TIG Kaynağının Avantaj ve Dezavantajları
Hassasiyeti ve çok yönlülüğü ile bilinen TIG kaynağı, metal imalat dünyasının temel taşlarından biridir. Ancak...

Kaynak tabancasını sağ elinizle tutun, tabancanın ön kısmını işaret parmağınız ve başparmağınızla sıkıştırın, diğer üç parmağınız iş parçası üzerindeki destek noktasına dokunmalı veya işaret veya orta parmağınızı destek noktası olarak kullanın. Eşit şekilde nefes alın, dengesini korumak için kaynak tabancasını sıkıca tutun ve kaynak arkını sabit tutun. Önemli olan, kaynak işlemi sırasında tungsten elektrodun iş parçası veya kaynak teli ile kısa devre yapmasını önlemektir.
1) Temassız ark başlatma için yüksek voltajlı bir darbe üreteci veya yüksek frekanslı osilatör kullanın. Kaynak tabancasını, nozulun kenarı iş parçasına değecek şekilde eğin, tungsteni iş parçasından biraz uzakta tutun ve kaynağın başlangıç noktasına doğru tutun. Kaynak tabancası üzerindeki anahtarı açın, argon gazı akışını başlatın ve belirli bir süre sonra (2~7s) ark otomatik olarak başlayacaktır. Ark ateşlendikten sonra, kaynak tabancasını kaldırın ve kaynağı başlatmak için kaynak tabancası ile iş parçası arasındaki açıyı ayarlayın.
2) Doğrudan temaslı ark başlatma, ancak bir ark başlatma plakası (saf bakır plaka veya grafit plaka) gerektirir. Arkı ateşlemek için ark başlatma plakasını hafifçe kazıyın, ardından kaynağa başlamak için kaynağın başlangıç noktasına gidin ve kaynağın başlangıcında yanmayı önleyin. Bu yöntem ince levha kaynağı için uygundur. Ark başlatılmadan 5~10 saniye önce gaz verilmelidir.
Tel besleme yöntemleri ve önemli çalışma noktaları için Tablo 5-95'e bakın. Tel beslemesi yaparken aşağıdaki noktalara da dikkat edin:
Tablo 5-95 Tel besleme yöntemleri ve önemli çalışma noktaları
| Doldurma Yöntemi | Kilit Çalışma Noktaları | Uygulama Kapsamı |
| Sürekli Tel Besleme | Teli beslemek için sol elin başparmağını, işaret parmağını ve orta parmağını kullanın, yüzük parmağı ve küçük parmak yönü kontrol etmek için teli tutar, telin oldukça düz olmasını, minimum kol hareketini ve tel bitmek üzereyken ileri doğru hareket etmesini gerektirir | Koruyucu tabakada minimum bozulmaya neden olur, güçlü kaynak parametreleri altında büyük miktarlarda tel beslemesi için uygundur |
| Aralıklı Tel Besleme (Damla Besleme) | Teli sol elin baş, işaret ve orta parmaklarıyla sıkıca tutun, telin ucunu daima argon koruma alanı içinde tutun; tel besleme hareketi nazik olmalı, tel ucundaki erimiş damlacıkları erimiş havuza iletmek için kolun ve bileğin yukarı ve aşağı tekrarlayan hareketlerine dayanmalıdır | Tüm Pozisyonlarda Kaynak için Uygun |
| Tel, oluk ve küt kenarı yakından takip ederek bunların içinde erir | Teli bir yay şeklinde bükün, yakından uydurma arkın oluğun kör kenarını eritirken aynı zamanda teli de eritmesini sağlayarak, ek yerleri arasındaki boşluğun telin çapından daha küçük olmasını gerektirecek şekilde oluğun boşluğuna yerleştirilmesi | Kaynak telinin kaynakçının görüşünü engellemesini önler, zor pozisyonlarda kaynak yapmak için uygundur |
| Enine Salınımlı Tel Besleme | Kaynak teli, kaynak tabancası ile yanal olarak sallanır ve her ikisinin de genliği tutarlı olmalıdır | Bu yöntem, daha geniş kaynak dikişlerine sahip kaynaklara uygulanabilir. |
| Arka Taraf Tel Besleme | Kaynak teli iş parçasının arka tarafından beslenir, bu da oluk aralığı, tel çapı ve çalışma tekniği için yüksek standartlar gerektirir | Bu yöntem baş üstü kaynağına uygulanabilir. |
1) Tel eklemeden önce oluğun her iki tarafı eriyene kadar beklenmelidir. Tel eklerken, kaynak teli ile iş parçasının yüzeyi arasındaki açı yaklaşık 15° olmalıdır, erimiş havuzun ön kenarından hızla ilerleyin, sonra geri çekin ve tekrarlayın.
