
Mekanik Düzeltme: Yöntemler ve Uygulamalar
Bükülmüş metalin nasıl tekrar düz hale geldiğini hiç düşündünüz mü? Bu makale, mekanik düzeltme dünyasına dalarak, bükülmüş metallerin...
Sac metal parçaların neden bazen birbirine mükemmel şekilde uymadığını hiç merak ettiniz mi? Bu makale, metal yapıların kusursuz montajını ve uzun ömürlü olmasını sağlamak için çok önemli bir süreç olan deforme olmuş sac levhaların doğrultulmasının büyüleyici dünyasını keşfediyor. Çeşitli doğrultma tekniklerinin bu deformasyonları nasıl düzeltebileceğini ve ürün kalitesini nasıl artırabileceğini öğrenin.

Sac metal bileşenlerin işlenmesi sırasında, dış kuvvetlerin kaldırılmasından sonra geri yaylanma deformasyonu, malzeme kısıtlaması nedeniyle iç gerilmelerin neden olduğu gerilme deformasyonu, ısıl işlemden kaynaklanan deformasyon, malzeme taşıma veya çarpışmalardan kaynaklanan deformasyon ve düzensiz hammaddelerin neden olduğu deformasyon gibi çeşitli deformasyonlar meydana gelebilir. Parçalardaki bu deformasyonlar düzeltilmezse, tüm sac metal yapının düzgün montajını etkileyebilir, montaj kalitesini düşürebilir ve hatta bileşenin mukavemetini ve hizmet ömrünü tehlikeye atabilir.
Sac metal bileşenlerdeki deformasyonların giderilmesi işlemi topluca doğrultma olarak bilinir. Doğrultma, ürün gereksinimlerini karşılamayan çelik yapıların ve hammaddelerin geometrik şeklini, belirli bir derecede plastik deformasyona neden olarak düzeltmek ve böylece ürünün gerektirdiği geometriyi elde etmek için kullanılan bir yöntemdir. Sonraki işleme veya montaja geçilmeden önce tüm deformasyonlar düzeltilmelidir. Doğrultma, çelik üretiminde önemli temel işlemlerden biridir. sac metal işleme.
Sac metalin doğrultulmasında yaygın olarak kullanılan yöntemler arasında manuel doğrultma, mekanik doğrultma ve alevle doğrultma yer alır. Manuel doğrultma öncelikle sac metal parçaların şekillendirildikten sonra şekil ve boyut kusurlarını düzeltmek için veya üretim ekipmanındaki sınırlamalar nedeniyle mekanik doğrultmanın mümkün olmadığı durumlarda kullanılır. Manuel işlem esnek, etkili ve düşük maliyetli olduğu için üretimde yaygın olarak kullanılır.
Mekanik doğrultma genellikle metal hammaddelerin ve büyük sac metal boşlukların (sac, çelik profil vb.) doğrultulması ve düzleştirilmesi için kullanılır. Alevle doğrultma, esas olarak büyük sac metal bileşenlerin doğrultulması ve düzleştirilmesi için kullanılır. İşleme alanlarından ve ekipman koşullarından minimum düzeyde etkilendiğinden, özellikle sahadaki veya atölye dışı ortamlardaki işlemler için uygundur.
Elle doğrultma işleminde, bir çalışma platformu üzerinde iş parçasının belirli kısımlarına vurmak için el aletleri (balyoz veya çekiç) kullanılır. İşlenmemiş parça üzerindeki "sıkıştırma" ve "kabartma" işlemleri sayesinde, daha dar alanlardaki metal gerilir ve tüm katmanların lif uzunluklarının tekdüzeliğe doğru eğilim göstermesine neden olarak doğrultma elde edilir. Sac metal bileşenler malzeme, yapı ve deformasyon nedenleri bakımından farklılık gösterdiğinden, manuel doğrultma için kullanılan özel yöntemler de değişiklik gösterir.
İnce çelik plakalar özellikle nakliye ve ürün üretimi sırasında lokal stres, yüksek sıcaklıklar veya uzun süre açık havada düzensiz depolanma nedeniyle deformasyona eğilimlidir. İnce çelik plakaların düzeltilmesi son derece becerikli ve nispeten zorlu bir işlemdir.
Doğrultma işlemi sırasında, öncelikle ince plakanın durumuna bağlı olarak mevcut deformasyon türünü veya temel deformasyonların kombinasyonunu analiz etmelisiniz. Plakanın hangi bölgelerinin gevşek (uzun lifler) ve hangi bölgelerinin sıkı (kısa lifler) olduğunu belirledikten sonra, sonraki doğrultma işlemlerine devam edin.
"Gevşek" ve "Sıkı", sac metal işçileri tarafından çelik levhaların yerel gerilim farklılıklarından kaynaklanan düzensiz yüzey koşullarını tanımlamak için kullanılan terimlerdir. Uygulamada, malzemenin gerildiği ve düzensiz veya burkulmuş göründüğü alanlar "gevşek" olarak adlandırılırken, malzemenin deforme olmadığı ve düz kaldığı alanlar "sıkı" olarak adlandırılır. Doğrultmanın amacı "sıkı" alanları gevşetmek veya "gevşek" alanları sıkılaştırmak, deformasyonu düzeltmek için plaka boyunca eşit gerilim elde etmektir.
Doğrultmadan önce çelik plakanın deformasyonunu incelemelisiniz. "Gevşek" veya "Sıkı" alanlar deneyime dayalı olarak tanımlanabilir: basınç uygulandığında belirgin şekilde hareket eden, kalkık veya çökük görünen alanlar "gevşek" olarak sınıflandırılırken, nispeten düz alanlar "sıkı" olarak kabul edilir. Düz olmayan ince bir çelik plaka sağlam ve düz bir platform üzerine yerleştirildiğinde, bazı alanlar kalkarken diğerleri platforma sıkıca bastıracaktır.
İnce plakanın kenarları platforma karşı düz duruyorsa ancak merkez şişkinse, merkez "gevşek" ve kenarlar "sıkı "dır. Merkez düz duruyorsa ancak kenarlar dalgalı bir şekil oluşturuyorsa, kenarlar "gevşek" olarak kabul edilir.
Bir çelik levhada "Gevşek" ve "Sıkı" arasındaki ayrım net değilse, kenarlara yakın uygun iç bölgelere dairesel çekiçleme uygulayarak başlayabilir, düzensiz deformasyonları düzenli desenlere dönüştürebilirsiniz. Daha sonra, sıkı alanları gevşetmeye devam edin.
Çevredeki alanların gevşetilmesini zorlaştıran ciddi lokal şişkinliklerin olduğu durumlarda, önce şişkin alana lokalize ısıtma uygulayın. Bu, şişkin alanın çoğunlukla düz olana kadar küçülmesine neden olur, ardından soğuk doğrultma uygulanabilir. Düzeltirken, iş parçasının çevrildiğinden ve her iki tarafına da vurulduğundan emin olun.
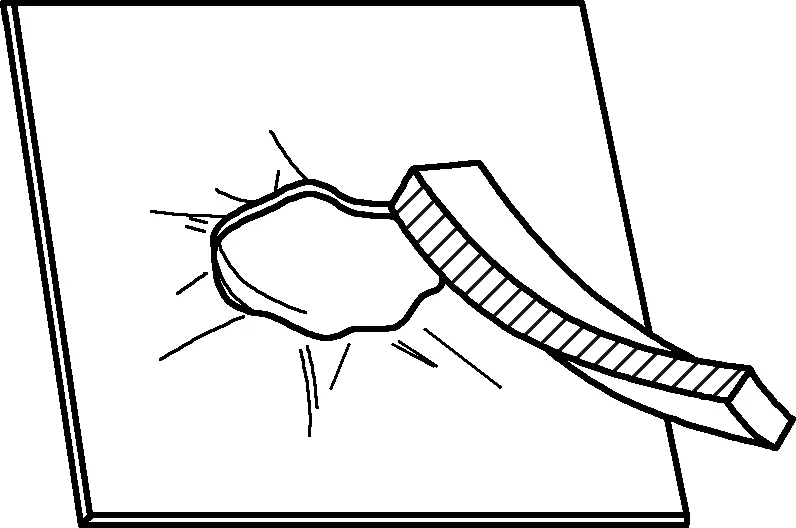
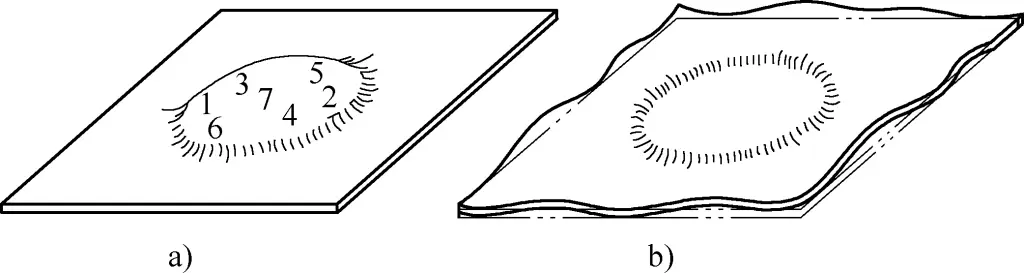
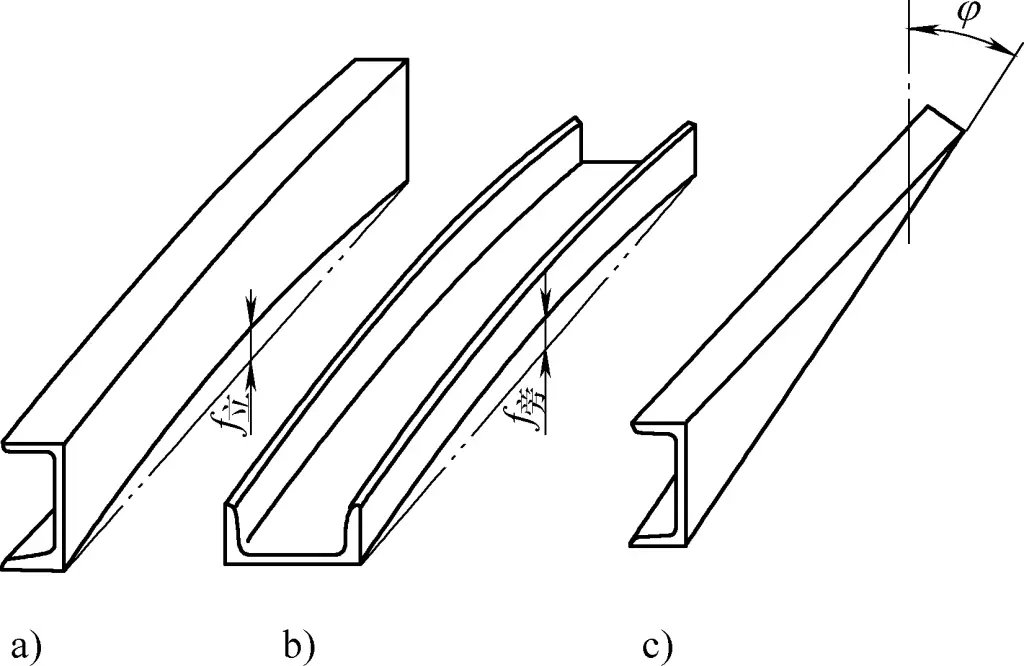
Şekil 1'de gösterildiği gibi, ince plakalardaki deformasyon modelleri merkezde şişkinlik, dalgalı kenarlar ve köşelerde yukarı doğru eğrilmeyi içerir.
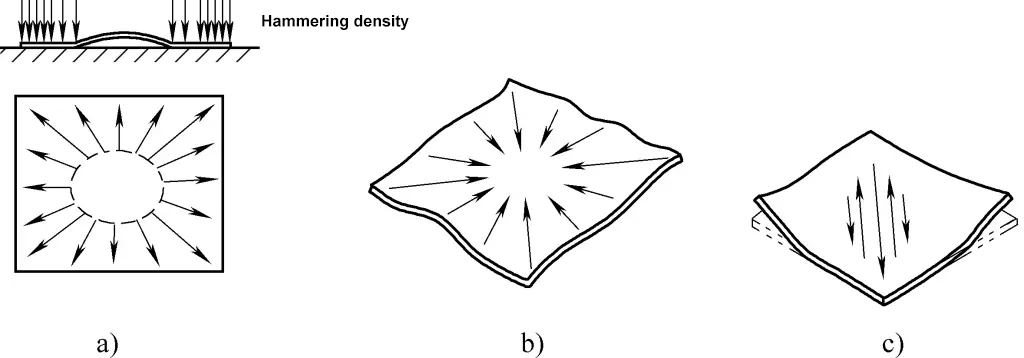
a) Merkezde Şişkinlik
b) Dalgalı Kenarlar
c) Köşelerde Yukarı Doğru Eğilme
Şekil 1'de ince bir çelik levhanın ortasındaki çıkıntının düzeltilmesi gösterilmektedir. Merkezdeki bir çıkıntı, plakanın ortasındaki liflerin kenarlardan daha uzun olduğunu gösterir, bu da genellikle kenarların "sıkı" ve merkezin "gevşek" olması olarak tanımlanır.
Şişkin alan, bir miktar emiciliğe sahip ince bir kağıt parçası üzerindeki ıslak bir noktayı andırır; bir taraftan bakıldığında, şişkin kısım çevreleyen düz düzlemden daha yüksektir ve kenarları gergin bir durumdadır. Karşı taraftan bakıldığında, alan çevresindeki yüzeyden daha alçak görünür ve kenarları da gergin durumdadır. Plakanın liflerinin uzunlukları nispeten aynı olacak şekilde düzeltilirse, şişkinlik kaybolacak ve plaka düz hale gelecektir.
Manuel doğrultma işleminde, Şekil 1'deki oklarla gösterildiği gibi, şişkin alanın yakınından başlayarak ve kademeli olarak dışarıya doğru uzanarak plakanın kenarları etrafında çekiçle vurulmalıdır. Kenarlara ne kadar yaklaşırsanız, çekiçleme o kadar yoğun ve sert olmalıdır. Amaç, şişkin alanın etrafındaki çevresel lifleri radyal yönde orantılı olarak germektir. Bu, plaka boyunca liflerin uzunluklarını eşitler ve böylece merkezi şişkinliği ortadan kaldırır.
