Sac Metal Tasarım Temelleri Açıklandı
Dayanıklı, verimli sac metal bileşenlerin nasıl tasarlanacağını hiç merak ettiniz mi? Bu makale, sac metal bileşenler için temel yönergeleri...

Manuel metal ark kaynağı, elektrodun kaynak için manuel olarak çalıştırıldığı bir ark kaynağı yöntemidir. Çeşitli ark kaynağı yöntemleri arasında en erken geliştirilen ve halen en yaygın olarak kullanılan kaynak yöntemidir.
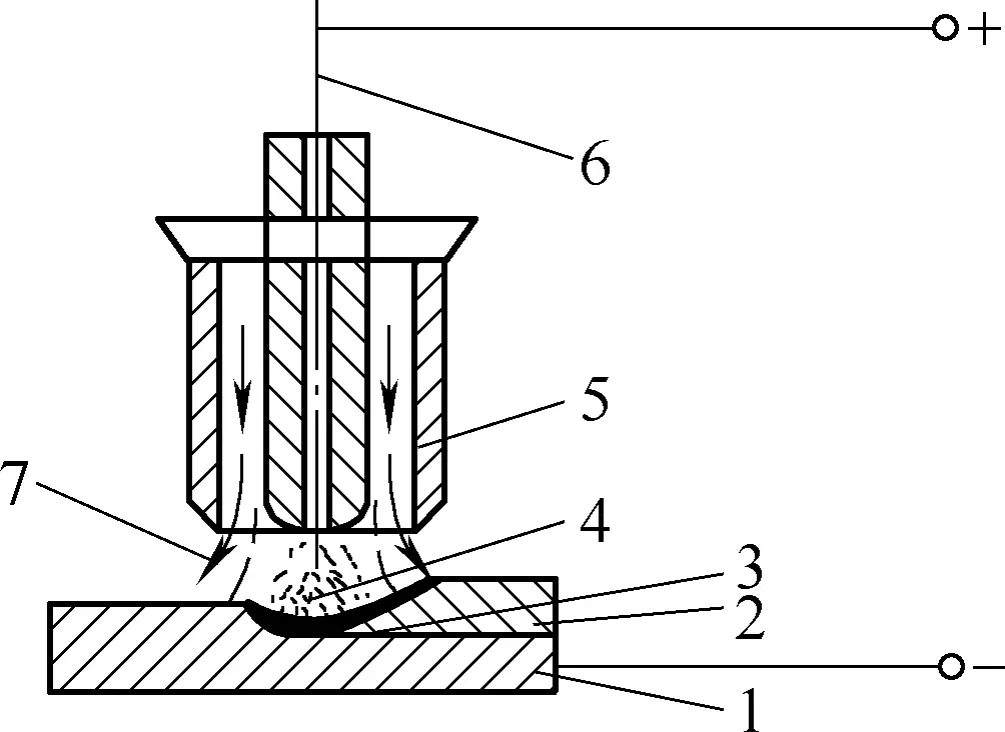
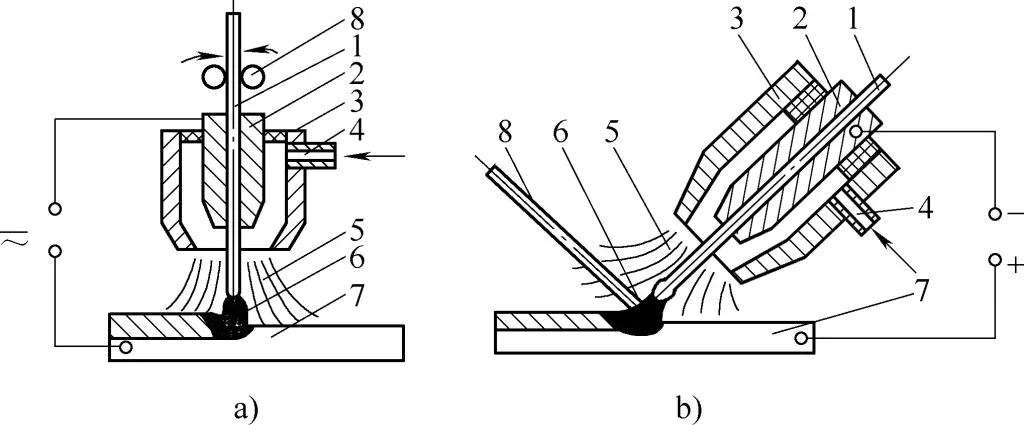
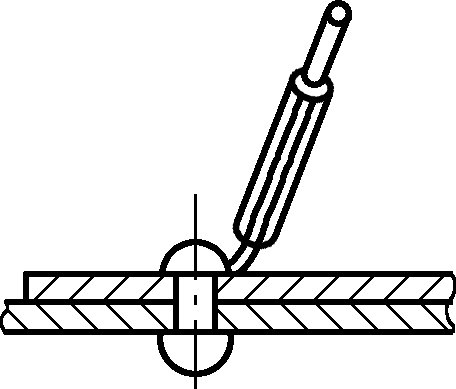
Manuel metal ark kaynağı, dış eritken ile kaplanmış elektrot ile iş parçası arasında oluşan ark ısısı ile metalin ısıtılması ve eritilmesi ile elde edilir. Şekil 1'de manuel metal ark kaynağının kaynak işlemi gösterilmektedir. Kaynaktan önce, elektrot tutucu 3 ve iş parçası 1, kaynak makinesinin 4 çıkış terminalinin iki kutbuna bağlanır ve elektrot 2, elektrot tutucu 3 ile sıkıştırılır.
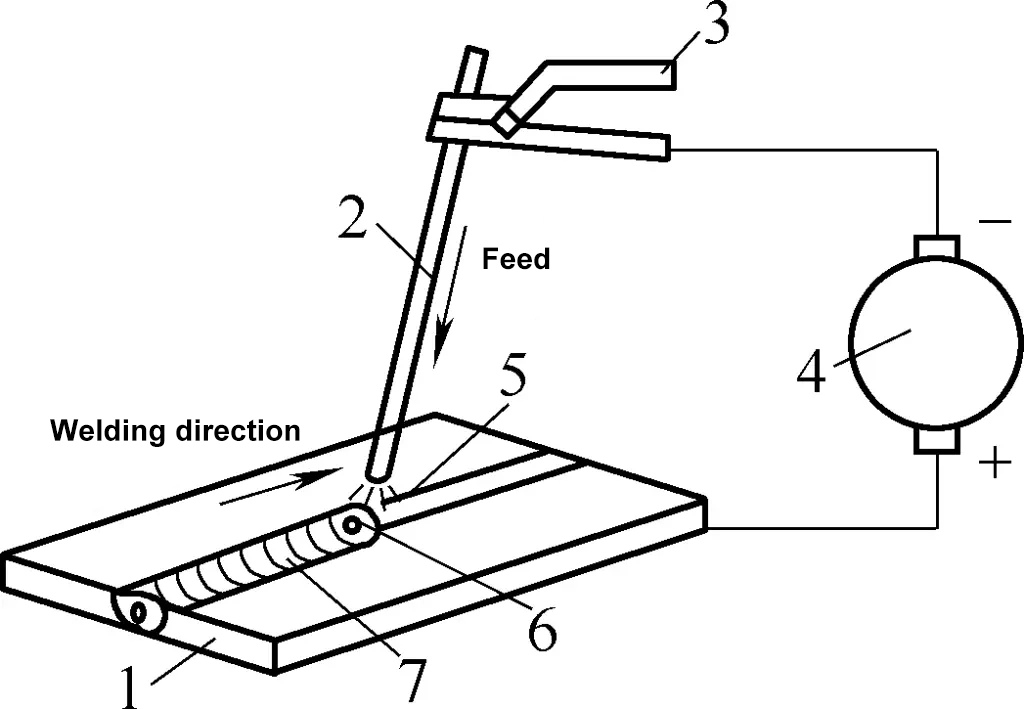
1-İş parçası
2-Elektrot
3-Elektrot Tutucu
4-Kaynak Makinesi
5-Kaynak Arkı
6-Molten Havuz
7-Kaynak Dikişi
Kaynak sırasında, kaynak arkı 5 elektrot ve iş parçası arasında tutuşturulur. Ark tarafından üretilen yüksek sıcaklık (6000 ila 7000°C), elektrotun ana malzemesini ve kaynak yapılan parçadaki iş parçasını (erime noktası genellikle 1500°C civarında olan) eriterek bir erimiş havuz 6 oluşturur. Elektrot kaynak yönü boyunca hareket ettikçe, bir önceki erimiş havuzun sıvı metali soğuyup katılaşarak bir kaynak dikişi 7 oluştururken ve böylece iş parçalarını birleştirirken sürekli olarak yeni erimiş havuzlar oluşur.
Manuel metal ark kaynağı, yüksek ark sıcaklığı, konsantre ısı, basit ekipman, rahat ve esnek çalışma ve çeşitli koşullar altında kaynağa uyarlanabilirlik gibi özelliklere sahiptir. Kaynak üretiminde yaygın olarak kullanılan bir yöntemdir ve karbon çeliği, alaşımlı çelik, paslanmaz çelik, ısıya dayanıklı çelik, yüksek mukavemetli çelik, dökme demir ve diğer metal malzemelerin farklı kalınlık ve pozisyonlarının kaynağında yaygın olarak uygulanır. Bakır alaşımları ve nikel alaşımlarının kaynağında da kullanılabilir.
Manuel metal ark kaynağının dezavantajları düşük üretim verimliliği, yüksek iş gücü yoğunluğu ve kaynak kalitesinin operatörün beceri seviyesine bağlı olmasıdır.
Manuel metal ark kaynağı için işleme ekipmanı, kaynak güç kaynakları ve kaynak aletlerinden oluşur.
Manuel metal ark kaynağı için yaygın olarak kullanılan kaynak güç kaynakları (genellikle kaynak makineleri olarak bilinir) temel olarak AC ark kaynağı transformatörlerini ve ark kaynağı redresörlerini içerir.
1) Ark Kaynağı Doğrultucu
Ark kaynağı doğrultucusu bir tür DC kaynak makinesidir. AC gücü, dönüştürme ve düzeltme yoluyla DC gücüne dönüştürülür. Üç tip ark kaynağı doğrultucusu vardır: silikon ark kaynağı doğrultucuları, tristör ark kaynağı doğrultucuları ve transistör ark kaynağı doğrultucuları.
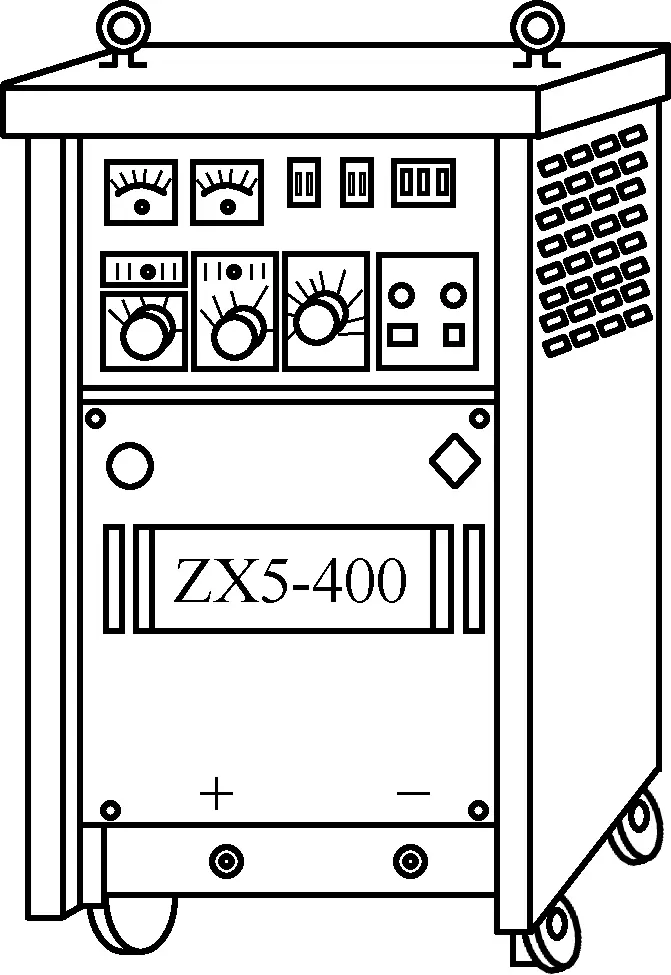
Tristörlü ark kaynak redresörlerinin düşük gürültü, düşük yüksüz kayıp, küçük boyut, hafiflik, düşük maliyet, yüksek güç faktörü, enerji tasarrufu, iyi düzenleme performansı ve otomasyon kolaylığı gibi avantajları nedeniyle giderek daha fazla kullanılmaktadır. Şekil 2, ZX5-400 tipi tristörlü ark kaynağı doğrultucusunun görünümünü göstermektedir. Bu doğrultucunun nominal kaynak akımı 400A'dir.
2) AC Ark Kaynak Transformatörü
AC ark kaynak transformatörünün kaynak akımı çıkışı AC'dir. Basit yapı, kolay üretim, düşük maliyet, güvenilir kullanım ve kolay bakım gibi avantajlara sahiptir ve bu da yaygın olarak kullanılmasını sağlar. En yaygın olarak kullanılan kaynak eki̇pmanlari Düşük karbonlu çelik iş parçalarının kaynağı için. Şekil 3, AC ark kaynağı transformatörünün görünümünü göstermektedir.
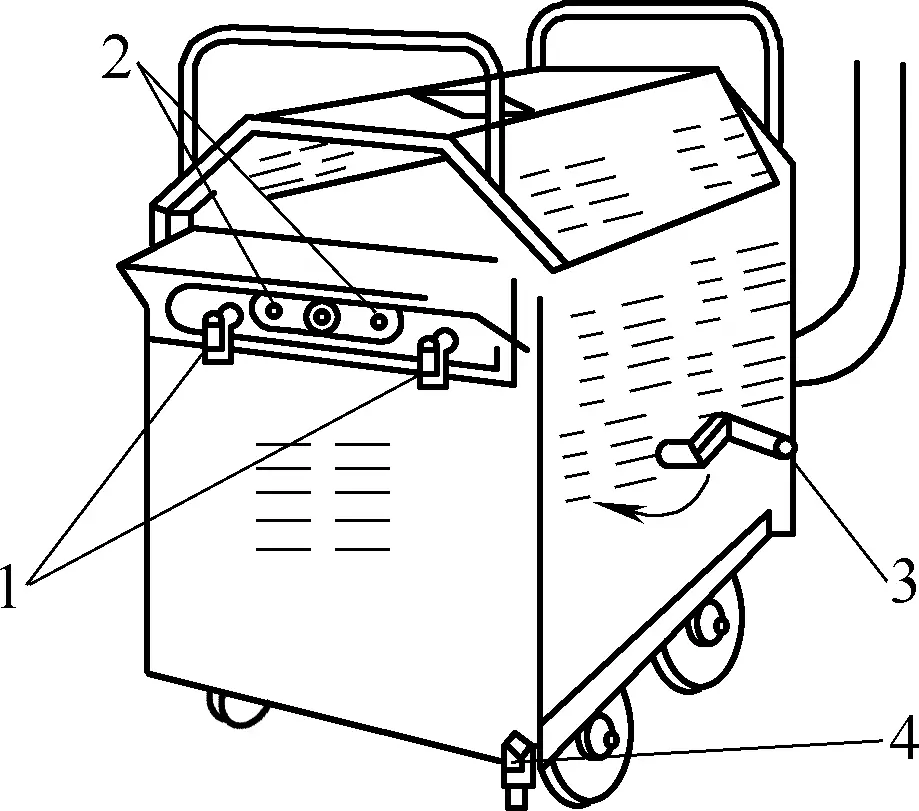
1-Kaynak Kablo Bağlantı Vidası
2-Terminal (Kaba Akım Ayarı)
3-Ayar Kolu (İnce Akım Ayarı)
4-Topraklama Vidası
Manuel metal ark kaynağı için gerekli kaynak aletleri ve aksesuarları arasında kaynak kabloları, elektrot tutucular, maskeler, kaynak eldivenleri ve yalıtımlı ayakkabılar, ekran panelleri, tel fırçalar, cüruf çekiçleri vb. bulunur.
1) Kaynak Kablosu
Kaynak kablosu, kaynak akımını iletmek için elektrot tutucuyu ve iş parçasını kaynak güç kaynağına bağlamak için kullanılır. Kablo iyi bir yalıtım katmanına sahip olmalıdır ve açıkta kalan tellere izin verilmez. Dış kılıf hasar görmüşse, kısa devreleri ve elektrik çarpması kazalarını önlemek için yalıtım bandı ile sarılmalıdır.
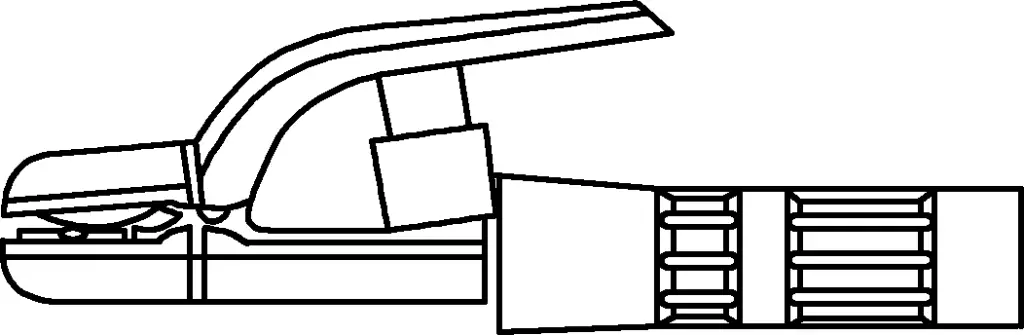
2) Elektrot Tutucu
Elektrot tutucu, elektrodu tutmak ve kaynak için akım iletmek amacıyla kullanılan bir alettir. Görünüşü Şekil 4'te gösterilmiştir. Elektrot tutucu iyi iletkenliğe, yalıtıma ve ısı direncine sahip olmalı ve elektrodu hızlı ve güvenli bir şekilde tutup bırakabilmeli, hafif ve kullanımı esnek olmalıdır.
3) Maske
Şekil 5'te gösterildiği gibi iki tip maske vardır: kask tipi ve el tipi.
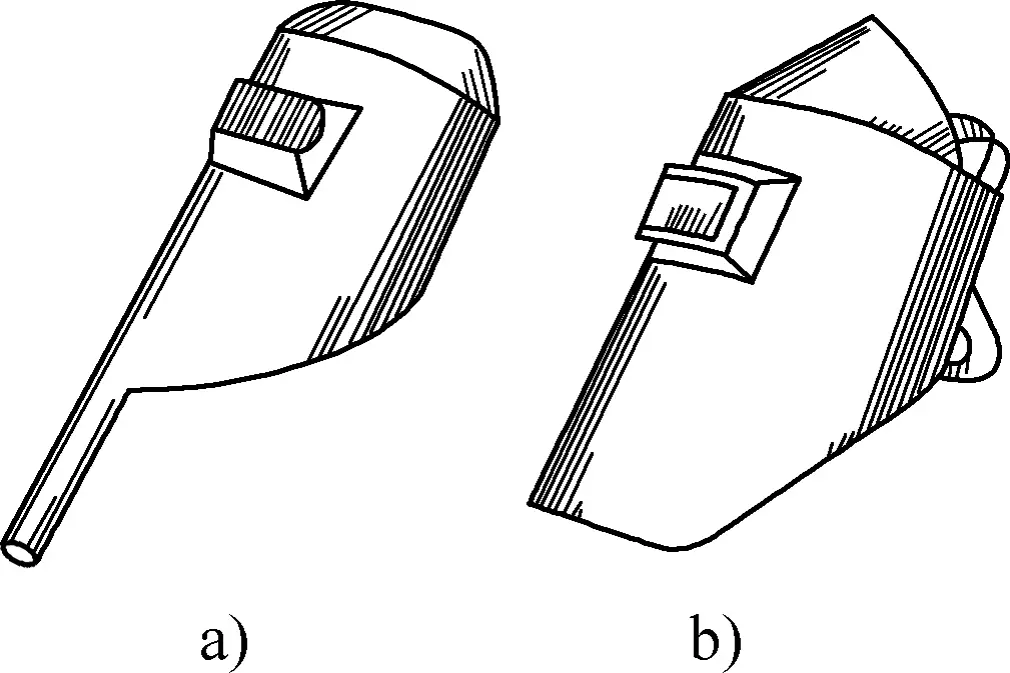
a) El Tipi
b) Kask Tipi
Maskenin işlevi, operatörün yüzünü ve gözlerini yoğun ark ışığından korumak ve sıçrayan erimiş cürufu engellemektir. Operatör, maske üzerindeki çıkarılabilir koruyucu mercek aracılığıyla kaynak işlemini gözlemleyebilir. Koruyucu lensin rengi koyudan açığa değişir ve kaynak erimiş havuzunu net bir şekilde görecek şekilde seçilmelidir.
4) Kaynak Eldivenleri ve Yalıtımlı Ayakkabılar
Eldivenler ve yalıtımlı ayakkabılar kişisel koruyucu ekipmanlardır. Eldivenler uzun kolludur ve kol uzunluğu dirsek hareketini engellememelidir. Yalıtımlı ayakkabılar, yalıtım ve ısı direnci sağlayan kalın tabanlar ve yüksek üst kısımlar gerektirir. Kaynakçılar tarafından kullanılan eldivenler ve yalıtımlı ayakkabılar ark yanıklarını ve sıçrayan erimiş cüruf yaralanmalarını ve elektrik çarpmasını etkili bir şekilde önlemelidir.
5) Ekran Paneli
Ekran paneli iki amaca hizmet eder: biri çalışma alanını dışarıdan veya diğer operatörlerden ayırmak, ark ışığının ve sıçramaların başkalarını yaralamasını veya yangına neden olmasını önlemek; diğeri ise rüzgarın ark dengesizliğine neden olmasını önlemektir. Ekran paneli yerel koşullara göre çeşitli şekillerde yapılabilir.
6) Tel Fırça
Tel fırça, kaynak alanındaki pas, kireç ve kiri temizlemek için kullanılır.
7) Çekiç, Keski, Cüruf Çekici
Bunlar kaynak cürufunu çıkarmak için kullanılan yardımcı aletlerdir. Cüruf çekicinin çekiç kafası genellikle gerçek ihtiyaçlara göre konik bir şekle ve düz bir keski şekline taşlanır.
