli bükme makinesinin teknik parametreleri (JB/ T 11195-2011)
| Teknik özellikler | Maksimum plaka kalınlığı/mm | Maksimum plaka genişliği/mm | Maksimum spesifikasyonda min. rulo çapı/mm | Plaka akma sınırı/ MPa | Üst rulo çapı / mm | Alt silindir çapı / mm | Plaka haddeleme hızı/(m/dak) | Ana tahrik motor gücü/kW | |
| Yuvarlanma | Ön bükme | ||||||||
| 80×3200 | 80 | 70 | 3200 | 2000 | 245 | 780 | 480 | 3 | 112 |
| 100×3200 | 100 | 90 | 3200 | 2000 | 860 | 480 | 3 | 155 | |
| 120×3200 | 120 | 100 | 3200 | 2500 | 950 | 500 | 3 | 210 | |
| 140×4000 | 140 | 130 | 4000 | 3000 | 1100 | 600 | 3 | 4×30 | |
| 160×3500 | 160 | 140 | 3500 | 3000 | 1200 | 600 | 3 | 4×55 | |
| 200×3500 | 200 | 180 | 3500 | 3000 | 1300 | 1050 | 3 | 4×55 | |
| 250×3000 | 250 | 230 | 3000 | 3000 | 1320 | 800 | 3 | 4×55 | |
| 300×3200 | 300 | 250 | 3200 | 4500 | 1400 | 850 | 3 | 4×55 | |
| 350×3500 | 350 | 330 | 3500 | 5000 | 1500 | 1200 | 3.5 | 4×90 | |
(4) Üst silindir çapraz hareketli üç silindirli levha haddeleme makinesinin teknik parametreleri Tablo 4'te gösterilmiştir.
Tablo 4 Üst silindir çapraz hareketli üç silindirli levha haddeleme makinesinin teknik parametreleri (JB/T 10292-2010)
| Teknik özellikler | 32×4000 | 40×4000 | 60×4000 | 100×4000 | 110×4000 | 120×4000 | |
| Maksimum plaka kalınlığı/mm | Yuvarlanma | 32 | 40 | 60 | 100 | 110 | 120 |
| Ön bükme | 28 | 35 | 55 | 85 | 90 | 100 | |
| Maksimum plaka genişliği/mm | 4000 | 4000 | 4000 | 4000 | 4000 | 4000 | |
| Plaka akma sınırı/ MPa | 245 | ||||||
| Üst silindir basıncı/kN | 4300 | 5400 | 9300 | 16000 | 20000 | 24000 | |
| Üst silindir çapı/mm | 580 | 630 | 780 | 940 | 980 | 1030 | |
| Alt silindir çapı/mm | 290 | 340 | 440 | 560 | 580 | 630 | |
| Plaka haddeleme hızı/(m/dak) | 4.5 | 4.5 | 4 | 3.5 | 3.5 | 3 | |
| Ana tahrik motor gücü/kW | 55 | 55 | 75 | 90 | 110 | 150 | |
(5) Dört silindirli plaka bükme makinesinin teknik parametreleri için Tablo 5'e bakınız.
Tablo 5 Dört silindirli plaka bükme makinesinin teknik parametreleri (JB/T 8778-1998)
| Teknik özellikler | Maksimum plaka genişliği/mm | Maksimum plaka kalınlığı/mm | Maksimum ön bükme plakası kalınlığı/mm | Maksimum özelliklerde min Makara çapı/mm | Plaka akma sınırı/MPa | Üst silindir çapı / mm | Plaka haddeleme hızı/(m/dak) | Motor gücü/kW |
| 30×3200 | 3200 | 30 | 25 | 1100 | 245 | 560 | 4.5 | 37 |
| 40×3200 | 3200 | 40 | 32 | 1200 | 245 | 660 | 4.5 | 45 |
| 50×3200 | 3200 | 50 | 40 | 1200 | 245 | 680 | 4.5 | 55 |
| 60×3200 | 3200 | 60 | 50 | 1500 | 245 | 700 | 4 | 55 |
| 70×3200 | 3200 | 70 | 60 | 2000 | 245 | 720 | 3.5 | 75 |
| 80×3200 | 3200 | 80 | 70 | 2500 | 245 | 800 | 3.5 | 90 |
| 100×3200 | 3200 | 100 | 85 | 3000 | 245 | 930 | 3.5 | 100 |
| 120×3200 | 3200 | 120 | 100 | 3000 | 245 | 950 | 3 | 150 |
| 160×4000 | 4000 | 160 | 140 | 4000 | 245 | 1260 | 3 | 350 |
(6) Kapalı (gemi için) üç silindirli plaka bükme makinesi teknik parametreleri Tablo 6'ya bakınız.
Tablo 6 Kapalı (gemi için) üç silindirli levha bükme makinesi parametreleri (JB/ T 10927-2010)
| Teknik özellikler | 20×8000 | 25×9000 | 20×10000 | 20×12000 | 30×13500 | 32×16000 | 35×21000 |
| Maksimum plaka genişliği/mm | 8000 | 9000 | 10000 | 12000 | 13500 | 16000 | 21000 |
| Maksimum plaka kalınlığı/mm | 20 | 25 | 20 | 20 | 32 | 32 | 35 |
| Maksimum ön bükme plakası kalınlığı/mm | 30 | 32 | |||||
| Maksimum spesifikasyonda minimum silindir yarıçapı/mm | 500 | 400 | 500 | 600 | 600 | 750 | 750 |
| Plaka akma sınırı/MPa | 245 | 245 | 245 | 245 | 350 | 355 | 355 |
| Üst silindir çapı/mm | 360 | 380 | 420 | 420 | 480 | 500 | 520 |
| Alt silindir çapı/mm | 300 | 320 | 350 | 350 | 400 | 420 | 420 |
| Üst silindirin maksimum bastırma kuvveti/kN | 2800 | 4500 | 3300 | 3800 | 13000 | 18000 | 21000 |
| Plaka haddeleme hızı/m/dak | 4 | 4 | 3 | 3 | 3 | 3.4 | 3 |
| Motor gücü/kW | 45 | 55 | 2×22 | 2×22 | 2×55 | 2×75 | 2×90 |
Tipik bir levha haddeleme makinesinin bileşenleri şunları içerir: çerçeve, çalışma silindirleri, ana tahrik, devirme mekanizması, yağlama sistemi, kontrol sistemi ve aksesuarlar vb.
Çerçeve ve taban döküm veya kaynaklı çelik plakadan yapılmıştır, çalışma silindirleri yüksek kaliteli orta karbonlu çelikten, alaşımlı yapısal çelikten veya rulo çelikten yapılmıştır ve temperlenmiş veya yüzey sertleştirilmiştir. Çalışma silindirinin her iki ucundaki destekler, kendinden yağlamalı kompozit malzemeden kaymalı yataklar veya rulmanlı yataklar kullanır. Rulmanlı yatakların kullanımı sürtünme torkunu azaltabilir ve makinenin genel taşıma kapasitesini artırabilir.
Makinenin tahrik tarafına bir kaldırma mekanizması monte edilir, orta ve küçük levha haddeleme makineleri genellikle manuel devirme mekanizmaları ve kaldırma mekanizmaları kullanır; büyük levha haddeleme makineleri genellikle hidrolik tahrikli kaldırma mekanizmaları kullanır (bkz. Şekil 3) ve makinenin boşaltma tarafına hidrolik tahrikli kayar ray tipi bir devirme mekanizması monte edilir (bkz. Şekil 4).