İnce plakanın yüzeyinde birkaç bitişik şişkin nokta varsa, birkaç noktayı tek bir alanda birleştirmek için önce şişkinlikler arasındaki alanları hafifçe çekiçlemelisiniz. Ardından, kenarların etrafını çekiçlemek ve plakayı düzleştirmek için yukarıda belirtilen yöntemi uygulayın.
Şekil 1b bir plaka üzerindeki dalgalı kenarların düzleşmesini göstermektedir. Bu deformasyon, plakanın kenarlarındaki liflerin merkezdekilerden daha uzun olduğunu gösterir. Başka bir deyişle, kenarlar "gevşek" ve merkez "sıkıdır", tıpkı kurumuş ıslatılmış bir kağıt yaprağı gibi.
Dalgalı kenarların elle düzeltilmesi, Şekil 1b'deki oklarla gösterildiği gibi, kenarlardan merkeze doğru kademeli olarak çekiçlemeyi içermelidir. Çekiç darbelerinin yoğunluğu kenarlardan merkeze doğru artmalı ve her darbenin kuvveti de artmalıdır, böylece merkezdeki lifler gerilir. Sonunda, tüm plaka boyunca lif uzunlukları eşitlenecek ve istenen düzleştirme sonucuna ulaşılacaktır.
İnce levha, Şekil 1c'de gösterilen diyagonal çözgü deformasyonu gibi bükülme gibi düzensiz deformasyonlar yaşarsa, ince levhanın orta bölgesinde diyagonal çözgü yönüne dik bir çekme gerilmesi alanı olduğunu ve çekme gerilmesi yönünün bu gerilme alanının uzun yönü boyunca olduğunu gösterir.
Bu analize göre, ince plakanın deformasyonu, çekme gerilimi yönündeki liflerin etrafındakilerden biraz daha kısa olmasından kaynaklanmaktadır. Manuel düzeltme sırasında, gerilme alanının yönü boyunca her iki uçtan merkeze doğru kademeli olarak çekiçlemeye başlanmalı, gerilme alanındaki liflerin gerilmesine ve çevredeki lifler kadar uzun olmasına neden olunmalı ve böylece düzeltme sağlanmalıdır.
Yukarıda belirtilen üç deformasyon türü için düzeltme genellikle bir vurma tahtası (tokatlayıcı olarak da bilinir) kullanılarak da yapılabilir. Vurma tahtası, 3-5 mm kalınlığında, 40 mm'den az olmayan bir genişliğe ve 400 mm'den az olmayan bir uzunluğa sahip, iyi esnekliğe sahip bir çelik plakadan yapılır. Vurma tahtasının özel boyutları, düzeltilen plakanın kalınlığına ve boyutuna bağlıdır.
Deformasyon alanının yükseltilmiş (veya gevşetilmiş) kısmına vurma tahtası ile vurmanın amacı, vurulan malzemedeki liflerin kısalmasına neden olmak, onları uzunluk olarak çevreleyen liflerle hizalamak ve böylece düzeltmeyi sağlamaktır.
Çarpma tahtasının kalınlığı ince plakanınkinden çok daha fazla ve sertliği de daha yüksek olduğundan, düzeltmeyi sağlamak için malzemenin gerilmiş bölgelerindeki lifleri sıkıştırabilir ve gerebilir. Vurma tahtası ile düzeltilmiş plaka arasındaki temas yüzeyi büyük olduğundan ve kuvvet eşit olarak dağıtıldığından, çekiç izi yoktur ve düzeltme verimliliği nispeten yüksektir. Bununla birlikte, vurmanın neden olduğu deformasyon çok büyük değildir, bu nedenle yalnızca geniş alanlarda ilk düzeltme için uygundur.
İnce bir plakanın merkezindeki bir çıkıntının deformasyonunu düzeltirken, çıkıntıyı doğrudan çekiçlemekten kaçının. Bunun nedeni, ince plakanın zayıf yüzey normal sertliğine sahip olmasıdır ve çıkıntıyı çekiçlemek, sıkıştırma nedeniyle çıkıntıdaki lifleri daha da uzatarak çıkıntıyı daha kötü hale getirebilir.
İnce bir plakayı düzeltirken, ister şişkin alandaki uzun lifleri kısaltmak ister gergin alandaki kısa lifleri uzatmak olsun, her zaman kenarlardan deformasyon merkezine doğru kademeli ve eşit bir şekilde ilerlenmeli ve düzeltme kuvveti kademeli olarak artmalıdır. Deformasyon merkezinden başlamak yasaktır, çünkü bu daha karmaşık deformasyonlara yol açabilir ve daha fazla düzeltmeyi daha zor hale getirebilir.
Ayrıca, düzeltme kuvvetinde düzensiz değişikliklerden kaçının; bu, liflerin düzensiz gerilmesine veya kasılmasına neden olarak daha sonraki düzeltmeleri zorlaştıracak ve iş yükünü artıracak bitişik deformasyon alanlarına yol açabilir.
Demir içermeyen metaller sac parçalar için yaygın olarak kullanılan alüminyum alaşımları ve bakır alaşımlarını içerir ve mekanik özellikleri nispeten düşüktür. Bununla birlikte, malzemenin işlenebilirliğini artırmak için, ısıl işlemle güçlendirilebilen metaller genellikle fabrikaya teslim edildiklerinde tavlanmış halde kullanılırlar.
Demir dışı metaller çekiçle dövüldükten sonra yüzeylerinde çekiç izleri göstermeye eğilimli olduklarından, demir dışı metal levhaları düzeltirken ve şekillendirirken, orta sertlikte kauçuktan yapılmış bir lastik şerit parçası (tokatlayıcı olarak da adlandırılır) genellikle bir düzeltme aracı olarak kullanılır. Bu tokatlamanın amacı, şeridin uzunluğu boyunca kauçuk şerit ile temas alanında malzemenin teğetsel büzülme deformasyonuna neden olmaktır.
Demir dışı metaller iyi işlenebilirliğe sahiptir. Çalışma koşullarında sertlikleri nispeten düşüktür ve plakanın kalınlığı da küçüktür, bu nedenle yüzey normal sertliği zayıftır. Bu nedenle deforme olması kolaydır, ancak tüm plakayı düz hale getirmek zordur. Herhangi bir küçük darbe veya yanlış kullanım yeni düzensizliklere neden olabilir.
Bu nedenle, demir dışı metal ince plakaları düzeltirken titiz olmak, nazik davranmak ve belirli bir beceri düzeyine sahip olmak önemlidir. İlk olarak, deforme olmuş alanları bulmak ve doğasını anlamak için deformasyon analiz edilmeli ve ancak o zaman uygun yöntem ve düzeltme için belirli alanlar seçilmelidir.
Düzeltme sırasında dikkatlice gözlemleyin ve yavaş hareket edin. Uygun düzeltme yöntemi ve araçları seçilmeden önce deformasyon alanı ("gevşek" veya "sıkı" olup olmadığı ince çelik plakalar için açıklanan şekilde belirlenir) doğru bir şekilde tanımlanmalıdır.
Düz plakaların yaygın deformasyonları arasında merkezi şişkinlik ve kenarlarda dalgalanma yer alır.
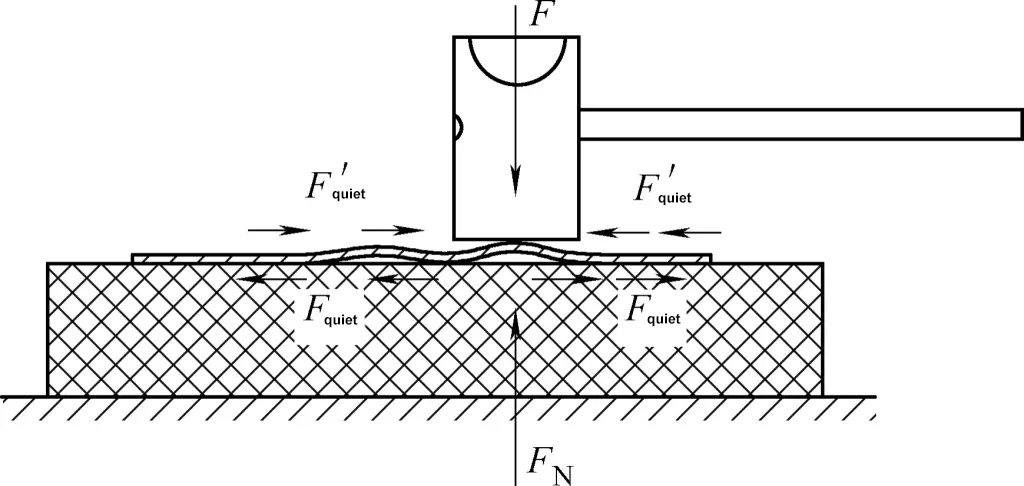
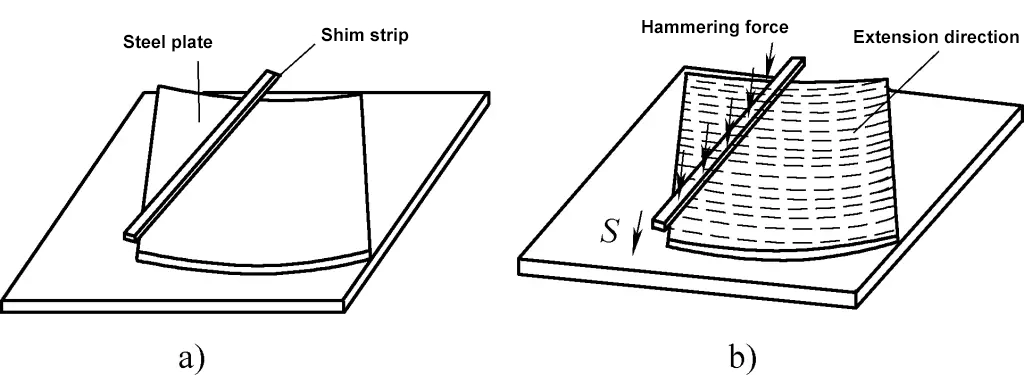
Şişkinlik için düzeltme işlemi Şekil 2'de gösterilmektedir. Düz plakanın şişkin yüzeyini yüzü yukarı bakacak şekilde platforma yerleştirin ve plakanın kenarlarının platformla temas etmesini sağlamak için dört köşesine hafifçe bastırın. İlk olarak, kauçuk şeridi kullanarak tüm yüzeyi tokatlayın, şeridin şişkin alanı kapladığından emin olun ve şişkin alandaki malzemenin büzülmesine neden olun (bkz. Şekil 2a). Bu noktada, şişkinlik derecesi azalır ve şişkin ve şişkin olmayan alanlar arasındaki sınır bulanıklaşır.
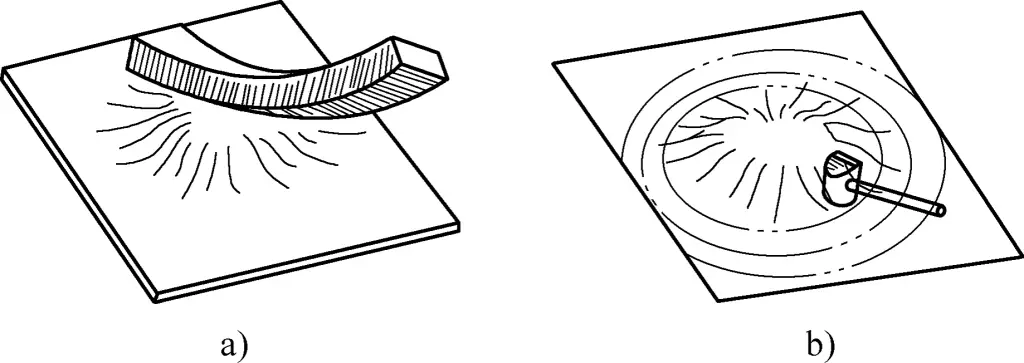
a) Kauçuk şeridin şişkin ince plakayı tokatlaması
b) Kenarlarda çekiçleme
Daha sonra, bakır veya alüminyum bir çekiç kullanarak şişkin alanın kenarlarından başlayarak ve şişkin alanın sınırı boyunca teğetsel bir yönde ilerleyerek şişkin alanın kenarlarını çekiçleyin. Çekiçleme seçilen bir dönüş yönünü takip etmeli ve sistematik olarak ilerlemelidir.
Çekiçleme noktaları ne kadar uzak olursa, o kadar yoğun olmalı ve mümkün olduğunca düzgün olmalıdır. Çekiçlemenin amacı malzemede teğetsel uzama deformasyonunu tetiklemektir. Çekiç noktaları ne kadar yoğun olursa, şişkin alanın ötesinde çekiçle bastırılan malzeme o kadar büyük olur; çekiçleme ne kadar düzgün olursa, düzensiz çekiçlemenin neden olduğu yeni küçük şişkinliklerden kaçınarak düzeltme etkisi o kadar iyi olur (bkz. Şekil 2b).
Şişkin bir plakayı düzleştirmek için iki farklı düzeltme yönteminin birbirini tamamlayıcı nitelikte olduğunu belirtmek gerekir. Her bir yöntemle ne kadar ileri gidileceğine gelince, bu belirli şişkinlik derecesine ve plağın şişkin alanının boyutuna bağlıdır. Prensip şudur: her yöntem maksimum düzeltme potansiyelini gerçekleştirmelidir.
Daha büyük çıkıntılara sahip plakalar için düzeltme birkaç adımda aşamalı olarak yapılabilir. Her düzeltme döngüsünden sonra, bir gerilim giderme tavlaması gerçekleştirmek gerekir. Her düzeltme kombinasyonu sırasında, yöntem sırası değişmeden kalır, yani önce şişkin alanı daraltmak için kauçuk şerit ve ardından düzeltme gereksinimi karşılanana kadar kenarların etrafında çekiçleme.
Kenarlardaki gevşeklik plakanın kenarlarında dengesizliğe ve dalgalı deformasyona neden olduğunda (bkz. Şekil 3a), düzeltme için aşağıdaki yöntem kullanılabilir.