A kaynak çubuğu ark kaynağı için kullanılan eritken ile kaplanmış bir sarf elektrodudur. İki parçadan oluşur: flux kaplama ve çekirdek tel. Kaynak çubuğunun çapı ve uzunluğu, çekirdek telin çapını ve uzunluğunu ifade eder. Yaygın d çapları arasında 1,6 mm, 2,0 mm, 2,5 mm, 3,2 mm, 4,0 mm, 5,0 mm ve 8,0 mm bulunur ve uzunlukları Şekil 6'da gösterildiği gibi 200 ila 550 mm arasında değişir.
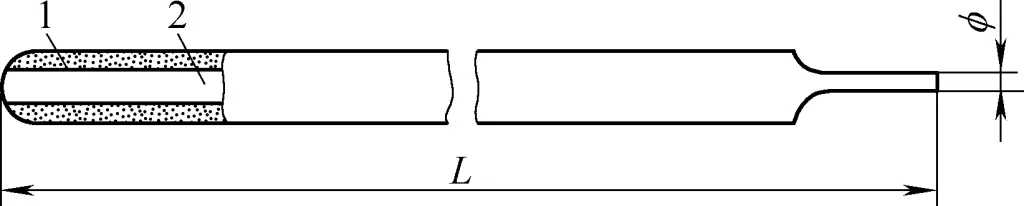
1-Flux Kaplama
2 Çekirdekli Tel
Özlü tel, kaynak çubuğunun eritken kaplama ile kaplanmış metal çekirdeğidir. Uygulamaya bağlı olarak, çekirdek tel çelik telden, demir dışı metal telden veya döküm telden yapılabilir. Çekirdek tel iki amaca hizmet eder: akımı iletmek ve bir ark oluşturmak için bir elektrot olarak ve bir kaynak dikişi oluşturmak için ana metalle (kaynak metali) kaynaşan bir dolgu malzemesi olarak.
Çelik çekirdek teller için malzemeler arasında karbon yapısal çelik, alaşımlı yapısal çelik ve paslanmaz çelik bulunur. Çekirdek telin kalitesi "H" ön eki ve ardından H08 (karbon çelik çekirdek tel), H08Mn2Si (alaşımlı yapısal çelik çekirdek tel) ve H00Cr19Ni9 (paslanmaz çelik çekirdek tel) gibi çelik kalitelerine benzer bir tanımlama ile gösterilir.
Çekirdek telin yüzeyine kaplanan etkili bileşenlere kaplama olarak da bilinen flux kaplama denir. Bir kaynak çubuğunun flux kaplaması, mineral tozu, ferroalyaj tozu, organik maddeler ve belirli bir oranda karıştırılmış kimyasal ürünler gibi hammaddelerden yapılmış, çekirdek telin yüzeyine preslenmiş bir kaplama tabakasıdır.
Kaynak çubuklarının birçok türü ve derecesi vardır. Kaynak çubuğu eridikten sonra oluşan cürufun kimyasal özelliklerine göre, kaynak çubukları iki kategoriye ayrılabilir: asidik kaynak çubukları (sıradan kaynak çubukları) ve bazik kaynak çubukları (düşük hidrojenli kaynak çubukları). Cüruftaki asidik oksitler (silikon dioksit, titanyum dioksit vb.) bazik oksitlerden (kalsiyum oksit vb.) daha fazla olduğunda, kaynak çubuğu asidik kaynak çubuğu olarak adlandırılır; aksi takdirde bazik kaynak çubuğu olarak adlandırılır.
Çelik kaynak çubukları için, titanyum oksit, titanyum-kalsiyum, ilmenit, demir oksit ve selüloz gibi eritken türlerine sahip olanlar asidik kaynak çubukları olarak sınıflandırılırken, düşük hidrojenli sodyum veya düşük hidrojenli potasyum gibi eritken türlerine sahip olanlar bazik kaynak çubukları olarak sınıflandırılır. Kaynak sırasında bu kaynak çubuklarının eritkeni tarafından üretilen koruyucu gaz çok az hidrojen içerdiğinden, düşük hidrojenli kaynak çubukları olarak da bilinirler.
Ark kaynağı için kaynak parametreleri temel olarak kaynak çubuğunun çapı ve derecesi, kaynak akımı, akımın türü ve polaritesi, ark voltajı, kaynak hızı ve katman sayısı ile ilgilidir. Kaynak parametrelerinin kaynak verimliliği ve kalitesi üzerinde önemli bir etkisi vardır, bu nedenle doğru seçilmeleri gerekir.
Ancak, farklı özel koşullar nedeniyle (kaynaklı yapının malzemesi, iş parçası montajının kalitesi, kaynakçının çalışma alışkanlıkları vb. gibi), aynı iş parçası için farklı kaynak parametreleri seçilebilir. Bu nedenle, kaynak parametrelerinin seçilme ilkelerine yalnızca kısa bir giriş yapılabilir.
Kaynak çubuğu çapının seçimi esas olarak kaynak yapılacak iş parçasının kalınlığına bağlıdır. Ayrıca, birleştirme şekli, kaynak konumu ve kaynak seviyesi de dikkate alınmalıdır. İş parçası ne kadar kalınsa, gerekli kaynak boyutu o kadar büyük olur ve seçilen kaynak çubuğunun çapı da o kadar büyük olur. Tablo 1'de listelenen veriler referans olarak kullanılabilir.
Tablo 1 Kaynak Çubuğu Çapı Seçimi
| Kaynak Yapılacak İş Parçasının Kalınlığı/mm | ≤1.5 | 2 | 3 | 4~7 | 8~12 | ≥13 |
| Kaynak Çubuğu Çapı/mm | 1.6 | 1.6~2 | 2.5~3.2 | 3.2~4 | 4~5 | 4~5.8 |
Kalın plakaların çok katmanlı kaynağında, alt katman kaynağı için seçilen kaynak çubuğunun çapı genellikle 4 mm'yi geçmemelidir ve sonraki katmanlar için daha büyük çaplı kaynak çubukları uygun şekilde seçilebilir.
Köşe ve bindirme bağlantıları için, alın bağlantılarına kıyasla daha büyük çaplı kaynak çubukları seçilebilir. Dikey, yatay ve baş üstü kaynaklarda, kaynak havuzunun çok büyük olmasını, erimiş metalin aşağı akmasına ve kaynak oluşumunun bozulmasına neden olmasını önlemek için kaynak çubuğu genellikle 4 mm'yi geçmemelidir.
Kaynak akımının seçimi esas olarak kaynak çubuğunun çapına bağlıdır. Kaynak akımı çok büyükse, kaynak çubuğunun direnç ısısı çubuğun kırmızıya dönmesine, akının bozulmasına ve hatta büyük parçaların otomatik olarak düşmesine ve koruyucu işlevini kaybetmesine neden olur. Çekirdek tel çok hızlı eriyerek kaynak kalitesini düşürecektir; kaynak akımı çok küçükse ark kararsız olacaktır.
Bu nedenle, belirli bir kaynak çubuğu çapı için uygun bir akım kullanım aralığı vardır. Tablo 2, çeşitli çaplardaki asidik karbon çeliği kaynak çubukları için uygun akım kullanım aralığını listelemektedir.
Tablo 2 Asidik Karbon Çelik Kaynak Çubuklarının Mevcut Kullanımı için Referans
| Kaynak Çubuğu Çapı/mm | 1.6 | 2.0 | 2.5 | 3.2 | 4.0 | 5.0 | 5.8 |
| Kaynak Akımı/A | 25~40 | 40~70 | 70~90 | 90~130 | 160~210 | 220~270 | 260~310 |
Bazik kaynak çubukları kullanılırken, seçilen kaynak akımı aynı çaptaki asidik kaynak çubuklarından yaklaşık 10% daha küçük olmalıdır.
Genel yapısal çelik kaynak çubukları kullanılırken, kaynak akımı I ile kaynak çubuğu çapı d arasındaki ilişki başlangıçta aşağıdaki ampirik formül kullanılarak seçilebilir ve daha sonra üretimdeki gerçek kaynak durumuna göre ayarlanabilir:
I=Kd
Formülde
Tablo 3 Farklı Kaynak Çubuğu Çapları için K Değerleri
| d/mm | 1.6 | 2~2.5 | 3.2 | 4~6 |
| K | 15~25 | 20~30 | 30~40 | 40~50 |
Buna ek olarak, kaynak akımı boyutunun seçiminde iş parçasının kalınlığı, birleştirme şekli, kaynak pozisyonu ve sahadaki kullanım koşulları da kapsamlı bir şekilde dikkate alınmalıdır. Büyük iş parçası kalınlığı, iç köşe kaynakları, düşük ortam sıcaklığı ve hızlı ısı dağılımı durumlarında, akımın üst sınırı seçilebilir; iş parçası kalınlığı büyük değilse ve dikey, yatay ve baş üstü kaynak pozisyonlarında, kaynak akımı uygun şekilde azaltılmalıdır.
Uygulamada, akım seçimi kaynakçının deneyimine dayanır ve akımın uygunluğu aşağıdaki yönlerden değerlendirilebilir:
1) Sıçramayı gözlemleyin.
Akım çok büyük olduğunda, ark kuvveti güçlüdür ve kaynak sırasında yüksek çatlama sesleri ile kaynak havuzundan sıçrayan büyük erimiş metal parçacıkları görülebilir; akım çok küçük olduğunda, ark kuvveti zayıftır ve erimiş metal ve cüruf kolayca ayrılmaz.
2) Kaynak oluşumunu gözlemleyin.
Akım çok büyük olduğunda, kaynak düşüktür, derin nüfuziyetlidir ve her iki tarafta da alttan kesme oluşması muhtemeldir; akım çok küçük olduğunda, kaynak dar ve yüksektir ve her iki tarafta ana metal ile kaynaşma zayıftır.
3) Kaynak çubuğunun durumunu gözlemleyin.
Akım çok büyük olduğunda, çubuğun yarısından fazlasını kaynakladıktan sonra, kalan çubuk kırmızıya dönecek ve akı düşecektir; akım çok küçük olduğunda, ark kararsızdır ve çubuğun iş parçasına yapışması muhtemeldir; akım uygun olduğunda, kaynak sonrası kalan çubuk koyu kırmızıdır.
Kazanlar ve basınçlı kaplar gibi önemli kaynak yapıları, kullanılacak kaynak prosesi ve ilgili proses parametreleri belirlenmeden önce kaynak prosedürü kalifikasyonu yoluyla test edilmeli ve kalifiye edilmelidir.
Ark kaynağında, ark gerilimi ve kaynak hızı genellikle kaynakçı tarafından belirli koşullara göre esnek bir şekilde kontrol edilir. Prensip, nüfuziyetin sağlanması ve kaynağın gerekli şekil ve boyuta sahip olmasıdır.
Ark voltajı esas olarak genellikle 1 ila 4 mm arasında kontrol edilen ark uzunluğu L tarafından belirlenir [L = (0,5 ila 1)d ampirik formülü ile belirlenebilir, burada d mm cinsinden kaynak çubuğu çapıdır] ve karşılık gelen ark voltajı 16 ila 25V arasındadır. Ark çok uzunsa, sallanmaya, artan sıçramaya ve gözeneklilik, alttan kesme ve füzyon eksikliği gibi kusurlara eğilimlidir.
Kaynak işlemi sırasında mümkün olduğunca kısa ark kaynağı kullanmaya çalışın. Dikey ve baş üstü kaynakta ark boyu düz kaynağa göre daha kısa olmalıdır. Bazik elektrotlar için ark uzunluğu, ark stabilitesini kolaylaştırmak ve poroziteyi önlemek için asidik elektrotlardan daha kısa olmalıdır.
Kaynaklı bir bağlantı, aşağıdakilerle bağlanan bir bağlantıdır kaynak yöntemleri̇Bir kaynak, bir füzyon bölgesi ve bir ısıdan etkilenen bölgeden oluşur. Farklı kaynaklı bağlantıların farklı oluk tipleri vardır. Kaynaklı bir bağlantının oluk tipi temel olarak üç unsurdan oluşur: boşluk, oluk açısı ve küt kenar yüksekliği. Kaynak oluğu seçimi, farklı malzeme kalınlıklarına ve farklı kaynak bağlantı formlarına göre değişir.
Çelik yapı kaynağında, kaynak kalınlığı, yapısal şekil ve kullanım koşullarındaki farklılıklar nedeniyle, birleştirme formları ve oluk tipleri de farklılık gösterir. Kaynaklı bağlantı formları dört tipe ayrılabilir: alın bağlantıları, köşe bağlantıları, T bağlantıları ve bindirme bağlantıları.
1) Alın eklemi
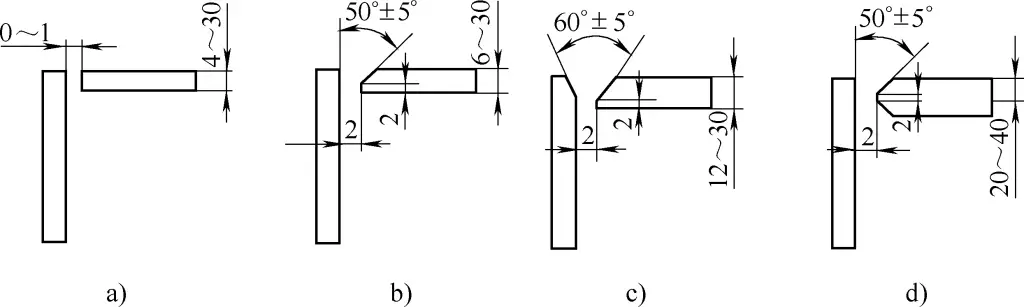
Alın bağlantısı, aynı düzlemdeki iki iş parçasının birbirine kaynaklanmasıyla oluşan bağlantıdır. Kaynaklı yapılarda en yaygın kullanılan birleştirme şeklidir. Kaynak parçasının kalınlığına ve oluğun hazırlanmasına bağlı olarak, alın bağlantıları genellikle beş tipe ayrılabilir: Şekil 7'de gösterildiği gibi oluksuz, V-oluklu, X-oluklu, tek U-oluklu ve çift U-oluklu.
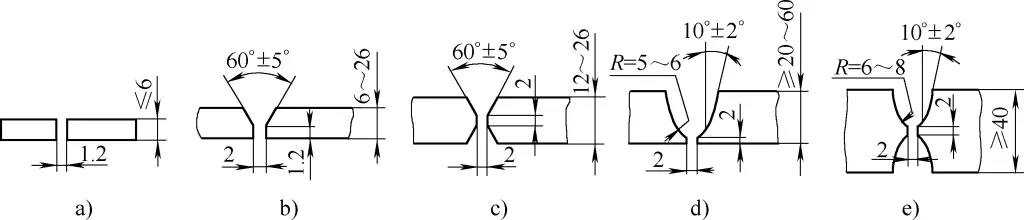
a) Oluk yok
b) V-oluk
c) X-oluk
d) Tek U-oluk
e) Çift U-oluk
2) Köşe bağlantısı
Köşe bağlantısı, iki iş parçasının uç yüzeylerinin 30°'den büyük ve 135°'den küçük bir açı oluşturduğu bir bağlantıdır. Kaynak parçasının kalınlığına ve oluğun hazırlanmasına bağlı olarak köşe bağlantıları dört tipe ayrılabilir: Şekil 8'de gösterildiği gibi oluksuz, tek taraflı V-oluklu, V-oluklu ve K-oluklu.
a) Oluk yok
b) Tek taraflı V-oluk
c) V-oluk
d) K-oluk
3) T-eklem
T bağlantıları (eğik T bağlantıları, üçlü bağlantılar ve çapraz bağlantılar dahil), dik veya açılı iş parçalarının (iki veya üç plaka) köşe kaynakları kullanılarak bağlandığı bağlantılardır. Çeşitli yönlerdeki kuvvetlere ve momentlere dayanabilen tipik bir ark kaynağı bağlantısıdır.
Bu bağlantı şekli yaygın olarak kullanılmaktadır ve tekne yapılarındaki kaynakların yaklaşık 70%'si bu bağlantı şeklini kullanmaktadır. Kaynak parçasının kalınlığına ve oluğun hazırlanmasına bağlı olarak, T-birleştirmeler dört tipe ayrılabilir: Şekil 9'da gösterildiği gibi oluksuz, tek taraflı V-oluklu, K-oluklu ve çift U-oluklu.

a) Oluk yok
b) Tek taraflı V-oluk
c) K-oluk
d) Çift U-oluk
Genel bağlantı kaynağı olarak bir T-ek yeri kullanıldığında ve çelik levha kalınlığı 2-30 mm olduğunda, oluk gerekmez. T-eklem kaynağının yük taşıması gerekiyorsa, tam nüfuziyet ve bağlantı mukavemeti sağlamak için çelik levha kalınlığına ve yapısal mukavemet gereksinimlerine göre uygun bir oluk hazırlanmalıdır.
4) Bindirmeli bağlantı
Bindirmeli bağlantı, iki iş parçasının kısmen üst üste bindirildiği veya özel bir bindirme parçasının eklendiği ve köşe kaynakları, tapa kaynakları veya yuva kaynakları kullanılarak bağlandığı bir bağlantıdır. Yapısal şekline ve mukavemet gereksinimlerine bağlı olarak, bindirmeli bağlantılar üç tipe ayrılabilir: Şekil 10'da gösterildiği gibi oluksuz, yuvarlak delikte tapa kaynağı ve uzun delikte köşe kaynağı.
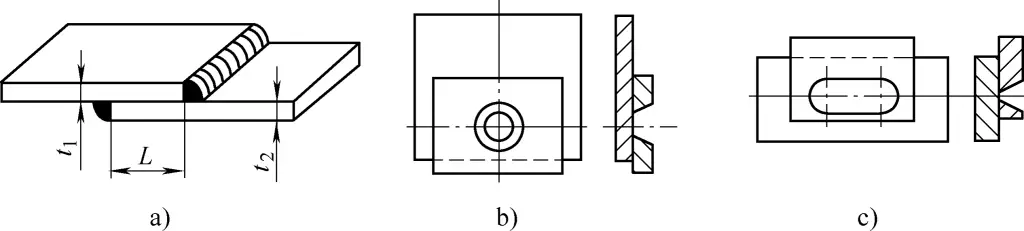
a) Oluk yok
b) Yuvarlak delikte tapa kaynağı
c) Uzun delikte dolgu kaynağı
Yivsiz bindirme bağlantıları genellikle 12 mm'den daha az kalınlığa sahip çelik plakalar için kullanılır ve bindirme uzunluğu L≥2(t1+t2) ve çift taraflı kaynak kullanılır. Bu bağlantı için montaj gereksinimleri yüksek değildir ve bağlantının yük taşıma kapasitesi düşüktür, bu nedenle yalnızca kritik olmayan yapılarda kullanılır.
Üst üste binen çelik plakaların alanı büyük olduğunda, yapısal mukavemeti sağlamak için, yuvarlak deliklerde tıkaç kaynakları ve uzun deliklerde köşe kaynakları gerektiği gibi seçilebilir. Bu form özellikle dar ve kapalı kaynaklı yapılar için uygundur. Yuvarlak ve uzun deliklerin boyutu ve sayısı, plaka kalınlığına ve yapısal mukavemet gereksinimlerine göre belirlenmelidir.
Kaynaklı parça üzerinde bir oluk oluşturmak, kaynak kökünün tamamen nüfuz etmesini sağlamak, cürufun giderilmesini kolaylaştırmak ve daha iyi kaynak oluşumu elde etmek içindir. Oluk ayrıca ana metal ile dolgu metali oranının ayarlanmasına da yardımcı olur. Künt kenar yanmayı önler ve boyutu ilk kaynak katmanının nüfuz edebilmesini sağlamalıdır. Boşluk ayrıca kök penetrasyonunu da sağlar.
Bir oluk tipi seçerken göz önünde bulundurulması gereken ana faktörler şunlardır: kaynak nüfuziyetinin sağlanması, oluk şeklinin kolay işlenmesi, üretim verimliliğinin en üst düzeye çıkarılması, kaynak çubuklarından tasarruf edilmesi ve kaynak sonrası deformasyonun en aza indirilmesi.
Kalınlığı 6 mm'den az olan çelik plakaların kaynağı için genellikle oluk açılmaz, ancak önemli yapılar için kalınlık 3 mm olduğunda oluk açılması gerekir. 6~26mm çelik levha kalınlıkları için, işlenmesi kolay olan ancak kaynak sonrası deformasyona yol açabilen V şeklinde bir oluk kullanılır.
12~60mm çelik levha kalınlıkları için X şeklinde bir oluk kullanılabilir. V şeklindeki olukla karşılaştırıldığında, aynı kalınlık için kaynak metali miktarını yaklaşık yarı yarıya azaltabilir ve kaynak parçasının deformasyonu ve iç gerilimi de daha küçüktür. Esas olarak büyük kalınlık ve küçük deformasyon gereksinimleri olan yapılarda kullanılır. Tek U şekilli ve çift U şekilli oluklar daha da az kaynak metaline ve kaynak sonrası daha az deformasyona sahiptir, ancak oluk işleme zordur, genellikle daha önemli kaynak yapıları için kullanılır.
Farklı kalınlıktaki plakaların alın bağlantıları için (bkz. Şekil 11), eğer kalınlık farkı (t-t1) Tablo 4'teki özellikleri aşmıyorsa, kaynaklı bağlantının temel şekli ve boyutu daha kalın levhaya göre seçilmelidir; aksi takdirde, daha kalın levha üzerinde, inceltme uzunluğu L≥3 olan tek veya çift eğim yapılmalıdır (t-t1).

Tablo 4 Kalınlık farkı aralığı (birim: mm)
| İnce plakanın kalınlığı | 2~5 | 6~8 | 9~11 | ≥12 |
| İzin verilen kalınlık farkı | 1 | 2 | 3 | 4 |
Manuel ark kaynağı, birleştirme işlemleri için oldukça teknik bir manuel çalışma yöntemidir. Operatörün tekniği büyük ölçüde kaynak işleminin kalitesini belirler, bu nedenle kaynak operatörleri iyi operasyonel becerilere sahip olmalıdır.
Manuel ark kaynağında, arkın vurulması, çubuğun hareket ettirilmesi ve son işlem en temel işlemlerdir. Birçok temel işlem yöntemi vardır ve her kaynakçı biraz farklı yöntemler kullanır.
1) Ark vurma yöntemi
Ark vurma, manuel ark kaynağında temel bir beceridir ve özellikle punta kaynağında sıklıkla kullanılır.
① Ark çarpması için çizik yöntemi.
Çizme yöntemi, bir ark oluşturmak için kaynak çubuğunun ucunun iş parçasının yüzeyine hafifçe çizilmesini, ardından hızlı bir şekilde kaynak konumuna getirilmesini ve Şekil 12'de gösterildiği gibi arkı sabit tutmak için çubuk ile iş parçası arasında belirli bir mesafenin korunmasını içerir.