2) Tel besleme düzgün ve hız uygun olmalıdır. Tel besleme hızı kaynak hızıyla eşleşmelidir. Oluk boşluğu kaynak telinin çapından daha büyük olduğunda, tel ark ile senkronize olarak yanal olarak sallanmalıdır.
Sol el kaynağı ince parçaların kaynağı için uygundur, kaynak tabancası sağdan sola hareket eder, ark kaynaklanmamış parçaya doğru bakar, bu da ön ısıtma yapar, bu da hızlı kaynak hızı, dar kaynak dikişi ve erimiş havuzda kısa yüksek sıcaklıkta bekleme süresi ile sonuçlanır, metal kristallerin rafine edilmesi için faydalıdır. Kaynak teli arkın önünde yer alır ve kontrolü kolaylaştırır. Sağ el kaynağı kalın parçaların kaynağı için uygundur, kaynak tabancası soldan sağa hareket eder, ark kaynaklı parçaya doğru bakar, bu da kaynak yüzeyinin argon ile yüksek sıcaklıkta oksidasyondan korunmasına yardımcı olur.
1) Ark uzunluğu (dolgu teli ile) 3~6mm. Nozülden çıkıntı yapan tungsten elektrodun uzunluğu genellikle 5~8mm'dir. Tungsten elektrot iş parçasına mümkün olduğunca dikey olmalı veya iş parçasının yüzeyi ile daha büyük bir açı (70°~85°) sağlamalıdır. Nozul ile iş parçasının yüzeyi arasındaki mesafe 10 mm'yi geçmemelidir.