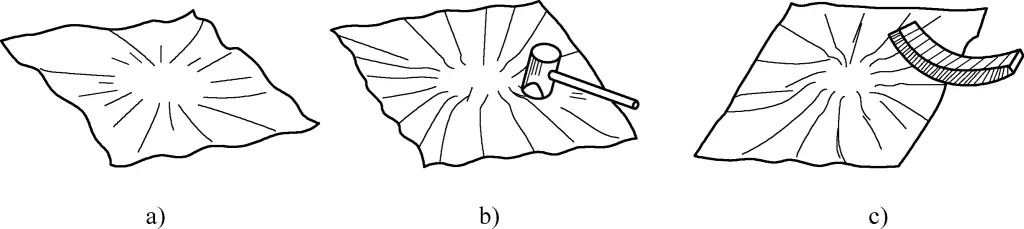
a) Dalga deformasyonu
b) Dalgaları kırmak
c) Dalgaları lastik bir şerit ile yumuşatmak
İlk olarak, bakır veya alüminyum bir çekiçle gevşek kenarlara vurarak büyük dalgaları sayısız küçük dalgaya ayırın (bkz. Şekil 3b). Daha sonra plakayı platform üzerine ters çevirin ve kenarlarına lastik şeritle vurarak (bkz. Şekil 3c) gevşek kısımlarda malzeme büzülmesine neden olun ve böylece büyük dalgaların yüksekliğini azaltın.
Büyük dalgaların birçok küçük dalgaya bölünmesinin amacı, büyük dalga yüzeylerini mikroskobik olarak kavisli ancak genel olarak düz yüzeylere dönüştürmek ve mikro kavisli yüzeyler içindeki kauçuk şerit ile tokatlama yoluyla kasılma deformasyonunu kolaylaştırmaktır.
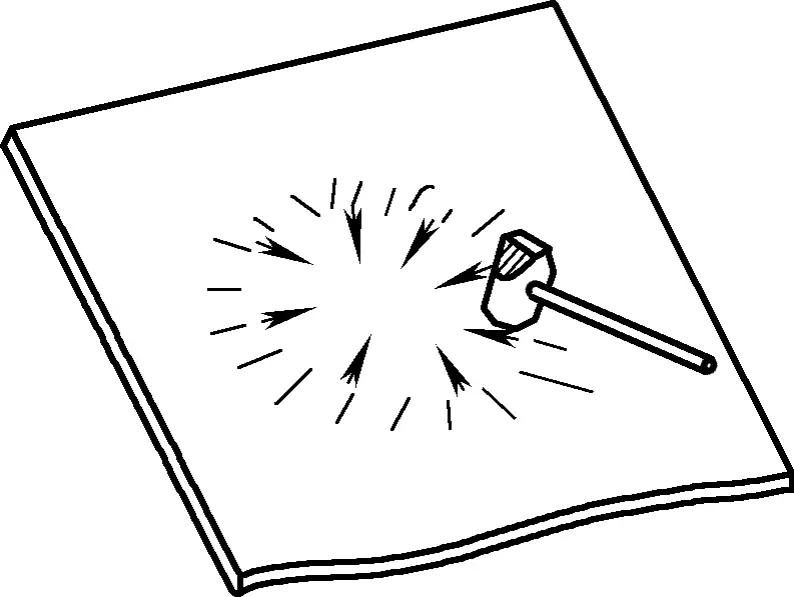
Plakanın etrafına vurduktan sonra, gevşemiş alanın içinden başlayın ve Şekil 4'te gösterildiği gibi içe doğru çekiçleyin ve malzemenin çevresel olarak uzamasına neden olun. Bu, kenarlardaki gevşemenin neden olduğu genel düzensizliği azaltabilir. Merkezi alanın çekiçlenmesi sırasında, çekiç merkeze ne kadar yakın vurursa, plakanın genel düzeltilmesinde homojenliği sağlamak için o kadar yoğun olmalıdır.
Şişkinliğin giderilmesi için yapılan düzeltmeye benzer şekilde, kenar gevşekliğinin giderilmesi için yukarıda belirtilen iki farklı düzeltme yöntemi birlikte kullanılır. Daha büyük gevşeklik dereceleri için şişkinliği giderme yöntemine de başvurabilirsiniz.
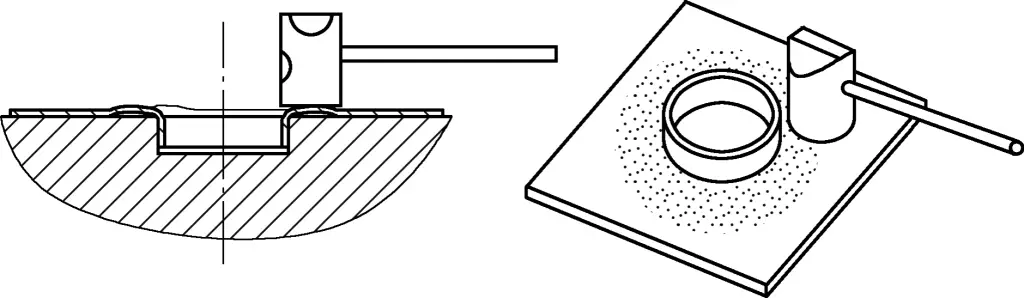
Düz delikli plakalar için, delik etrafındaki deformasyon gevşemesi Şekil 5'te gösterildiği gibi düzeltilebilir. Bu, malzemeyi itmek ve düzeltmeyi sağlamak için deliğin kenarı boyunca teğetsel olarak vurmak için bir lastik şerit kullanılmasını içerir.
Ciddi derecede gevşemiş delik kenarları için, plaka kauçuk bir yastık üzerine yerleştirilebilir ve deliğin etrafındaki yükseltilmiş kenarlara vurmak için bakır bir çekiç kullanılabilir, bu da malzemenin büzülmesine neden olarak plakanın düzeltilmesini sağlar (bkz. Şekil 6). Bu düzeltmenin arkasındaki prensip, deliğin etrafındaki yükseltilmiş kenar çekiçlendiğinde, plaka ve kauçuk yastık arasındaki statik sürtünmenin, darbe kuvveti ve yastığın karşı kuvveti ile birleştiğinde, yükseltilmiş kenarın sıkıştırıcı deformasyonuna neden olarak delik kenarlarının düzleştirilmesiyle sonuçlanmasıdır.
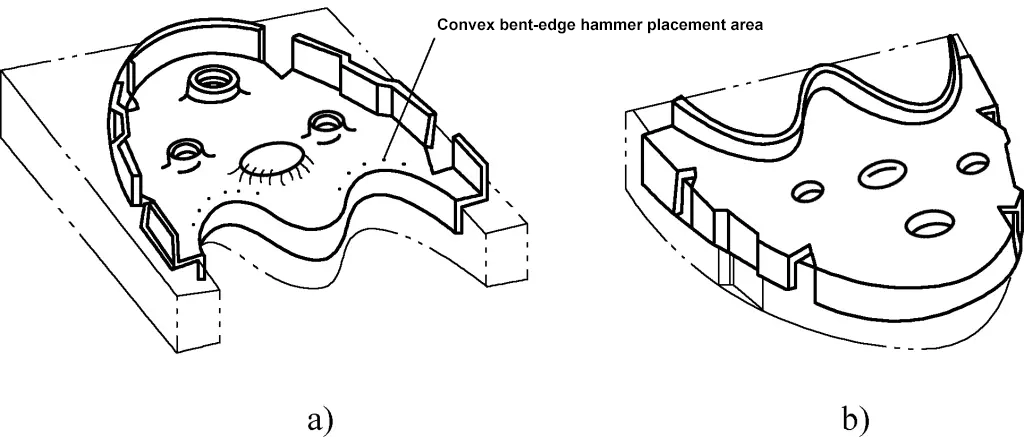
Flanşlı delikler gibi güçlendirilmiş deliklere sahip plakalarda, flanşlı deliğin etrafında, deliğin ekseni boyunca radyal eğilme momentleri ve flanş kenarı boyunca teğetsel basınç gerilimi dahil olmak üzere karmaşık artık gerilim kalır. Bu durum, flanşlı eğrinin dış yarıçapında "sıkılaşma" deformasyonuna ve düz dış kenarda gevşeme deformasyonuna yol açar.
Bu deformasyonları ortadan kaldırmak için, parça genellikle bükülmüş tarafı aşağı bakacak şekilde bir kalıba veya bükülmüş tarafı yukarı bakacak şekilde düz bir yüzeye yerleştirilir ve deliğin etrafına vurmak için bakır bir çekiç kullanılır (bkz. Şekil 7). Bu, deliğin etrafındaki malzeme içinde dağılmış olan artık gerilme stresini artık basınç stresine dönüştürerek deliğin etrafındaki çeşitli noktalardaki stresin "gevşemesine" neden olur ve yüzey düzleşme eğilimi gösterir. Malzemenin büzülmesini ve düzleşmesini sağlamak için dış kenar kısmına kauçuk bir şeritle vurulur.
a) Bükülmüş kenar aşağı bakacak şekilde gerilim giderme
b) Bükülmüş kenar yukarı bakacak şekilde gerilim giderme
Kauçuk şerit çekme yöntemi, ince düz malzemede büzülmeye neden olarak tesviye sağlayabilir. Ancak, ince plaka ve kauçuk şeridin temas ettiği andaki statik sürtünme sınırlı olduğundan, düzeltilecek malzemenin nispeten düşük bir akma dayanımına sahip olması gerekir. Demir içermeyen metaller bile "M" (tavlanmış) durumda düzeltilmelidir.
Bir platform üzerinde çekiçleme yaparken, vurulan plaka parçası alttan tam olarak desteklenmeli ve asılı bırakılmamalıdır. Kullanılan çekiç, ince plakanın yüzeyinde çekiç izleri bırakmamak için bakır çekiç, alüminyum çekiç, sert ağaç çekiç veya kauçuk çekiç gibi daha yumuşak malzemeden yapılmış olmalıdır. Bazen çekiçlemeden önce düzeltme noktasına düz bir plaka yerleştirmek de malzemenin düzeltilmesine yardımcı olabilir.
Çekiçleme yaparken dikkatlice analiz etmek, doğru noktayı seçmek ve kararlı bir şekilde hareket etmek çok önemlidir. Daha fazla çalışma her zaman daha iyi sonuç anlamına gelmez. Seçilen noktalar yanlışsa, aşırı düzeltmeler meydana gelebilir, etkisiz işlemler artabilir ve hatta plakanın iç gerilimi artarak eşit olmayan malzeme kalınlığına yol açabilir. Bu sadece maliyetleri artırmakla kalmaz, aynı zamanda ürün kalitesini de ciddi şekilde etkiler.
Bir platform üzerindeki bir plakanın kenarları veya delikleri etrafındaki büyük dalgalanmaları arındırırken veya azaltırken, dalgalı plaka ile platform arasına uygun sertlikte bir lastik ped yerleştirin. Büyük dalgalanmaların tepe noktalarına vurmak için orta sertlikte bir bakır çekiç veya sert kauçuk çekiç kullanın. Lastik tamponun yukarı doğru tepki kuvveti, tepe noktasına simetrik olarak etki eden sürtünme ve çekicin vurma kuvvetinin birleşik etkisi altında, tepe noktasındaki üç gerilim noktası arasındaki malzeme sıkışır ve deforme olur, tepe noktasının yüksekliğini azaltır veya hatta büyük bir tepe noktasını iki küçük tepe noktasına dönüştürür.
İş parçasını doğrudan platformun üzerine yerleştirmemeniz ve tepe noktasına sert bir çekiçle vurmamanız gerektiğini daima unutmayın. Bunun nedeni, iş parçası ile platform arasındaki sürtünmenin sınırlı olmasıdır. Tepe noktasındaki üç gerilim noktası arasındaki malzeme büzülmeyecek ve deforme olmayacaktır; bunun yerine, çekiç ve platform arasında doğrudan çekiçlemenin neden olduğu yerel gerilim, malzemenin sıkışmasına ve incelmesine neden olarak plakanın dalga benzeri düzensizliğini artırabilir.
Yukarıda demir dışı metaller için açıklanan manuel düzeltme tekniklerinin ince çelik plakaların manuel düzeltilmesi için de geçerli olduğu unutulmamalıdır.
Kalınlığı 4 mm'den fazla olan çelik külçelerin sıcak haddelenmesiyle oluşturulan çelik levhalar kalın çelik levhalar olarak adlandırılır. 4-25 mm kalınlığındaki plakalar tipik olarak orta plakalar olarak adlandırılır, 25 mm'nin üzerindekiler kalın plakalar olarak adlandırılır ve 60 mm'den kalın plakalar ekstra kalın plakalar olarak bilinir. İnşaat sırasında haddeleme süreciÇelik, artık gerilim nedeniyle deforme olabilir.
Metalin mükemmel plastisitesi ve kalın plakaların önemli enine sertliği, bitişik alanlar arasındaki değişen uzama ve işleme sırasında iç gerilim dağılımındaki değişikliklerle birlikte, kalın çelik plakalarda deformasyona neden olabilir. Yaygın deformasyonlar arasında kalın çelik plakalarda merkez şişkinliği ve yavaş bükülme yer alır.
Kalın çelik plakaları düzeltmek için birçok yöntem vardır. Manuel düzeltme, oda sıcaklığında soğuk düzeltmeyi içerir. Soğuk düzeltme iş sertleşmesine neden olduğundan, yalnızca iyi plastikliğe sahip çeliği düzeltmek için uygundur.
Ciddi deformasyon durumlarında veya çelik oldukça kırılgansa (örneğin alaşımlı çelikler veya açık havada bırakıldığı için önemli ölçüde paslanmış çelikler) soğuk düzeltme uygulanamaz. Bunun yerine, düzeltme için çeliğin 700-1000°C gibi yüksek bir sıcaklığa ısıtılmasını içeren sıcak düzeltme kullanılmalıdır. Sıcak düzeltme, çelikte şiddetli bükülme, zayıf plastisite olduğunda veya düzeltme için yeterli güç ekipmanı olmadığında kullanılır.