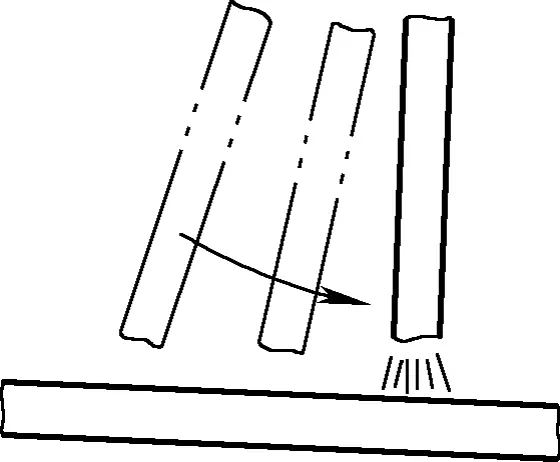
Ark vurma için çizik yönteminde ustalaşmak nispeten kolaydır ancak iş parçasının yüzeyine zarar verebilir. Sıkı yüzey gereksinimleri olan iş parçaları için uygun değildir.
Yapısal bileşenleri punta kaynağı için monte ederken yöntem şudur: arkı vurmak için kaynak dikişi boyunca çizin, bir noktayı kaynaklayın, ardından çubuğu hafifçe kaldırın (arkın sönmemesini sağlayın) ve ikinci noktayı kaynaklamak için kaynak dikişi boyunca bir mesafe boyunca hızla çizin, Şekil 13'te gösterildiği gibi dikişteki tüm kaynak noktaları tamamlanana kadar devam edin.
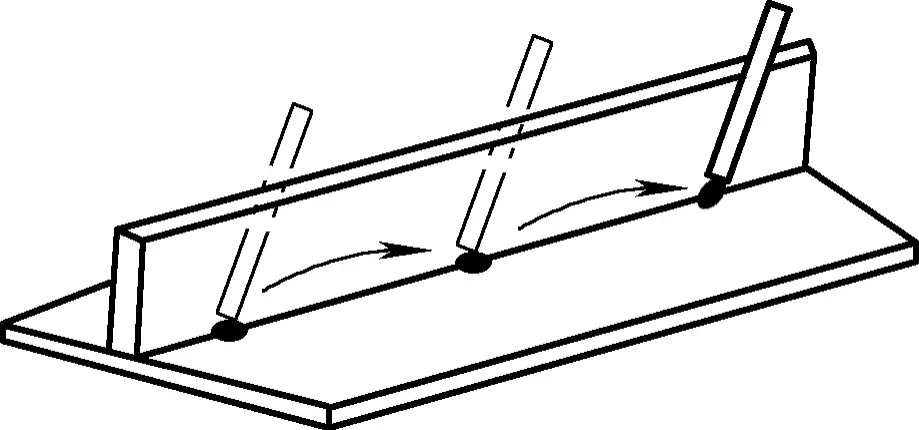
Bu yöntem, punta kaynağında sık ark vurma ile çizik ark vurmayı birleştirerek sürekli kaynak ve ark vurmaya olanak tanır. Bir kez ustalaşıldığında, iş verimliliğini ve punta kaynaklarının görünüm kalitesini artırabilir.
② Doğrudan vuruş ark yöntemi.
Doğrudan vuruş yöntemi, elektrodun kaynak dikişine dik olarak konumlandırılmasını ve bir ark oluşturmak için elektrodun ucuyla kaynak dikişine doğrudan vurulmasını içerir. Ark oluşturulduktan sonra, Şekil 14'te gösterildiği gibi arkın sabit kalmasını sağlayarak iş parçasından belirli bir mesafeyi korumak için elektrodu hızla kaldırın ve kontrol edin.
Doğrudan vuruşlu ark yönteminde elektrodun vurma kuvvetini, iniş noktasını ve kaldırma hızını kontrol etmek zordur, bu da bu yöntemde ustalaşmayı zorlaştırır ve elektrodun iş parçasına yapışmasına neden olur. Bu gibi durumlarda, elektrodu iş parçasından ayırmak için elektrot tutucuyu hızla sallayın. Yapışmaya devam ederse, elektrodu ayırmak için elektrot tutucuyu serbest bırakın ve soğuduktan sonra sallayarak çıkarın.
Doğrudan vuruşlu ark yöntemi, elektrodun ucundaki kaplamanın kolayca düşmesine, korumanın kaybolmasına ve kaynakta gözenekliliğe neden olabilir. Bu nedenle, bu yöntem kullanılırken dikkatli olunmalıdır.
2) Elektrot manipülasyon yöntemleri
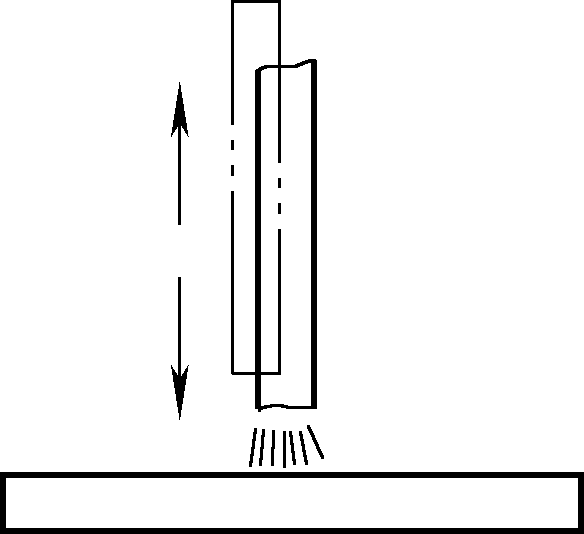
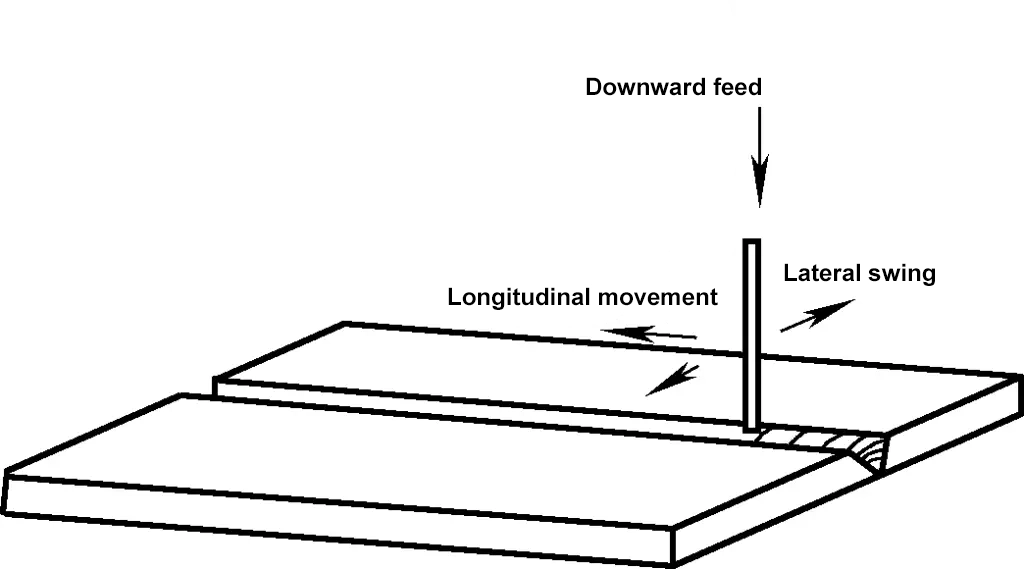
Elektrot ark kaynağı işlemi sırasında, elektrot üç yönde temel hareketlere maruz kalır: Şekil 15'te gösterildiği gibi aşağı doğru besleme, yanal sallanma ve kaynak dikişi boyunca uzunlamasına hareket.
① Elektrodun aşağı doğru beslenmesinin amacı, elektrod eridikçe kaynak dikişini doldurmak ve sürekli bir ark sağlamaktır. Aşağı doğru besleme yaparken, ark uzunluğunun kaynak kalitesi üzerindeki etkisine dikkat edilmelidir. Aşırı uzun bir ark sallanmaya eğilimlidir, ısı kaybına neden olur ve hava girmesine izin vererek kaynakta gözeneklilikle sonuçlanır. Uygun bir ark uzunluğu genellikle elektrot çapına eşit veya biraz daha azdır.
② Elektrodun yanal salınımı, iş parçası kenarlarının tam olarak kaynaşmasını sağlar, kaynak dikişini genişletir ve erimiş havuzdan cüruf ve gaz çıkışını kolaylaştırır, böylece kaynak kalitesini artırır.
③ Kaynak dikişi boyunca boylamasına hareket, kaynağın oluşturulması için ana harekettir. Elektrot hareketinin hızı kaynak oluşumunu büyük ölçüde etkiler. Hız çok yüksekse erime yetersiz olur; çok yavaşsa kaynak çok derin olur, özellikle ince levha kaynağında iş parçası aşırı ısınır ve bu da kolayca yanmaya neden olabilir.
Üç yöndeki temel hareketlerin kombinasyonu ark kaynağında elektrot manipülasyonunu oluşturur. Şekil 16'da gösterildiği gibi doğrusal, ileri geri doğrusal, zikzak, üçgen ve dairesel dahil olmak üzere birçok manipülasyon yöntemi vardır.
a) Doğrusal
b) Zikzak
c) Üçgen
d) Dairesel
Elektrot manipülasyon yönteminin seçimi, iş parçası kalınlığı, kaynak dikişi konumu, birleştirme şekli ve kaynak akımı gibi çeşitli faktörler tarafından belirlenir. Soğuk iş operasyonlarında kullanılan punta kaynağında, manipülasyon esas olarak elektrodun aşağı doğru beslenmesini ve yanal olarak sallanmasını içerir, kaynak dikişi boyunca daha kısa bir uzunlamasına hareket daha az etkiye sahiptir. Bu nedenle, punta kaynağı manipülasyonunda ustalaşmak nispeten kolaydır.
3) Kaynak dikişi bitirme yöntemleri
Kaynak dikişinin bitirilmesi esas olarak ark vurma ve bitirme işlemlerini içerir. Son işlem yönteminde doğru şekilde ustalaşmak kaynak kalitesini sağlayabilir. Ana bitirme yöntemleri aşağıdaki gibidir:
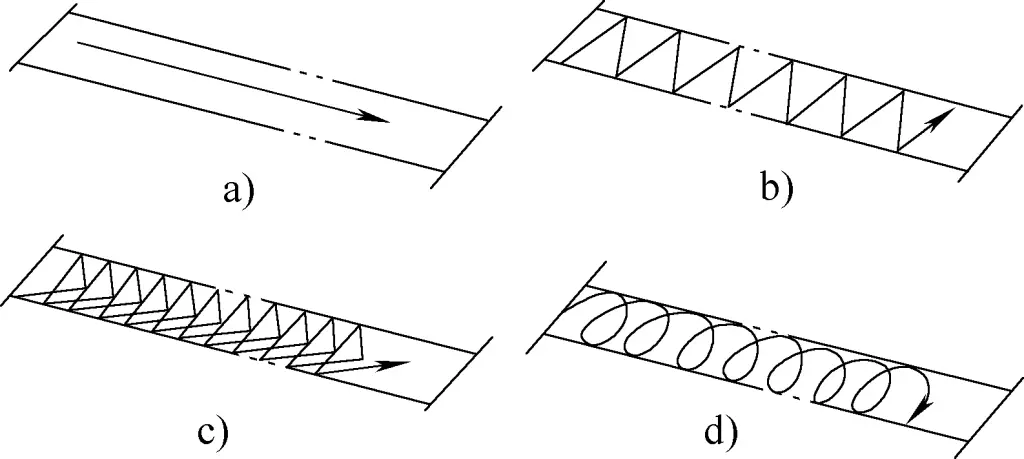
① Dairesel finisaj yöntemi.
Elektrot, Şekil 17'de gösterildiği gibi krater doldurulduktan sonra arkı keserek bitirme noktasında dairesel bir hareket yapar. Puntalama kaynağında, arkı ateşledikten sonra düzgün bir kaynak görünümü elde etmek için doğrudan kaynak noktasında dairesel perdahlama gerçekleştirin.
② Geriye doğru bitirme yöntemi.
Bitirme noktasında, elektrot sabit kalır, arkı indirir ve Şekil 18'de gösterildiği gibi elektrot açısını değiştirirken geriye doğru hareket eder. Elektrot şekilde 1. konumdan 2. konuma hareket eder ve krater doldurulduktan sonra ark kesilir.
③ Tekrarlanan ark kırma bitirme yöntemi.
Son işlem sırasında, krater dolana kadar arkı kısa bir süre içinde birkaç kez tekrar tekrar ateşleyin ve söndürün. Bu yöntem genellikle ince levha kaynağında kullanılır.
İş parçası bağlantısının uzamsal konumuna bağlı olarak, kaynak pozisyonları, farklı kaynak dikişi açıları ve dönüş açıları ile ayırt edilebilen düz kaynak, dikey kaynak, yatay kaynak ve baş üstü kaynak olarak ayrılır.
1) Düz kaynak
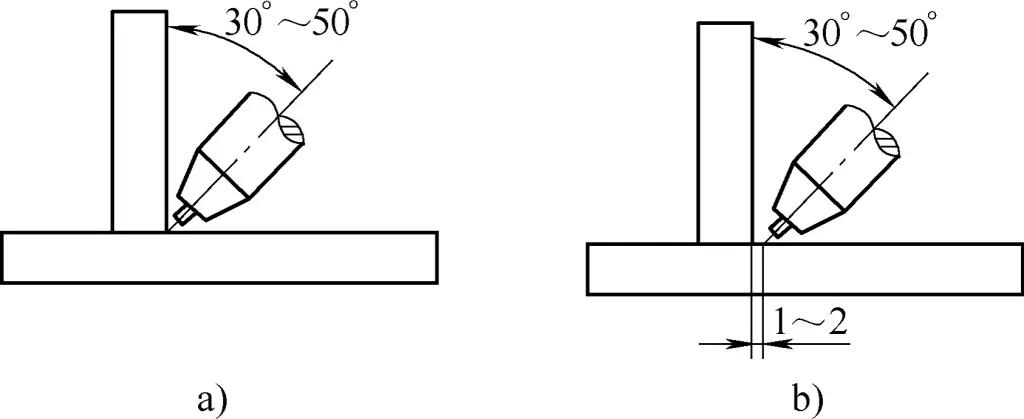
Düz kaynakta, kaynak dikişi yukarıdan görülebilir, bu da arkın ve erimiş havuzun gözlemlenmesini kolaylaştırır. Erimiş elektrot yerçekimi ile erimiş havuza damlayarak kaynak işleminin kontrol edilmesini kolaylaştırır. Bu nedenle, mümkünse kaynak dikişini düz bir kaynak pozisyonuna yerleştirmek için iş parçasını düz bir şekilde konumlandırın. Şekil 19 düz kaynak sırasında elektrot açısını göstermektedir.
2) Dikey kaynak
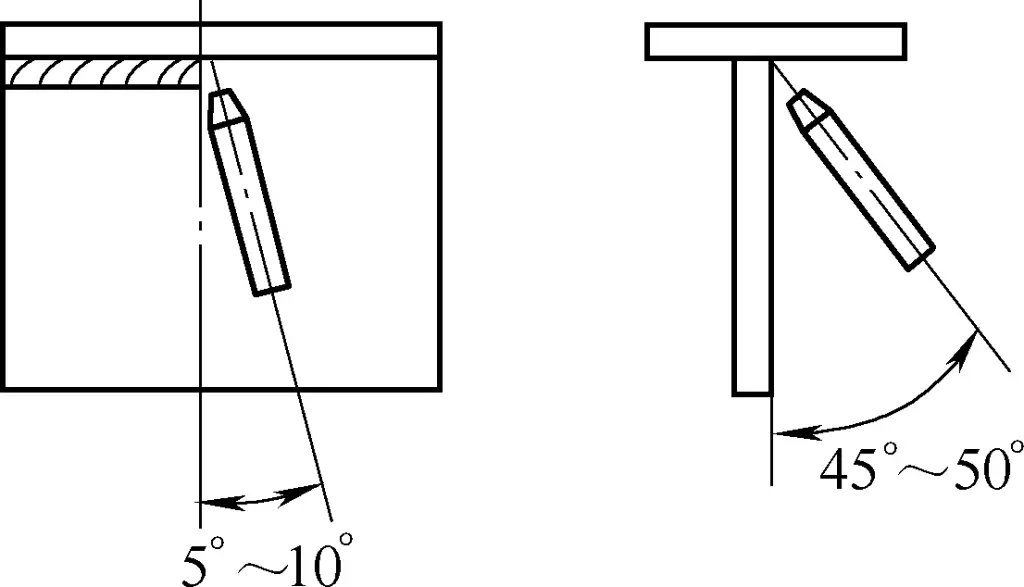
Dikey kaynakta, erimiş havuz dikey bir yüzeydedir ve erimiş metal ve cüruf yerçekimi nedeniyle aşağı doğru akma eğilimindedir, bu da kaynak işlemine zorluk katar. Bu nedenle, dikey kaynak için seçilen elektrot özellikleri ve kaynak akımı, erimiş havuz hacmini azaltmak, soğumasını hızlandırmak ve erimiş metalin aşağı doğru akmasını önlemek için daha küçük olmalıdır. Şekil 20, dikey kaynak sırasında elektrot açısını göstermektedir.
Dikey kaynakta (punta kaynağı dahil) genellikle ark vurma yöntemi kullanılır. İşlem, arkın kaynak dikişinin bir tarafına vurulmasını ve damlacık elektrottan ayrıldıktan sonra arkın hemen kaynak dikişinin üst köşegenine kaldırılmasını, ardından arkın kaynak dikişinin diğer tarafına çekilmesini içerir. Hafifçe duraklayın, damlacığın elektrottan ayrılmasını bekleyin ve ardından arkı tekrar üst köşegene kaldırın. Şekil 21'de gösterildiği gibi kaynak dikişini damlacıklarla doldurmak için bu işlemi tekrarlayın.
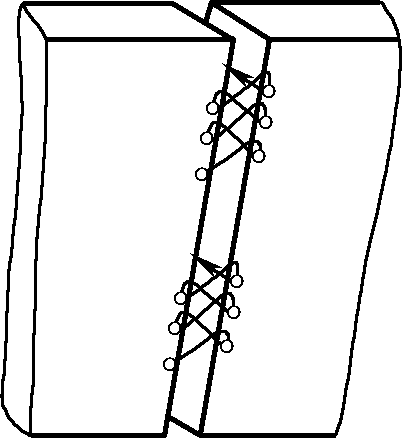
Çalışma sırasında damlacıkların yeterli katılaşma süresine sahip olduğundan emin olun ve arkı kırmamaya çalışın.
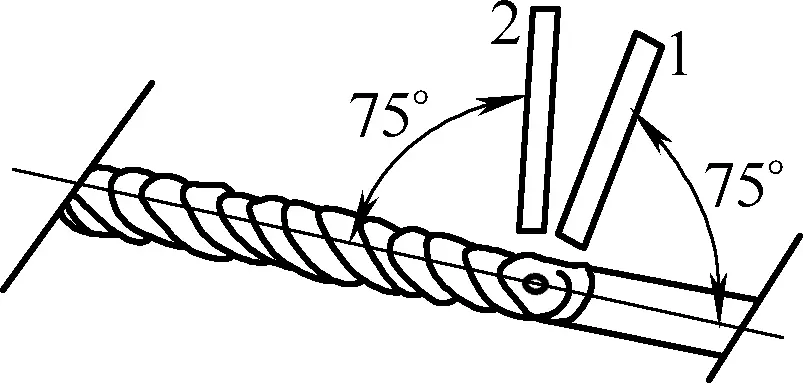
3) Yatay kaynak
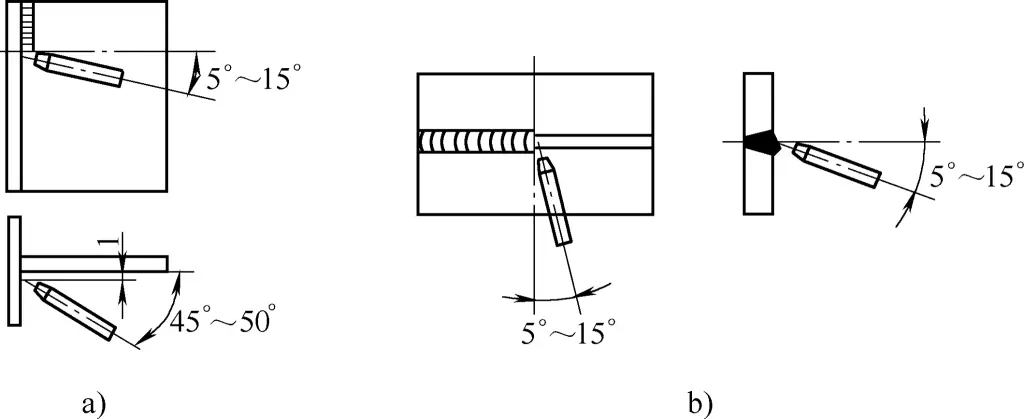
Erimiş metal ve cüruf yerçekimi altında aşağı doğru akma eğiliminde olduğundan, kaynak dikişinin üst kısmında alt kesime ve alt kısmında kaynak boncuğuna neden olduğundan yatay kaynak da zordur. Yatay kaynak sırasında elektrot açısı Şekil 22'de gösterilmiştir.
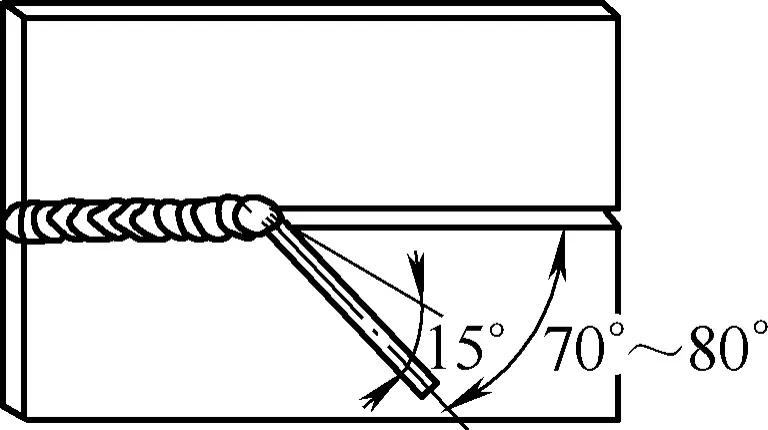
Yatay kaynakta, elektrot dikey yönde 15° eğimlidir ve kaynak dikişi ile yatay yönde 70° ila 80° açı oluşturur, kısa bir ark ve kaynak dikişi boyunca ileri geri doğrusal manipülasyon kullanılır. Biraz daha küçük elektrot özellikleri ve kaynak akımı seçmek önemlidir.