2) 4 mm'den kalın saclar için hem aşağı hem de yukarı dikey kaynak mümkündür ve 4 mm'den kalın iş parçaları için genellikle yukarı dikey kaynak kullanılır.
3) Kaynağın gerekli genişliğini elde etmek için, kaynak tabancası doğrusal harekete ek olarak uygun yanal salınımlar yapabilir, ancak zıplamamalıdır.
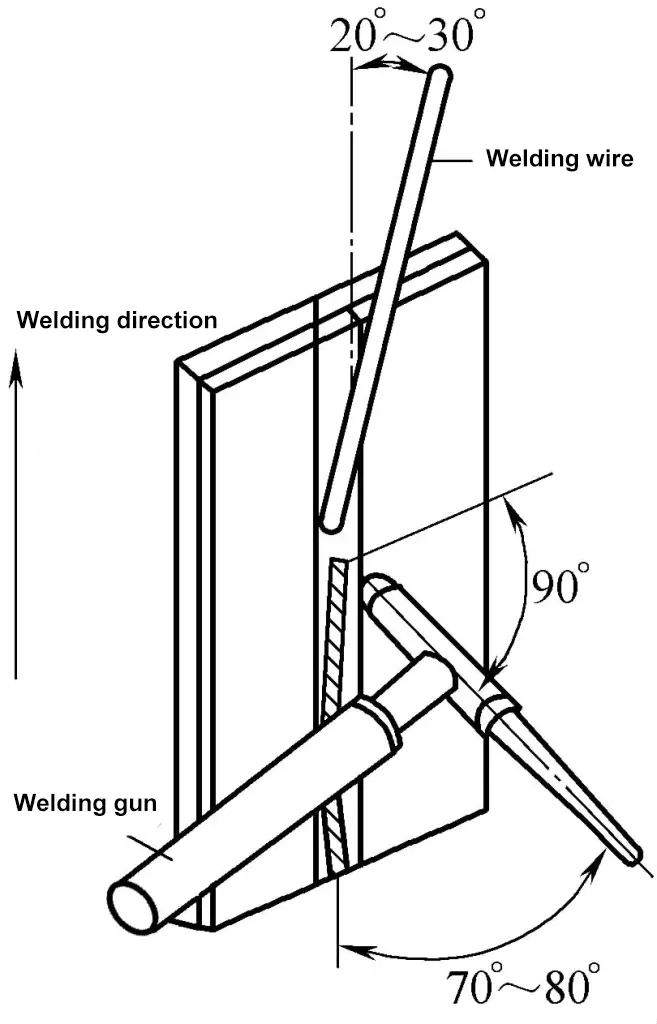
4) Düz kaynak, yatay kaynak ve baş üstü kaynak için sol el veya sağ el kaynak tekniği kullanılabilir, genellikle sol el tekniği benimsenir. Düz kaynak için kaynak tabancasının açısı ve dolgu telinin konumu Şekil 5-62'de, dikey kaynak için Şekil 5-63'de ve yatay kaynak için Şekil 5-64'de gösterilmiştir.
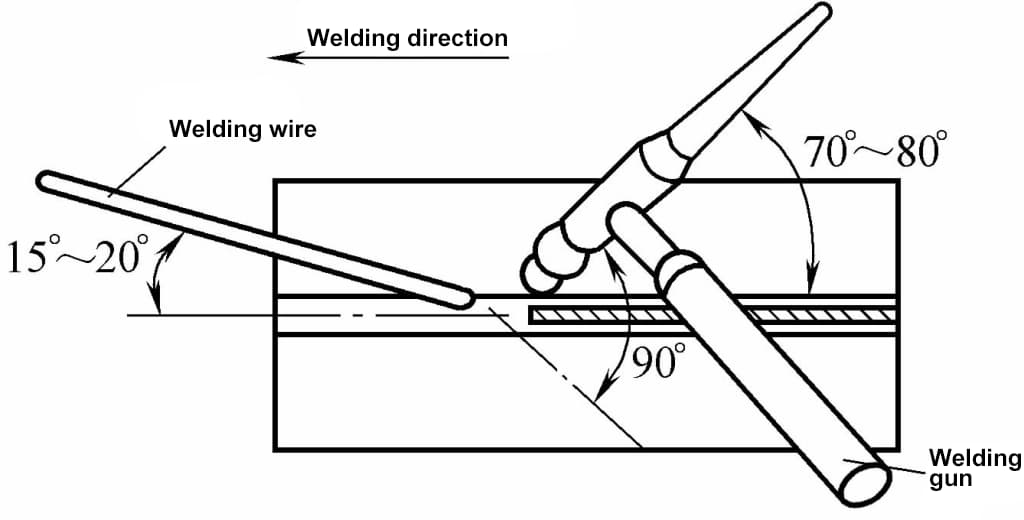
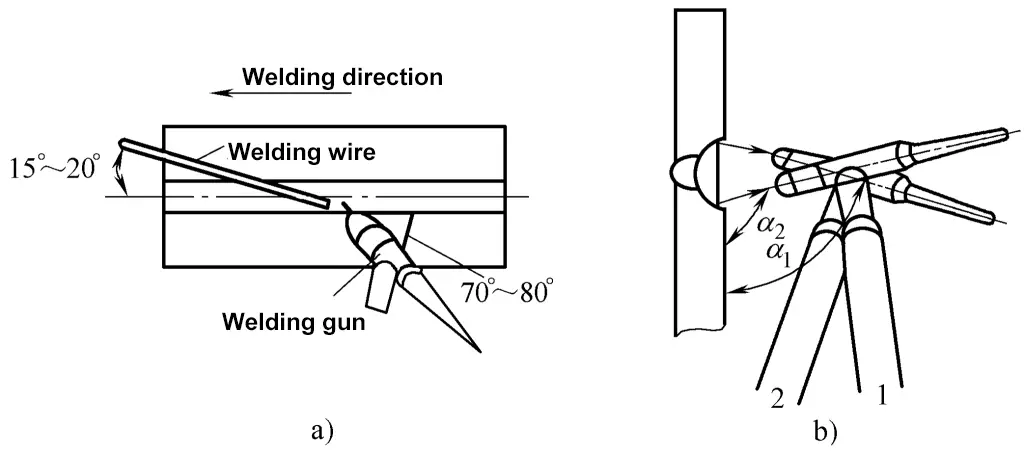
a) Yatay kaynak kök paso tabancası açısı ve dolgu teli konumu
b) Yatay kaynak kapağı paso tabancası açısı α 1 =95°~105°, α 2 =70°~80°
5) Tungsten elektrot argon ark kaynağında çeşitli kaynak pozisyonlarının temel çalışma noktaları için Tablo 5-96'ya bakın.