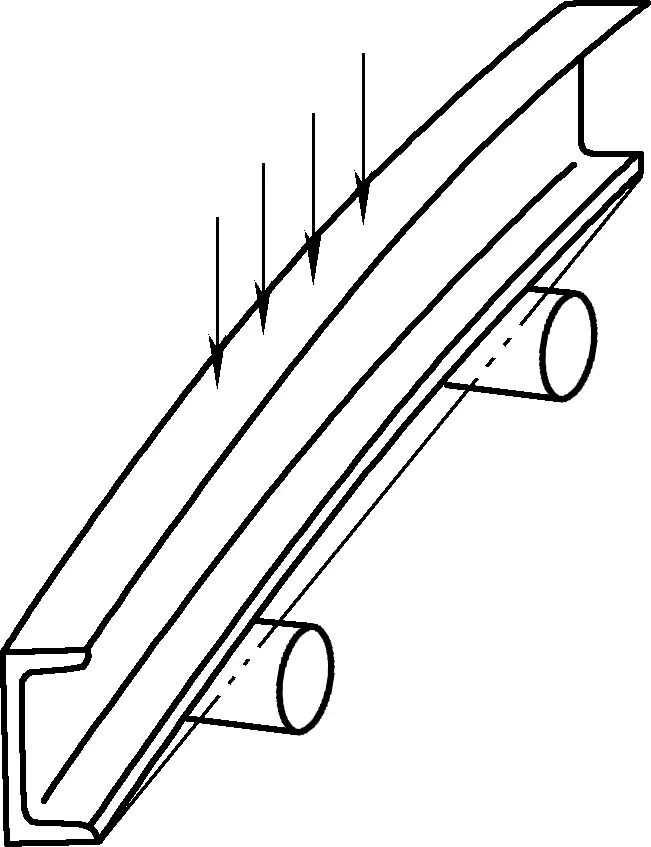
Genel olarak, orta şişkinlik deformasyonu gösteren çelik plakalarda, plaka kalınlığı aşırı yüksek değildir ve deforme olmuş alandaki lifler, çevreleyen malzemedekilerden biraz daha uzundur. Lifler plakanın kalınlığı boyunca tutarlı kalır. Kalın çelik plakalarda merkez şişkinliği deformasyonu için manuel düzeltme yöntemi, Şekil 8'de gösterildiği gibi çelik plakanın şişkinlik yukarı bakacak şekilde bir çalışma platformuna yerleştirilmesini içerir.

Deforme olmuş alanın üst yüzeyine basınç uygulayın (pres de kullanabilirsiniz). Çevreleyen malzeme düzlem yönünde daha fazla sertliğe sahip olduğundan, deformasyon alanının gerilimi enine yük altındaki kemerli bir kirişinkine benzer, liflerin kısalmasına neden olur ve böylece tesviye etkisi elde edilir. Deforme olan alan ne kadar küçük ve plaka ne kadar kalın olursa, düzeltme etkisi o kadar belirgin ve güvenilir olur.
Daha ince kalın plakalar için, deforme olmuş alana bir ped yerleştirebilir (bu pedin amacı, büyük çekiçleme kuvvetlerinin çelik plakanın yüzeyinde çekiç izleri bırakmasını önlemektir) ve çıkıntıya doğrudan vurmak için bir çekiç kullanarak liflerin aynı deformasyona uğramasına ve böylece düzleştirilmesine neden olabilirsiniz.
Deforme olmuş alandaki liflerin aşırı uzamaya maruz kaldığı ve çevresindeki malzemenin sertliğinin azaldığı kalın plakalardaki daha büyük orta çıkıntılar için, daha önce olduğu gibi basınç uygulandığında, deforme olmuş alandaki lifler sadece biraz kısalacak ve platforma doğru bastıracaktır. Bu da çevredeki malzemelerin dışarı doğru itilmesine neden olur. Deforme olmuş alan platforma yapışabilse de, çevredeki malzeme hafifçe gerilir ve yukarı doğru eğilir, bu da Şekil 9b'de gösterildiği gibi yeni deformasyona neden olur.
Bu nedenle, daha iyi düzeltme yöntemi ilk olarak şişkin liflerde bir miktar büzülmeye neden olarak şişkinliğin yüksekliğini azaltan alev düzeltme noktası ısıtma yöntemini kullanmaktır (bkz. Şekil 9a). Ardından, şişkinliği birkaç küçük alana bölün ve her küçük şişkinliği düzleştirmek için manuel düzeltme yöntemlerini kullanın ve sonunda düz bir plaka elde edin.
a) Isıtma noktalarının dağılımı ve sırası
b) Dalgalanmaların ortadan kaldırılması
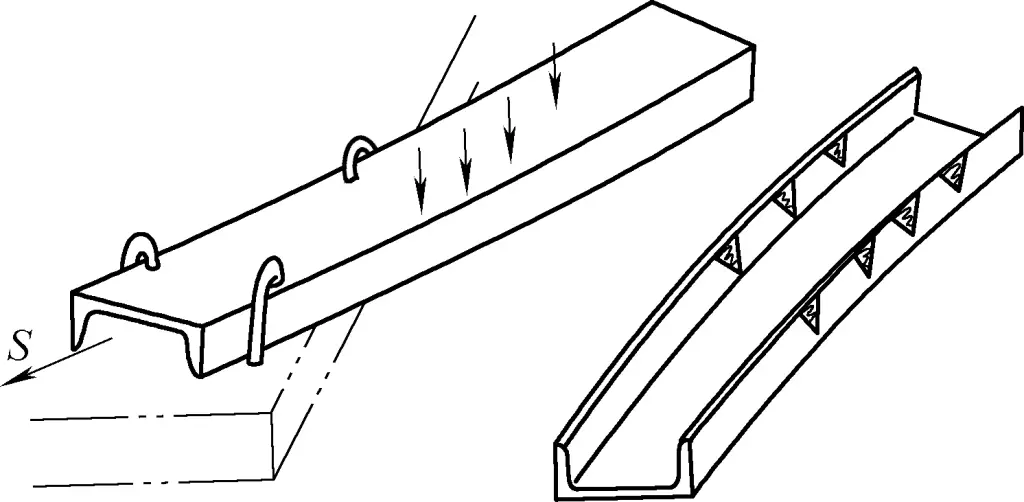
Kalın çelik plakalarda yavaş bükülme meydana geldiğinde, düzeltme yöntemi Şekil 10'da gösterildiği gibidir. İlk olarak, deforme olmuş çelik plakayı içbükey tarafı yukarı bakacak şekilde bir çalışma platformuna yerleştirin ve kalın plakanın içbükey tarafına bir demir blok yerleştirin (bkz. Şekil 10a). Ardından, demir bloğu Şekil 10b'deki S oku yönünde eşit şekilde hareket ettirerek çelik plakanın içbükey tarafını çekiçleyin.
Demir bloğa vurmak için az miktarda kuvvet kullanın. Üst yüzey ile demir şerit arasındaki temas alanının küçük olduğu göz önüne alındığında, çekiçleme ile üretilen basınç gerilimi nispeten büyüktür. İçbükey alandaki lifler kademeli olarak uzayarak içbükey yüzeyin ters yönde deforme olmasına ve düzeltmeye ulaşmasına neden olacaktır.
a) Düzeltme sırasında kalın plakaların yerleştirilmesi
b) Çekiç düzeltmesi
Orta derecede deforme olmuş alanlara ve merkezi bir çıkıntıya sahip orta kalınlıktaki plakalar için, büyük eğilme rijitliği nedeniyle, daha büyük dış yükler altındaki deformasyon yalnızca az miktarda elastik deformasyon içerir ve bu da deformasyon etkisini daha önemli hale getirir. Bu nedenle, daha büyük yüklerle bir düzeltme yöntemi kullanmak uygundur. Büyük basınçlı ekipman mevcut olduğunda, operatörün emek yoğunluğunu azaltmak için kuvvet uygulamak üzere ekipmanı kullanmak için çaba gösterilmelidir; aksi takdirde, bir şim kullanılabilir ve bir balyoz doğrudan çelik plakanın çıkıntısına vurabilir.
Çok kalın olmayan çelik plakalar veya deforme olmuş alanın kalınlıklarından çok daha büyük olduğu kalın plakalar için, bükülme rijitlikleri çok yüksek olmadığından, dış yükler altında bir miktar deformasyon üretebilirler, ancak bu belirli bir miktarda elastik deformasyon içerir ve tamamen düz bir düzeltme elde etmeyi zorlaştırır.
Çekiç çok fazla vurursa, platform ve balyoz tarafından anında çarpılan kalın plaka, malzeme liflerinin uzamasına neden olarak şişkinlik deformasyonunu şiddetlendirebilir. Bu gibi durumlarda, şişkinlik deformasyonunu azaltmak için önce alevli ısıtma yöntemi kullanılmalı, büyük ölçekli deformasyon birkaç küçük hafif şişkinlik deformasyon alanına dönüştürülmeli ve ardından kalın plakanın şişkinlik deformasyonunu düzeltmek için yukarıda belirtilen düzeltme yöntemi kullanılabilir.
Kalın plakaların çeşitli eğilme deformasyonları için, nispeten kalınlarsa ve deforme olmuş alanlar da oldukça büyükse, deformasyon miktarını azaltmak için önce termal düzeltme yöntemi kullanılmalıdır. Büyük alan deformasyonları daha küçük deformasyonlara bölünmeli ve ardından manuel düzeltme uygulanmalıdır.
Kalın plakaların herhangi bir karmaşık deformasyonu için ilk adım, deformasyonun nedenini ve yerini doğru bir şekilde analiz etmektir. Düzeltilmesi gereken her deforme olmuş parça için, özel duruma göre çeşitli düzeltme yöntemlerini esnek bir şekilde uygulamak önemlidir.
Soğuk düzeltmelerde genellikle balyozlar kullanılır. Çekiç vuruş noktaları doğru olmalı ve çelik plakanın yüzeyinde yüzey kalitesini etkileyebilecek belirgin çekiç izleri bırakmamak için çekiç izleri eşit olmalıdır. Daha büyük vurma kuvveti gerektiğinde, uygun şekilde şimler eklenmelidir.
Balyozu tutarken, kaymayı önlemek için eldiven giyilmemelidir, bu da çekicin fırlamasına ve kazalara veya tehlikeye yol açabilir. Balyozu kullanmadan önce, çekiç sapının veya kafasının gevşek olup olmadığını, çatlak olup olmadığını ve çekiç kafasında çapak veya kenar yuvarlanması olup olmadığını kontrol edin. Herhangi bir kusur kullanımdan önce onarılmalıdır.
Diğerleri gibi sac metal malzemelersac metal işlemede kullanılan malzemeler (genellikle köşebent çelik, kanal çeliği vb.) ve diğer şekilli profiller de üretim ve işleme sırasında deformasyona eğilimlidir, bu nedenle düzeltmeler de gereklidir. Farklı profiller için manuel düzeltme yöntemleri değişiklik gösterir.
Bükülmüş açılı çelik parçalar, çelik sac köşebent ve sıcak haddelenmiş çelik köşebent olarak ikiye ayrılır. İlki, sac metal bileşenlerin ihtiyaçlarına göre preslenmiş çelik levhalardan yapılan köşebent çeliktir (bundan böyle "çelik sac köşebent" olarak anılacaktır). İkincisi, çelik külçelerden doğrudan sıcak haddeleme ile şekillendirilen köşebent çeliğidir (bundan böyle "köşebent çeliği" olarak anılacaktır).
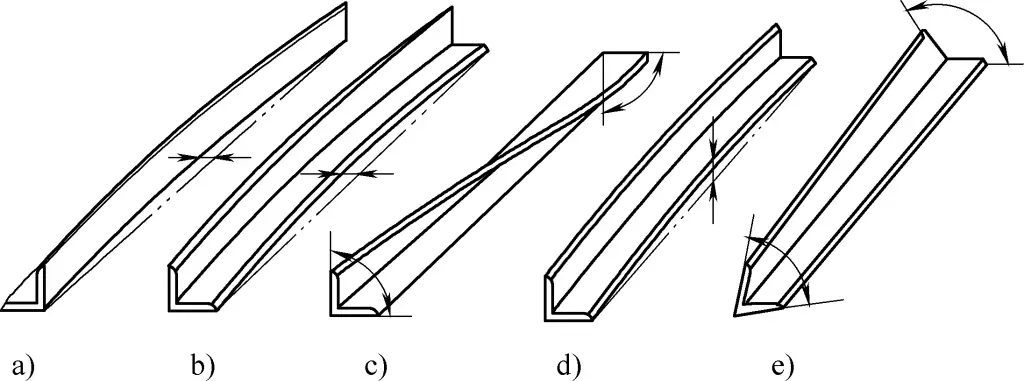
Köşebent çelik parçalar iki dikey kenara sahip olduğundan ve genellikle uzun olduklarından, çeşitli deformasyonlara eğilimlidirler. Yaygın deformasyonlar arasında dışa doğru bükülme, içe doğru bükülme, bükülme, düz olmayan tek kenarlar ve açısal deformasyonlar bulunur (bkz. Şekil 11).
Haddeleme yöntemleri ve kesit boyutlarındaki farklılıklar nedeniyle, yukarıda bahsedilen iki köşebent çeliği türünün mekanik özellikleri önemli ölçüde değişmektedir. Deformasyonları ve ilgili düzeltme yöntemleri de farklıdır.
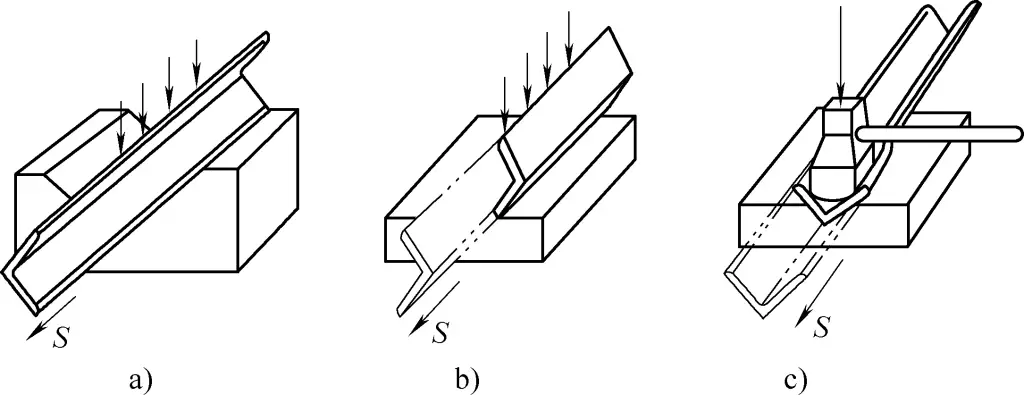
Eğilme deformasyonu, köşebent çeliğinde en sık karşılaşılan sorundur. Düzeltme sırasında uygun bir çelik halka seçilebilir. Köşebent çeliği, bükülmüş bölümün dışbükey kısmı yukarı bakacak şekilde halkanın üzerine yerleştirilir ve çelik halkanın iki destek noktası arasında konumlandırılır. Bükme alanının dışbükey kısmı dikey kenarından dövülür ve düzeltmeyi sağlamak için açılı çeliği ters bir bükülmeye zorlar.