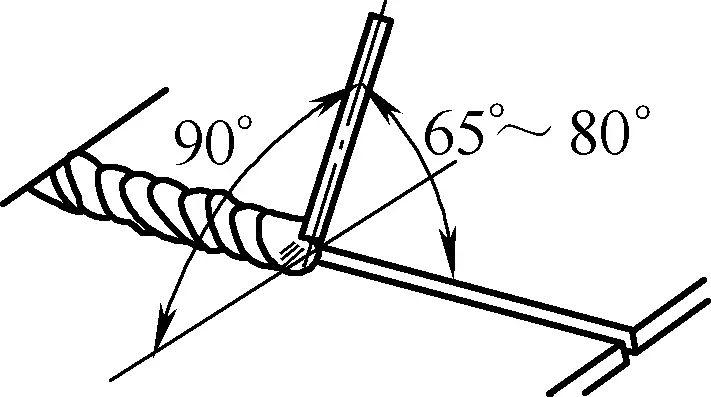
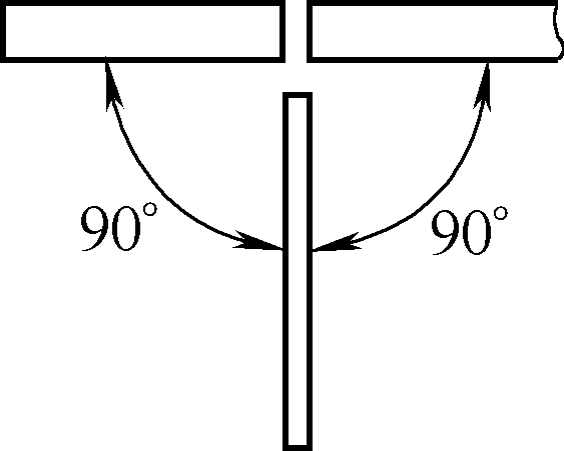
4) Baş üstü kaynak
Baş üstü kaynak, çeşitli kaynak pozisyonları arasında en zor işlemdir çünkü erimiş havuz kaynak dikişinin altında asılıdır ve yerçekimi damlacıkları önemli ölçüde etkileyerek kaynak oluşumunu zorlaştırır.
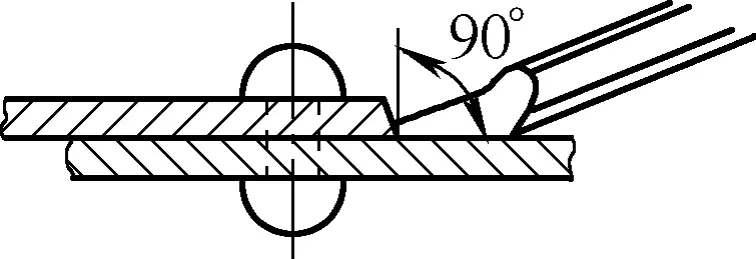
Baş üstü kaynağı, damlacıkların kaynak dikişine yapışmasına yardımcı olmak için mümkün olan en kısa arkın kullanılmasını gerektirir. Havai kaynakta kullanılan elektrot çapı genellikle ϕ3 ila ϕ4 mm'dir ve ark kuvvetini artırmak için kaynak akımı biraz daha büyük olabilir. Baş üstü kaynak sırasında elektrot, Şekil 23'te gösterildiği gibi iş parçasının her iki tarafıyla 90°'lik bir açı oluşturur.
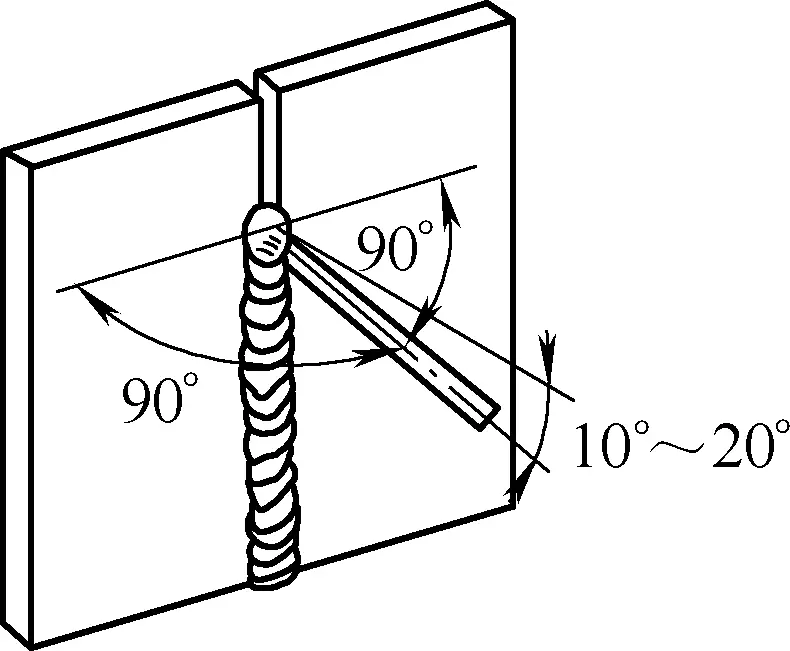
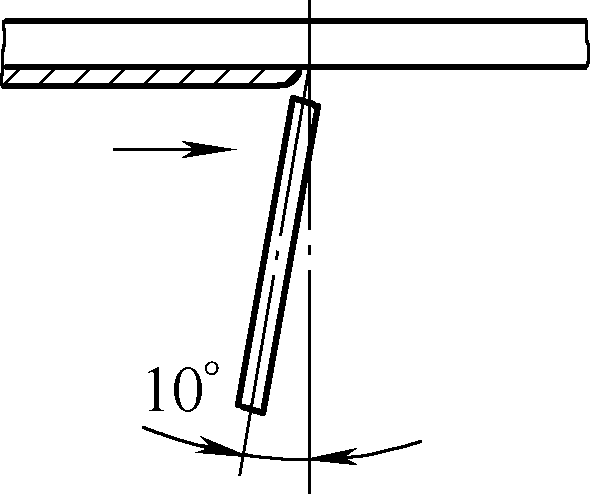
Elektrodun kaynak yönüne göre eğim açısı nüfuziyet derinliği ile belirlenir. Yanmayı önlemek için sığ nüfuziyet gerekiyorsa, elektrot Şekil 24'te gösterildiği gibi kaynak yönünün tersine yaklaşık 10° eğilir.
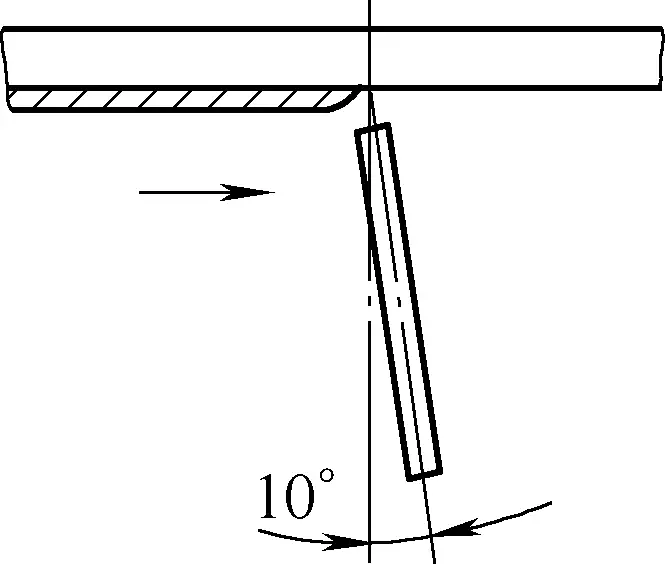
Daha derin bir nüfuziyet gerekiyorsa, elektrodu Şekil 25'te gösterildiği gibi kaynak yönünde yaklaşık 10° eğin. Elektrot düz bir çizgide veya ileri geri hareket eden düz bir çizgide hareket ettirilebilir.
Elektrotların doğru kullanımı, kaynak kalitesini sağlamak için önemli faktörlerden biridir. Yaygın olarak kullanılan elektrotların uygulaması Tablo 5'te gösterilmiştir.
Tablo 5 Yaygın olarak kullanılan elektrotların uygulaması (yapısal çelik elektrotları)
| Model | Marka | Kaplama tipi | Mevcut tip | Ana uygulama |
| E4313 | J421 | Yüksek titanyum potasyum tipi | AC/DC | İnce karbonlu çelik plakaların aşağı doğru dikey kaynağı ve aralıklı kaynağı için kullanılır |
| F4303 | J422 | Titanyum kalsiyum tipi | AC/DC | Daha önemli düşük karbonlu çelik yapıların ve aynı mukavemet derecesindeki düşük alaşımlı çeliklerin kaynağı |
| E5016 | J506 | Düşük hidrojenli potasyum tipi | AC/DC | Orta karbonlu çelik ve Q345 gibi bazı önemli düşük alaşımlı çelik yapıların kaynağı. |
| E5015 | J507 | Düşük hidrojenli sodyum tipi | DC | Orta karbonlu çelik ve Q345 gibi önemli düşük alaşımlı çelik yapıların kaynağı. |
| E5015-G | J507R | Düşük hidrojenli sodyum tipi | DC | Basınçlı kapların kaynağında kullanılır |
| E5015-G | J507RH | Düşük hidrojenli sodyum tipi | DC | Gemiler, yüksek basınçlı boru hatları ve platformlar gibi önemli düşük alaşımlı çelik yapıların kaynağında kullanılır |
Kaynak sırasında, kaynak kalitesini sağlamak için elektrotlar kurutulmalı ve uygun şekilde saklanmalıdır. Bazik elektrot kaplamalarında bağlayıcı olarak su camı kullanılırken, asidik elektrotlarda bağlayıcı olarak organik malzemeler ve gaz oluşturucu olarak ahşap tozu kullanılır. Bu faktörler elektrotların kurutma sıcaklığının çok yüksek olmaması gerektiğini belirler. Farklı elektrotlar için kurutma sıcaklıkları Tablo 6'da gösterilmektedir.
Tablo 6 Elektrotların kurutma sıcaklıkları
| Elektrot tipi | Kurutma sıcaklığı/℃ | Yalıtım süresi/h | Maksimum kurutma süreleri | Kullanım sırasında yalıtım sıcaklığı/℃ |
| Temel elektrot | 350~400 | 1 | 3 | 100 |
| Asidik elektrot | 150 | 1 | 3 | 100 |
| Paslanmaz çelik elektrot | 220~250 | 1 | 3 | 100 |
| Selüloz tipi elektrot | 100~120 | 1 | 3 | 80~100 |
Kuruduktan sonra elektrotlar bir elektrot yalıtım kabına yerleştirilmelidir. Bir elektrot çıkarıldıktan sonra, havadaki nemin kurutulmuş elektrotun yeniden nem kazanmasına neden olmasını önlemek için kabın üzeri hemen örtülmelidir.
Elektrot ark kaynağı işlemleri sırasında, güvenlik koruması temel olarak elektrik çarpmasını önlemeyi, ark radyasyonunu önlemeyi ve havalandırma ile tozun giderilmesini sağlamayı içerir.
Kaynak işlemlerinde iki tür elektrik çarpması kazası vardır: canlı parçalarla teması içeren doğrudan elektrik çarpması ve yalıtım hasarı veya ekipman arızası nedeniyle canlı hale gelen canlı olmayan parçalarla teması içeren dolaylı elektrik çarpması.
Kaynak sırasında doğrudan elektrik çarpmasının ana biçimleri şunlardır: elektrotları veya iş parçalarını değiştirirken kaynak maşası ve elektrotlar gibi canlı parçalarla temas; ayaklar veya diğer vücut parçaları ile toprak veya metal yapılar arasındaki zayıf yalıtım, örneğin konteynerlerin, boru hatlarının içinde, yağmurlu, nemli yerlerde veya vücut kolayca elektrik çarpmasına yol açabilecek şekilde aşırı terlediğinde kaynak yapmak; elektrik çarpmasına neden olan açıktaki canlı terminaller, bağlama direkleri, teller vb. ile temas; aşırı yakınlık nedeniyle arıza deşarjına neden olan yüksek voltajlı güç şebekelerinin yakınında kaynak yapmak.
Kaynak sırasında dolaylı elektrik çarpması esas olarak aşağıdakileri içeren ekipman sızıntısını içerir: aşırı yük kullanımı nedeniyle ekipman sızıntısı, yalıtım performansının düşmesine neden olan dahili kısa devre ısınması; yağmur veya nemden kaynaklanan bobin yalıtım hasarı nedeniyle sızıntı; tellerin ve kabloların yalıtım kısmındaki hasar nedeniyle sızıntı vb.
Sızıntıyı önlemeye yönelik tedbirler temel olarak şunları içerir: çalışma prosedürlerine sıkı bir şekilde uymak; kaynak sırasında koruyucu giysileri doğru bir şekilde giymek; kaynak ekipmanı kabuğunu güvenilir bir şekilde topraklamak, böylece kabuk sızıntısı meydana gelirse, topraklama direnci çok küçüktür (≤4Ω), ekipman kabuğu ile topraklama teli arasında bir döngü oluşturur, akımın çoğunun insan vücudu yerine bu döngüden akmasına izin verir, böylece elektrik çarpmasını önler; nitelikli teller ve kablolar seçmek ve güvenlik üretim denetimlerini güçlendirmek.
Kaynak ark radyasyonunun ve kıvılcım yanıklarının tehlikelerini önlemek için koruyucu giysilerin doğru şekilde giyilmesi, çalışma koşullarına uygun bir gölgelik seçilmesi ve kaynak sahasında bir ark koruma odası veya perdesi kurulması gerekir. Perde alev geciktirici malzemelerden yapılmalı, yüzeyi siyah veya gri boyalı olmalı ve yüksekliği 1,8 m'den az olmamalı, alt kısmında hava sirkülasyonu için 25 cm boşluk bırakılmalıdır.
Kaynakçılar pamuklu kanvas iş elbisesi giymeli, sentetik elyaf malzemeden iş elbisesi giymemelidir. Kullanılan yüz siperi yüzü ve kulakları kapatmalı ve ışık sızıntısı olmamalıdır.
Havalandırma ve toz giderme, kaynak dumanlarının ve zararlı gazların insan vücuduna zarar vermesini önlemek için önemli koruyucu önlemlerdir. Bu nedenle, kapsamlı ve yerel havalandırma iyi bir şekilde uygulanmalıdır.
Kapsamlı havalandırma, tüm atölye için kanallar ve fanlar içeren mekanik bir havalandırma sistemi aracılığıyla gerçekleştirilir. İndüklenmiş duman çıkarma veya üflemeli-emmeli havalandırma yöntemini benimsemelidir.
Yerel havalandırma, kaynak dumanlarının ve zararlı gazların egzoz davlumbazı tarafından etkili bir şekilde emildiği yerel egzoz yoluyla sağlanır. Yerel havalandırma tesisleri arasında duman davlumbazları, taşınabilir küçük fanlar, basınçlı hava ejektörleri ve duman ve toz giderme üniteleri bulunur.
Lokal egzoz kullanıldığında, arkın bozulmamasını sağlamak için kaynak çalışma alanının yakınındaki rüzgar hızı 30m/dak'da kontrol edilmelidir. Ayrıca, yangın önleme gerekliliklerini karşılamak için, kaynak işlemleri sırasında yanıcı ve patlayıcı malzemeler ile kaynak ateşleme kaynağı arasındaki mesafe 10 metreden az olmamalıdır.
"Gazlı elektrik kaynağı" olarak kısaltılan gaz korumalı kaynak, koruyucu ortam olarak gaz kullanan bir ark kaynağı yöntemidir. CO2 gaz korumalı kaynakta CO2 koruyucu gaz olarak. Elektrot olarak kaynak teli kullanır ve kaynak teli ile iş parçası arasında oluşan ark metali eriterek otomatik veya yarı otomatik kaynak yapılmasına olanak sağlar.
CO2 Gaz korumalı kaynak, düşük maliyet, iyi kalite ve yüksek verimlilik gibi avantajlara sahiptir. Gemi yapımı, otomotiv, demiryolu araçları ve tarım makineleri gibi endüstrilerde, özellikle düşük karbonlu çelik ve düşük alaşımlı yapısal çeliğin kaynağı için yaygın olarak kullanılmaktadır.
Şekil 26'da CO2 gaz korumalı kaynak. Kaynak sırasında CO2 Gaz, nozul aracılığıyla kaynak telinin etrafına püskürtülür, ark etrafında yerel bir gaz kalkanı oluşturur, damlacıkları ve erimiş havuzu havadan mekanik olarak izole eder, kararlı bir kaynak işlemi ve yüksek kaliteli kaynaklar sağlar.
1-İş parçası
2-Kaynak
3-Molten Havuz
4-Arc
5-Nozul
6-Kaynak Teli
7-CO2 Koruyucu Gaz Akışı
Sac metal bileşenlerin üretiminde ve işlenmesinde, kaynak telinin makineler tarafından otomatik olarak beslendiği ve kaynakçının işlem için kaynak torcunu tuttuğu yarı otomatik kaynak şu anda daha yaygın olarak kullanılmaktadır.
CO'in ana bileşenleri2 gaz korumalı kaynak ekipmanı Şekil 27'de gösterilmektedir. Kaynak sırasında kaynak teli, tel besleme mekanizması 5 tarafından tel besleme hortumu 4 ve temas ucu 2 aracılığıyla beslenir. CO2 gazı nozuldan belirli bir akış hızında püskürtülür. Ark ateşlendikten sonra, kaynak telinin ucu, ark ve erimiş havuz CO2 havanın metal üzerindeki zararlı etkilerini önlemek için gaz.
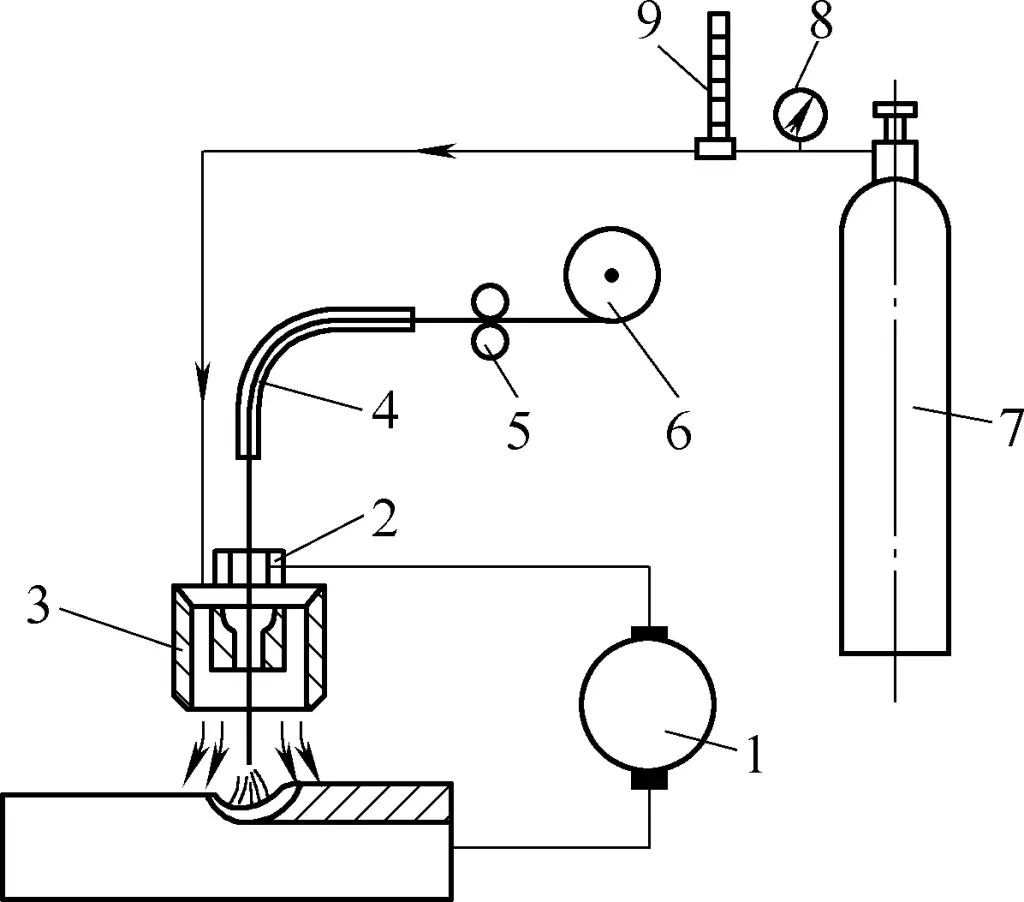
1-Arc Kaynak Güç Kaynağı
2-Kontaklı Uç
3-Kaynak Torç Nozulu
4 Telli Besleme Hortumu
5 Telli Besleme Mekanizması
6-Kaynak Teli Makarası
7-CO2 Gaz Tüpü
8-Basınç Regülatörü
9-Akış Ölçer
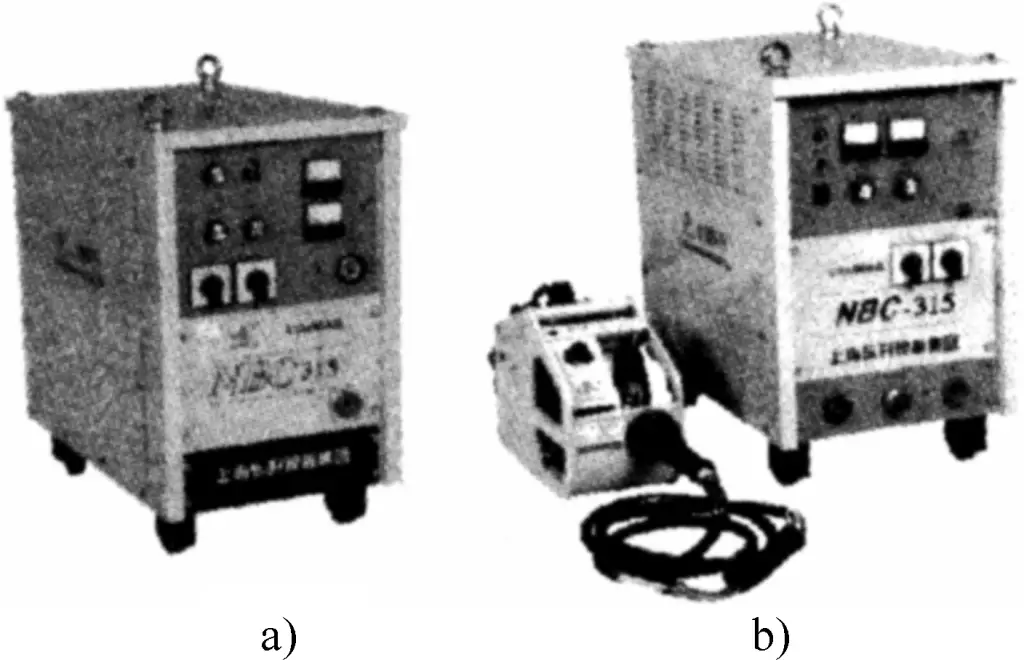
CO modelleri2 gaz korumalı kaynak makineleri temel olarak NBC-200, NBC-250, NBC-315, NBC-350, NBC-500, vb. içerir. NBC serisinin tipik görünümü CO2 gaz korumalı kaynak makineleri Şekil 28'de gösterilmektedir; Şekil 28a'da entegre bir kaynak makinesi ve Şekil 28b'de ayrık bir kaynak makinesi gösterilmektedir.