Tablo 5-96 Tungsten elektrot argon ark kaynağında çeşitli kaynak pozisyonlarının temel çalışma noktaları
| Kaynak Yöntemleri | Kaynak Özellikleri | Önlemler |
| I-oluklu alın bağlantılarının düz kaynağı | Kaynak tabancasını tutmak için uygun yöntemi seçin, nozul yüksekliği 6 ~ 7 mm, ark uzunluğu 2 ~ 3 mm, kaynak tabancasını öne doğru eğin, sol el kaynak yöntemini kullanın ve kaynak telinin ucunu erimiş havuzun ön kenarına yerleştirin. | Kaynak torçunun hareket açısı ve kaynak akımı çok yüksek olmamalıdır; kaynak torçunun sallanmasını önlemek için hava soğutmalı bir kaynak torçu kullanmak en iyisidir. |
| I-oluklu açılarla düz kaynak | Kaynak torcunu tutma yöntemi, alın düz kaynağı ile aynıdır. Nozul yüksekliği 6~7mm ve ark uzunluğu 2~3mm'dir. | Tungsten elektrot uzantısı çok uzun olmamalı, ark dikişin merkezinden çok fazla sapmamalı ve dolgu teli aşırı eklenmemelidir. |
| Bindirmeli bağlantıların düz kaynağı | Kaynak torcunu tutma yöntemi alın düz kaynağı ile aynıdır. Nozul yüksekliği ve ark uzunluğu köşe düz kaynağı ile aynıdır ve tel eklenmediğinde kaynak genişliği tungsten elektrot çapının yaklaşık iki katıdır. | Plaka ince olduğunda, dolgu teli eklenmeyebilir, ancak bindirme bağlantı yüzeylerinde boşluk olmamalı ve iki plaka sıkıca oturmalıdır; ark uzunluğu tungsten elektrot çapına eşittir ve dikiş genişliği tungsten elektrot çapının yaklaşık iki katıdır, kaynak hızı sıkı bir şekilde kontrol edilmelidir; tel eklerken, dikiş genişliği tungsten elektrot çapının 2,5 ~ 3 katıdır, erimiş havuzun üstünden tel eklemek alttan kesmeyi önleyebilir. |