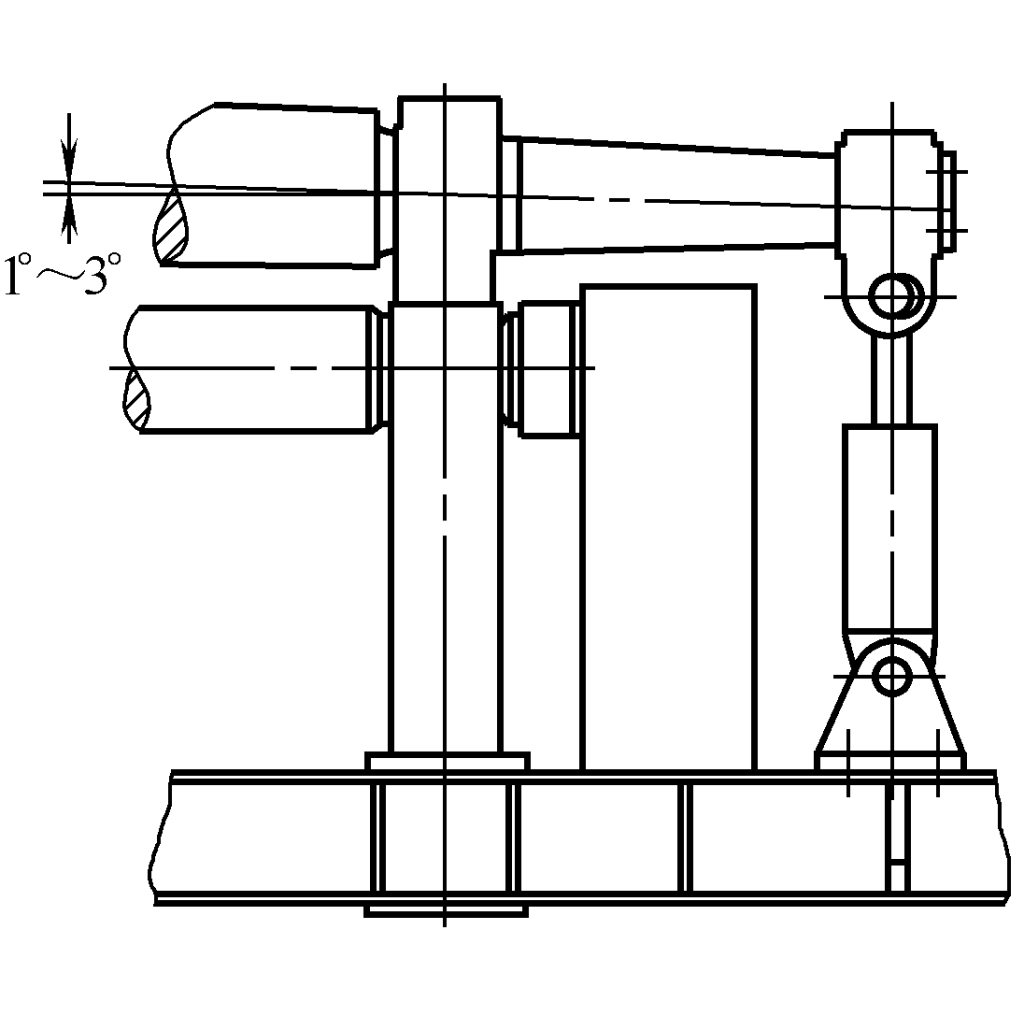
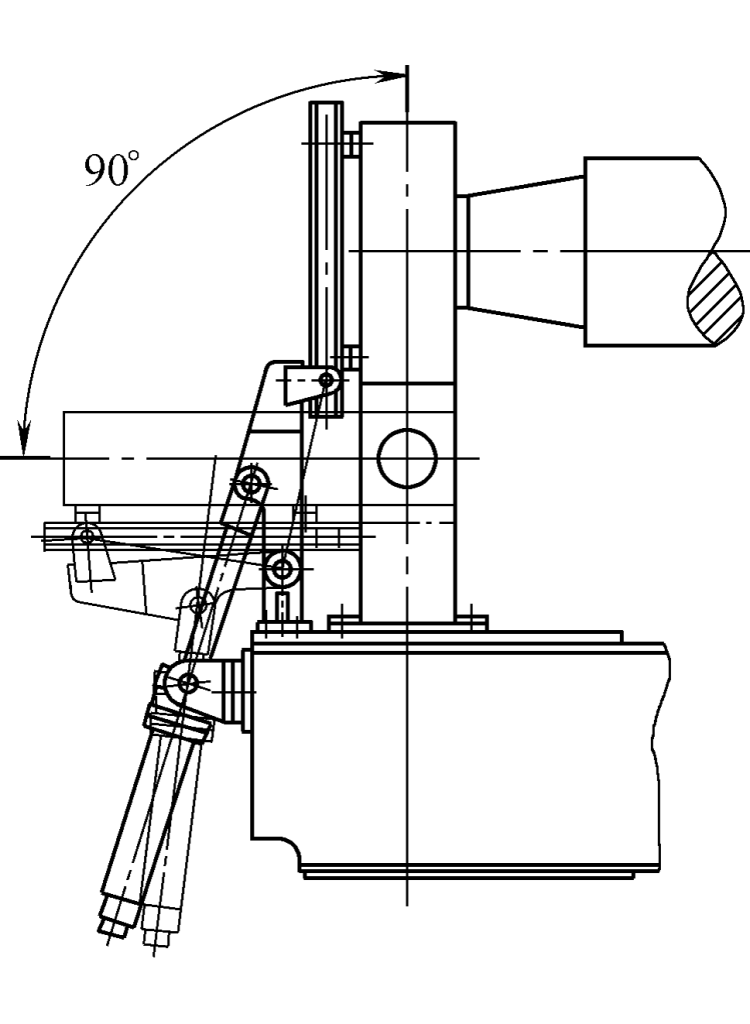
Şekil 5'te bir disk yaylı denge mekanizması gösterilmektedir. Tahrik tarafındaki kaldırma mekanizması ve boşaltma tarafındaki rulman devirme mekanizması, haddelenmiş silindirik iş parçalarını boşaltmak için kullanılır. Devirme mekanizması rulman gövdesini 85°~90° eğebilir ve kaldırma mekanizması üst çalışma silindirini 1°~3° kaldırabilir.
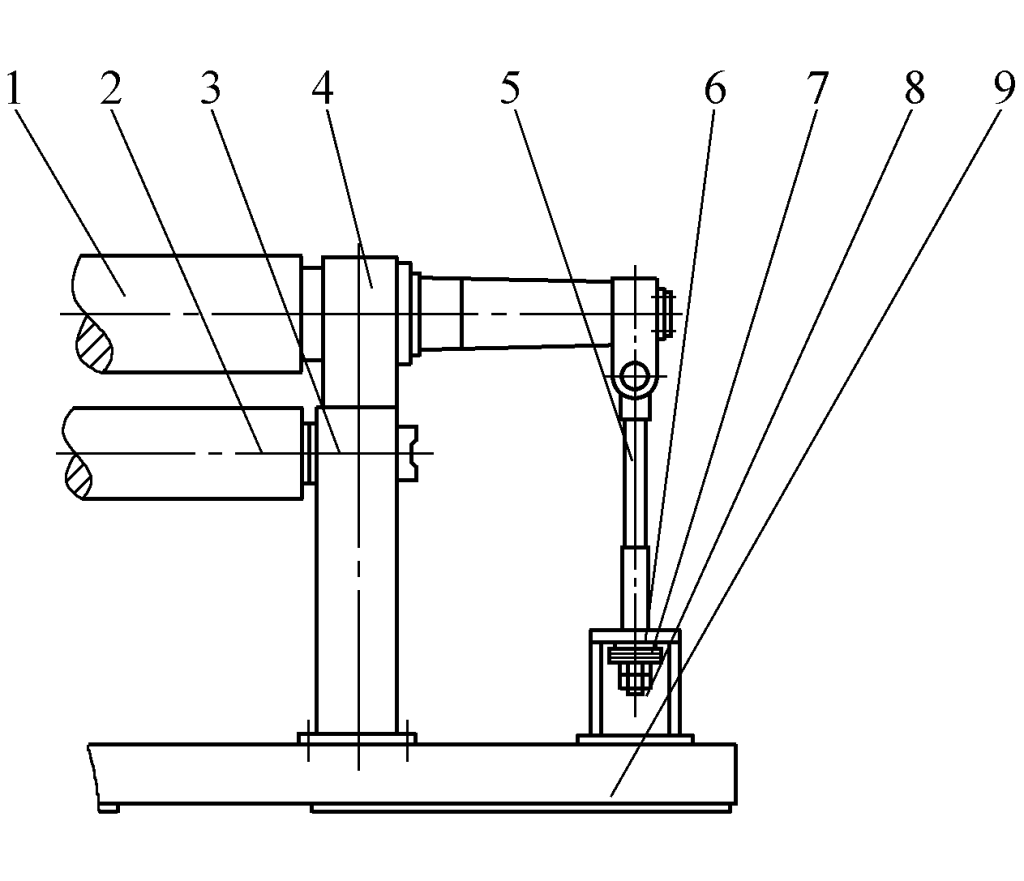
1-Üst Silindir
2-Alt Silindir
3 Çerçeve
4 Yataklı Muhafaza
5-Bağlama Çubuğu
6-Destek
7 Diskli Yay
8-Ayarlama Somunu
9-Makine Tabanı
Daha geniş plakaları haddeleyen makinelerde, haddelenen iş parçalarının hassasiyetini artırmak ve minimum merdane çapı aralığını genişletmek için tasarım, üst merdanedeki maksimum kuvvetin yaklaşık 70%'sinde üst merdane sapması için tek tip bir yük telafisini önceden ayarlar, böylece merdane gövdesini fıçı şeklinde yapar (bkz. Şekil 6); bazı plaka haddeleme makineleri ayrıca, çalışma yükü altındaki sapmayı telafi etmek için önceden belirli bir ters sapma oluşturmak üzere üst merdanenin her iki ucuna bir karşı basınç cihazı ekler. Büyük ve geniş levha haddeleme makinelerinde, çalışma merdanesinin sertliğini artırmak için alt merdane için bir veya daha fazla destek merdanesi seti bulunabilir.