Kaynak sırasında, kaynak teli bir dolgu metali olarak veya aynı anda iletken bir metal tel olarak hizmet eder. Gaz korumalı kaynak, argon ark kaynağı ve elektroslag kaynağı gibi çeşitli kaynak işlemleri için bir kaynak malzemesidir.
Kaynak tellerinin sınıflandırılması genellikle aşağıdaki gibidir: Kaynak yöntemine göre, CO2 gaz korumalı kaynak teli, tungsten inert gaz kaynak teli, eriyen inert gaz kaynak teli, tozaltı ark kaynağı tel ve elektroslag kaynak teli, vb.; ② Şekil ve yapıya göre, katı tel, özlü tel ve aktif tel, vb. olarak ayrılabilirler; ③ Uygulanabilir metal malzemelere göre, düşük karbonlu çelik tel, düşük alaşımlı çelik tel, sert alaşımlı yüzey kaplama teli, alüminyum tel, bakır tel ve dökme demir tel, vb. olarak ayrılabilirler.
Kaynak spesifikasyonlarının doğru seçilmesi CO2 gaz korumalı kaynak. Sadece kaynağın kalitesini değil aynı zamanda metal sıçrama miktarını da doğrudan etkiler.
Gaz korumalı kaynakta, kararlı ark yanmasını sağlamak için genellikle doğru akım ters polaritesi kullanılır; iş parçası negatif elektroda ve kaynak tabancası pozitif elektroda bağlanır. Sadece dökme çelik parçaların yüzey kaplamasında veya kaynak onarımında pozitif bağlantı yöntemi kullanılır.
Ark gerilimi, damlacık transferini, metal sıçramasını, kısa devre frekansını, ark yanma süresini ve kaynak genişliğini etkileyen önemli bir faktördür. Yüksek akım kaynağında ark gerilimi genellikle 30-50V'tur.
Genel olarak, kaynak akımı arttıkça, nüfuziyet derinliği önemli ölçüde artacak ve kaynak genişliği ve takviyesi de buna bağlı olarak artacaktır. Kaynak akımının boyutu, iş parçasının kalınlığına, kaynak teli malzemesine, kaynak teli çapına, kaynak uzaysal konumuna ve gerekli damlacık transfer formuna göre seçilmelidir.
Kaynak hızı arttıkça (veya azaldıkça), kaynağın genişliği, takviyesi ve nüfuziyeti de buna bağlı olarak azalacaktır (veya artacaktır).
Kaynak teli uzatma uzunluğu, kaynak sırasında temas ucundan dışarı uzanan kaynak telinin uzunluğunu ifade eder. Genel olarak, ince teller için CO2 gaz korumalı kaynak için uzatma uzunluğu 8-14 mm'dir; kalın telli CO2 gaz korumalı kaynak, uzatma uzunluğu 10-20 mm'dir.
CO2 gaz akışı kaynak akımı, kaynak hızı, tel uzatma uzunluğu ve nozul çapına göre seçilmelidir. Kaynak akımı büyük, kaynak hızı yüksek ve tel uzatma uzunluğu uzun olduğunda, CO2 gaz akışı buna uygun olarak daha büyük olmalıdır. Genel olarak, CO2 gaz akış aralığı 8 ila 25L/dak.
Yukarıdaki spesifikasyon parametreleri arasında polarite, tel uzatma uzunluğu ve gaz akışı gibi bazıları temelde sabittir. Bu nedenle, CO2 Gaz korumalı kaynak özellikleri temel olarak tel çapı, kaynak akımı, ark gerilimi ve kaynak hızı gibi parametrelerin seçilmesini içerir. Bu parametrelerin seçimi, iş parçası kalınlığı, birleştirme şekli ve kaynak pozisyonu gibi gerçek koşullara dayalı olarak kapsamlı bir şekilde değerlendirilmelidir. Tablo 7'de yaygın olarak kullanılan yarı otomatik CO2 gaz korumalı kaynak spesifikasyon parametreleri.
Tablo 7 Yaygın olarak kullanılan yarı otomatik CO2 gaz korumali kaynak özelli̇k parametreleri̇
Kalınlık/mm | Ortak form | Montaj boşluğu b/mm | Tel çapı/mm | Kaynak akımı/A | Ark gerilimi/V | Gaz akışı/(L/dak) |
| ≤1.2 |  | ≤0.3 | 0.6 | 30~50 | 18~19 | 6~7 |
| 1.5 | 0.7 | 60~80 | 19~20 | 6~7 | ||
| 2 | 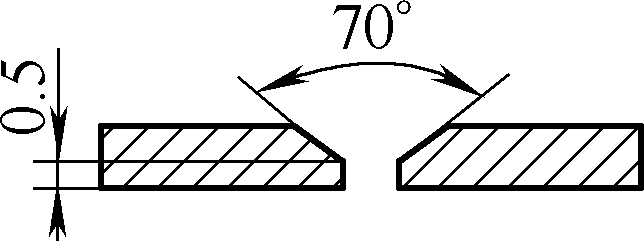 | ≤0.5 | 0.8 | 80~100 | 20~21 | 7~8 |
| 2.5 | ||||||
| 3 | 0.8~0.9 | 90~115 | 21~23 | 8~10 | ||
| 4 | ||||||
| ≤1.2 | 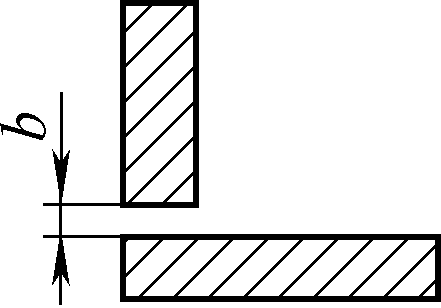 | ≤0.3 | 0.6 | 35~55 | 19~20 | 6~7 |
| 1.5 | 0.7 | 65~85 | 20~21 | 8~10 | ||
| 2 | ≤0.5 | 0.7~0.8 | 80~100 | 21~22 | 10~11 | |
| 2.5 | 0.8 | 90~110 | 22~23 | 10~11 | ||
| 3 | 0.8~0.9 | 95~115 | 21~23 | 11~13 | ||
| 4 | 0.8~0.9 | 100~120 | 21~23 | 13~15 |
CO2 Gaz korumalı kaynak işlem yöntemleri, kaynak torcunun hareket yönüne göre (sola veya sağa) sola kaynak (bkz. Şekil 29a) ve sağa kaynak (bkz. Şekil 29b) olarak ikiye ayrılabilir.
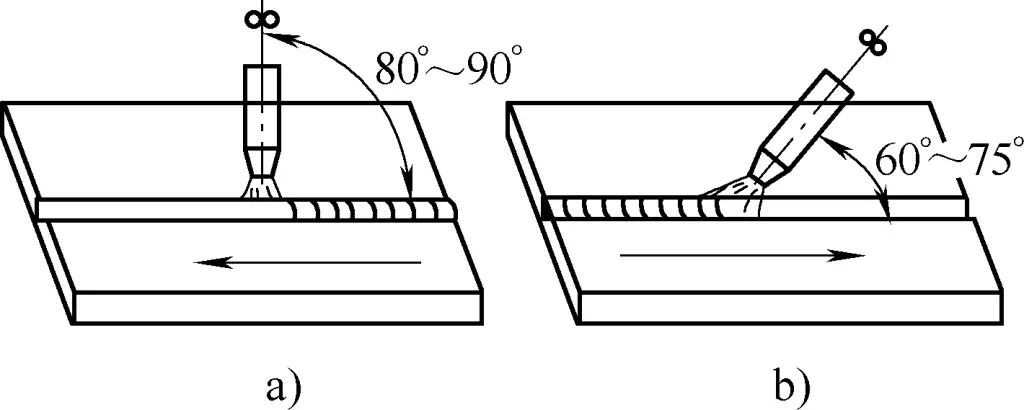
Sağa doğru kaynak yöntemi kullanıldığında, erimiş havuzun görünürlüğü ve gaz koruma etkisi nispeten iyidir, ancak kaynak sırasında dikiş boşluğunu gözlemlemek uygun değildir, bu da kolayca kaynak sapmasına yol açabilir. Ek olarak, kaynak teli doğrudan erimiş havuzu işaret ettiğinden, arkın erimiş havuz üzerinde ovma etkisi vardır. Düzgün çalıştırılmazsa, kaynak oluşumunu etkileyerek aşırı kaynak boncuk yüksekliğine neden olabilir.
Sola doğru kaynak yöntemi kullanıldığında, nozül kaynakçının görüşünü engellemez, dikişin net bir şekilde görülmesini sağlayarak sapma olasılığını azaltır. Ayrıca daha geniş bir eriyik genişliği sağlayarak pürüzsüz ve estetik açıdan hoş bir kaynak elde edilmesini sağlar. Bu nedenle genellikle sola doğru kaynak yöntemi kullanılır. Bu arada kaynakçı, torç ile iş parçası arasında uygun bir bağıl konum sağlamak için kaynak torcu ile iş parçası arasındaki açıyı ve nozulun yüksekliğini doğru bir şekilde kontrol etmelidir.
CO sırasında2 Gaz korumalı kaynakta, torcu tutan kolun doğal bir durumda olduğundan ve bileğin çeşitli işlemler için torcu esnek ve serbest bir şekilde hareket ettirebildiğinden emin olun. Farklı kaynak pozisyonları için çalışma duruşları CO2 gaz korumalı kaynak Şekil 30'da gösterilmiştir.
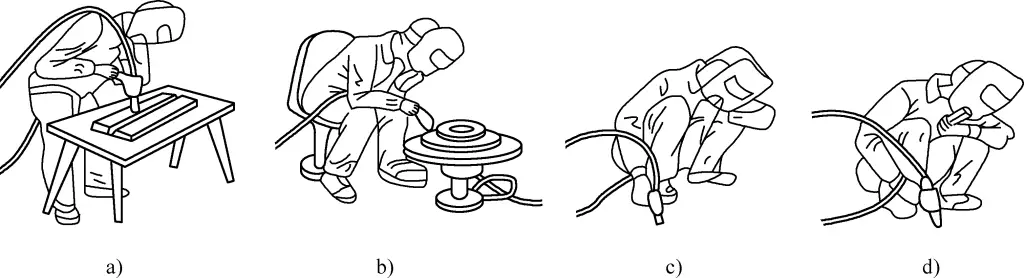
a) Ayakta kaynak pozisyonu
b) Oturma pozisyonu kaynağı
c) Sola doğru kaynak duruşu
d) Sağa doğru kaynak duruşu
Çubuk elektrot ark kaynağına benzer şekilde, ark başlatma, ark hareketi ve ark sonlandırma CO2 gaz korumalı kaynak, ancak çalışma teknikleri çubuk elektrot ark kaynağından farklıdır.
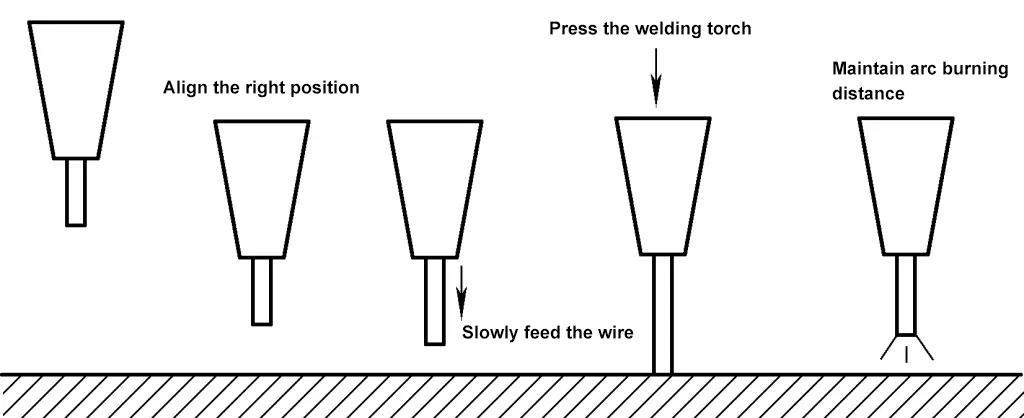
1) Ark başlatma
Ark başlatma için özel adımlar şunlardır: ilk olarak, uzaktan kumanda kutusundaki jog anahtarına veya kaynak torcundaki kontrol anahtarına basarak kaynak telinin bir bölümünü dışarı doğru itin ve uzatılan uzunluğun nozul ile iş parçası arasında korunması gereken mesafeden daha az olmasını sağlayın. Ardından kaynak torcunu ark başlatma noktasına gerektiği gibi yerleştirin (uygun bir açı ve nozul yüksekliğini koruyarak), kaynak telinin ucunun iş parçasına temas etmemesini sağlayın ve nozul yüksekliği kaynak akımı tarafından belirlenir.
Eğer işlem yetkin değilse, torcu iki elinizle tutmanız en iyisidir. Son olarak, kaynak torcu üzerindeki kontrol düğmesine basın; kaynak makinesi otomatik olarak ön gaz beslemesi yapacak ve güç bağlantısını geciktirecektir. Yüksek voltajı koruyun ve kaynak teli iş parçasına temas edip kısa devre yaptığında ark otomatik olarak tutuşacaktır.
Kısa devre sırasında kaynak torcu otomatik olarak kalkma eğilimindedir. Arkı başlatırken, çok yükseğe kalkmasını ve aşırı ark uzunluğu nedeniyle arkın sönmesini önlemek için torca hafif bir basınç uygulayın. Ark başlatma sürecinin tamamı Şekil 31'de gösterilmektedir.
2) Ark hareketi
Kaynak genişliğini kontrol etmek ve füzyon kalitesini sağlamak için CO2 Gaz korumalı kaynak, kaynak torcunun çubuk elektrot ark kaynağına benzer şekilde yanal salınımlar yapmasını gerektirir. Genel olarak, ısı girdisini ve ısıdan etkilenen bölgeyi azaltmak ve deformasyonu en aza indirmek için, geniş bir kaynak elde etmek için büyük yanal salınımlar kullanılmamalıdır. Bunun yerine, kalın plakalar için çok katmanlı çok pasolu kaynak kullanılmalıdır. Kaynak torcunun ana salınım formları ve uygulama aralıkları Tablo 8'de gösterilmiştir.
Tablo 8 Kaynak torcunun ana salınım biçimleri ve uygulama aralıkları
Uygulama aralığı ve kilit noktalar | Salınım formu |
İnce ve orta kalınlıkta plakalar için kök geçişi |  |
İnce plakaların kökünde bir boşluk olduğunda veya yivin çelik bir destek plakası olduğunda |  |
Orta kalınlıkta plakalar için küçük oluk veya kök geçişi, oluğun her iki tarafında 0,5 sn duraklama ile Sol ve sağ |  |
Kalın levha kaynağında ikinci katmandan sonra, oluğun her iki tarafında 0,5 sn'lik bir duraklama ile yanal salınım |  |
Çok katmanlı kaynakta ilk katman |  |
Oluk büyük olduğunda, oluğun her iki tarafında 0,5 saniyelik bir duraklama ile |  |
3) Ark sonlandırma
CO2 Gaz korumalı kaynak makinelerinde bir krater kontrol devresi bulunur. Kaynak torcu ark sonlandırma noktasında ilerlemeyi durdurduğunda, bu devre aynı anda etkinleştirilerek kaynak akımının ve ark voltajının otomatik olarak düşmesine neden olur ve erimiş havuz dolduğunda güç kesilir.
Kaynak makinesinde krater kontrol devresi yoksa veya düşük kaynak akımı nedeniyle krater kontrol devresi kullanılmazsa, kaynak torcu ark sonlandırma noktasında ilerlemeyi durdurur ve erimiş havuz katılaşmadan önce arkı tekrar tekrar kesebilir. Krater dolana kadar arkın birkaç kez başlatılması gerekebilir. İşlemin hızlı olması gerektiğine dikkat edin; erimiş havuz ark başlatılmadan önce katılaşmışsa, füzyon eksikliği ve gözeneklilik kusurlarına neden olabilir.
Arkı sonlandırırken, kraterde hafifçe duraklayın ve ardından kaynak torcunu yavaşça kaldırın. Bu, erimiş metalin krateri doldurmasına izin verir ve erimiş havuz metalinin katılaşmadan önce hala gaz tarafından korunmasını sağlar. Ark sonlandırması çok hızlı olursa, kraterde çatlaklar ve gözeneklilik oluşması muhtemeldir.
Plaka kaynak pozisyonları düz kaynak, yatay kaynak ve dikey kaynak vb. olarak ayrılır. Farklı kaynak pozisyonları için, CO gerçekleştirirken aşağıdakilere dikkat edilmelidir2 gaz korumalı kaynak işlemleri.
1) Düz kaynak
Düz levha alın kaynağı için genellikle sola doğru kaynak yöntemi kullanılır. İnce levha düz alın kaynağı için kaynak torcu düz bir çizgide hareket eder. Bir boşluk varsa, torç uygun yanal salınımlar yapabilir, ancak erimiş havuz üzerindeki gaz koruma etkisini etkilemekten kaçınmak için genlik çok büyük olmamalıdır. Orta ve kalın levha V-oluklarının alın kaynağı için, kök paso düz çizgi hareketi kullanmalıdır ve torç üst katmanları kaynaklarken uygun yanal salınımlar yapabilir.
Köşe kaynağı ve bindirme kaynağı için sola veya sağa doğru kaynak yöntemi kullanılabilir, ancak sağa doğru kaynak yöntemi daha dolgun bir görünümle sonuçlanır. Kaynak sırasında, kaynak torcunun açısı plaka kalınlığına ve kaynak ayağı boyutuna göre kontrol edilmelidir. Eşit kalınlıkta olmayan iş parçalarının T-eklem köşe kaynağı için, her iki plakanın da eşit şekilde ısınmasını sağlamak için ark daha kalın olan plakaya doğru eğimli olmalıdır.
Eşit kalınlıktaki plakaları kaynaklarken, kaynak ayağı boyutu 5 mm'den küçükse, kaynak torcu Şekil 32a'da gösterildiği gibi doğrudan köşeye yönlendirilebilir. Kaynak ayağı boyutu 5 mm'den büyük olduğunda, torcun Şekil 32b'de gösterildiği gibi kaynak yönü ile 75°-80°'lik bir açıyı korurken yatay olarak 1-2 mm kaydırılması gerekir.
2) Dikey ve yatay kaynak
Dikey kaynak için iki yöntem vardır: Birincisi aşağıdan yukarıya doğru kaynak yapmaktır, bu da daha fazla kaynak nüfuziyeti ile sonuçlanır. Çalışma sırasında üçgen salınımlar yaparak eriyik genişliği kontrol edilebilir ve kaynak oluşumu iyileştirilebilir. Bu yöntem genellikle orta ve kalın plakaların ince tel kaynağı için kullanılır. Diğer yöntem, hızlı ve kullanışlı olan, pürüzsüz ve estetik açıdan hoş bir kaynakla sonuçlanan, ancak genellikle ince levha kaynağı için kullanılan sığ nüfuziyet ve daha zayıf bağlantı mukavemeti ile yukarıdan aşağıya kaynak yapmaktır.
Yatay kaynak çoğunlukla sola doğru kaynak yöntemini kullanır, kaynak torcu doğrusal hareketler yapar veya küçük ileri geri salınımlar yapabilir. Şekil 33a ve 33b sırasıyla dikey ve yatay kaynak sırasında kaynak torcunun ve iş parçasının göreceli konumlarını göstermektedir.
3) Baş üstü kaynak
Baş üstü kaynakta daha ince kaynak teli, daha küçük kaynak akımı ve kaynak işleminin kararlılığını artırmak için kısa ark kullanılmalıdır. CO2 gaz akışı da düz ve dikey kaynak sırasında olduğundan biraz daha büyük olmalıdır.
İnce levha başüstü kaynağı için genellikle küçük genlikli ileri geri salınımlar kullanılır. Orta ve kalın levha başüstü kaynağı için, uygun yanal salınımlar yapılmalı ve kaynak kordonunun ortada şişmesini ve sıvı metalin aşağı akmasını önlemek için dikişin veya oluğun her iki tarafında kısa bir duraklama yapılmalıdır. Baş üstü kaynak sırasında kaynak torcunun uzamsal konumu Şekil 34'te gösterilmiştir.
CO2 oksitleyici bir gazdır, yüksek ark sıcaklıklarında CO ve O'ya ayrışarak çelikteki karbon, manganez, silisyum ve diğer alaşım elementlerinin yanarak kaybolmasına neden olabilir. Kaynakta alaşım elementlerini sağlamak için, daha yüksek manganez ve silisyum içerikli düşük karbonlu çelik kaynak telleri veya ilgili alaşım elementlerini içeren alaşımlı çelik teller kullanılmalıdır. Örneğin, H08MnSiA teli genellikle düşük karbonlu çeliğin kaynağı için kullanılır ve H08Mn2SiA teli genellikle düşük alaşımlı yapısal çeliğin kaynağı için kullanılır.
Tablo 9'da CO kullanıldığında yaygın olarak kullanılan metal malzemeler için önerilen kaynak telleri verilmektedir.2 gaz korumalı kaynak veya argon ark kaynağı.
Tablo 9 CO kullanıldığında yaygın olarak kullanılan metal malzemeler için önerilen kaynak telleri2 gaz korumalı kaynak veya argon ark kaynağı
| Sınıf | CO2 gaz korumalı kaynak | Argon ark kaynağı |
| Q235AF, Q235A, Q235B, Q235C, 20, Q245R | H08MnSi | |
| Q345, Q345R | H08Mn2SiA | H10MnSi |
| 14Cr1MoR | H08Mn2SiA | H08Mn2SiA |
| 12CrMo, 12CrMoG | - | H08CrMoA |
| 15CrMoG, 15CrMoR | - | H13CrMoA |
| 12Cr1MoV, 12Cr1MoVG | - | H08CrMoVA |
| 20Cr13 | - | H02Cr13 |
| 06Cr18Ni10Ti, 12Cr18Ni9 | - | H0Cr21Ni10Ti |
| 06Cr17Ni12Mo2 | - | H0Cr19Ni12Mo2 |
| 06Cr17Ni12Mo2Ti | - | H00Cr19Ni12Mo2 |
| 06Cr19Ni13Mo3 | - | H0Cr20Ni14Mo3 |
| 022Cr19Ni10 | - | H00Cr21Ni10 |
| 06Cr19Ni10 | - | H0Cr21Ni10 |
| 15CrMo | - | H15CrMo, H18CrMoA |
Çubuk elektrot ark kaynağı gibi, CO2 gaz korumalı kaynak işlemleri üç tehlikeye yol açar: elektrik çarpması, ark radyasyonu ve zararlı gazlar ve dumanlar. Bu nedenle, çubuk elektrot ark kaynağı için güvenlik koruma yönetmeliklerine uymanın yanı sıra, CO'nun özelliklerine göre aşağıdaki güvenlik koruma önlemleri alınmalıdır2 gaz korumalı kaynak.