| T bağlantılarının düz kaynağı | Kaynak torcunu tutma yöntemi, nozul yüksekliği ve ark uzunluğu alın düz kaynağı ile aynıdır. | Ark üst köşe ile aynı hizada olmalıdır; kaynak torcu hareket açısı ve ark uzunluğu çok büyük olmamalıdır; ilk olarak başlangıç noktasındaki çentiğin kenarları eriyene kadar ön ısıtma yapın ve dolgu teli eklemeye başlamadan önce erimiş bir havuz oluşturun. |
| Alın bağlantılarının dikey kaynağı | Kaynak tabancasının düz kaynakta olduğu gibi tutulması | Kaynağın her iki tarafında alttan kesmeyi ve ortada sarkmayı önleyin. |
| T-mafsalların yukarı doğru dikey kaynağı | Kaynak torcunu tutma yöntemi ve nozul yüksekliği düz kaynakla aynıdır. En iyi dolgu teli pozisyonu, erimiş havuzun en önüdür, alın dik kaynağında olduğu gibi. | - |
| Alın bağlantılarının yatay kaynağı | En iyi dolgu teli konumu, erimiş havuzun önündeki ve üstündeki kenardır. | Kaynağın üst tarafında alttan kesmeyi ve alt tarafta kaynak topaklarını önlemek için; aynı zamanda, kaynak tabancası ile yukarıdaki ve aşağıdaki iki dikey yüzey arasındaki çalışma açısı eşit olmamalı, sıvı metali desteklemek için arkın yukarı doğru üfleme kuvvetini kullanmalıdır |