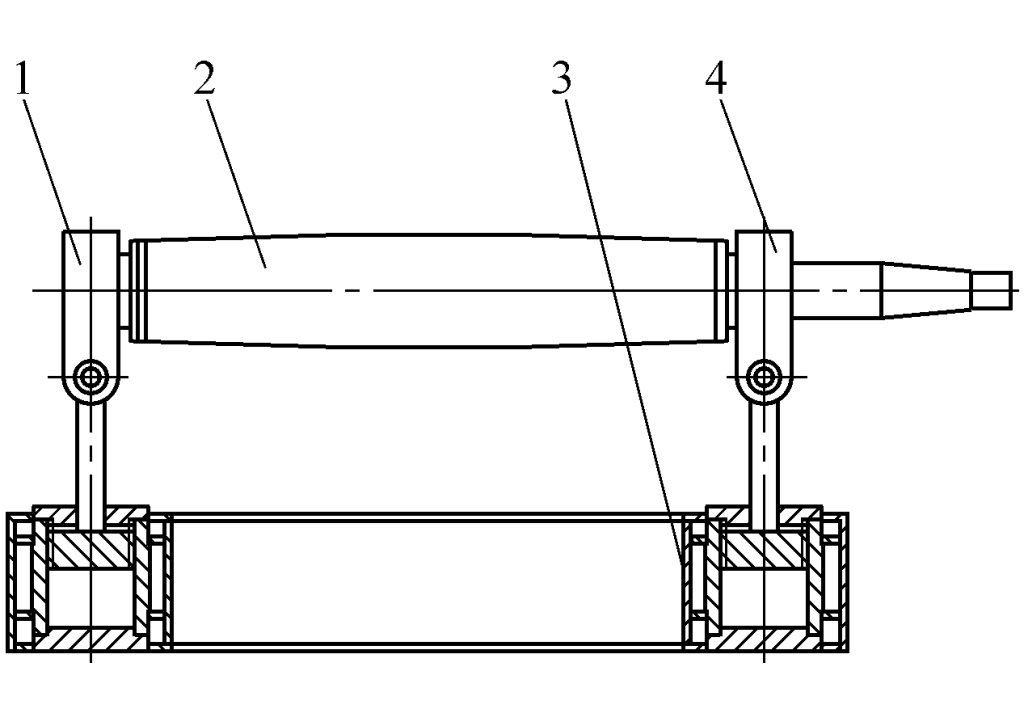
1-Döner yatak muhafazası
2-Üst rulo
3-Baz ve ana hidrolik silindir
4-Sağ yatak yuvası
Besleme sırasında iş parçasının jeneratrisini çalışma merdanesinin eksenine paralel hale getirmek için, alt merdanenin gövdesine bir merkezleme oluğu açılabilir veya bir malzeme hizalama cihazı eklenebilir.
Konik iş parçalarının haddelenmesi için aksesuarlar üst merdane ucunun eğimli tarafına veya çerçeveye monte edilebilir. Konik bir iş parçasının gelişimi bir sektör olduğundan, hızı azaltmak için küçük ucu sürtünme bloğuna veya sürtünme tekerleğine sıkıca bastırarak, büyük uçta daha hızlı ve küçük uçta daha yavaş bir hat hızı gerçekleştirerek ve böylece bir koni oluşturarak haddeleme sağlanabilir.
Sıcak haddeleme ve ılık haddeleme, levha haddeleme makinesinin çalışma kapasitesini artırabilir. Sıcak ve ılık haddeleme gereksinimleri olduğunda, çalışma merdanesi malzemesi genellikle sıcak haddeleme iş merdaneleri için kullanılan çelik olmalı ve iyi ısı direncine sahip rulmanlar, yeterli yüksek sıcaklık yük kapasitesi, daha büyük boşluklar seçilmeli, rulmanlar ve diğer bileşenler için ısı yalıtım önlemleri alınmalı, sızdırmazlık parçaları iyi ısı direncine sahip olmalı ve gres seçimi makul olmalıdır.
Çelik plakaların sıcak haddelenmesi için sıcaklık aralığı genellikle 850 ~ 1050 ℃'dir ve kırmızı kırılganlık sıcaklığından kaçınılmalıdır; sıcak haddeleme için sıcaklık aralığı genellikle 400 ~ 600 ℃'dir ve yeniden kristalleşme sıcaklığının altında mavi kırılganlık sıcaklığından kaçınılmalıdır.
Levha haddeleme makinelerinin kontrol yöntemleri şu anda esas olarak güçlü elektrik kontrolü, NC kontrolü ve CNC kontrolünü içermektedir. Güçlü elektrik kontrolü için, silindirlerinin kaldırılması ve hareket ettirilmesi genellikle mekanik şanzıman kullanır ve işlem manueldir; NC kontrolü için, silindirlerinin kaldırılması ve hareket ettirilmesi genellikle hidrolik şanzıman kullanır, yer değiştirme yüksek hassasiyetli sensörler tarafından ölçülür, PLC tarafından kontrol edilir, otomatik olarak seviyelendirilir, ekranda görüntülenir, ± 0,2 mm seviyeleme ve konumlandırma doğruluğu ile basit veri depolama ve düzenleme işlevlerine sahiptir.
CNC kontrolü için, silindirlerinin kaldırılması ve hareket ettirilmesi hidrolik ile tahrik edilir, yer değiştirme yüksek hassasiyetli sensörler tarafından ölçülür, PLC ve endüstriyel bilgisayarlar tarafından kontrol edilir, renkli bir monitörde veya dokunmatik ekranda görüntülenir.
Klavyeden veya dokunmatik ekrandan plaka kalınlığı, plaka genişliği, tambur çapı, akma sınırı, düzeltme faktörü (akma sınırı ile ilgili, vb.) gibi parametreleri girerek, bilgisayar otomatik olarak haddeleme sürelerinin sayısını, her silindirin kaldırma miktarını, yer değiştirmeyi, her kaldırmanın teorik şekillendirme yarıçapını ve her silindir üzerindeki yükü hesaplayabilir ve optimize edebilir.
Ön bükme sırasında, teorik minimum kalan düz kenar değerini verebilir ve ekran istemleri altında, bükme sayısını ve ön bükülmüş düz kenarın uzunluğunu keyfi olarak seçebilir. Konileri yuvarlarken, üst silindirin eğim miktarının çıktısını verebilir. Operatör hesaplanan proses parametrelerini düzenleyebilir ve saklayabilir.