CO tarafından üretilen ark radyasyonu2 gaz korumalı kaynak, çubuk elektrot ark kaynağına göre çok daha güçlü ve zararlıdır.
Ark radyasyonunun önlenmesi temel olarak ultraviyole, kızılötesi ve görünür ışık tehlikelerinin önlenmesini içerir. Yoğun ultraviyole maruziyeti kızarıklık ve küçük kabarcıklarla sonuçlanan dermatite neden olabilir. Ultraviyole maruziyeti fotokeratite neden olarak gözlerde kızarıklık, yaşarma ve batmaya yol açabilir. Gözler yoğun kızılötesi radyasyona maruz kaldığında, ciddi yanıklara ve ağrıya ve hatta retinal yanıklara maruz kalabilir.
Kaynak arkının görünür ışığı, çıplak gözün dayanabileceği normal ışık yoğunluğundan yaklaşık on bin kat daha güçlüdür. Arkın görünür ışığına yakın mesafeden maruz kalındığında, insan gözü genellikle "göz kamaşması" olarak bilinen çevredeki nesneleri göremez.
Ark radyasyonu tehlikelerini önlemek için aşağıdaki önlemler alınmalıdır:
① Kaynakçılar ciltlerini açıkta bırakmamalı ve kaynak yapmadan önce açıkta kalan cilt olup olmadığını dikkatlice kontrol etmelidir;
② Kaynakçıların yoğun olduğu işyerlerinde, aralarında ışığı engelleyen bariyerler kurulmalıdır.
CO'daki sıçrama durumu2 gaz korumalı kaynak, çubuk elektrot ark kaynağına göre daha şiddetlidir. Kaynak sırasında kişi kendini yanıklardan korumalı ve yangınları önlemelidir. Yanık ve yangınları önlemek için aşağıdaki önlemler alınmalıdır:
① Saha koşullarına göre, kaynakçılar sıçrama nedeniyle yanmaktan kaçınmak için en iyi konumda olduklarından emin olmalıdır;
② Kaynak yapmadan önce, kaynak alanını ve çevresini (sıçramaların düşebileceği) yanıcı ve patlayıcı maddeler açısından dikkatlice gözlemleyin ve durum belirsizse kaynak yapmayın;
③ İşten sonra, çalışma alanını ve çevresini kalan alevler için dikkatlice kontrol edin ve yalnızca güvenliği onayladıktan sonra ayrılın.
CO sırasında yaygın zararlı gazlar2 gaz korumalı kaynak CO içerir2, CO, NO2vb. Akı özlü teller kullanıldığında, daha fazla duman yayılır ve bileşim daha karmaşıktır. Uzun süreli soluma, pnömokonyoz ve manganez zehirlenmesi gibi meslek hastalıklarına yol açabilir. Bu nedenle aşağıdaki koruyucu önlemler alınmalıdır:
① Kaynakçılar kişisel korunma bilincini geliştirmeli ve toz maskesi takmalıdır;
② Çalışma sırasında, zararlı gazların istilasını azaltmak için kaynakçılar "rüzgar üstü" konumda olmalıdır;
③ Havalandırma ve toz giderme önlemlerini güçlendirin.
CO gerçekleştirirken2 gaz korumalı kaynak, gaz tüpü güvenlik denetimi için ilgili yönetmeliklere, özellikle aşağıdaki hususlarda uyulmalıdır:
① CO2 gaz tüpleri denetlenmeli ve gaz tüpü üreticisinin çelik damga işaretine sahip olmalı ve tüpün boynundaki denetim çelik damgası tüpün izin verilen süre içinde olduğunu göstermelidir;
② CO'yu kaldırırken bir çerçeve kullanmak en iyisidir2 Yüksekten düşmelerini önlemek için gaz tüpleri;
③ CO2 gaz tüpleri̇ di̇k olarak kullanilmali ve düşerek yaralanmaya neden olmalarini önlemek i̇çi̇n konumlandirma önlemleri̇ alinmalidir;
④ CO2 gaz tüpleri güneşe maruz kalmayı önlemek için güneşlik önlemlerine sahip olmalıdır;
⑤ CO içindeki gaz2 gaz tüpleri boşaltılmamalı ve kalan basınç 1MPa'dan az olmamalıdır.
Argon inert bir gazdır, kimyasal olarak aşağıdakilerle reaksiyona girmez metaller sıvı metaller içinde çözünmez, böylece havanın erimiş havuz üzerindeki zararlı etkileri etkili bir şekilde önlenir.
Argon ark kaynağı, koruyucu gaz olarak argon kullanır ve bu sayede çeşitli alaşımlı çeliklerin, kolayca oksitlenen demir dışı metallerin ve zirkonyum, tantal ve molibden gibi nadir metallerin kaynağı için uygundur. Ark, sıkıştırılmış bir hava akımı içinde yandığı için ısı konsantredir, erimiş havuz küçüktür, kaynak hızı hızlıdır, ısıdan etkilenen bölge dardır ve kaynak sonrası iş parçası deformasyonu küçüktür.
Argon ark kaynağı neredeyse tüm metaller ve alaşımlar için kullanılabilir. Şu anda esas olarak alüminyum, magnezyum, titanyum ve alaşımları, düşük alaşımlı çelik, ısıya dayanıklı çelik, paslanmaz çelik vb. Düşük erime noktalı ve kolay buharlaşan metallerin (kurşun, kalay, çinko gibi) kaynağı daha zordur. Yüksek argon maliyeti nedeniyle, argon ark kaynağı için ekipman ve kontrol sistemi nispeten karmaşıktır ve koruyucu gaz akışının bozulmasını önlemek için argon ark kaynağı yalnızca kapalı alanlarda yapılabilir.
Kaynak için argon genellikle gri boyalı ve dış kısmında koyu yeşil renkte "Saf Argon" ibaresi bulunan çelik silindirlerde taşınır. Argonda oksijen, nitrojen, karbondioksit veya nem bulunması koruyucu etkisini azaltabilir ve cüruf kalıntıları ve gaz gözenekleri gibi kusurlara neden olabilir. Bu nedenle alüminyum, magnezyum ve alaşımlarının kaynağında argon saflığı 99,9%'den (kütle oranı) az olmamalıdır; paslanmaz çelik, ısıya dayanıklı çelik, bakır ve alaşımlarının kaynağında argon saflığı 99,7%'den (kütle oranı) az olmamalıdır.
Argon ark kaynağı iki türe ayrılır: sarf elektrotlu argon ark kaynağı ve tungsten elektrotlu argon ark kaynağı (bkz. Şekil 35).
a) Sarf elektrot argon ark kaynağı
b) Tungsten elektrot argon ark kaynağı
a) Şekilde:
1-Kaynak teli
2-Kontak ucu
3-Nozul
4-Giriş borusu
5-Argon akışı
6-Arc
7-Taban malzemesi
8-Tel besleme silindiri
b) Şekilde:
1-Tungsten elektrot
2-Kontak ucu
3-Nozul
4-Giriş borusu
5-Argon akışı
6-Arc
7-Taban malzemesi
8-Dolgu teli
Tüketilebilir elektrot argon ark kaynağı, elektrot olarak tüketilebilir bir metal tel kullanır ve bu tel aynı zamanda kaynak sırasında dolgu malzemesi olarak da işlev görür. Otomatik ve yarı otomatik formlara ayrılabilir. Yarı otomatik kaynakta, kaynakçı torcu (kaynak tabancası) manuel olarak çalıştırır. Sarf elektrodu argon ark kaynağı, daha büyük akımların kullanılmasına izin verir ve daha kalın iş parçalarının kaynağı için uygundur.
Tungsten elektrot argon ark kaynağı, elektrot olarak tungsten veya tungsten alaşımı kullanır. Kaynak sırasında tungsten elektrot ile iş parçası arasında bir ark oluşturulur. Tungsten elektrot erimediğinden, tüketilemeyen elektrot argon ark kaynağı olarak da adlandırılır. Tungsten elektrot argon ark kaynağı, kaynak havuzunda eritilmek üzere ilave dolgu teli gerektirir. Elektrot olarak kullanılan tungsten çubuğun yüksek erime noktası ve tungsten elektrotun yavaş tüketimi nedeniyle mekanize edilmesi kolaydır. Bununla birlikte, tungsten elektrodun akım taşıma kapasitesi sınırlıdır, bu nedenle yalnızca ince iş parçalarının kaynağı için uygundur.
Tungsten elektrot argon ark kaynağı otomatik ve manuel formlara ayrılabilir. Şekil 36, manuel tungsten elektrot argon ark kaynağı için ekipman bileşiminin şematik bir diyagramını göstermektedir. Ekipman, kaynak güç sistemi, kontrol sistemi, gaz besleme sistemi ve torç olarak ayrılabilir.
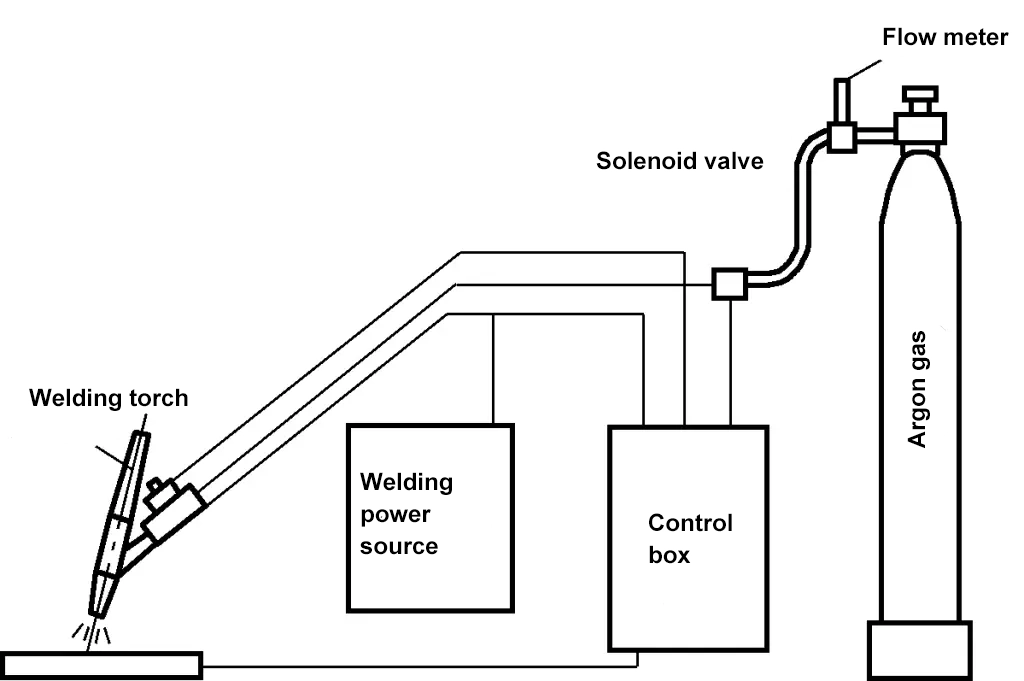
Tungsten elektrot argon ark kaynağı ile kaynaklanan plakaların kalınlık aralığı, verimlilik açısından tercihen 3 mm'nin altındadır. Bazı kalın cidarlı önemli bileşenler için (basınçlı kaplar ve boru hatları gibi), argon ark kaynağı genellikle tam pozisyon kaynağı ve dar aralıklı kaynak sırasında kök kaynağının kalitesini sağlamak için kök pasosu için kullanılır.
Tungsten elektrot argon ark kaynağı yapılırken farklı metal malzemeler farklı akım türleri ve polariteleri gerektirir. Alüminyum, magnezyum ve alaşımları genellikle alternatif akım kullanırken, diğer metaller pozitif bağlantılı doğru akım kullanılarak kaynaklanır.
Doğru akım tungsten elektrot argon ark kaynağı, polarite değişiklikleri olmadan doğru akım kullanır ve bu da çok kararlı bir ark ile sonuçlanır. Bununla birlikte, pozitif ve negatif kutupları vardır. İş parçası güç kaynağının pozitif terminaline ve tungsten elektrot negatif terminale bağlandığında, buna pozitif bağlantı yöntemi denir; tersi ters bağlantı yöntemi olarak adlandırılır.
Doğru akım pozitif bağlantı yöntemi kullanıldığında, tungsten elektrot çok az yanar ve ark nispeten kararlıdır, ancak metal yüzeyindeki oksit filmini kaldıramaz. Alüminyum ve magnezyum alaşımları hariç, diğer metal yüzeylerde yüksek erime noktalı oksit filmi sorunları yoktur, bu nedenle bu bağlantı yöntemi genellikle diğer metallerin kaynağı için kullanılır. Doğru akım ters bağlantı yöntemi gerçek üretimde nadiren kullanılır.
Alternatif akım tungsten elektrot argon ark kaynağı akım polaritesi, her döngüde yarım dalga doğru akım pozitif bağlantı ve yarım dalga doğru akım ters bağlantıya eşdeğer olarak periyodik olarak değişir. Pozitif bağlantı yarım dalgası sırasında, tungsten elektrot aşırı ısınmadan yeterli elektron yayabilir, bu da ark stabilitesi için faydalıdır; ters bağlantı yarım dalgası sırasında, iş parçası yüzeyinde oluşan oksit filmi kolayca çıkarılabilir, bu da iyi formasyona sahip parlak ve estetik açıdan hoş bir kaynakla sonuçlanır.
Bu şekilde, katodik temizleme etkisi ile düşük tungsten elektrot yanması ve iyi ark kararlılığı avantajlarını aynı anda dikkate alır. Alternatif akım argon ark kaynağı genellikle alüminyum, magnezyum ve bunların alaşımları ile alüminyum bronz gibi yüksek reaktiviteye sahip metaller için tercih edilir.
Tungsten elektrot argon ark kaynağı ile kaynak yaparken, torç, dolgu teli ve iş parçası arasındaki doğru bağıl konum korunmalıdır (bkz. Şekil 37). Torcun nozul ucu ile iş parçası arasındaki mesafe 8-14 mm arasında kontrol edilmelidir. Mesafe ne kadar büyük olursa, gaz koruma etkisi o kadar kötü olur, ancak mesafe çok yakınsa, kaynakçının görüşünü etkileyecek ve tungsten elektrodun kaynak havuzuna temas etmesine ve kısa devreye neden olarak tungsten kalıntılarına neden olacaktır.
a) Alın argon ark kaynağı
b) Köşe argon ark kaynağı
c) Düz alın otomatik argon ark kaynağı
d) Çevresel dikiş otomatik argon ark kaynağı
Düz dikiş kaynağı genellikle sola doğru kaynak yöntemini kullanır. Dolgu teli ile iş parçası arasındaki açı çok büyük olmamalıdır, aksi takdirde arkın ve gaz akışının dengesini bozacaktır. Manuel tungsten elektrot argon ark kaynağında, dolgu teli aralıklı veya sürekli olarak beslenebilir, ancak kirlenmeyi, yanmayı ve ark stabilitesine zarar vermeyi önlemek için dolgu telinin yüksek sıcaklıktaki tungsten elektrotla temas etmesini önlemek önemlidir.
Ayrıca, teli aralıklı olarak beslerken, dolgu telinin ucunun gaz koruma bölgesinden çıkmasını ve oksitlenmesini önlemek gerekir. Çevresel dikiş otomatik tungsten elektrot argon ark kaynağı kullanılırken, tel beslemesini kolaylaştırmak ve iyi bir kaynak oluşumu sağlamak için torç iş parçası merkez hattından ters dönüş yönünde kaydırılmalıdır.
Argon ark kaynağı için kaynak teli genellikle ana malzemenin kimyasal bileşimine ve kaynağın mekanik özelliklerine göre seçilir. Bazen ana malzemenin şeritleri manuel tungsten elektrot argon ark kaynağı için dolgu teli olarak kullanılabilir.
Yaygın olarak kullanılan metal malzemeler için argon ark kaynağı için önerilen kaynak teli Tablo 9'da bulunabilir.
Kaynak işlemleri, teknolojik özelliklerine ve ana metalin durumuna göre üç ana kategoriye ayrılabilir: eritme kaynağı, basınç kaynağı ve sert lehimleme.
Füzyon kaynağı, iş parçalarının birleşimini erimiş bir duruma ısıtmak için yerel ısıtma kullanan ve soğuduktan sonra birbirlerine kaynaşmalarını ve bağlanmalarını sağlayan bir yöntemdir. Esas olarak ark kaynağı, gaz kaynağı, plazma ark kaynağı, elektron ışını kaynağı vb. içerir.
Basınç kaynağı, atomik bağlanmayı teşvik etmek ve iş parçaları arasında güçlü bir bağlantı elde etmek için ısıtılmış olsun ya da olmasın iki iş parçasının birleşme yüzeylerine belirli bir basınç uygulanmasını içerir. Esas olarak direnç kaynağını içerir, sürtünme kaynağıyüksek frekanslı kaynak vb.
Sert lehimleme, hem iş parçalarından daha düşük bir erime noktasına sahip olan dolgu metalinin hem de iş parçalarının ısıtılmasını içerir ve dolgu metalinin erimesine neden olur (iş parçaları erimezken). Sıvı dolgu metali iş parçalarını ıslatır ve bağlantı boşluğunu doldurarak soğuduktan sonra kaynaklı metaller arasında katı halde bir bağ oluşturur. Esas olarak lehimleme, bakır lehimleme vb. içerir.
Kaynak teknolojisinin mevcut seviyesine göre, kaynak kolaylığı değişmekle birlikte, endüstride kullanılan çoğu metal malzeme kaynaklanabilir. Yaygın olarak kullanılan metal malzemeler için önerilen kaynak yöntemleri Tablo 10'a bakılarak seçilebilir.
Tablo 10 Yaygın olarak kullanılan metal malzemeler için önerilen kaynak yöntemleri
Metaller ve Alaşımlar | Kaynak Yöntemleri | |||||||||||||
| Elektrot Ark Kaynağı | Batık Ark Kaynak | CO2 Gaz Koruma Kaynak | Argon Ark Kaynak | Elektroslag Kaynak | Gaz Elektrik Kaynak | Oksiasetilen Kaynak | Basınç Kaynağı | Punta Dikiş Kaynağı | Flaş Kaynağı | Termit Kaynağı | Elektron Işın Kaynağı | Lehimleme | ||
| Karbon Çelik | Düşük Karbonlu Çelik | A | A | A | B | A | A | A | A | A | A | A | A | A |
| Orta Karbonlu Çelik | A | A | A | B | A | A | A | A | B | A | A | A | B | |
| Yüksek Karbonlu Çelik | A | B | C | B | B | B | B | A | D | A | A | A | B | |
| Takım Çeliği | B | B | D | B | C | C | A | A | D | B | B | A | B | |
| Bakır Çelik | A | A | C | B | A | A | A | A | A | A | B | A | B | |
| Dökme Çelik | Karbon Dökme Çelik | A | A | A | B | A | A | A | B | B | A | A | A | B |
| Yüksek Manganezli Çelik | B | B | B | B | A | A | B | D | B | B | B | A | B | |
| Dökme Demir | Gri Dökme Demir | B | D | D | B | B | B | A | D | D | D | B | C | C |
| Dövülebilir Dökme Demir | B | D | D | B | B | B | B | D | D | D | B | C | C | |
| Alaşımlı Dökme Demir | B | D | D | B | B | B | A | D | D | D | A | C | C | |
| Düşük Alaşımlı Altın Çelik | Nikel Çelik | A | A | C | B | D | D | A | A | A | A | B | A | B |
| Nikel Bakır Çelik | A | A | C | Bir | D | D | A | A | A | A | B | A | B | |
| Manganez Molibden Çelik | A | A | C | - | D | B | A | B | A | A | B | A | B | |
| Karbon Molibden Çelik | A | A | C | - | D | B | A | B | - | A | B | A | B | |
| Nikel Krom Çelik | A | A | C | - | D | D | A | A | D | A | B | A | B | |
| Krom Molibden Çelik | A | A | C | B | D | D | A | A | D | A | B | A | B | |
| Nikel Krom Molibden Çelik | B | A | C | B | D | D | B | A | D | B | B | A | B | |
| Nikel Molibden Çelik | B | B | C | A | D | D | B | B | D | B | B | A | B | |
| Krom Çelik | A | B | C | - | D | D | A | A | D | A | B | A | B | |
| Krom-vanadyum çeliği | A | A | C | - | D | D | A | A | D | A | B | A | B | |
| Manganez çelik | A | A | C | B | B | B | A | B | D | A | B | A | B | |
| Paslanmaz Çelik | Krom çelik at Martensitik tip | A | A | B | A | C | B | B | B | C | B | D | A | C |
| Krom çelik demir Ferritik tip | A | A | B | A | C | B | B | B | A | A | D | A | C | |
| Krom-nikel çelik östenitik Vücut tipi | A | A | B | A | C | B | A | A | A | A | D | A | B | |
| Isıya dayanıklı Alaşım | Isıya dayanıklı süper alaşım | A | A | C | A | C | C | A | B | A | A | D | A | C |
| Yüksek nikel alaşımı | A | A | C | A | C | C | A | B | A | A | D | A | B | |
| Hafif metal Kategori | Saf alüminyum | B | D | D | A | D | D | A | C | A | A | D | A | B |
| Isıl işlem uygulanamaz Dövme alüminyum alaşım | B | D | D | A | D | D | A | C | A | A | D | A | B | |
| Isıl işlem uygulanabilir Alüminyum alaşım | B | D | D | B | D | D | B | C | A | A | D | A | C | |
| Saf magnezyum | D | D | D | A | D | D | B | C | A | A | D | B | B | |
| Magnezyum alaşımı | D | D | D | A | D | D | B | C | A | A | D | B | C | |
| Saf titanyum | D | D | D | A | D | D | D | D | A | D | D | A | C | |
| Titanyum alaşımı | D | D | D | A | D | D | D | D | B | D | D | A | D | |
| Bakır alaşımı | Saf bakır | B | C | C | A | D | D | B | C | C | C | D | B | B |
| Pirinç | B | D | C | A | D | D | B | C | C | C | D | B | B | |
| Fosforlu bronz | B | C | C | A | D | D | C | C | C | C | D | B | B | |
| Alüminyum bronz | B | D | C | A | D | D | C | C | C | C | D | B | B | |
| Nikel bronz | B | D | C | A | D | D | C | C | C | C | D | B | B | |
| Zirkonyum, niyobyum | D | D | D | B | D | D | D | D | B | D | D | B | C | |
Not: Tabloda A-en uygun, B-uygun, C-biraz uygun, D-uygun değil olarak belirtilmiştir.