1) Açılı Çelik Dışa Bükülmelerin Düzeltilmesi.
Köşebent çeliğin dışa doğru bükülmesini düzeltirken, yan tarafı çelik halka üzerine düz bir şekilde yerleştirilmeli ve köşebent çeliğin dikey bükülme kenarı, dışbükey kısmı yukarı bakacak şekilde halkanın uç yüzüne dik olmalıdır. Çekiçleme sırasında köşebent çeliğinin dönmesini önlemek için çekiç sapı yaklaşık 50 derecelik bir açıyla (α açısı) hafifçe kaldırılmalı veya indirilmelidir. Darbe anında sadece aşağıya doğru değil, hafifçe içe (arka el çekici kaldırdığında) veya dışa (arka el çekici indirdiğinde) doğru kuvvet uygulayın. Bu açı, Şekil 12a'da gösterildiği gibi çekiççinin duruş pozisyonuna bağlıdır.
2) Açılı Çelik İçe Bükmelerin Düzeltilmesi.
İçe doğru bir bükülmeyi düzeltirken, köşebent çeliği arka tarafı yukarı bakacak şekilde yerleştirilmeli ve dikey bükme kenarı çelik halkanın destek ucuna dik olmalıdır. Daha sonra bükülmüş alanı düzeltmek için çekiçleme yapılmalıdır. Açılı çeliğin çekiçleme sırasında dönmesini önlemek için, çekici tutan arka elin yüksekliği de Şekil 12b'de gösterildiği gibi hafifçe ayarlanmalıdır, burada açı (α) yaklaşık 50 derecedir. Darbe sırasında hafif bir içe veya dışa çekme kuvveti de uygulanmalıdır.
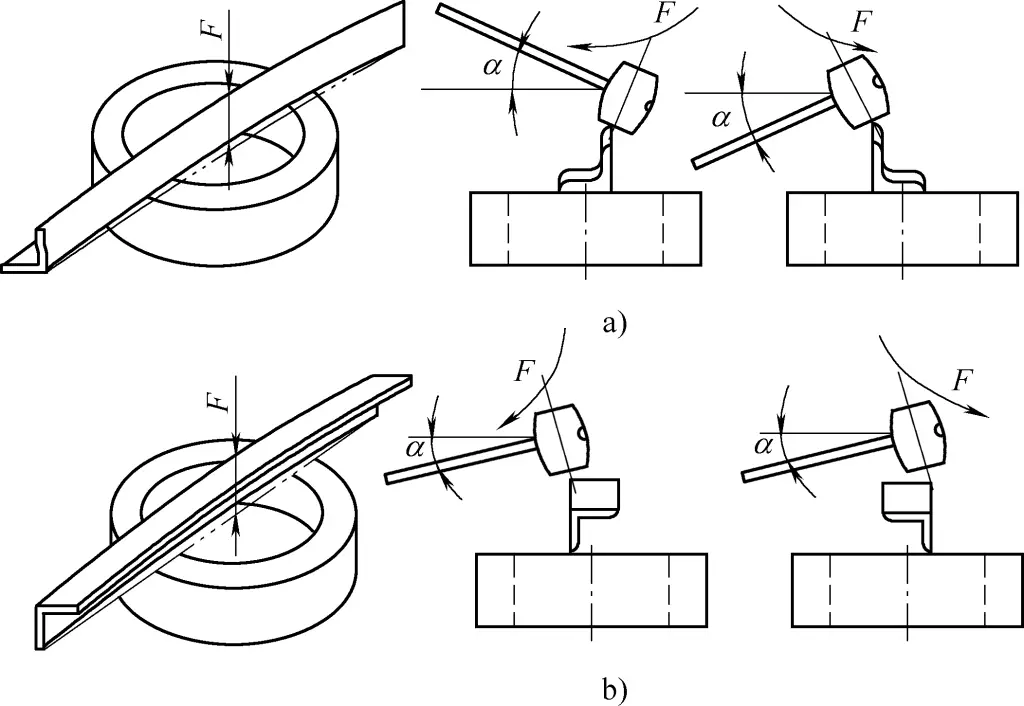
a) Köşebent Çeliğin Dışa Doğru Bükümleri
b) Köşebent Çeliğin İçe Doğru Bükümleri
3) Bükülmüş Açılı Çeliğin Düzeltilmesi.
Bükülmüş açılı çeliği düzeltmek için, ters deformasyon oluşana kadar bükülmenin ters yönünde tork uygulayın, böylece düzeltme sağlanır. Bu yöntem, açılı çeliğin bir ucunun bir mengeneye sıkıştırılmasını, diğer ucunun bir anahtarla kavranmasını ve Şekil 13'te gösterildiği gibi ters yönde bükülmesini içerir. Bükülme ortadan kaldırıldıktan sonra, köşebent çeliğin kenarlarını düzleştirmek ve düzeltmek için çekiçleme kullanılabilir.
4) Köşebent Çelikte Açısal Deformasyonların Düzeltilmesi.
Köşeli çeliğin açısı 90 dereceden büyük olduğunda, köşeli çeliği V şeklinde bir oluğa yerleştirin ve düzeltmek için dış eğimli kısmı çekiçleyin. Ayrıca çeliği kenarı eğimli olarak bir platform üzerine yerleştirebilir ve Şekil 14a ve 14b'de gösterildiği gibi açıyı azaltmak için çekiçle vurabilirsiniz.
a), b) Açılı çelikte 90 dereceden büyük açıların düzeltilmesi
c) Köşebent çeliğinde 90 dereceden küçük açıların düzeltilmesi
Çekiçleme işlemine köşebent çeliğin bir ucundan başlanmalı, böylece düzeltme işlemi daha kolay yapılmalı ve sonuçlar net bir şekilde gözlemlenebilmelidir. Düzeltilen bölümler kademeli olarak platformdan uzaklaştırılmalı ve toplam uzunluğun yarısından fazlası düzeltildiğinde, köşebent çeliği ters çevrilmeli ve tüm uzunluk düz olana kadar diğer uç düzeltilmelidir.
Çeliğin açısı 90 dereceden az olduğunda, platformun üzerine düz bir şekilde yerleştirin ve Şekil 14c'de gösterildiği gibi açıyı artırmak için açının iç tarafına vurmak için şekilli bir çekiç kullanın.
5) Köşebent Çelikte Düzgün Olmayan Tek Tarafların Düzeltilmesi.
Açılı çelik tek taraflı düzensiz deformasyona maruz kaldığında, düzensiz taraf tipik olarak platform üzerine düz bir şekilde yerleştirilir ve düzeltmek için çekiçlenir. Çekiçleme sırasında, düz olmayan yüzey ile dikey kenar arasında geçiş yapın.
6) Köşebent Çelikte Kombine Deformasyonların Düzeltilmesi.
Bir açılı çelikte farklı derecelerde birkaç deformasyon türü görülüyorsa, önce en büyük deformasyona sahip alanları düzeltin, ardından daha az deformasyona sahip alanlar üzerinde kademeli olarak çalışın. Deformasyon birkaç temel tipin kombinasyonundan oluşuyorsa, uygun düzeltme sırası şöyledir: bükülme ile başlayın, ardından açı düzeltmesine geçin ve son olarak herhangi bir bükülmeyi veya tek taraflı düzensizliği düzeltin.
Çeşitli düzeltmeler sırasında düzeltici yöntemlerin sınırlamaları veya yanlış işlemlerden kaynaklanan yeni deformasyon olasılığı nedeniyle, düzeltme gereksinimlerini karşılamak için bu işlemin birden çok kez tekrarlanması gerekebilir.
Normal köşebent ile karşılaştırıldığında, levha yapımı köşebent daha ince kalınlığa ve bükülmüş köşelerde çok daha düşük sertliğe sahiptir, bu da levha yapımı köşebentin deformasyona daha yatkın olmasını sağlar. Deformasyonunun düzeltilmesi, sac metal işlemenin özelliklerini açıkça ortaya koymaktadır.
1) Levha yapımı köşebentte bükülmenin düzeltilmesi.
Bükülmenin düzeltilmesi sırasında, levha yapımı köşebent düşük burulma sertliğine sahip olduğundan, küçük iş parçaları için, sadece elle geri bükülerek önemli düzeltici etkiler elde edilebilir.
Kuvvet uygularken, bükülmüş iş parçasının her iki ucuna basit kesitli kelepçeler yapılmalıdır. Kelepçeler belirli bir rijitliğe sahip olduğundan, tork uygulandığında, levha yapımı köşebentin her iki ucundaki kesit deforme olmayacaktır. Daha sert levha yapımı köşebentlerde bükümün düzeltilmesi için Şekil 13'te gösterilen yöntem kullanılabilir, burada büküm bir tezgah mengenesine monte edilmiş bir anahtar kullanılarak düzeltilir.
Levha yapımı köşebentin rijitliği sıcak haddelenmiş köşebentten daha düşük olduğundan, tork uygularken koordinasyonsuz eylemler yeni bükülme deformasyonuna neden olabilir, hatta iş parçasının dengesinin bozulmasına yol açarak daha karmaşık deformasyonlara neden olabilir.
2) Levha yapımı köşebentte bükülmenin düzeltilmesi.
Plakadan yapılmış bir köşebent içe doğru bükülme deformasyonuna uğradığında, bükülmüş yüzey bir platform üzerine düz olarak yerleştirilmeli ve çekiçleme işlemine en şiddetli bükülmüş alanın en iç kenarından başlanmalıdır. Nispeten büyük genişlik/kalınlık oranı ve daha ince levha kalınlığı nedeniyle, iç kenarın çekiçlenmesi içe doğru bükülme üzerinde daha belirgin bir düzeltici etkiye sahiptir. Aynı zamanda, diğer dik kenarın düzgünsüzlüğü de Şekil 15a'da gösterildiği gibi plaka yapımı köşebent demirinin her iki tarafı düz olana kadar dönüşümlü olarak düzeltilmelidir.
a) İçe doğru bükülmenin düzeltilmesi.
b) Dışa doğru bükülmenin düzeltilmesi.
Plakadan yapılmış bir köşebent dışa doğru büküldüğünde, bükülen bacak platform üzerine düz bir şekilde yerleştirilmeli, ardından bükülen kenar ile dikey durdurma yüzeyi arasına bir mastar bloğu yerleştirilmeli ve iç bükülme kenarını dikey durdurma yüzeyine doğru çekiçlemek için bir ahşap kama kullanılmalıdır. Bu, çekiçleme nedeniyle bükümdeki uzunlamasına lifleri uzatırken aynı zamanda bükülmüş kenara yanal bir yük uygulayarak deformasyonu düzeltmek için ters bükülmeye neden olur.
Ahşap kamanın açısının iş parçasının açısından yarım derece daha küçük olmasına dikkat edilmelidir. Kamanın yarıçapı, bükülmüş köşebentin iç yarıçapına uygun olmalı ve genişliği Şekil 15b'de gösterildiği gibi kalınlığının 2 ila 3 katı olmalıdır.
3) Levha yapımı köşebentte açısal deformasyonun düzeltilmesi.
Şekil 16a'da gösterildiği gibi plaka yapımı köşebent demirinin açısal deformasyonu çok büyük olduğunda, köşebent demirini açıklığı yukarı bakacak şekilde V şeklinde bir oluğa yerleştirin. Köşebentin iç R bölgesini çekiçlemek için ahşap bir kamanın R kısmını kullanın ve açıyı kademeli olarak azaltın. Çekiçleme genellikle bir uçtan başlar ve kademeli olarak ortaya doğru uzanır. Düzeltmeden önce, işlem sırasında sıkça kullanmak için bir açı şablonu yapın.
a) Açının azaltılması.
b) Açının artırılması.
Daha uzun plaka yapımı köşebentlerde daha büyük açısal deformasyonların düzeltilmesi için Şekil 15b'de gösterilen yöntemi izleyin, ancak ara blokları çıkarın. Köşebentin her iki tarafını platform yüzeyine ve dikey durdurma yüzeyine yerleştirin ve açıyı azaltmak için Şekil 15b'de gösterilen yöne göre çekiçleyin.
Plakadan yapılmış bir köşebentin açısal deformasyonu çok küçük olduğunda, köşebentin iç yüzeylerini yuvarlak bir çelik çubuğa karşı yerleştirebilirsiniz. Şekil 16b'de gösterilen dış kuvvet altında, köşebentin her iki tarafı tepe noktası etrafında dönme eğiliminde olacak, böylece açı artacak ve düzeltme sağlanacaktır.
4) Levha yapımı köşebent demirinin bir tarafındaki düzgünsüzlüğün düzeltilmesi.
Bükme hattının uzaması veya kısalması ya da bükme hattının yanındaki iki düzlemin dengesizliğinden kaynaklanan deformasyon, Şekil 17'de gösterildiği gibi, levha yapımı köşebent demirinde düzensiz deformasyon olarak adlandırılır. Şekil 17a bükme hattının kısalmasından kaynaklanan deformasyonu gösterirken, Şekil 17b bükme hattının uzamasından kaynaklanan deformasyonu göstermektedir.
Bu deformasyonların ortak özelliği, levha halindeki köşebentin her iki düzleminin de eğri ve düzensiz hale gelmesidir. Düzeltme sırasında öncelikle iki düzlem ile platform arasındaki yapışma kontrol edilmelidir. Eğer orta kısım boş ise Şekil 17a'da gösterilen deformasyon, uçlar boş ise Şekil 17b'de gösterilen deformasyon meydana gelir.