Plaka haddeleme sırasında kuvvet ve sertlik gereksinimlerine göre, bu tip makinelerde daha kalın bir üst silindir ve daha ince bir alt silindir bulunur. Daha geniş plakaları haddeleyen makineler, alt silindirin sertliğini artırmak için destek silindirleri ile donatılmıştır. Bu tip modellerde ana tahrik silindiri olarak iki alt silindir ve pasif silindir olarak üst silindir bulunur. Bir koni haddeleme cihazı ile donatıldığında, konik parçaları haddeleyebilir. Basit yapısı ve rahat çalışması nedeniyle yaygın olarak kullanılmaktadır.
Bu tip makinelerde, üst ve alt silindirlerin çapları genellikle eşittir ve yan silindirin çapı biraz daha incedir. Genel olarak, üst ve alt iş silindirleri ana tahriktir ve yan silindir pasiftir; alt silindirin ve yan silindirin tahrik olduğu ve üst silindirin pasif olduğu makineler de vardır. Alt ve yan silindirlerin kaldırılmasını sağlamak için, çerçeve üzerinde dikey ve eğimli kayar kılavuz yüzeyler kurulur ve bu da yapıyı daha karmaşık hale getirir.
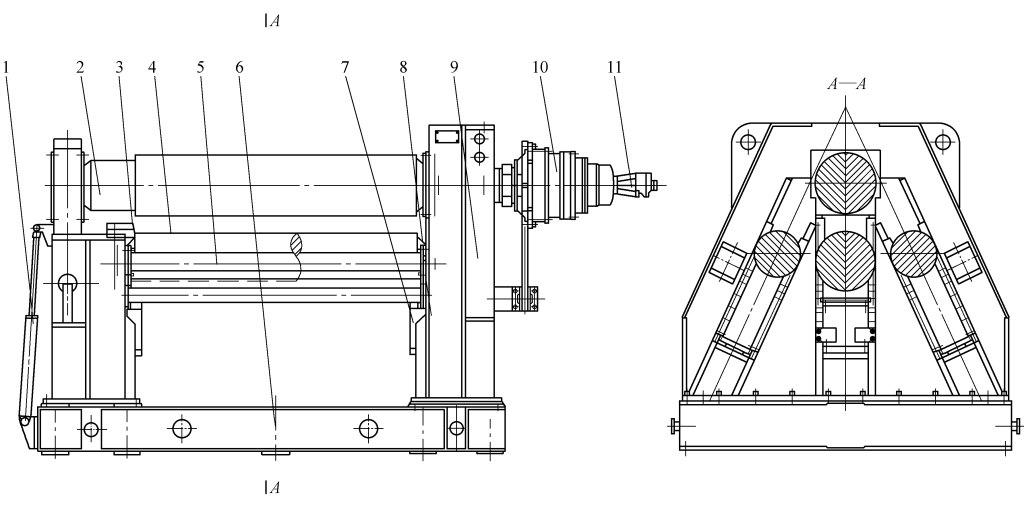
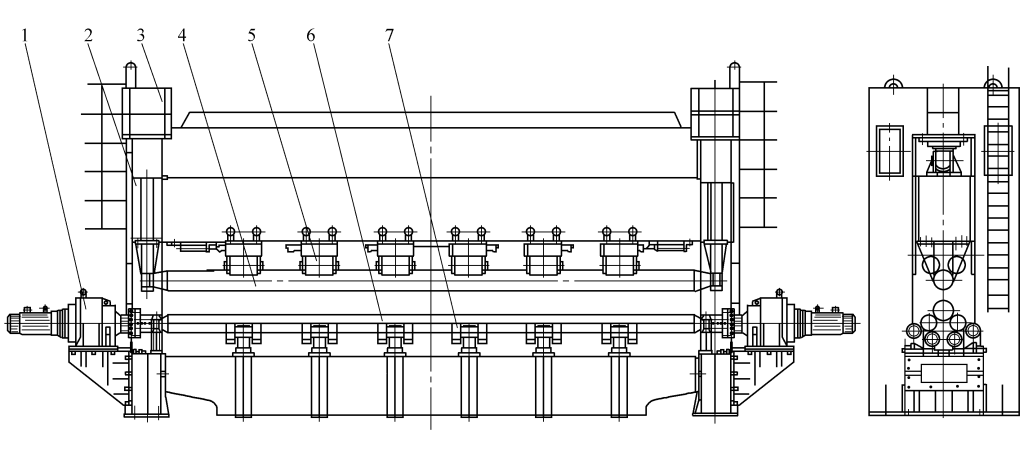
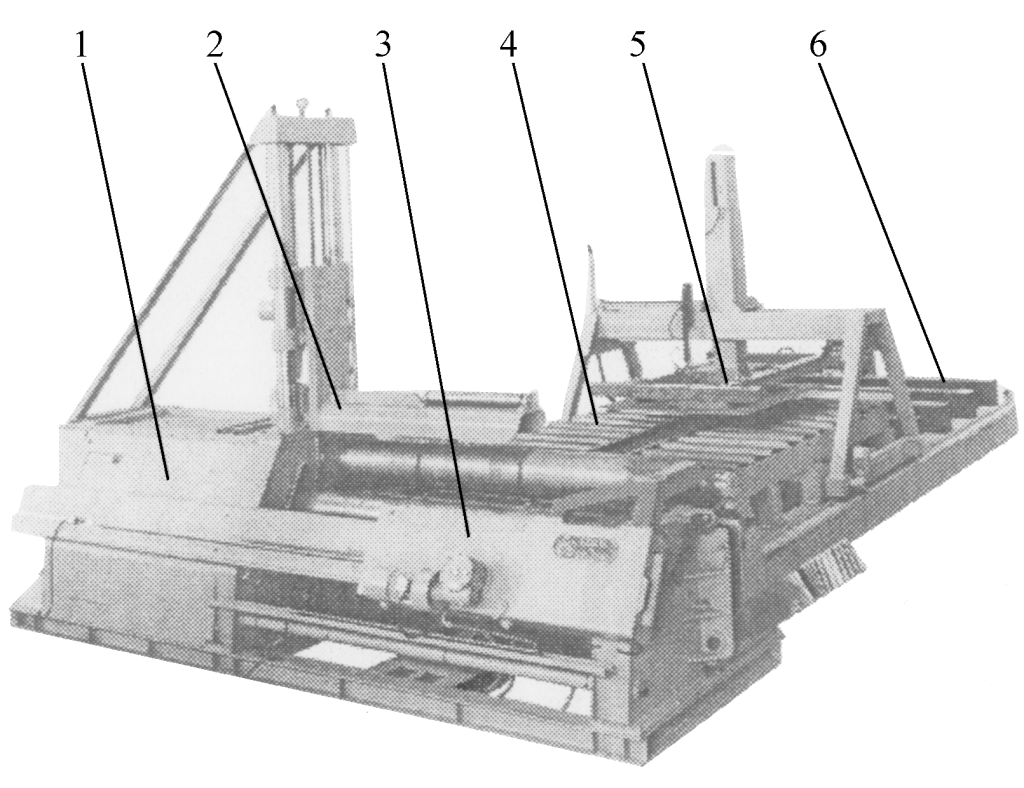
Şekil 7, Changzhi Steel & Iron (Group) Forging Machinery Company (Changzhi Forging Machine Tool Factory) tarafından tasarlanan ve üretilen W11XCNC-300/420×3200 yatay aşağı ayarlanabilir üç silindirli plaka bükme makinesini göstermektedir. Makine entegre bir yatay yapıya sahiptir. Yatak gövdesi, sol ve sağ büyük çerçevelerin içine monte edilmiş, tabana monte edilmiş ana hidrolik silindirin piston çubuğuna bağlanır.