Perçinleme, iki veya daha fazla parçayı perçin kullanarak sökülemeyen bir bütün halinde birleştiren bir işlem yöntemidir. Perçinleme işlemi Şekil 38'de gösterilmektedir. Perçinleme sırasında perçin, bağlanacak iki iş parçasının perçin deliklerine yerleştirilir ve perçin kafası iş parçasının yüzeyine sıkıca bastırılır. Ardından, perçinin iş parçası yüzeyinden çıkıntı yapan kısmını bir perçin kafası oluşturacak şekilde altüst etmek için basınç uygulanır ve böylece iki iş parçası bağlanır.
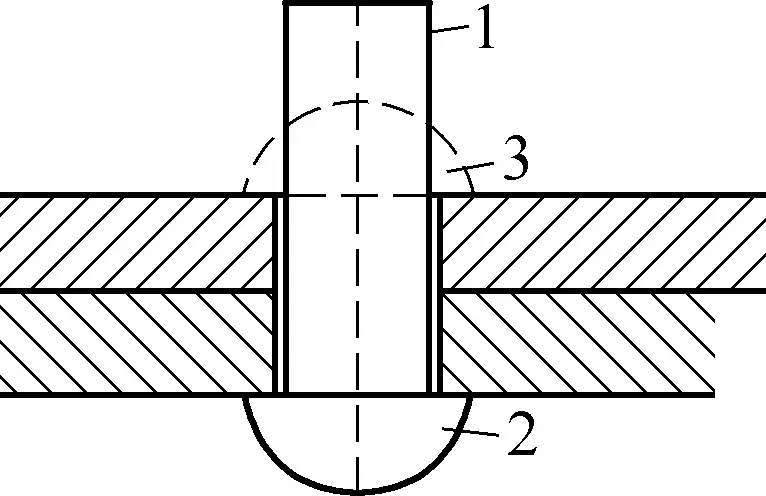
1-Perçin sapı
2-Orijinal perçin kafası
3-Perçinli perçin (perçin başı)
Kaynak teknolojisinin sürekli ilerlemesiyle perçinli yapıların kullanımı azalsa da, perçinleme basit işleme teknolojisi, güvenilir bağlantı, titreşim direnci, darbe direnci ve kaynaktan daha yüksek tokluk ve plastiklik avantajlarına sahiptir. Bu nedenle perçinleme, birbirine benzemeyen metallerin bağlantısında ve sıklıkla dinamik yükler taşıyan bazı ağır hizmet tipi çelik yapılarda hala yaygın olarak kullanılmaktadır.
Perçinler, perçinli yapılardaki en temel bağlantı bileşenleridir. Silindirik bir perçin gövdesi, bir perçin kafası ve bir üst kafadan oluşurlar. Birçok perçin türü vardır. Çelik yapı bağlantılarında, yaygın perçin formları arasında yuvarlak başlı perçinler, düz koni başlı perçinler, havşa başlı perçinler, yarı havşa başlı perçinler, düz başlı perçinler, düz yuvarlak başlı perçinler ve düz düz başlı perçinler bulunur.
Bunlar arasında, yuvarlak başlı perçinler, düz koni başlı perçinler ve düz başlı perçinler güçlü perçinleme için kullanılır; düz yuvarlak havşa başlı perçinler, perçinlenen alanın yüzeyinin kaymayı önlemek için hafif çıkıntılara sahip olduğu yerlerde veya metalik olmayan malzemelerin bağlantısı için kullanılır; havşa başlı perçinler, pürüzsüz bir iş parçası yüzeyinin gerekli olduğu perçinleme için kullanılır.
Perçin seçerken, perçin malzemesi perçinlenen parçalarınkiyle aynı olmalı ve iyi bir plastisiteye sahip olmalıdır. Yaygın çelik perçin malzemeleri Q195, Q235, 10, 15, vb.; bakır perçinler T3, H62, vb.; alüminyum perçinler 1050A, 2A01, 2A10, 5B05, vb. içerir. Perçinlerin yaygın türleri ve kullanım alanları Tablo 11'de gösterilmektedir.
Tablo 11 Perçinlerin yaygın türleri ve kullanım alanları
İsim | Diyagram | Standart | Perçin sapı | Genel kullanım | |
| d/mm | L/mm | ||||
Yuvarlak başlı perçin | 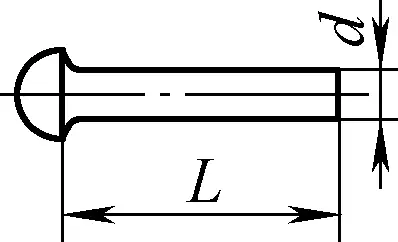 | GB863.1-1986 (Kaba) | 12~36 | 20~200 | Kazanlarda, çatı makaslarında, köprülerde, araçlarda vb. büyük yanal yükleri taşıyan perçin dikişleri. |
| GB/T 867-1986 | 0.6~16 | 1~100 | |||
Düz koni başlı perçin | 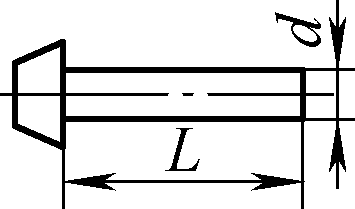 | GB/T 864-1986 (Kaba) | 12~36 | 20~200 | Büyük başlı, korozyona dayanıklı, gemilerde, kazanlarda kullanılır |
| GB 868-1986 | 2~16 | 3~110 | |||
Havşa başlı perçin | 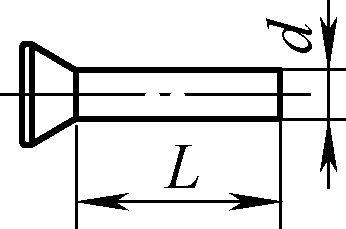 | GB 865-1986 (Kaba) | 12~36 | 20~200 | Büyük kuvvetler taşıyan ve perçinlerin iş parçası yüzeyinden çıkıntı yapmamasını veya tamamen çıkıntı yapmamasını gerektiren yapılar |
| GB/T 869-1986 | 1~16 | 2~100 | |||
Havşa başlı perçin | 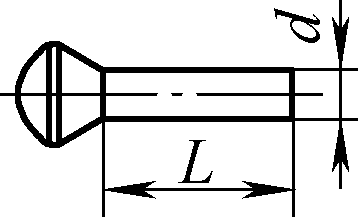 | GB 866-1986 (Kaba) | 12~36 | 20~200 | |
| GB/T 870-1986 | 11~6 | 2~100 | |||
Düz başlı perçin | 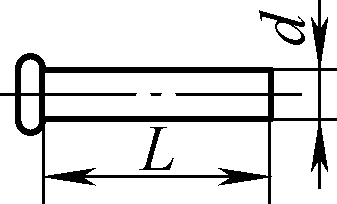 | GB/T 872-1986 | 2~10 | 1.5~50 | İnce plakaların ve demir dışı metallerin bağlantısı, soğuk perçinleme için uygun |
Düz yuvarlak başlı perçin | 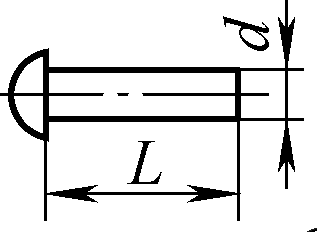 | GB/T 871-1986 | 1.2~10 | 1.5~50 | |
Ayrıca Şekil 39'da gösterilen içi boş veya açık perçinler de küçük yapılarda yaygın olarak kullanılmaktadır.

a) Yarı oyuk tip
b) İçi boş tip
c) Açık tip
d) Pres-fit
e) Dişli tip
f) Delinmiş tip
Yarı oyuk perçinler düzgün bir şekilde monte edildiğinde, delik derinliği perçin kafasını oluşturmak için yeterli olduğundan esasen katı bileşenler haline gelirler, bu nedenle esas olarak perçinleme kafası basıncının çok yüksek olmadığı bağlantılar için kullanılırlar. İçi boş perçinler fiber, plastik levhalar veya diğer yumuşak malzemeleri perçinlemek için kullanılır.
Farklı perçinleme sıcaklıklarına göre perçinleme, sıcak perçinleme ve soğuk perçinleme olarak ikiye ayrılabilir. Perçinlemenin ana yöntemleri manuel perçinleme ve mekanik perçinlemedir. Genellikle, demir içermeyen metallerden ve bakır ve alüminyum gibi iyi plastisiteye sahip hafif metallerden yapılan perçinler genellikle soğuk perçinlenir. Çelik perçinlerin soğuk perçinlenmesi için maksimum çap genellikle elle perçinleme için ϕ8mm, perçin tabancası perçinlemesi için ϕ13mm ve perçinleme makinesi perçinlemesi için ϕ20mm'dir.
Q345 yüksek mukavemetli düşük alaşımlı yapısal çelik ve daha büyük çaplı perçinler perçinlenirken, perçinlemeden önce perçinin belirli bir sıcaklığa ısıtılmasını içeren sıcak perçinleme gereklidir. Sıcak perçinleme perçinleri için ısıtma sıcaklığı 1000-1300 ℃'dir ve perçin sıcaklığının malzemenin mavi kırılgan sıcaklık aralığına düşmesini önlemek için sonlandırma sıcaklığı 500 ℃'den düşük olmamalıdır, bu da perçinleme sırasında çatlaklara neden olabilir.
Manuel perçinleme genellikle küçük perçinlerin soğuk perçinlenmesi için kullanılır, ancak ekipman koşulları zayıf olduğunda diğer perçinleme yöntemlerinin yerini de alabilir. Manuel perçinlemenin anahtarı, perçin deliğe sokulduktan sonra perçin başının sıkıca bastırılması ve ardından çıkıntı yapan perçin gövdesinin çekiçle (perçin çekici) kaba bir kapak şekline getirilmesi veya düzleştirilmesidir.
Sıcak perçinleme yapılıyorsa, perçin kafasına benzer bir şekle sahip bir kapak kalıbı kullanılmalı ve perçin düzgün bir şekilde perçinlenene kadar sürekli döndürürken kapak kalıbına vurmak için bir balyoz kullanılmalıdır.
1) Yarı yuvarlak başlı perçinlerin perçinlenmesi
Şekil 40, yarı yuvarlak başlı perçinlerin perçinleme işlemini göstermektedir.
Perçinlemeden önce iş parçası temizlenmeli, perçinlenecek parçaların düz ve pürüzsüz olması sağlanmalı ve temas yüzeyi kenarlarındaki çapaklar ve temas yüzeyindeki pas, yağ lekeleri vb. giderilmelidir.
Perçinleme sırasında, perçinlenecek iş parçası delme işleminden sonra sıkıca takılmalı, perçin iş parçasının altından deliğe sokulmalı, üst kalıbın küresel çukuru tarafından desteklenmeli ve iş parçası sıkıca bastırılmalıdır. Bağlantı parçasını sıkıştırmak için baskı zımbasını çekiçleyin (bkz. Şekil 40a); ardından deliği doldurmak ve şaft kafasını kalınlaştırmak için perçinin çıkıntılı kısmına vurmak için bir çekiç kullanın (bkz. Şekil 40b); kalınlaştırılmış parçanın çevresine uygun bir açıyla vurmak için çekiç kullanın (bkz. Şekil 40c); son olarak, düzeltmek ve şekillendirmek için bir kapak kalıbı kullanın (bkz. Şekil 40d).
2) Havşa başlı perçinlerin perçinlenmesi
Yarı yuvarlak başlı perçinlerin perçinlenmesinde olduğu gibi, havşa perçinlerin perçinlenmesinden önce iş parçası temizlenmelidir. İki tür havşa perçin vardır: biri hazır havşa perçinler, diğeri ise yuvarlak çeliğin perçin olarak gerekli uzunlukta kesilmesiyle yapılır.
Perçinleme sırasında, kesilmiş yuvarlak çeliği deliğe yerleştirin, bağlantı parçasını sıkıca bastırın, perçinin her iki ucunun çıkıntılı kısımlarını kalınlaştırın, önce ikinci yüzeyi, ardından birinci yüzeyi perçinleyin ve son olarak çıkıntılı kısımları düzeltin. Bu yöntem bağlantı parçasını sıkıştırmak için kolay değildir ve nadiren kullanılır.
3) İçi boş perçinlerin perçinlenmesi
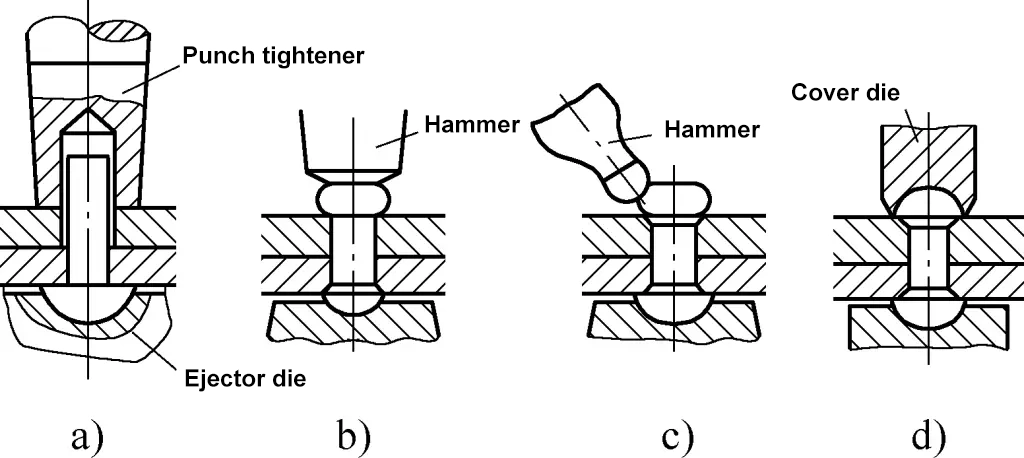
İçi boş perçinlerin perçinleme işlemi Şekil 41'de gösterilmiştir. Benzer şekilde, iş parçasını temizledikten sonra perçini iş parçası deliğine yerleştirin ve perçin başını aşağıya doğru sıkıca bastırın. Önce perçin ağzını açmak ve iş parçası deliğine sıkıca oturtmak için bir kez bastırmak üzere konik bir zımba kullanın (bkz. Şekil 41a), ardından döndürmek ve vurmak için düz kenarlı özel bir zımba kullanarak perçin ağzının iş parçası deliğine düz bir şekilde oturmasını sağlayın (bkz. Şekil 41b).
4) Sıkı ve güvenli perçinleme
Perçinler sızdırmazlık maddesi ile donatılabilse de, birleĢim yerleri su ve gaza karĢı sızdırmaz değildir. Sıkı ve güvenli perçinleme gerektiren bileşenler için, yukarıda açıklandığı gibi perçinleme işlemlerinin gerçekleştirilmesine ek olarak, perçinlerin veya perçinli parçaların uç yüz dikişleri, genellikle perçinleri kalafatlama ve dikişleri kalafatlama yöntemleri kullanılarak güçlendirilmeli ve sabitlenmelidir.
① Kalafatlama perçinleri
Şekil 42'de gösterildiği gibi perçin kafasında bir kapak varsa, kapak önce bir kenar keskisi ile kesilmeli (kesme oluğu derinliği 0,5 mm'den az olmalıdır) ve ardından perçin kafasının etrafı, tahta yüzeyine sıkıca oturması için bir kalafatlama keskisi ile kalafatlanmalıdır.
② Kalafatlama dikişleri
Şekil 43'te gösterildiği gibi dikişi sıkı hale getirmek için perçinlenmiş parçanın uç yüzünün dikişinde 75°'lik bir eğim oluşturmak için bir kalafat keskisi kullanın.
Mekanik perçinleme esas olarak pnömatik perçinleme ve hidrolik perçinlemeyi içerir. Pnömatik perçinleme, silindirdeki piston bloğunu ileri geri hareket ettirmek için güç olarak basınçlı hava kullanır ve hızlı çekiçleme altında perçinleme işini tamamlamak için piston çubuğuna takılan zımbaya vurur. Hidrolik perçinleme, perçinleme için hidrolik prensipleri kullanır ve sabit ve hareketli tiplere ayrılır.
Sabit hidrolik perçinleme makineleri genellikle yalnızca özel ürünlerin perçinlenmesi için kullanılır, otomatik besleme ve boşaltma cihazlarıyla donatılmıştır, bu nedenle yüksek üretim verimliliğine ve düşük iş yoğunluğuna sahiptir, esas olarak büyük standart ürün gruplarının perçinlenmesi için uygundur; mobil hidrolik perçinleme makineleri, ön ve arka, sol ve sağ hareket cihazları ve hatta ürün ihtiyaçlarına göre yukarı ve aşağı kaldırma cihazları ile donatılmıştır, bu da onu şu anda nispeten ideal bir perçinleme yöntemi haline getirmektedir.
Mekanik perçinlemenin hızlı olması nedeniyle, sıcak perçinleme sırasında, perçinleme sonrası perçin sıcaklığının çok yüksek olmamasını sağlamak için, bu da mukavemeti azaltacak ve perçinleme kalitesini etkileyecektir, mekanik perçinleme için ısıtma sıcaklığı çok yüksek değil, 800 ℃ civarında olmalıdır. Aksi takdirde, perçinlemenin sonundaki perçin sıcaklığı çok yüksek olur ve mukavemet gereksinimleri karşılamaz ve perçin bağlantısının kalitesini düşürür.
Gerekirse, sıcaklığı hızla düşürmek, mukavemeti artırmak, soğutma süresini kısaltmak ve perçin başının ısı nedeniyle tavlanma olasılığını azaltmak için yapay zorlamalı soğutma yöntemleri kullanılarak perçinin her iki tarafına su dökülebilir.
Perçinleme sürecinin kilit noktaları, perçinleme kalitesinin sağlanması için ön koşullardır. Aşağıdaki maddelerdeki herhangi bir sorun perçinleme kalitesini etkileyecektir.
1) Perçin çapının belirlenmesi d
Perçinleme sırasında, perçin çapı çok büyükse, perçin kafasını oluşturmak zordur, bu da sac malzemeyi kolayca deforme edebilir; perçin çapı çok küçükse, perçin mukavemeti yetersizdir, perçin sayısını arttırır, bu da işleme için elverişsizdir.
Perçin çapı d seçimi esas olarak perçinlenen parçaların kalınlığına t bağlı olarak belirlenir ve perçinlenen parçaların kalınlığı t aşağıdaki üç ilkeye göre belirlenir: ① Plakalar üst üste bindirildiğinde, plaka kalınlıkları benzer ise, daha kalın olan plakaya göre hesaplayın; ② Plaka kalınlığında büyük bir fark olduğunda, daha ince olana göre hesaplayın; ③ Sac malzeme ve profil perçinlenirken, her ikisinin ortalama kalınlığına göre hesaplayın.
Genel olarak, perçinlenen parçaların toplam kalınlığı perçin çapının 4 katını geçmemelidir. Perçinin çapı d aşağıdaki formül kullanılarak hesaplanabilir, ancak seri üretimde önceden bir deneme perçin düzeltmesi yapılmalıdır.
d=√(50t-4)
Formülde
Ayrıca, perçinin d çapı da Tablo 12'ye bakılarak belirlenebilir.
Tablo 12 Perçin çapı d seçimi (birim: mm)
| Plaka kalınlığı | d |
| 5~6 | 10~12 |
| 7 | 14~18 |
| 9.5~12.5 | 20~22 |
| 13~18 | 24~27 |
| 19~24 | 27~30 |
| ≥25 | 30~36 |
2) Perçin uzunluğunun belirlenmesi L
Perçinleme sırasında, perçin sapı çok uzunsa, büyük veya aşırı yüksek bir perçin kafasına neden olur ve perçin sapı perçinleme işlemi sırasında bükülmeye eğilimlidir; perçin sapı çok kısaysa, perçin kafası çok küçük olacak ve perçinin mukavemetini etkileyecektir. Perçinin gerekli uzunluğu L, perçinlenen parçaların toplam kalınlığı ∑t ve perçin başı için ayrılan kısım temel alınarak belirlenmelidir. Perçin uzunluğu L aşağıdaki formül kullanılarak hesaplanabilir:
L=1.1∑t+1.4d (yarı dairesel kafa)
L=1.1∑t+1.1d (yarı gömme başlık)
L=1,1∑t+0,8d (yıkama başlığı)
Formülde
3) Perçin delik çapının belirlenmesi d0
Perçin deliği çapı d arasındaki uyum0 ve perçin çapı d uygun olmalıdır. Delik çapı çok büyükse, perçin sapı perçinleme sırasında bükülmeye meyillidir ve perçinin kalitesini etkiler; delik çapı perçin çapına eşit veya daha küçükse, perçinleme sırasında perçini deliğe yerleştirmek zor olacaktır veya plaka üzerinde düz olmayan bir yüzeye neden olabilir, hatta perçin genleşmesi nedeniyle plakaya zarar verebilir.
Genel olarak, soğuk perçinleme sırasında perçin deliği çapı d0 perçin sapı çapı d'ye yakınken, açılı çelik ve plakaları perçinlerken delik çapı 2% kadar artırılmalıdır; sıcak perçinleme sırasında, d0 d'den biraz daha büyüktür; çok katmanlı plakaları perçinlerken, delik delinmeli ve ardından raybalanmalıdır (0,5 ~ 1 mm raybalama payı bırakılarak). Perçin deliği çapı Tablo 13'e bakılarak seçilebilir.
Tablo 13 Perçin deliği çapı d0 (birim: mm)
| Perçin çapı d | 2 | 2.5 | 3 | 3.5 | 4 | 5 | 6 | 8 | 10 | 12 | |
| d0 | İyi uyum | 2.1 | 2.6 | 3.1 | 3.6 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 | 12.4 |
| Kaba uyum | 2.2 | 2.7 | 3.4 | 3.9 | 4.5 | 5.6 | 6.5 | 8.6 | 11 | 13 | |
| Perçin çapı d | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | ||
| d0 | İyi uyum | 14.5 | 16.5 | ||||||||
| Kaba uyum | 15 | 17 | 19 | 21.5 | 23.5 | 25.5 | 28.5 | 32 | 38 | ||
Perçinleme kalıcı bir bağlantıdır. Bakım sırasında sökülmesi gerekiyorsa, perçin delinmeli ve değiştirilmelidir. Bağlanan iş parçasının boyutsal sapmasının ±0,03 mm'den az olmasını sağlamak gerekiyorsa perçinleme kullanılmamalıdır.