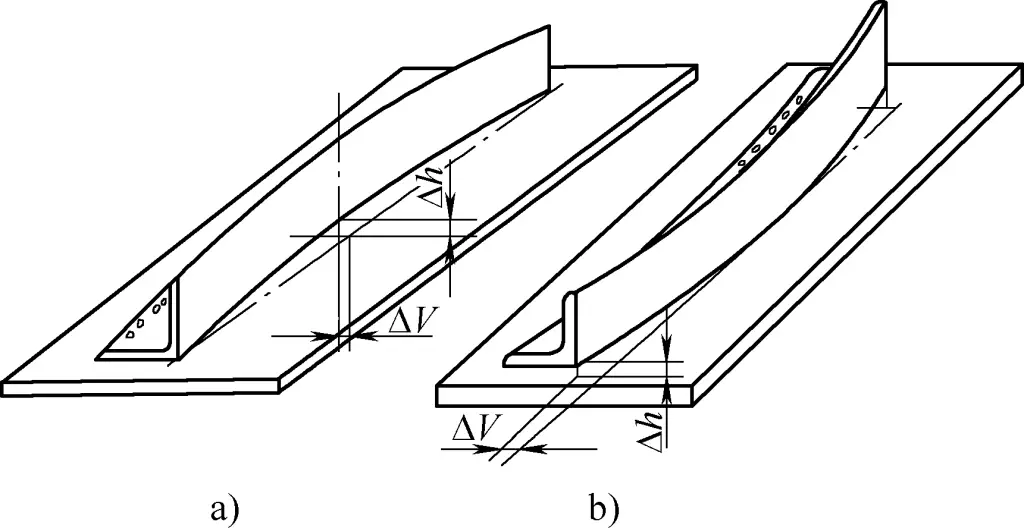
a) Bükme hattının kısalmasından kaynaklanan deformasyon.
b) Bükme hattının uzamasından kaynaklanan deformasyon.
Şekil 17a'da gösterilen iç deformasyonu düzeltmek için bir yöntem, her iki taraftaki bükülmeyi dönüşümlü olarak düzeltmek için Şekil 15b'de gösterilen yöntemi kullanmaktır. Diğer bir yöntem ise Şekil 16a'da gösterilen V şeklindeki oluğu, köşebentin açıklığı yukarı bakacak şekilde kullanmaktır. Köşebentin R bölümünün içindeki bükülme çizgisi boyunca çekiçlemek için iç açıdan daha küçük bir tahta kama kullanın ve düzeltmeyi sağlamak için kademeli olarak eksenel olarak uzatın. Üçüncü bir yöntem, büzülme makinesi kullanımı veya alevle düzeltme gibi yollarla levha yapımı köşebentin liflerinin dış kenarında kısalma deformasyonuna neden olmaktır.
Şekil 17b'de gösterilen deformasyon için yaygın düzeltme yöntemi, her iki tarafın dış kenarlarını dönüşümlü olarak çekiçlemek ve dış kenar liflerinin uzamasına neden olmaktır. Bükme hattı ve dış kenar lifleri aynı deformasyonu gösterdiğinde, levha yapımı köşebent düzleşir ve düzleşir.
Son olarak, bükülmüş kenarda yerel düzensiz noktalar varsa, plakanın yüzeyini platform üzerinde elle hafifçe bastırabilir, düzensiz noktaları belirleyebilir ve bunları kademeli olarak ortadan kaldırabilirsiniz.
Tek kenarı bükülmüş parçaların kesit şekli ve boyutsal özellikleri deformasyona yatkınlıklarını belirler, ancak aynı zamanda operatörün düzeltmeyi başarması için büyük dış yüklerin gerekli olmadığını gösterir.
Düzeltme sırasında, özellikle levhadan yapılmış köşebentler için tork uygularken sert düz kelepçeler kullanmak önemlidir. Aksi takdirde, yüklenen uçta kesit deformasyonu veya lokal düzensizlik ve bükülme meydana gelebilir. Manuel düzeltme yaparken, düzeltme alanındaki çekiçleme noktaları eşit olarak dağıtılmalı ve yerel malzeme sertleşmesini ve hatta çatlamayı önlemek için aşırı yoğunlaşmadan kaçınılmalıdır.
Ayrıca, düzeltme için çekiçleme yaparken, iş parçasının alt tarafı iyi desteklenmelidir. Düzensizlik yaratmamak veya çekiçleme sonuçlarını etkilememek için köşebentin düz kenarının sadece bir tarafına kuvvet uygulamak kesinlikle yasaktır. Yerel malzeme sertleşmesini önlemek ve yüzey kalitesini korumak için çekiç darbeleri her iki tarafa dönüşümlü olarak uygulanmalıdır. Çekiçleme noktaları dikkatli, doğru ve etkili bir şekilde seçilmeli, mümkün olduğunca az nokta kullanılmalıdır. Kullanılan çekiç malzemesi bakır, alüminyum veya sert ağaç çekiç gibi çelikten daha yumuşak olmalıdır.
Kanal çeliğinin enine kesiti bir ağ ve ağa bağlı iki simetrik flanştan oluşur. Köşebentle karşılaştırıldığında kanal çeliği çok daha serttir, bu nedenle düzeltilmesi daha fazla çaba gerektirir. Bununla birlikte, kanal çeliğinin kesiti simetrik olduğundan, deformasyonunun ele alınması köşebent demire göre biraz daha kolaydır.
Kanal çeliğindeki deformasyon türleri, Şekil 18'de gösterildiği gibi dikey eğilme, yanal eğilme ve bükülmeyi içerir. Ağ düzlemi içindeki bükülme dikey bükülme olarak adlandırılırken, flanşlar yönündeki bükülme yanal bükülme olarak adlandırılır.
Ağın yükseklik boyutu flanşın genişlik boyutundan daha büyük olduğundan, bir kanal çeliğinde yanal eğilme deformasyonu olasılığı dikey eğilmeden daha fazladır. Ayrıca, deformasyonun düzeltilmesi açısından bakıldığında, dikey eğilme için gereken ayarlama, yanal eğilme için olandan çok daha fazladır.
a) Dikey viraj
b) Yanal bükülme
c) Büküm
Fiziksel talepler nedeniyle, deforme olmuş kanal çeliğinin manuel olarak düzeltilmesi yalnızca küçük boyutlar için uygundur, daha büyük kanal çelikleri ise mekanik yöntemler kullanılarak düzeltilmelidir.
1) Kanal çeliğinde dikey bükülme deformasyonunun düzeltilmesi.
Kanal çeliğindeki dikey bükülme deformasyonunu düzeltirken, kanal çeliğini dışbükey kısmı yukarı bakacak şekilde iki paralel yuvarlak çelikten oluşan geçici bir düzeltme masasına yerleştirin. Şekil 19'da oklarla gösterildiği gibi ağ düzlemine ağır bir çekiçle vurun. Bu, vurma kuvvetinin ağın üst kısmından alt kısmına aktarılmasını sağlar.
Ağ ve flanş kombinasyonu, çekiç darbeleri sırasında flanşta yerel deformasyonu önlemeye yardımcı olan önemli yerel sertliğe sahip yuvarlak bir geçişe sahiptir.
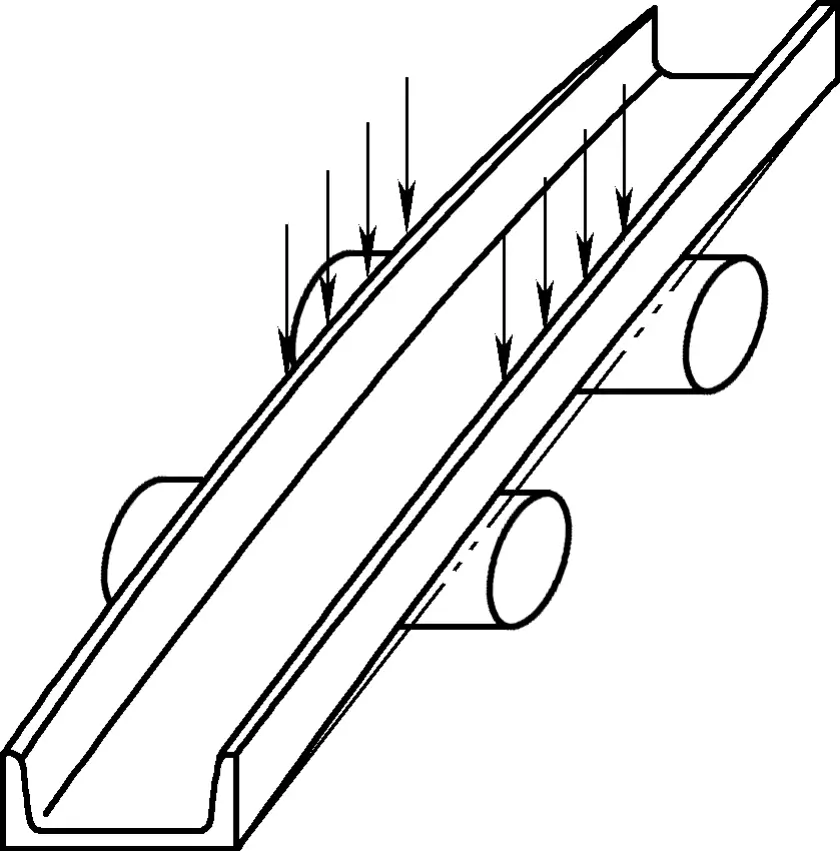
2) Kanal çeliğinde yanal bükülme deformasyonunun düzeltilmesi.
Kanal çeliğinin yanal bükülmesi dışa doğru bükülme veya içe doğru bükülme şeklinde olabilir. Dışa doğru eğilme için düzeltme yöntemi, flanşın dışbükey kısmını yukarı bakacak şekilde yerleştirmek (bkz. Şekil 20) ve iki paralel yuvarlak çelikten oluşan basit bir düzeltme tablası üzerine yerleştirmektir. Her iki flanşın dış kenarına ağır bir çekiçle dönüşümlü ve simetrik olarak vurun. Bu, flanşların dikey bükülme deformasyonunu düzeltir, bu da ağdaki yanal bükülmeyi düzeltmeyi kolaylaştırır ve böylece kanal çeliğinin genel dışa doğru bükülmesini düzeltir.
Kanal çeliğinde içe doğru bükülme deformasyonu varsa ve içe doğru bükülme hafif eğriliği olan daha uzun bir bölümü kapsıyorsa, kanal çeliği bir platform üzerine yatay olarak yerleştirilebilir. Şekil 21'de gösterildiği gibi, flanşların dikey bükülmesini düzeltmek için flanşların her iki tarafındaki ağı çekiçleyin.
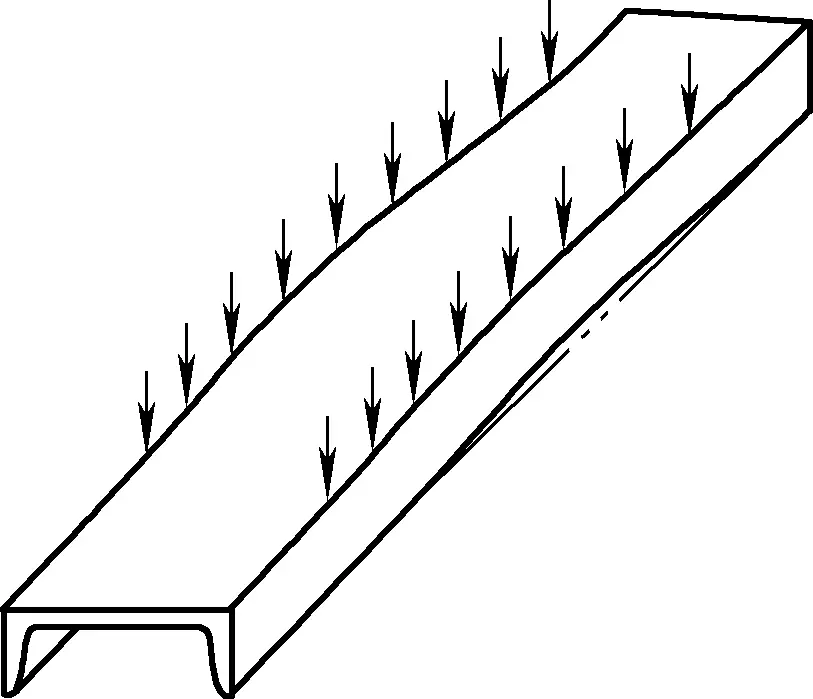
Lokalize alanlardaki ters bükülmeyi düzeltmek için Şekil 20'de gösterildiği gibi kanal çeliğini çevirmek gerekebilir. Flanşların yanal bükülmesi düzeltildikten sonra, kanal çeliğinin genel deformasyonu da düzeltilecektir.
Kanal çeliğinin içe doğru bükülme deformasyonu küçük ölçekli ancak şiddetli bir şişkinlik ise, aşırı çekiçleme kesit bozulmasına neden olabileceğinden ve yüzey kalitesini olumsuz etkileyebileceğinden alevle düzeltme tercih edilir.