| T bağlantılarının yatay kaynağı | Kaynak tabancası nasıl tutulmalıdır: Ark uzunluğu ve nozul yüksekliği T-ekleminin düz kaynağı ile aynıdır | - |
| Alın bağlantılarının üstten kaynağı | En iyi tel besleme pozisyonu kaynak havuzunun ön kenarındadır | - |
| T-mafsalların üstten kaynağı | Mümkünse, arka tarafta dolgu teli kullanın | Kaynak banyosu sarkma eğilimi gösterdiğinden, kaynak akımı düşük ve hızı yüksek olmalıdır |
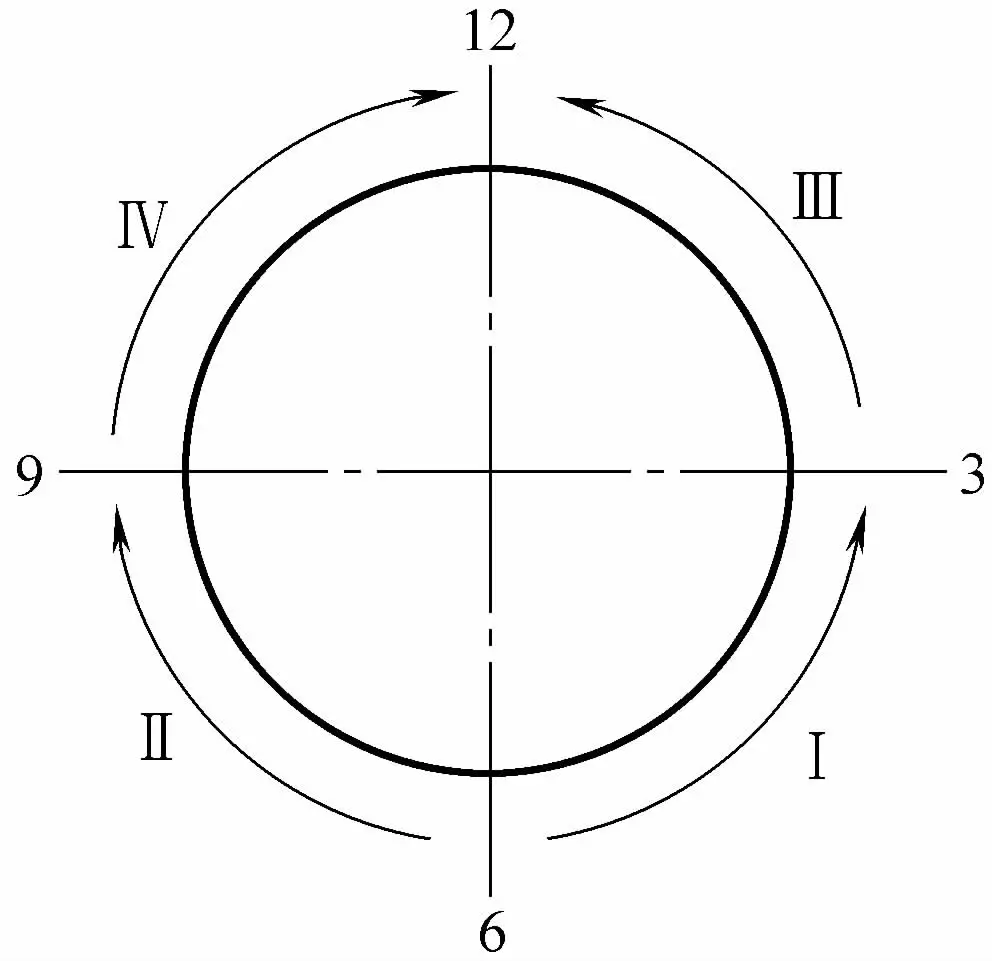
| Düz, dikey ve baş üstü kaynağın birleştirilmesi | Kaynak başlangıç noktası genellikle saatin "6" konumunda seçilir, önce saat yönünün tersine "3" konumuna kaynak yapılır, ardından "6" konumundan "9" konumuna kaynak yapılır ve ardından şekil 5-65'te gösterildiği gibi "3" ve "9" konumlarından ayrı ayrı arklar başlatılarak "12" konumuna kaynak yapılır; boru çapı küçük olduğunda, doğrudan "6" konumundan "12" konumuna kaynak yapabilirsiniz. | Nüfuziyeti sağlamak için önce bağlantı taşlanmalıdır; kaynak teli besleme için belirli bir şekle önceden bükülebilir; kaynak tabancası ile iş parçası arasındaki açı her zaman değişmeden kalmalı ve kaynak telinin konumu uygun olmalıdır |
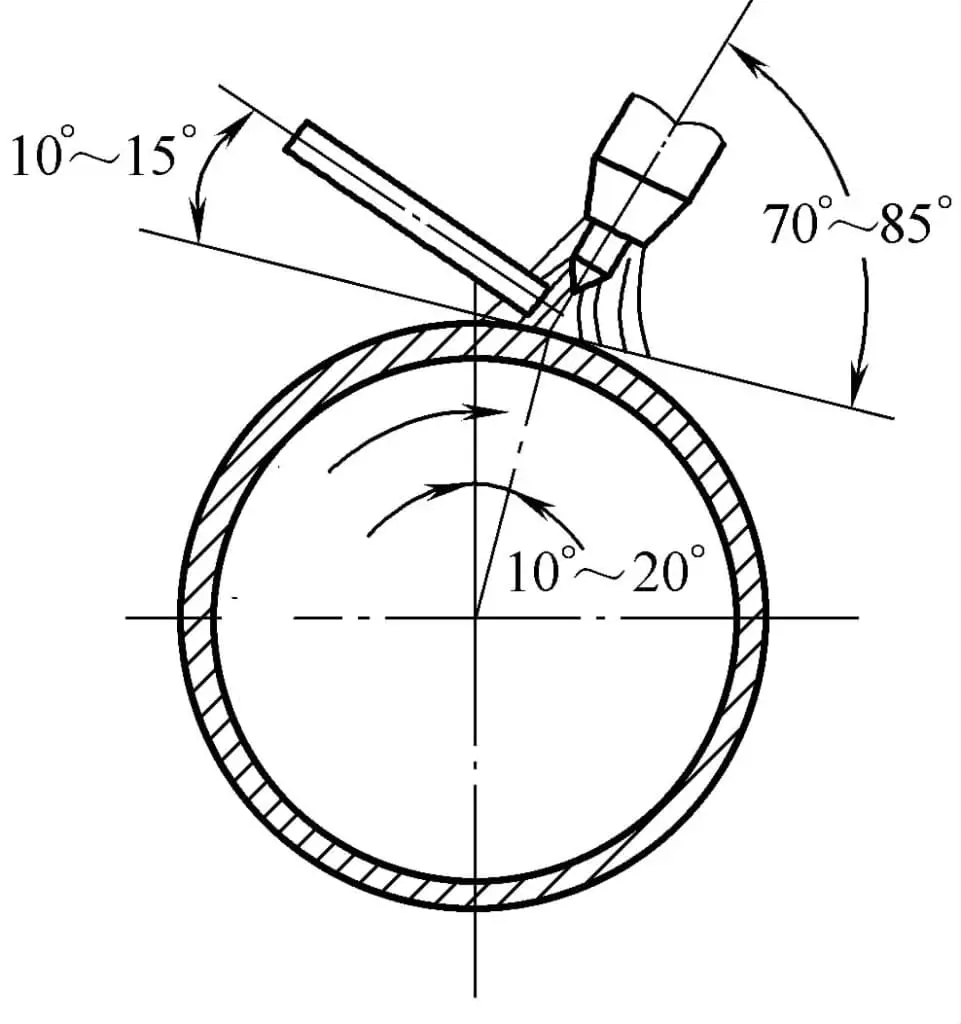
6) Borunun kaynak sırası şekil 5-65'te gösterilmiştir. Dönen borunun düz alın kaynağı sırasında kaynak tabancasının veya kaynak telinin iş parçasına göre konumu şekil 5-66'da gösterilmiştir.