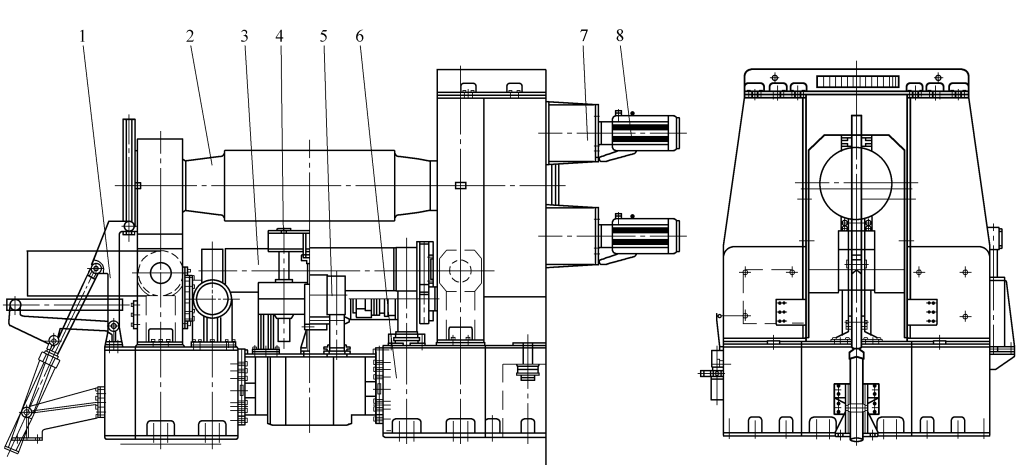
1-Döndürme cihazı
2-Üst silindir parçası
3-Alt silindir parçası
4-Malzeme hizalama cihazı
5-Destek silindiri parçası
6-Çerçeve parçası
7-Planet redüktör
8-Elektrik motoru
Alt silindir ve yatay olarak hareket eden sol ve sağ küçük çerçeveler entegre taban üzerine monte edilmiştir. Makinenin bir ucunda bir devirme mekanizması, diğer ucunda ise üç çalışma silindiri için bir aktarma sistemi ve iş parçalarının boşaltılmasını kolaylaştırmak için bir disk yaylı denge mekanizması bulunur. Üst silindirin kaldırılması (bkz. Şekil 6) ve alt silindirin yatay hareketi (bkz. Şekil 8) hidrolik olarak tahrik edilir.
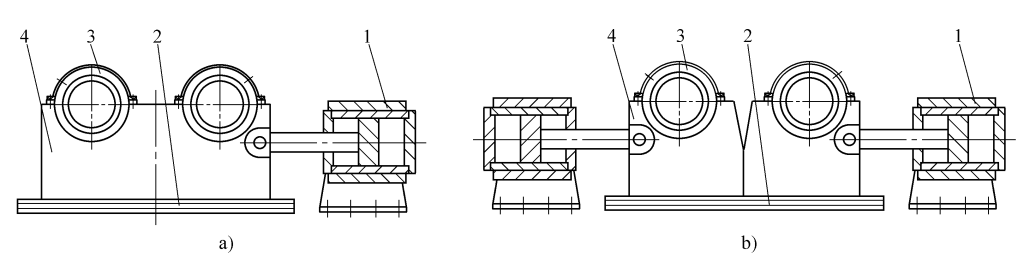
a) İki alt silindir için ayrı yatay hareket mekanizması
b) İki alt silindir için eşzamanlı yatay hareket mekanizması
1-Alt silindir hidrolik silindiri
2-T şeklinde kılavuz makara
3-Alt silindir
4-Alt silindir çerçevesi
Alt silindir için iki yatay hareket şekli vardır, biri eşzamanlı ayarlama tipidir (bkz. Şekil 8b): diğeri bireysel ayarlama tipidir (bkz. Şekil 8a). İlki, ayarlanabilir merkez mesafesi nedeniyle makinenin işleme kapasitesi aralığını genişletir; ikincisi, her iki alt silindirin aynı şasiye monte edilmesiyle, yatay bileşen kuvvetlerinin haddeleme sırasında birbirini iptal etmesine izin vererek daha iyi bir kuvvet durumu sağlar.
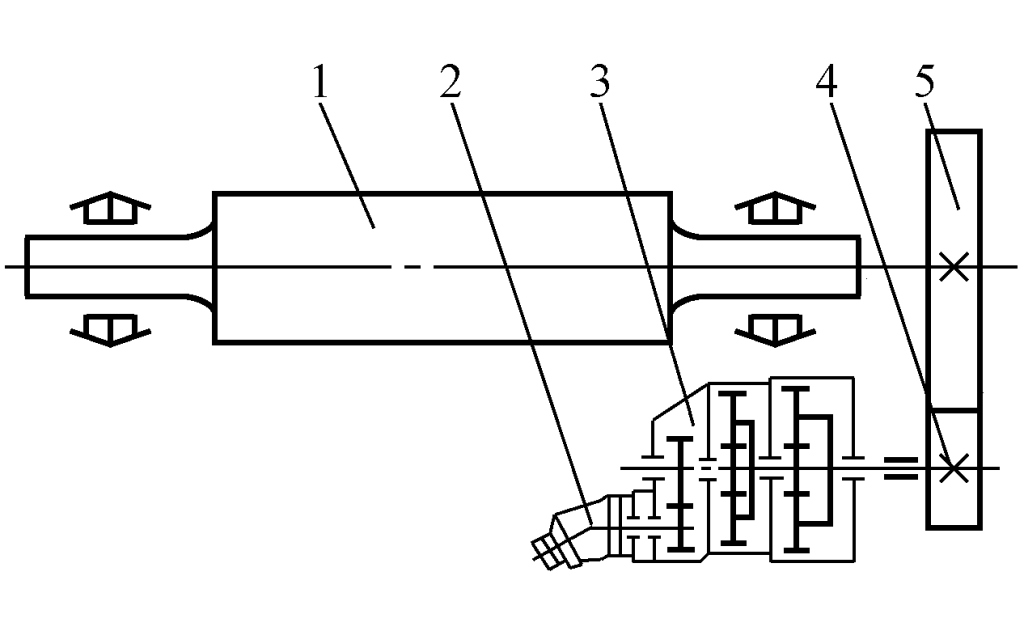
Bu makine, hem üst hem de alt silindirlere sahip üç silindirli tam tahrikli bir makinedir. Üst silindirin dönme hareketi, bir planet dişli redüktörü aracılığıyla dört elektrik motoru veya hidrolik motor tarafından tahrik edilir. Bu aktarım sistemi, çelik levha kaynaklı bir kutunun içine ve dışına monte edilmiştir ve üst silindirle birlikte büyük çerçevenin kılavuz yüzeyi boyunca yukarı ve aşağı hareket eder (bkz. Şekil 9).
1-Üst silindir
2-Büyük dişli
3-Küçük dişli
4-Planet redüktör
5-Elektrik motoru
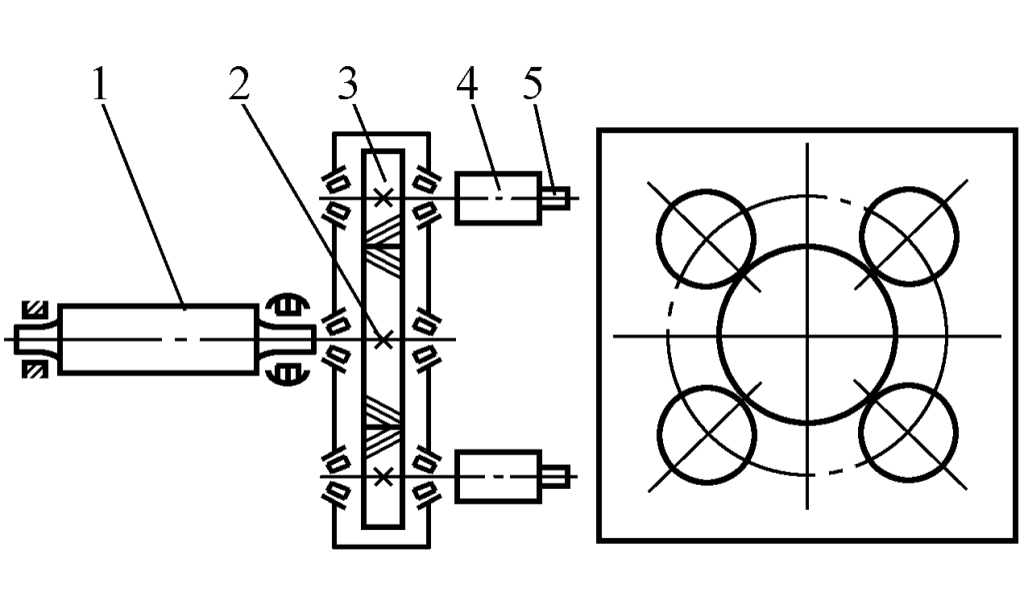
Alt silindirin dönme hareketi, Şekil 10'da gösterildiği gibi bir planet dişli redüktör aracılığıyla bir hidrolik motor tarafından tahrik edilir (küçük modeller için doğrudan düşük hızlı, yüksek torklu bir hidrolik motor tarafından da tahrik edilebilir). Bu tahrik sistemi alt silindir çerçevesine monte edilmiştir ve alt silindir hareket mekanizması ile yatay olarak hareket eder. Hem üst hem de alt silindir tahrik sistemlerinin yüksek hız aşamasında frenleme cihazları bulunmaktadır.