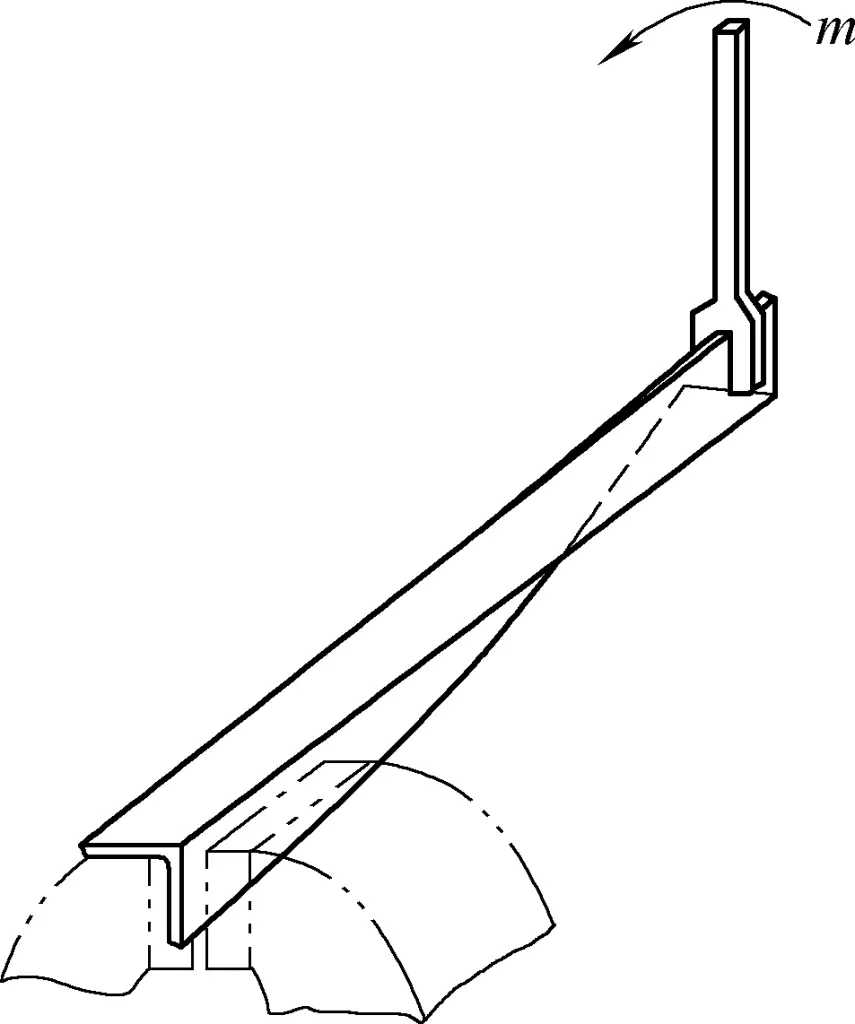
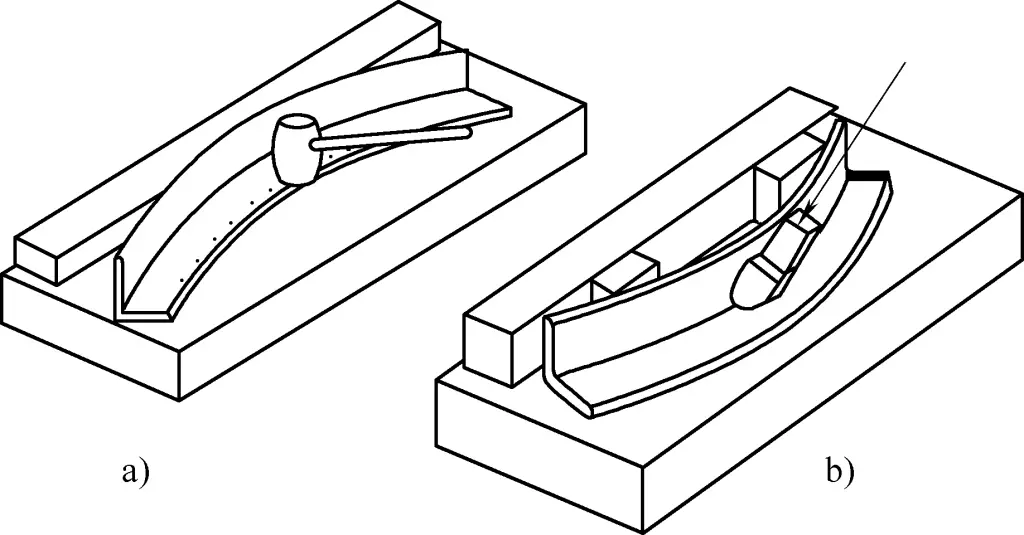
3) Kanal çeliğindeki büküm deformasyonunun düzeltilmesi.
Kanal çeliğindeki büküm deformasyonunu düzeltmek için, önce çeliği çapraz olarak bir platform üzerine yerleştirin ve bükümlü kısım platformun ötesine uzansın. Ardından, kanal çeliğini yerine kelepçeleyin ve platformun ötesine uzanan yükseltilmiş tarafı ters yönde bükmek için çekiçleyin. Çekiçleme devam ederken, kanal çeliğini platform üzerinde daha ileriye taşıyın (Şekil 22a'da gösterilen S yönünde) ve ardından ters çevirin ve tamamen düzleşene kadar tekrarlayın.
a) Soğuk düzeltme
b) Sıcak düzeltme
Kanal çeliğindeki büküm genellikle bükülme ile birleşir ve bu da düzeltmeyi daha zor hale getirir. Şekil 22b, iki flanştaki eşit olmayan dikey bükümlerin neden olduğu hem büküm hem de bükülmenin birleşik deformasyonunu göstermektedir. Olağan düzeltme yöntemi, bükülme derecesine bağlı olarak her iki flanş üzerinde değişen sayılarda alevli ısıtma noktalarının işaretlenmesidir. Daha fazla dikey deformasyona sahip olan flanşta daha fazla ısıtma noktası, daha az deformasyona sahip olanda ise daha az ısıtma noktası olmalıdır.
Alevli ısıtma sırasında, eşit düzeltici deformasyon elde etmek için her iki flanştaki noktaları aynı anda ısıtmak en iyisidir. Nokta seçimi ve işlem doğru yapılırsa, tek bir ısıtma ile tatmin edici düzeltme sonuçları elde edilebilir. Son olarak, orijinal deformasyonları tamamen ortadan kaldırmak için manuel ayarlama uygulanabilir.
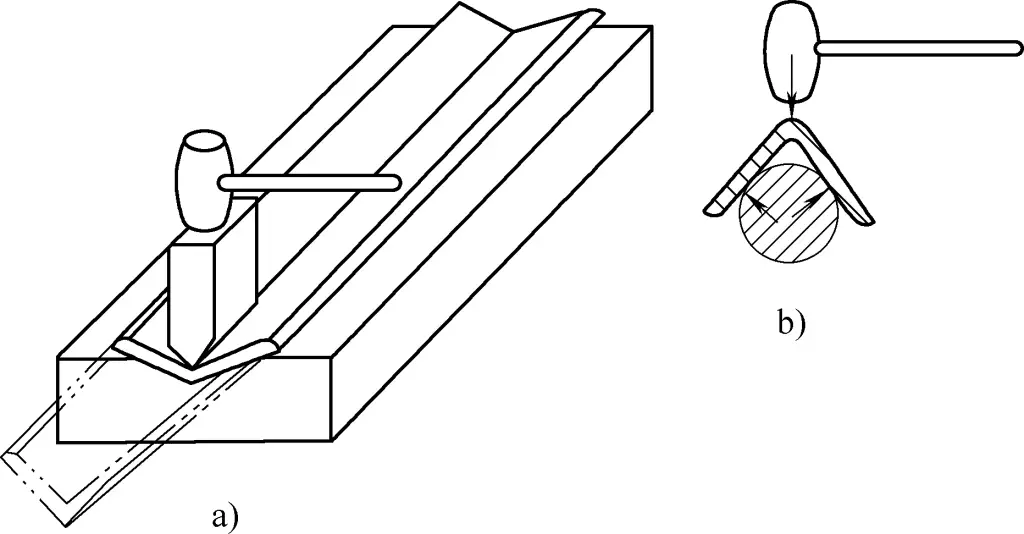
4) Kanal çeliğindeki diğer deformasyonların düzeltilmesi.
Şekil 23a ve 23b'de gösterildiği gibi, kanal çeliğinin flanşında yerel deformasyon ortaya çıktığında, dışbükey kısmın yakınındaki düz alana karşı ağır bir çekiç yerleştirilebilir. Alternatif olarak, ikinci bir çekiç dışbükey alanın dış yüzeyine vururken, tüm ağır bir çekiç dışbükey kısmın arkasına yatay olarak yerleştirilebilir. Bu, bükülmüş lifleri sıkıştırarak onları düzleştirir ve flanşı düzleştirir.
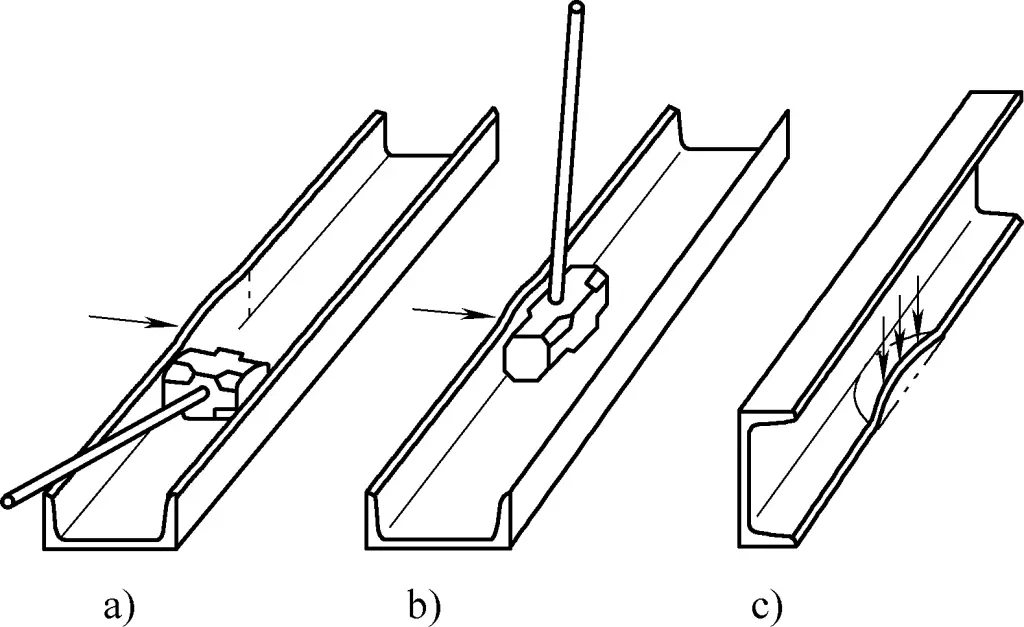
a) Flanşa dikey olarak yerleştirilmiş çekiç
b) Flanşa karşı yatay olarak yerleştirilmiş çekiç
c) İçbükey flanşın düzeltilmesi
Flanşta yerel bir çöküntü varsa, flanş deforme olmuş tarafı platforma gelecek şekilde düz olarak yatırılabilir. Yerel çıkıntıyı gidermek için çukurun yükseltilmiş kısmını çekiçleyin (Şekil 23c'de gösterildiği gibi). Çöküntü içe doğruysa ve çekiçlemek zorsa, örs veya başka bir uzun alet gibi uygun bir alet kullanarak deformasyonu düzleştirmek için yükseltilmiş kısma dolaylı olarak kuvvet uygulayın.
Kanal çeliğinin enine kesiti nispeten geniş bir ağ ve ağa göre simetrik olarak dağıtılmış iki flanştan oluşur. Dikey bükülme deformasyonunu düzeltmenin anahtarı, ağın dikey bükülmesini düzeltmekte yatarken, yanal bükülme deformasyonunu düzeltmenin anahtarı her iki flanşın dikey bükülmesini düzeltmekte yatar. İki flanştaki eşit olmayan dikey bükülme kanal çeliğinin bükülmesine yol açar. Kanal çeliği deformasyonunun herhangi bir analizi ve düzeltme planı seçimi bu anlayışa dayanmalıdır.
Flanşların genişliği ağın genişliğinden çok daha az olduğundan, flanşların genişlik yönündeki küçük eğilme sertliği, yanal eğilme deformasyonunun meydana gelme olasılığının daha yüksek olduğu anlamına gelir. Aynı zamanda, düşük sertlik nedeniyle, yanal bükülme deformasyonunun düzeltilmesi nispeten daha kolaydır. Kanal çeliğindeki herhangi bir karmaşık deformasyon için düzeltme sırası şöyle olmalıdır: Büküm → Dikey bükülme → Yanal bükülme.
Kanal çeliğini düzeltirken, flanşların kenar kalınlığı nispeten küçük olduğundan ve iki dik açılı kenarın mukavemeti de daha düşük olduğundan, flanş yüzeyine paralel çekiçlemenin küçük temas alanı nedeniyle lokal hasara neden olabileceğini unutmayın.
Bu nedenle, bu alanlara kuvvet uygulandığında, uygun genişlikte bir örs kullanmak veya uygun bir şekillendirme çekici uygulamak, flanşların ve kenarların çekiçle doğrudan temas etmemesini sağlamak en iyisidir. Bu, kuvveti eşit olarak dağıtarak basınç gerilimini azaltır ve çekiç izlerini önler. Gerilen parçaların üzerine doğrudan çekiçle vurmaktan kaçınılmalıdır.
Bir düzlemde belirli mekanik özelliklere sahip çerçeve benzeri bir yapı oluşturmak için preslenmiş ince sac malzemelerden yapılan bileşenlere çerçeve-plaka tipi bileşenler denir. Çerçeve plaka bileşenleri şekillerine göre şerit benzeri, halka benzeri veya kaburga çerçeve tipleri olarak sınıflandırılabilir. Çerçeve plaka parçalarının ana bileşenleri ağ ve kenardır.
Farklı şekillendirme işlemleri, özellikle de jantın farklı şekillendirme yöntemleri nedeniyle, malzeme liflerinin uzaması ve büzülmesi değişmekte, bu da çerçeve plakası tipi bileşenlerde çeşitli deformasyonlara neden olmaktadır.
Örneğin, şerit çerçeve bileşenleri, jant açısında artan geri tepme ile birlikte bükülme, ağ düzleminde düzensizlik ve bükülme sergileyebilir. Halka çerçeve bileşenleri ağ eğrilmesi ve jant açısında artan geri tepme gösterebilir. Rib-frame (veya büyük çerçeve plakası) bileşenleri, ağ düzensizliği (bükülme ve yanlış jant şekli) sergileyebilir.
Panel tipi bileşenler ince plaka şekillendirme parçalarına aittir. İnce plaka ürünler olduklarından, yerel sertlikleri küçüktür. Genel olarak, panel tipi bileşenlerin yerel deformasyonu için deformasyon doğrudan düzeltilebilir, ancak bazı büyük deformasyonlar için, nedenini bulmak için ilgili parçaların kapsamlı bir analizi gereklidir.
1) Şerit tipi panel bileşenleri için düzeltme işlemleri.
Şekil 24'te gösterildiği gibi, şerit tipi panel bileşenlerinin deformasyonu ve düzeltilmesi gösterilmektedir. Şerit panel çok büyük bir eğriliğe sahip olduğunda (yani, yayın yarıçapı çok küçük olduğunda) (bkz. Şekil 24a), düzeltme yöntemi şerit panelin ağını bir platform üzerine düz bir şekilde yerleştirmek ve panelin iç kenar bükme hattı boyunca eşit bir şekilde vurmak için belirli bir genişlik-kalınlık oranına sahip bir şerit kullanmak, böylece iç kenarın yakınındaki lifleri uzatmak ve eğriliği azaltmaktır.