7) Kaynak sırasında, kaynak telinin ucu daima argon koruma bölgesi içinde olmalı, kaynak teli doğrudan arkın altına yerleştirilmemeli veya çok yükseğe kaldırılmamalı ve damlacıkların kaynak havuzuna "damlayarak aktarılmasına" izin verilmemelidir. Tel dolgusunun konumu şekil 5-67'de gösterilmiştir.
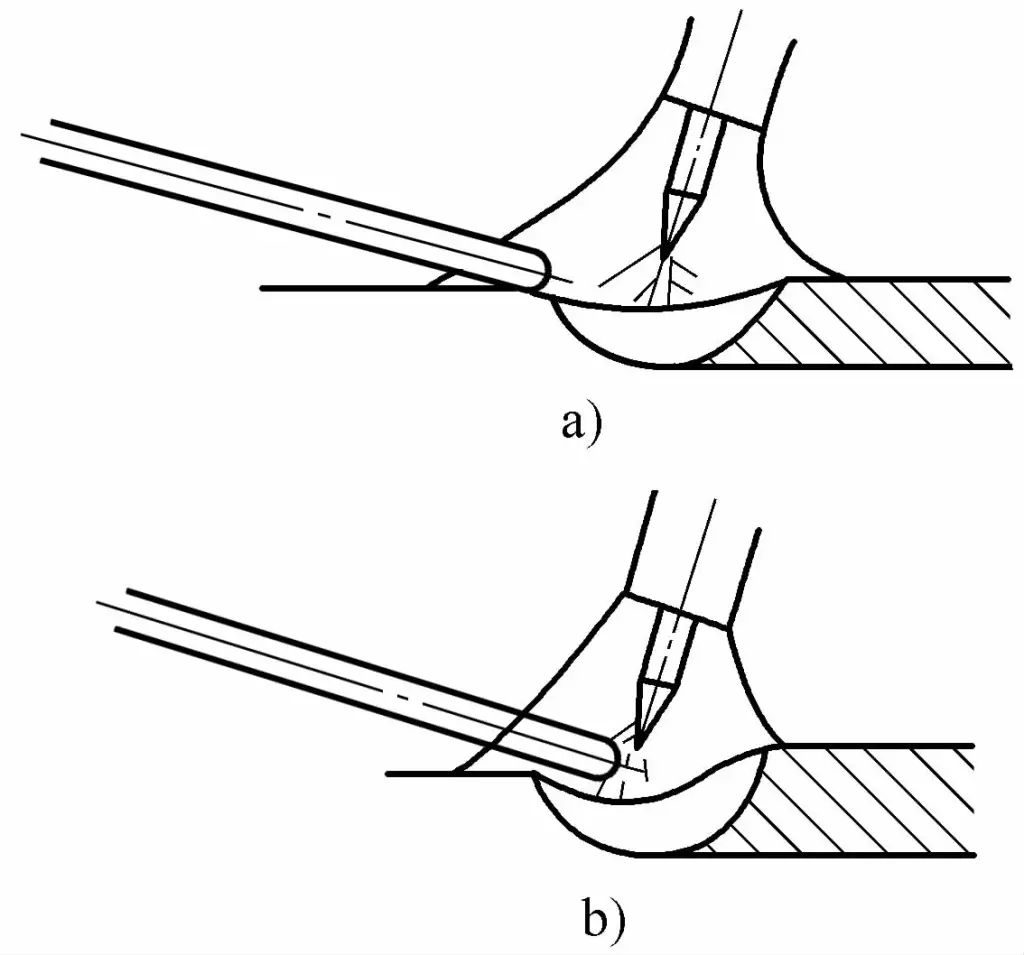
a) Doğru
b) Yanlış
8) Çalışma sırasında, tungsten elektrot yanlışlıkla kaynak teline temas ederse, anlık bir kısa devreye neden olarak kaynağı kirletecektir. Kaynağı derhal durdurun, kirlenmiş alanı metalik bir parlaklık ortaya çıkana kadar bir taşlama taşı ile zımparalayın ve dolgu teli ucunun bir bölümünü kesin. Kirlenmiş tungsten elektrot kaynağa devam etmeden önce yeniden şekillendirilmelidir.