1-Alt silindir
2-Motorlu
3-Planet redüktör
4-Küçük dişli
5-Büyük dişli
Üç silindirli tam tahrikli haddeleme makinesi, ince plakaları ve küçük silindir çaplarını haddelerken kolayca kaymaz, böylece makinenin haddeleme aralığını genişletir.
Ana tahrik sistemi, iki alt silindiri bir elektrik motoru veya hidrolik motor tarafından tahrik edilen çok kademeli bir dişli aracılığıyla döndürür ve üst silindir zincir aktarımı ile tahrik edilir. Bükme işlemi sırasında üst ve alt silindirlerin doğrusal hızını eşleştirmek için, zincir iletim mekanizmasında bir emniyet kavrama cihazı kurulmuştur.
Plakayı ön bükme sırasında hassas konumlandırma elde etmek için, iletim sisteminin yüksek hızlı aşamasında bir frenleme cihazı kurulmuştur. Buna ek olarak, üç çalışma silindirinin her birinin bir motor redüktörü tarafından bağımsız olarak tahrik edildiği bir iletim yöntemi de benimsenebilir. Her üç çalışma silindiri de tahrikli silindirler olduğundan, küçük silindir çapları ve ince plakalar haddelenirken kayma önlenir.
Alt silindirin ark kaldırması, devirme yatağının dikilmesi ve yatırılması ve malzeme taşıma cihazının çevrilmesi ve sıfırlanması bir hidrolik pompa istasyonu tarafından çalıştırılır ve bir valf grubu aracılığıyla kontrol edilir. Alt silindirin ark kaldırma mekanizması Şekil 11'de gösterilmiştir. Hidrolik silindirin kuvveti, aynı özellikteki eğimli aşağı ayarlı kaldırma hidrolik silindirine kıyasla hacmi 1/4 oranında azaltabilen döndürme kolu aracılığıyla artırılır. Makinenin doğruluğunu sağlamak için, döndürme kolunun yeterli mukavemet ve sertliğe sahip olması gerekir.
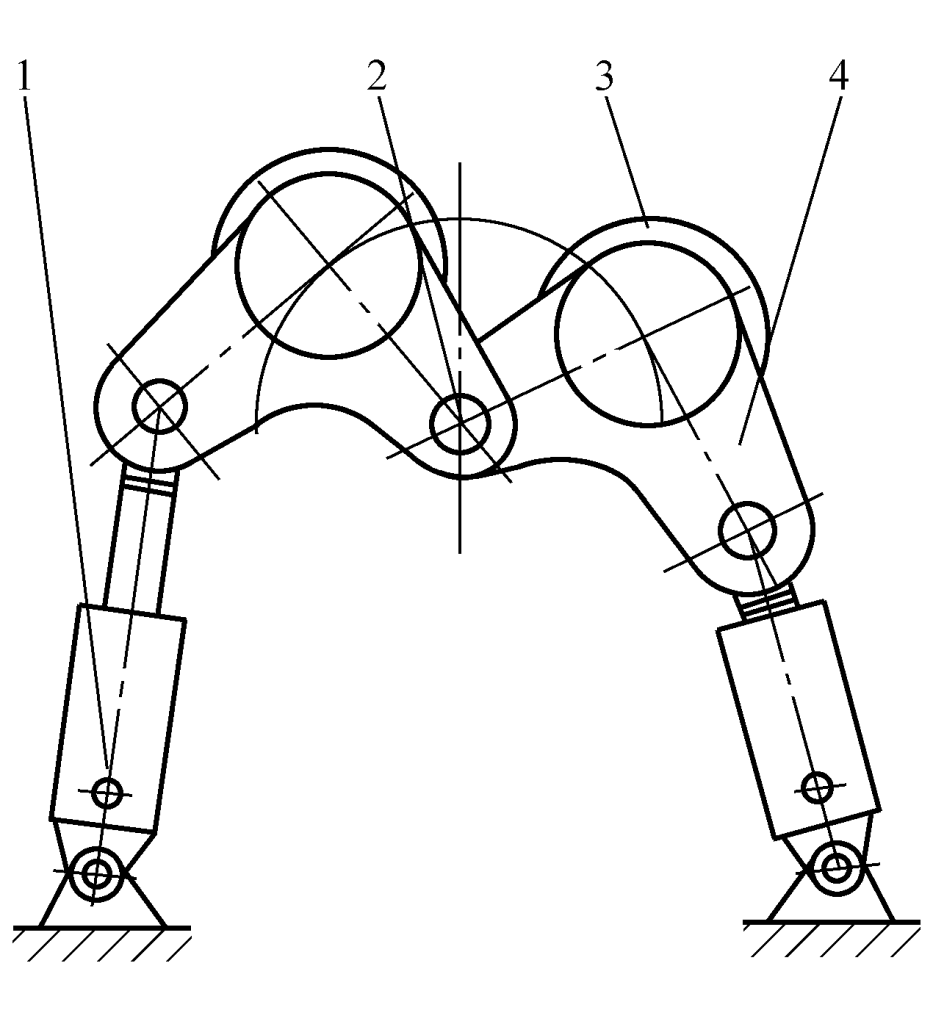
1-Hidrolik silindir
2-Merkezi eksen
3-Alt silindir
4-Döner kol
Üst silindir dengeleme mekanizması, devirme tarafı yatak muhafazası düştükten sonra üst silindirin yatay kalmasını sağlayan bir üst baskı stilini benimser. Bu mekanizma yatak burcu, rulman yatağı, ayar vidası, kilitleme vidası vb. unsurlardan oluşur. Devirme tarafındaki üst silindirin ucuna konik iş parçalarını sarmak için bir aksesuar takılmıştır.
Dört silindirli plaka bükme makinesinin üst silindiri daha büyük bir çapa sahiptir, alt silindir çapı genellikle üst silindirden biraz daha küçük veya ona eşittir ve yan silindirlerin çapı üst silindirden daha küçüktür. Alt silindir ve yan silindirler, iki çerçeveye monte edilmiş yatak gövdeleri ve her iki uçtaki hidrolik silindirler aracılığıyla birbirine bağlanır. Kayar kılavuz olukları, alt çalışma silindiri ve yan çalışma silindirini kılavuz oluklarında düz bir çizgide hareket ettirmek için hidrolik silindirler veya mekanik şanzıman tarafından tahrik edilen çerçeveye yerleştirilmiştir.
Alt ve yan makaralı rulman yataklarının alt kısmı, çalışma makaralarının eğilmesini ve kaldırılmasını sağlamak için yay şeklinde kendinden hizalı bir yapıya sahiptir. Ana tahrik genellikle bir planet redüktör veya silindirik dişli redüktör ve birinci kademe dişli şanzımanı aracılığıyla bir elektrik motoru veya hidrolik motor tarafından tahrik edilir (bkz. Şekil 12). Bir planet redüktör aracılığıyla bir hidrolik motor tarafından tahrik edildiğinde, planet redüktörün doğrudan üst silindir mili ucuna bağlandığı ve bir tork kolu ile donatıldığı bir yapı genellikle benimsenir.
1-Döndürme cihazı
2-Üst silindir
3 Konili haddeleme cihazı
4-Alt silindir
5 Taraflı silindir
6-Baz
7-Alt silindir hidrolik silindiri
8-Yan silindir hidrolik silindiri
9-Çerçeve
10-Planet redüktör
11-Hidrolik motor
Çerçeve, çelik levha kaynaklı bileşenlerden yapılmış kapalı bir çerçeve ve açık bir çerçeveden oluşur. Büyük ve orta ölçekli dört silindirli bükme makinelerinde, plakanın ucunu ön bükerken alt silindirin destek kuvvetini artırmak ve alt silindirin sapma deformasyonunu telafi etmek için alt silindirin ortasına bir destek silindiri cihazı yerleştirilir. Destek silindiri hidrolik silindir üzerine yerleştirilir ve destek kuvvetinin ayarlanması hidrolik tahrik ile gerçekleştirilir.