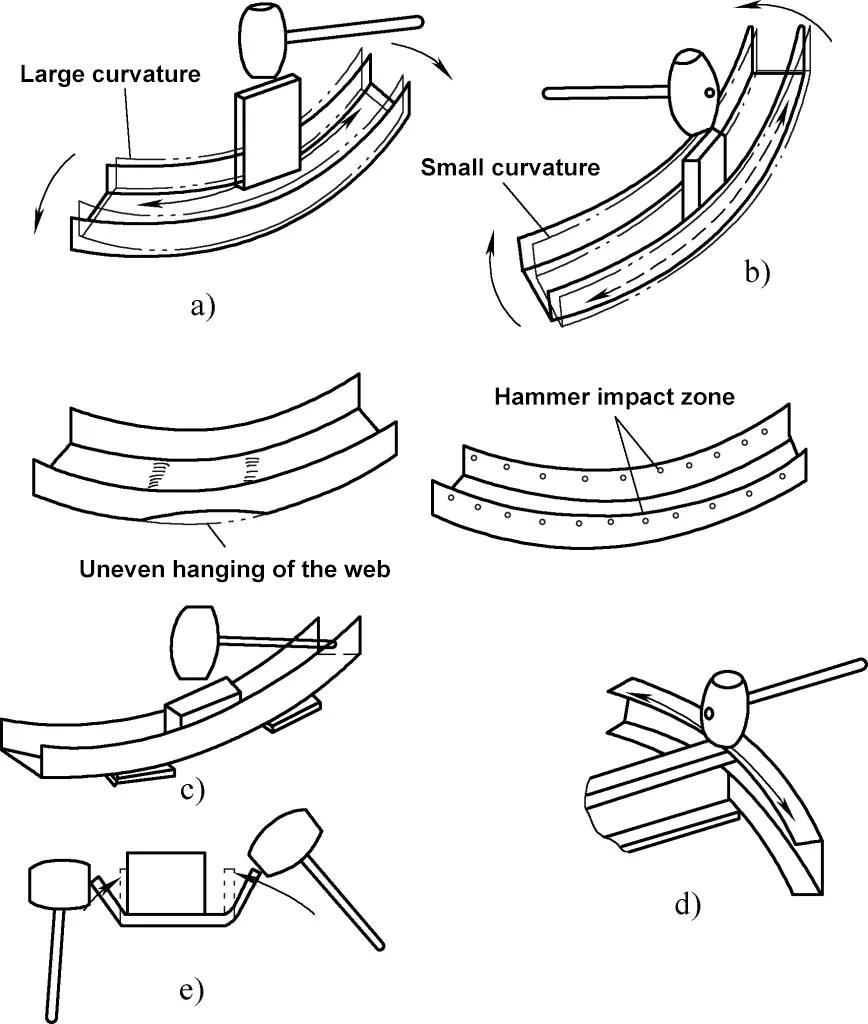
a) Azaltılmış eğriliğin düzeltilmesi
b) Artmış eğriliğin düzeltilmesi
c) Web merkezinin havada asılı kalmasının düzeltilmesi
d) Ağ ucu eğriliğinin düzeltilmesi
e) Bükülme açısının düzeltilmesi
Şerit panel çok küçük bir eğriliğe sahip olduğunda (yani yay yarıçapı çok büyük olduğunda) (bkz. Şekil 24b), düzeltme yöntemi şerit panelin ağını bir platform üzerine düz bir şekilde yerleştirmek ve panelin dış kenar bükme çizgisi boyunca eşit bir şekilde vurmak için aynı tipte bir şerit kullanmak, lifleri dış kenarın yakınında uzatmak ve böylece eğriliği arttırmaktır.
Şerit panelde yerel olarak askıya alınmış bir ağ alanının deformasyonu olduğunda (bkz. Şekil 24c), panelin ağı bir platform üzerine düz olarak yerleştirilmeli ve deforme olmuş alanın her iki ucuna ince plakalar yerleştirilmelidir. İç kenarın genişliğinden daha dar bir blok deforme olmuş alanın üzerine yerleştirilmelidir, böylece bloğun kenarları panelin her iki kenarına sıkıca dayanır. Yükseltilmiş kenarları düzleştirmek için bir çekiç kullanın, ardından ince plakaları çıkarın ve ağdaki düzensizliği gidermek için blok ve çekiç kullanmaya devam edin.
Şerit panelin ucu çözülerek tülbentin düzensizleşmesine neden olduğunda (bkz. Şekil 24d), şerit panelin her iki kenarının iç taraflarının altına destekler yerleştirebilirsiniz. Lifleri uzatmak için kenar çizgisi boyunca eşit şekilde vurun, böylece tülbentin düzlüğünü düzeltin.
Şerit panelin bükülme açısında geri yaylanma deformasyonu olduğunda (bkz. Şekil 24e), deformasyon açısının arttığı kenara doğrudan vurmak için bir çekiç kullanın veya panelin bükülme hattına kenetlenmiş bir blok kullanın ve bükülme hattının dış kenarları ve kökleri boyunca vurun. Bu, açı düzeltmesini sağlamak için deforme olmuş kenarları bloğa doğru bastıracaktır.
2) Halka tipi panel bileşenleri için düzeltme işlemleri.
Halka panelin kenar paneli, ağa dik kapalı, ince bir plaka yapısı olduğundan, ağ ile birlikte önemli ölçüde sertliğe sahip bir yapı oluşturur. Bir parçadaki herhangi bir deformasyon veya gerilim dağılımı kaçınılmaz olarak diğer parçalardaki gerilim dağılımını etkileyecek ve potansiyel olarak deformasyonlara neden olacaktır.
Bir halka panelin ağında her iki tarafın da kalkık olduğu bir eğrilme deformasyonu varsa (bkz. Şekil 25a), düzeltme yöntemi içbükey tarafı aşağı bakacak şekilde bir platformun kenarına yerleştirmektir. Panelin sol tarafını sol elinizle aşağı doğru tutun ve sağ tarafını sağ elinizle aşağı doğru bastırarak kenar panelini bükün ve ağı düzleştirin. Ardından, paneli içbükey tarafı yukarı bakacak şekilde ters çevirin ve ağ platforma değecek şekilde (Şekil 25b'de gösterildiği gibi), kesme gerilimini ve çekme gerilimini ortadan kaldırmak ve bükme çizgisinin yakınındaki basınç gerilimini artırmak için bükme çizgisinin iç kenarları boyunca, özellikle sol ve sağdaki ek yerlerinde vurmak için bir blok kullanın.
Ağı düzelttikten sonra, kenar panelinin her iki tarafındaki bağlantıları da uygun şekilde ayarlamalı ve düzeltmeden sonra deforme olmuş bölgelerdeki artık gerilimi en aza indirmelisiniz.
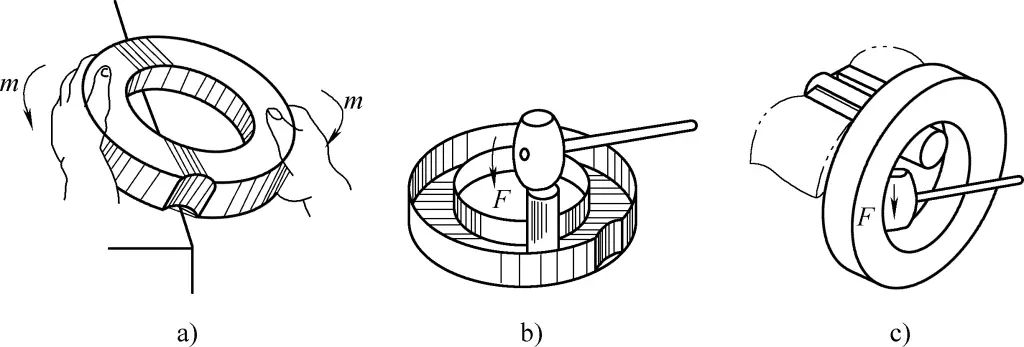
a) Ağ eğriliğinin manuel olarak düzeltilmesi
b) Çekiç düzeltmesi
c) İç halka panelinin düzeltilmesi
Halka panelin iç ve dış kenarları gerekli şekli aştığında (bkz. Şekil 25c), kavisli ahşap bölümü bir mengeneye sıkıştırın, parçayı bileşenin dış şeklinin altına asın ve şekil düzeltmesini elde etmek için deforme olmuş alanı çekiçleyin. Alternatif olarak, Şekil 25b'de gösterildiği gibi, içbükey tarafı yukarı çevirebilir ve şekil ayarını elde etmek için kenar açılarını (Şekil 24e'de gösterildiği gibi) ayarlayabilirsiniz.
3) Büyük panel bileşenleri için düzeltme işlemleri.
Şekil 26'da gösterildiği gibi, büyük panel bileşenleri (çerçeve tipi paneller olarak da adlandırılır) düzlemsel sertliği artıran flanşlı kenarlar, takviye delikleri ve sertleştirici girintiler gibi özellikler sergiler. Kenar panelleri ayrıca bağlantı parçalarını yerleştirmek için yapısal kesikler ve girintili alanlar içerir.
a) Önden görünüm
b) Arkadan görünüm
Bu tür karmaşık yapısal bileşenler için, ısıl işlemden sonra kaçınılmaz olarak çeşitli çarpıklıklar ve düzensiz deformasyonlar meydana gelir. Yaygın deformasyonlar, kesiklerde gevşemiş ve genişlemiş bükülmüş kenarlar, takviye delikleri etrafında daralma ve sıkılaşma, düz delikler etrafında gevşeklik, düzlemsel bükülme ve içbükey bükülmüş kenarların artan eğriliğidir.
Büyük panel bileşenleri için düzeltme süreci aşağıdaki gibidir: Isıl işlemden sonra deforme olmuş bileşeni (bkz. Şekil 26a) bir kalıba yerleştirin. İlk olarak, genel olarak kalıba uymasını sağlamak için düz alanlara vurmak için lastik şeritler kullanın.
Takviye girintilerinin ve aydınlatma deliklerinin tabanına vurmak için demir içermeyen bir metal çekiç veya sert ahşap tokmak kullanın (hasarı önlemek için bu alanlara vurmak için bir blok kullanın). Çekiçlemenin amacı gerilme stresini azaltmak ve basınç stresini artırmaktır. Ardından bileşeni ters çevirin ve arkası yukarı bakacak şekilde başka bir kalıba yerleştirin (bkz. Şekil 26b), burada takviye girintilerinin ve aydınlatma deliklerinin tabanlarına vurmak için aynı tokmak veya çekici kullanacaksınız veya bu alanlara bastırmak için demir içermeyen bir metal blok kullanacaksınız.
Herhangi bir düzensizliği düzleştirmek için lastik şeritler kullanarak ağa sürekli olarak vurun. Ağ şişkinlik veya bükülme belirtileri gösteriyorsa, düz bir plakada yaptığınız gibi düzeltin. Flanşlama sırasında malzemenin içbükey bükülmüş kenardaki uzaması en fazla olduğundan, bileşeni kalıba geri yerleştirin (Şekil 26a'da gösterildiği gibi) ve malzeme gevşeyip şablonla eşleşene kadar içbükey bükülmüş kenarı eşit şekilde çekiçleyin.
Bir panelin ana yapısal unsurları ağ ve kenar panelleridir. Ağ üzerindeki herhangi bir yerel yapıya (düz delikler, takviye delikleri veya yerel şekillendirme özellikleri gibi) bakılmaksızın, ağın en az bir tarafı düz kalmalıdır. Kenar panelindeki herhangi bir kesik veya yerel şekillendirme ne olursa olsun, kenar paneli her zaman ağın düzlemine dik olmalıdır. Bu nedenle, tüm düzeltmeler bir platform üzerinde yapılmalıdır.
Daha karmaşık, büyük panel bileşenleri için, bileşenin şeklinin doğru forma mümkün olduğunca yakın olmasını sağlamak amacıyla düzeltme için şablonlar kullanılmalıdır. Kalıp olmadan düzeltme yapmak kesinlikle yasaktır, çünkü aşırı etkisiz düzeltmeler deformasyonu kötüleştirerek onarılamaz bozulmalara yol açabilir.
Daha basit panel bileşenlerini düzeltirken, ağ her zaman platform yüzeyine karşı düz kalmalıdır. Ağın liflerini çekiçlerken veya hatları bükerken, platform sağlam bir taban olarak kullanılmalıdır. Çekiçlenen alan sıkıca desteklenmelidir - desteksiz çekiçleme kesinlikle yasaktır, çünkü bu sadece elyaf uzunluğunu değiştirmede başarısız olmakla kalmaz, aynı zamanda yeni düzensizlikler de ortaya çıkarabilir.
Büyük düz yüzeylerin düzeltilmesi sırasında, düz olmayan taraf yukarı bakacak şekilde düz taraf kalıba veya platforma yerleştirilmelidir. Bu, tesviye için kauçuk şeridin uygulanmasını kolaylaştırır. Bu arada, çekiç kullanımını kolaylaştırmak ve kauçuk şeridin uygulanması nedeniyle yeni çukurların oluşmasını önlemek için ağın düzeltilmiş kısmı kalıp düzlemiyle temas halinde olmalı ve askıda kalmamalıdır. Vurulacak alan küçük olduğunda veya daha fazla hassasiyet gerektirdiğinde, alanı hedeflemek için bir kama bloğu kullanılabilir.
Çerçeve panellerinin büyük eğrilme deformasyonları için, orijinal deformasyon seviyesini azaltmak için deformasyonun ters yönünde tork uygulanabilir. Ardından, çizim özelliklerini karşılayana kadar titiz bir düzeltme için çekiçleme kullanılabilir.
Çerçeve panelinin dış kalitesini ve şekil doğruluğunu sağlamak için, iz bırakmasını önlemek amacıyla iş parçası yüzeyiyle doğrudan temas halinde sert malzemelerden yapılmış çekiçler veya bloklar kullanmaktan kaçının. Dış kuvvetlerin uygulanması zor olan ağ-çerçeve kenar bağlantılarında, dolaylı kuvvet uygulamak için daha yumuşak bloklar veya kontura uyacak şekilde şekillendirilmiş aletler kullanılmalıdır. Bu, kuvvet uygulamasındaki yanlışlıkların veya parçalar arasındaki karşılıklı etkileşimin düzeltme sonucuna zarar vermesini önler.