1) Ek yeri eğimli olmalı ve ölü açı olmamalıdır.
2) Yeniden ateşleme pozisyonu orijinal ark çukurunun arkasında olmalı, kaynak bindirmesini 20 ~ 30 mm yapmalı, genellikle bindirmeye çok az dolgu teli eklemeli veya hiç eklememelidir.
3) Ek yerinde tam bir kaynaşma sağlamak için erimiş havuz ek yerinin köküne kadar nüfuz etmelidir.
Arkı sonlandırırken, bir ark çukuru oluşmasını önlemek için otomatik akım azaltma cihazı kullanın. Bu cihaz mevcut değilse, kaynak tabancasının açısını değiştirin, arkı uzatın ve kaynak hızını artırın.
Bir boru üzerindeki kaynak dikişini kapatırken, arkı hafifçe uzatmak, kaynak dikişini 20 ~ 40 mm üst üste bindirmek ve üst üste binen kısma çok az kaynak teli eklemek veya hiç eklememek yaygındır. Arkı söndürdükten sonra, gaz beslemesini durdurmayı yaklaşık 10 saniye geciktirin. Ark söndürme yönteminin çalışma detayları ve uygulanabilir durumları için kılavuzda TIG kaynağı, bkz. Tablo 5-97.
Tablo 5-97 Manuel TIG kaynağında ark söndürme yöntemi için çalışma ayrıntıları ve uygulanabilir durumlar
| Ark Sonlandırma Teknikleri | Önemli Operasyonel Noktalar | Uygulanabilir Durumlar |
| Kaynak Takviye Yöntemi | Kaynak sonunda, kaynak tabancasını ileri hareket ettirme hızı azalır, kaynak tabancasının geriye doğru eğimi artar ve erimiş havuz yeterince dolana kadar tel besleme miktarı artar ve ardından ark söndürülür. | Bu yöntem yaygın olarak kullanılmaktadır ve genellikle tüm yapılara uygulanabilir. |
| Artırılmış Kaynak Hızı Yöntemi | Kaynağın sonunda, kaynak tabancasını ileri hareket ettirme hızı kademeli olarak artar, iş parçası erimeyene kadar tel besleme miktarı kademeli olarak azalır ve kaynak dikişi genişten dara doğru daralarak kademeli olarak sona erer. | Bu yöntem boru argon ark kaynağı için uygundur ve kaynakçının yüksek beceri sahibi olmasını gerektirir. |
| Akış Plakası Yönteminin Kullanımı | İş parçasının ark söndürme alanının dışına bir ark çıkış plakası takın, iş parçasını bitirdikten sonra çıkış plakasındaki arkı söndürün ve ardından çıkış plakasını kesin. | Bu yöntem nispeten basittir ve düz ve uzunlamasına dikiş kaynağı için uygundur. |
| Akım Bozunma Yöntemi | Kaynak sonunda, önce güç kaynağını kesin, jeneratörün dönüş hızının kademeli olarak azalmasına izin verin ve kaynak akımı da zayıflar, böylece ark bozulması sağlanır. | Bu yöntem ark kaynağı jeneratörlerinin kullanıldığı durumlar için uygundur. Bir silikon ark kaynağı doğrultucusu kullanılıyorsa, uyarma akımını kademeli olarak azaltmak için ek bir basit cihaz gereklidir. |