Şekil 13, iki merdaneli plaka bükme makinesinin çalışma prensibini göstermektedir. Bükme sırasında, üst silindir dönen bir zımba görevi görür ve alt silindir hareketli bir kalıp görevi görür. Üst merdanenin alt merdaneye presleme derinliği, yani elastik tabakanın deformasyon miktarı, oluşan bükme yarıçapını belirleyen ana işlem parametresidir. Presleme miktarı ne kadar büyük olursa, bükülme yarıçapı o kadar küçük olur, ancak presleme miktarı belirli bir değere ulaştığında, bükülme yarıçapı artık presleme miktarından etkilenmez ve stabilize olma eğilimindedir.
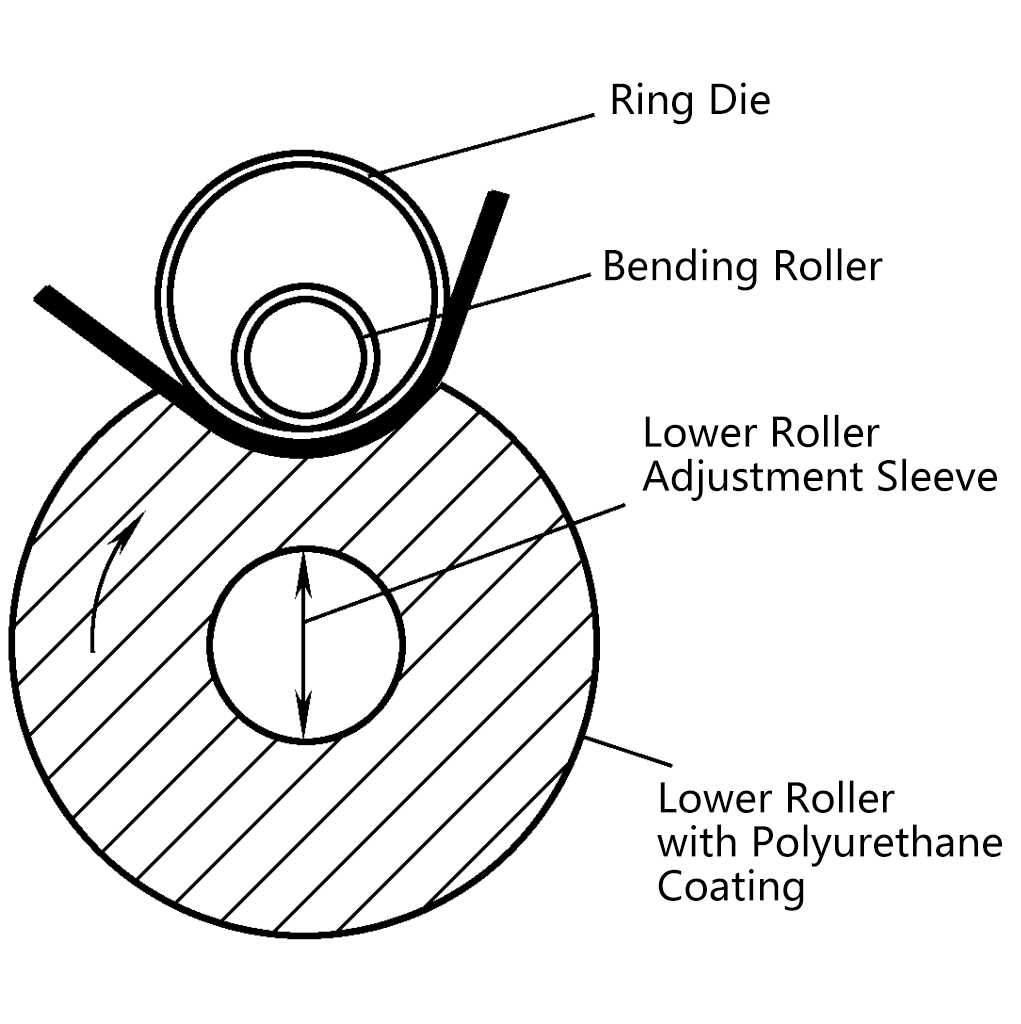
"Kararlı aralık" içinde, merdaneye uygulanan basıncın büyüklüğü, merdane çapının belirlenmesi, bükülme momentinin hesaplanması ve tahrik gücü için ana temeldir. Elastik rulonun kaplama malzemesi genellikle poliüretan polimerdir.
Makine bir çerçeve (sol ve sağ çerçeveler, taban, bağlantı kirişleri, vb.), üst kiriş, üst çalışma silindiri, üst destek silindiri, alt çalışma silindiri, alt destek silindiri, üst silindir kaldırma cihazı, yağlama, hidrolik, elektrik ve diğer parçalardan oluşur. Genel olarak, iki alt merdane tahrik merdaneleridir.
Şekil 14, W11TNC-32×13500 kapalı (marin) üç merdaneli plaka bükme makinesinin dış görünümüdür. Bu makinenin iki alt merdanesi, her iki uçtan redüktörler aracılığıyla elektrik motorları veya hidrolik motorlar tarafından tahrik edilir. Makine basit bir yapıya sahiptir, kullanımı kolaydır ve en yaygın kullanılanıdır.
1-Ana sürücü
2'li Raf
3-Ana hidrolik silindir
4-Üst silindir
5-Üst silindir desteği
6-Alt silindir
7-Alt silindir desteği
Kapalı (deniz) yatay aşağı ayarlanabilir üç silindirli plaka bükme makinesi iki yapı içerir: iki alt silindir bağımsız olarak ayarlanabilir (ayarlanabilir merkez mesafesi ile) ve iki alt silindir aynı anda yatay olarak hareket edebilir (sabit merkez mesafesi ile).
Şekil 15, Changzhi Steel & Iron (Group) Forging Machinery Manufacturing Co. Ltd. tarafından geliştirilen kapalı yatay aşağı ayarlanabilir plaka bükme makinesinin yepyeni bir yapısıdır. (Changzhi Dövme Makinesi Takım Fabrikası), model W11TXNC-22000kN × 16000mm. Bu makine, belirli bir aralıktaki yay veya konik iş parçalarını bükmek ve ön bükmek için esnek bir şekilde bir plaka bükme makinesi olarak kullanılabilir; aynı zamanda bir pres frenibükme kalıpları yardımıyla çelik levhaların bükülmesi.
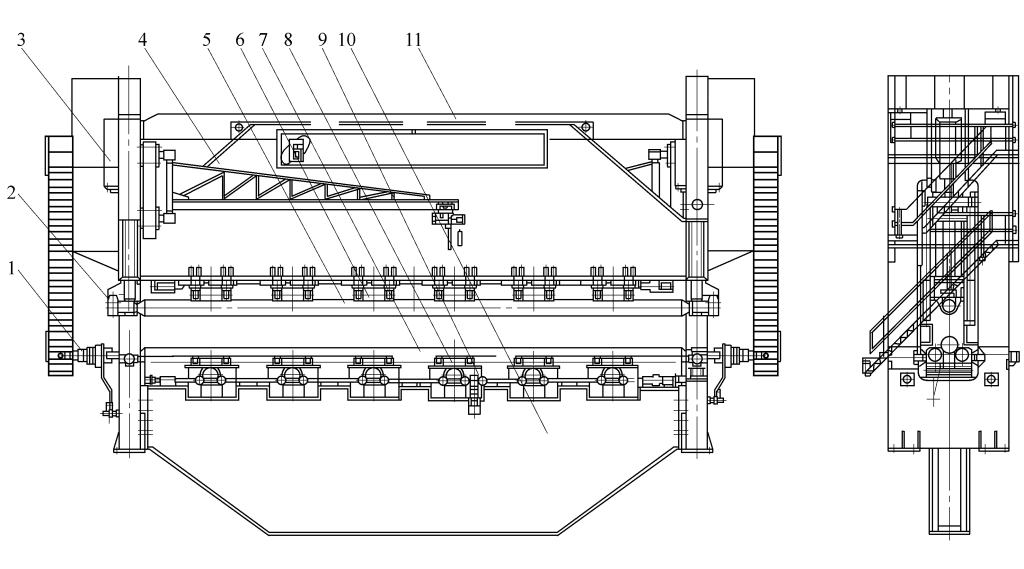
1-Ana tahrik sistemi
2 Çerçeve
3-Ana hidrolik silindir
4-Üst çapraz kiriş
5-Üst çalışma rulosu
6-Üst destek rulosu
7-Alt çalışma silindiri
8-Alt destek rulosu
9-Alt silindir yanal hareket cihazı
10-Alt çapraz kiriş
11-Kirişin bağlanması
Makine, destek silindirini hidrolik silindir aracılığıyla farklı eğimlere sahip bir kama mekanizmasıyla iten, üst ve alt çalışma silindirlerinin önceden bükülmesine ve üst ve alt kirişlerin deformasyonunu telafi etmesine neden olan ayarlanabilir bir hidrolik ön bükme cihazı ile donatılmıştır. İki alt çalışma silindirinin ve destek silindirlerinin uzunlamasına merkez hattı konumları nispeten ayarlanabilir ve aynı çalışma silindirinin ve ilgili destek silindirinin yatay hareketi, motor redüktörü ve vidalı kaldırma mekanizması aracılığıyla senkronize edilir.
Üst çalışma silindiri, destek silindiri ve üst kirişin dikey ve eğimli kaldırılması, çerçevenin üst kısmına monte edilmiş bir ana hidrolik silindir ve çerçevenin içine monte edilmiş iki dönüş hidrolik silindiri tarafından tahrik edilir, hem ana hidrolik silindir hem de dönüş silindirleri bir piston silindiri yapısını benimser. Makinenin iki alt çalışma silindiri, her biri bağımsız bir hidrolik motor ve her iki yönde bir planet redüktör tarafından tahrik edilen tahrik silindirleridir.
Bu makine bir mikrobilgisayar tarafından kontrol edilir ve üst silindir basıncı, alt silindir yatay konumu ve üst ve alt kirişlerin telafi miktarı gibi parametreleri, levha kalınlığı, levha genişliği, akma sınırı ve haddeleme veya bükme sırasında minimum haddeleme yarıçapı gibi işlem parametrelerine göre ayarlayabilir ve düzenleme ve depolama gibi işlevlere sahiptir.
Plaka haddeleme esnek işleme ünitesi genellikle, bir veya birkaç bilgisayardan oluşan bir kontrol sistemi tarafından kontrol edilen ve otomatik bir plaka haddeleme işleme ünitesi oluşturan, önde plaka malzemesinin ön işlemi ve arkada bitmiş ürün taşıma ekipmanı ile donatılmış bir CNC plaka haddeleme makinesinden oluşur. Bu ünite, bilgi akışını ve malzeme akışını CNC plaka haddeleme makinesi sistemine entegre eder, küçük parti işleme otomasyonunu gerçekleştirebilir, bu da onu ideal bir yüksek hassasiyetli, yüksek verimli ve yüksek esneklikli üretim sistemi haline getirir.
Şekil 16 ve 17'de plaka haddeleme esnek işleme ünitesinin yerleşimi gösterilmektedir. Ünite temel olarak bir plaka depolama platformu, bir yükleme robot kolu yükleme iş istasyonu, bir destek cihazı ve bir boşaltma cihazından oluşmaktadır. Plaka haddeleme sırasında, yükleme robot kolu malzemeyi plaka depolama platformundan yükleme iş istasyonuna götürür, burada robot kolu plaka malzemesini hizalar ve plaka haddeleme makinesine besler.
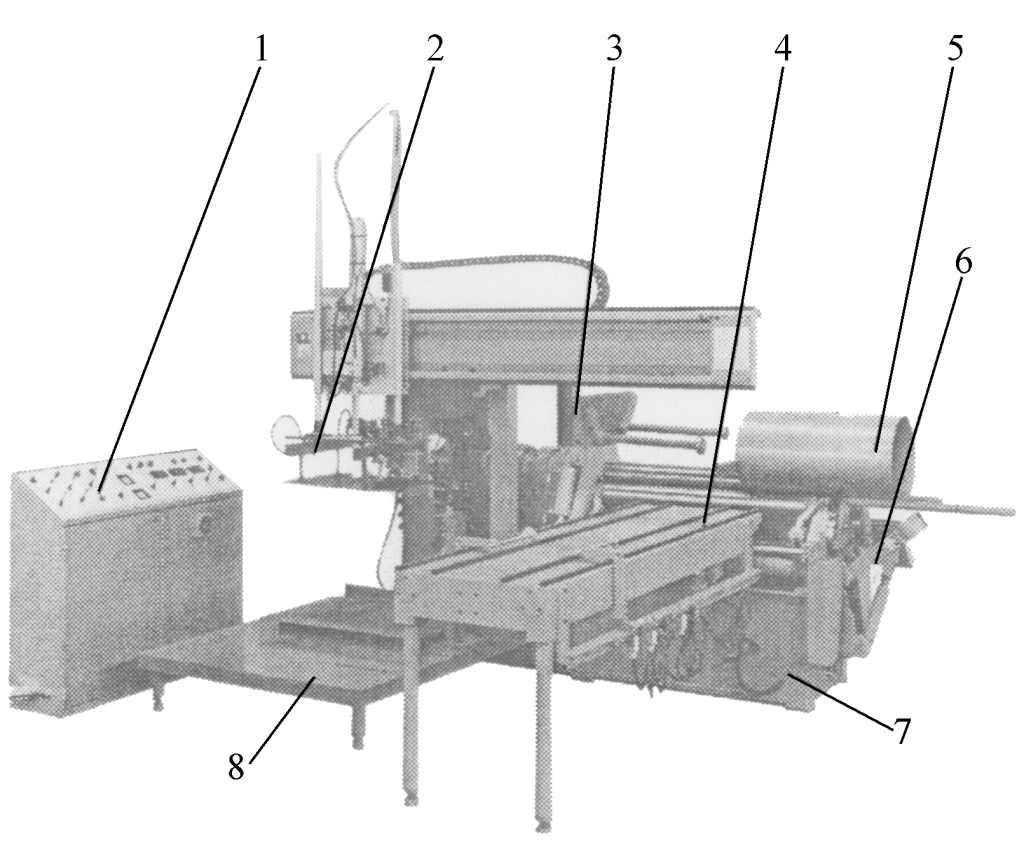
1-Elektrik dolabı
2-Yükleme robot kolu
3-Destek cihazı
4-Yükleme tezgahı
5-İş parçası
6-Boşaltma cihazı
7-Plaka haddeleme makinesi ana çerçevesi
8-Sayfalık metal istifleme masası
1-Plaka haddeleme makinesi ana şasisi
2-Destek cihazı
3-Boşaltma cihazı
4-Besleme makaralı konveyörü
5-Yükleme robotu
6-Sayfalık metal istifleme masası
Haddeleme işlemi sırasında, haddelenmiş iş parçasının şekline, kalınlığına ve silindir çapına göre, robot kolu her zaman iş parçasının içine veya hem içine hem de dışına bağlanır (tam otomatik ayar) ve iş parçası oluşana kadar eğriliği değiştikçe iş parçasını sürekli olarak destekler ve ona yapışır.
Daha sonra, ana makinenin devirme mekanizmasının yatak muhafazası aşağı eğilir, boşaltma robot kolu iş parçasını dışarı iter, boşaltma robot kolu iş parçasını yakalar ve bitmiş ürün tezgahına gönderir ve ana makine ve çeşitli konumlardaki robot kolları, bir sonraki iş parçasının haddelenmesi için hazır olarak orijinal konumlarına geri döner. Yukarıdaki konfigürasyona ek olarak, bazı esnek levha haddeleme işleme üniteleri ayrıca sac metal hizalama, silindirik inceleme, kaynak vb. tesislerle donatılabilir.