Perçinleme kalitesi görsel denetim, çekiç testi, şablonlar, tebeşir çizgileri veya bu yöntemlerin bir kombinasyonu kullanılarak denetlenebilir.
Görsel denetim yöntemi esas olarak perçin kafasının çok büyük veya çok küçük olup olmadığı ve çatlak, yanlış hizalama veya yüzey hasarı olup olmadığı gibi perçin yüzeyinin kalitesini ve kusurlarını kontrol eder. Perçin kafasına küçük bir çekiçle vurmak ve çıkardığı sesi dinlemek, perçinin yeterince sıkı olup olmadığını kontrol etmek için temel bir yöntemdir.
İnceleme sonucunda bir perçinin gereklilikleri karşılamadığı tespit edilirse, perçin sökülmeli ve yeniden perçinlenmelidir. Sökme yöntemi, perçin başını delmek için taşınabilir bir pnömatik matkap kullanmaktır, ancak bu perçin deliğinin boyutunu etkilememelidir. İki yeniden perçinleme denemesi gereksinimleri karşılamazsa, perçin deliği orijinal çapa göre perçinlenemez ve perçinin kalitesini sağlamak için yeniden perçinleme için daha büyük çaplı bir perçin seçilmelidir.
Ayrıca perçinleme işlemleri sırasında güvenlik ve medeni üretim gerekliliklerine uyulmalı ve aşağıdakilere dikkat edilmelidir:
1) Yeterli çalışma alanına sahip temiz bir çalışma ortamı sağlayın. İş parçalarının ve aletlerin yerleştirildiği yerler belirlenmeli ve düzgün bir şekilde düzenlenmelidir. Çalışma sırasında kişisel koruyucu ekipman eksiksiz olarak giyilmelidir.
2) Sıcak perçinleme sırasında, ısıtma fırını iyi yangın önleme, toz giderme ve duman egzoz tesislerine sahip olmalıdır. Her kullanımdan sonra, kalan ateşi söndürün ve iyice temizleyin. Isıtılmış perçinleri atarken ve yakalarken, gerekli aletler eksiksiz olmalı ve operatörler doğru atma ve yakalama tekniklerini koordine etmeli ve ustalaşmalıdır.
3) Perçinleme için bir perçin tabancası kullanırken, namluyu insanlara doğrultmak kesinlikle yasaktır. Kullanılmadığında, tabanca namlusuna yerleştirilen kapak kalıbı çıkarılmalı ve gerektiğinde takılıp çıkarılarak iyi çalışma alışkanlıkları geliştirilmelidir.
4) Manuel perçinleme sırasında, çekicin çalışma yöntemine hakim olunmalıdır; bir kapak kalıbı ile yeniden şekillendirirken, kapak kalıbının sıçramasına ve birinin yaralanmasına neden olabilecek yanlış vuruşları önlemek için dikkatli olunmalıdır.
İki ince plakanın kenarlarını katlayarak ve birbirine kenetleyerek ve sıkıca bastırarak (manuel dikiş çekiçle sıkılır) bağlama yöntemine dikiş katlama veya dikiş kilitleme olarak da bilinen dikiş denir. Dikişleme nispeten yüksek mukavemete sahiptir ve lehimlemenin yerini alabilir ve ayrıca belirli bir sızdırmazlık derecesine sahiptir, bu da yaygın olarak kullanılmasını sağlar, özellikle 1 mm içindeki ince plakaları bağlamak için uygundur.
Birçok yapısal dikiş biçimi vardır ve Tablo 14'te yaygın olarak kullanılan dikiş biçimleri listelenmiştir.
Tablo 14 Yaygın dikiş biçimleri
İsim | Köşe dikişi | |||||
Yarım kilit | Tek kilit | Çift kilit | ||||
Diyagram | 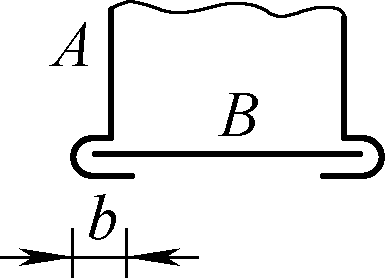 | 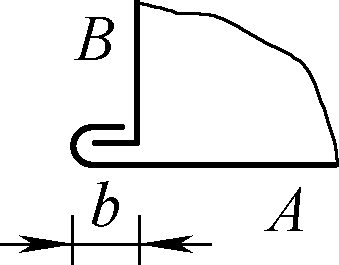 | 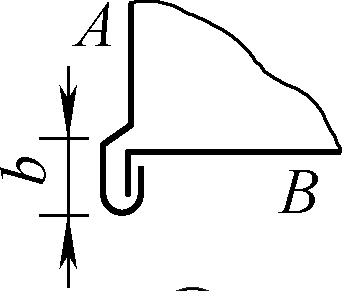 | 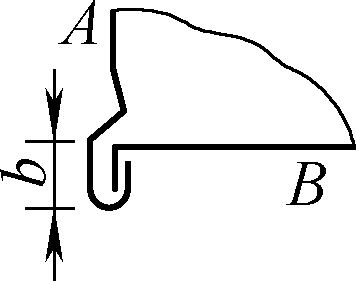 | 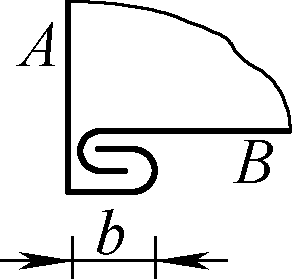 | 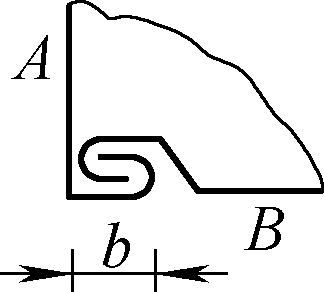 |
Ödenek katsayısı K | KA=2, KB=1 | |||||
Açıklama | Not 1~4'e bakınız | |||||
İsim | Köşe dikişi | Düz dikiş | ||||
Çıtçıt | Koni toka (Pittsburgh toka) | Asma toka | Tek toka | İç düz tek toka | Dış düz tek toka | |
Basit diyagram | 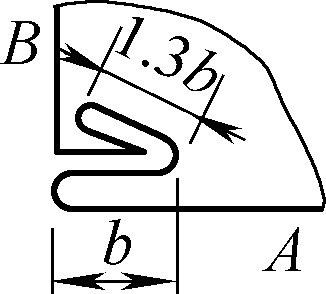 | 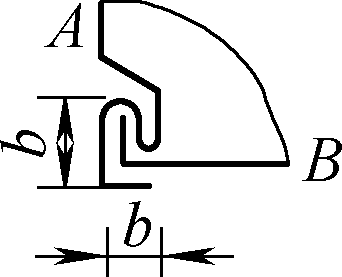 | 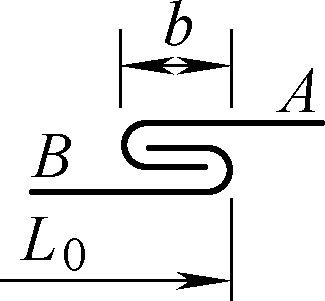 | 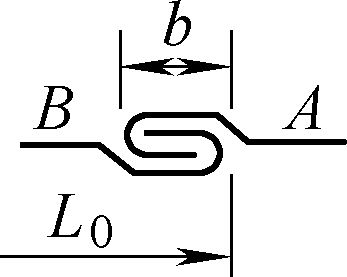 |  |  |
Ödenek katsayısı K | KA=2.5, KB=1.5, KA=3, KB=1 | KA=2, KB=1 | ||||
Açıklama | Not 1~4'e bakınız | Not 5~7'ye bakınız | Bkz. not 6, 7 | |||
İsim | Düz dikiş | Ayakta dikiş | |||
Çift kilit | Bileşik kilit | Kol kilidi | Tek kilit | Çift kilit | |
Basit diyagram |  |  |  |  |  |
Ödenek katsayısı K | KA=3, KB=2 | KA=4, KB=2 | KA=1, toplam B kümesi Uzunluk 4.5b | KA=2, KB=1 | KA=3, KB=2 |
Açıklama | Bkz. not 6, 7 | ||||
Not:
1. Köşe dikişleri, lavaboların, kovaların, kutuların ve kapakların üst (alt) taban bağlantıları ve çeşitli kavisli yüzeylerin tabanla bağlantıları gibi açısal bağlantılar için yaygın olarak kullanılır.
2. Genel bileşen plakaları için t=0.2~1.5mm, b=5~8mm alın.
3. Konik kilitler, çeşitli boru şekillerinin silindirik yüzeyleri için kullanılır, büyük bileşenler b = 12,7 mm alabilir.
4. Gösterilen konum kullanım için 90° döndürülebilir.
5. Çatıların genel alanları, demir kapılar gibi kritik olmayan bağlantılar (yüksek mukavemet gerektirmeyen) için kullanılır.
6. En yaygın olarak kullanılan, çeşitli bileşenlerin düzlemsel, silindirik veya diğer kavisli yüzey bağlantıları ve küçük plaka bağlantıları için kullanılabilir. Silindirik parçaların çevresel bağlantıları için, pürüzsüz iç duvarlar için iç düz tekli kilit ve hem yuvarlak hem de kare silindirlere uygulanabilen düz dış yüzeyler için dış düz tekli kilit kullanın.
7. Malzeme kalınlığı t=0.2~0.5mm plaka genel bileşen ısırma için kullanıldığında, b=3~5mm alın; t=0.5~0.75mm olduğunda, b=5~8mm alın; geniş alan ekleme için, b=12~20mm alın; büyük dirsek bağlantıları için, b=7~12mm alın.
8. Tabloda, KA ve KB sırasıyla diyagramdaki A ve B parçalarının ödenek katsayılarını temsil eder.
9. Yukarıdaki ısırma yapıları arasında, bileşik kilit en yüksek bağlantı gücüne ve sızdırmazlık performansına sahiptir, bunu çift kilit takip eder, tek kilit yarım kilitten daha yüksektir ve manşon kilidi ve kart kilidi çift kilitten biraz daha yüksektir.
Isırma operasyonları iki yönteme ayrılır: manuel ısırma ve mekanik ısırma.
Aşağıda manuel ısırma işlemleri için adımlar verilmiştir.
1) Düz dikiş
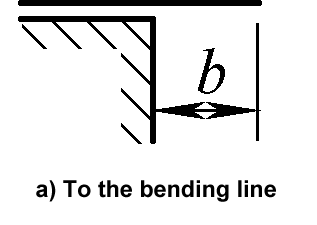

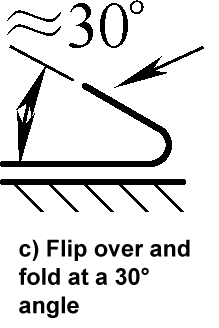
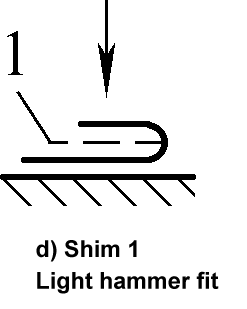
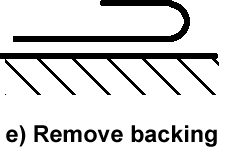
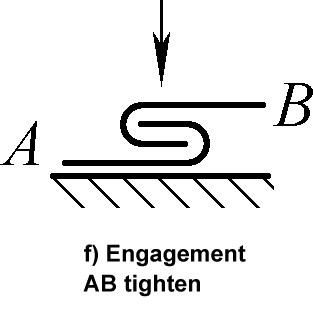
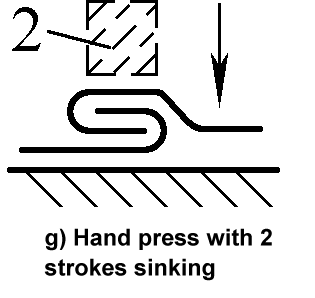
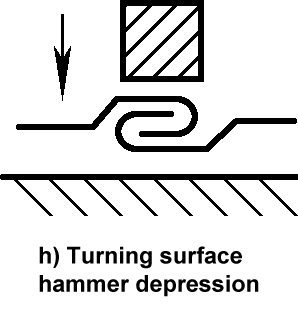
2) Dikişli çift
A parçasının ilk bükümü için işlem adımları a)~d) ile aynıdır
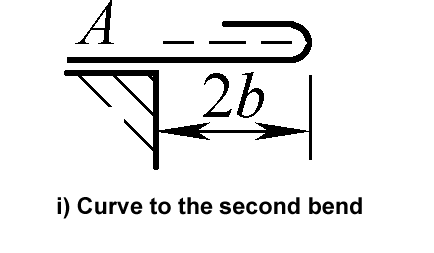
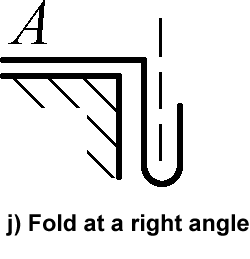
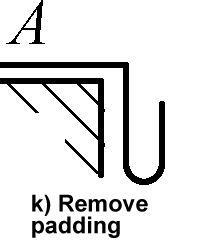
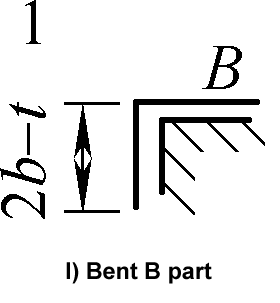
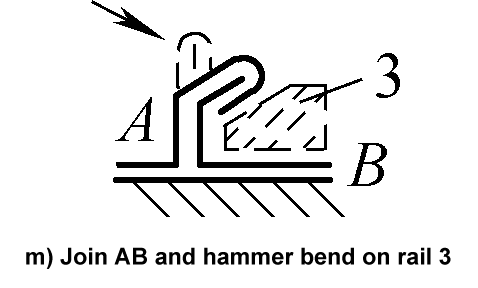
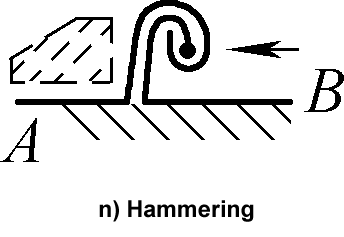
3) Konik kilit
A parçasının ilk bükümü için işlem adımları b)~d) ile aynıdır
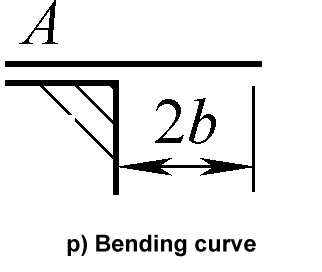
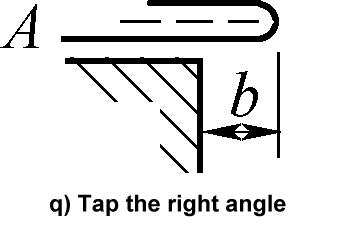
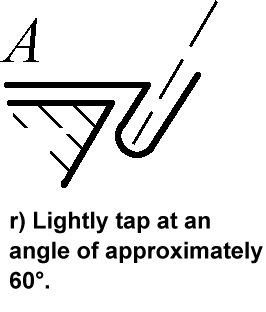
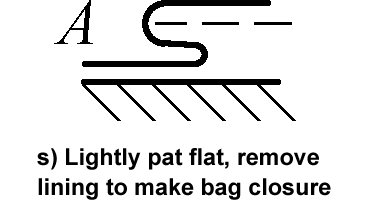
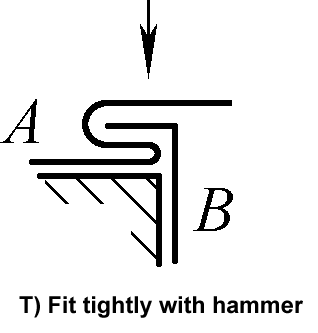
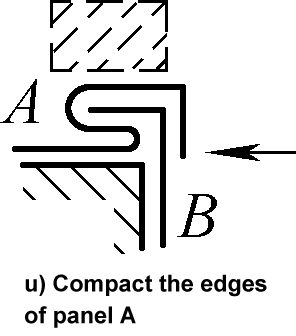
Mekanik dikişin operasyonel adımları temel olarak manuel dikiş ile aynıdır. Toplu dikiş bağlantıları için, dikiş işlemi için özel ekipman yapılabilir. Şekil 44'te konik tokaların bir ekipman kullanılarak işlenmesine yönelik adımlar gösterilmektedir. katlama maki̇nesi̇.
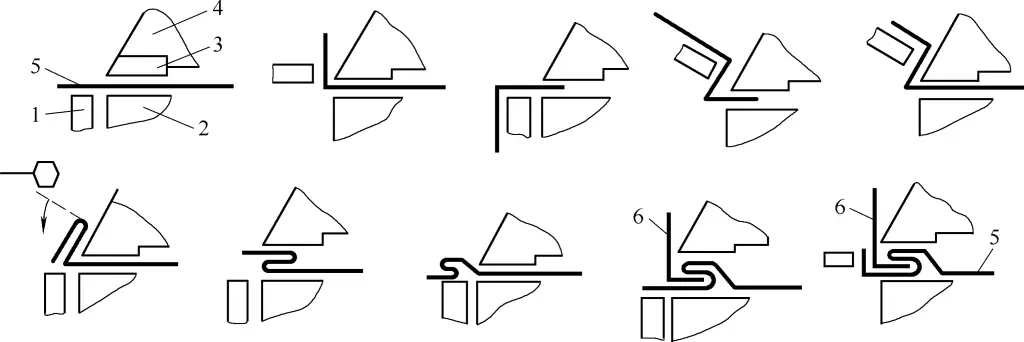
1-Alt kakma şeridi ve kenar katlama
2-Alt çalışma tezgahı
3-Üst kakma şeridi
4-Basın bloğu
5-İş parçası A
6-İş parçası B
Dikiş için boşluk boyutu L aşağıdaki formülle belirlenebilir:
L=L0+Z
Formülde
Manuel dikiş işlemlerinde kullanılan ana aletler çekiçler, bükülmüş burun penseleri, kılavuz çekme tahtaları, köşebent kutuları ve mastar demirleridir. Operasyon sırasında, dikiş parçası boşlukları, dikiş boşluğu boyutunun gereksinimlerine göre yeterli dikiş payı bırakmalıdır, aksi takdirde bitmiş parçalar atık haline gelecektir.
Manuel dikiş karşılıklı kilitleme ile bağlanır, bu nedenle dikiş miktarının belirlenmesi çok önemlidir. Çeşitli dikişler için dikiş miktarı Tablo 14 referans alınarak belirlenmelidir. Buna ek olarak, kilitleme konektörlerinin birinci ve ikinci kenar katlamaları eşleştirilmelidir; aksi takdirde, dikiş gereksinimleri karşılamayacaktır, bu da çalışma sırasında özellikle dikkat edilmesi gereken bir husustur.
Dikiş tokalarının biçimi Tablo 14'te listelenen yapısal modellerle sınırlı olmamalıdır. Özel durumlara göre esnek ve kapsamlı bir şekilde kullanılabilirler. Örneğin, Şekil 45a silindirik bir yüzeyin enine kesitinde düz bir dikiş bağlantısının kullanımını göstermektedir; Şekil 45b uzunlamasına bir köşe dikişi için bir manşon tokası bağlantısının kullanımını göstermektedir; Şekil 45c kanal 1'de S şeklinde bir kayar tokanın ve kanal 2'de bir manşon tokası bağlantısının kullanıldığı bir yapıyı göstermektedir. Bir manşon tokası bağlantısı kullanılırken, tüm bağlantı parçaları düz olmalıdır; aksi takdirde, tüm kanalın kenarları düzensiz olacaktır. Şekil 45d'de bir ahşap levhaya manşon yapmak için iki ince levhanın kullanımı gösterilmektedir; levhalardan biri bir S toka kullanılarak ahşap levhaya çivilenmiş ve diğer levhaya bir kayar toka ile bağlanmıştır.
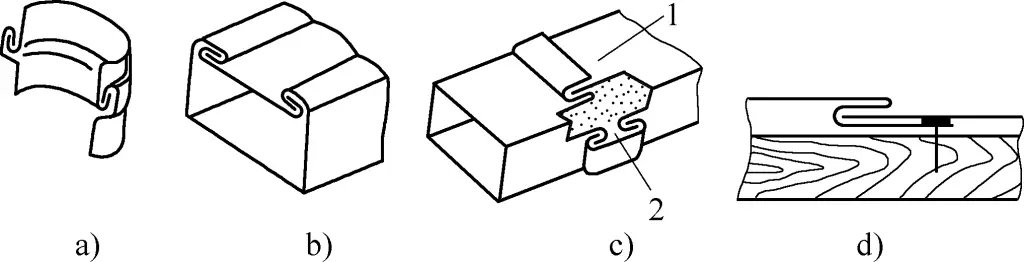
Şekil 46'da bir silindir ve bir flanşı bağlamak için bir zıvana tokası bağlantısı gösterilmektedir, yani bir silindirin veya oval borunun ucunu çift sayıda dikişe bölmek, diğer her parçayı bir zıvana bloğu olarak dik açıyla bükmek (bkz. Şekil 46a) ve sonra uydurma flanşın etrafına sarmak için düz zıvana parçasını çekiçleyerek bağlayın (bkz. Şekil 46b). Sızdırmazlık gerekiyorsa, dikişi sabitlemek için yumuşak lehimleme kullanılabilir.
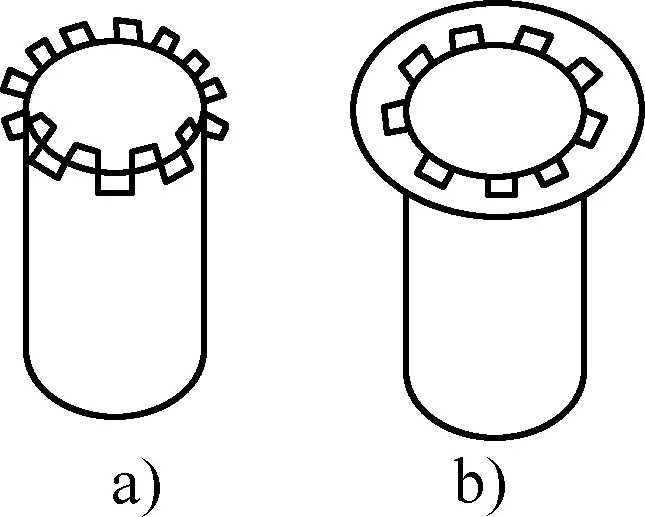
Dişli bağlantı, dişli parçalardan oluşan sökülebilir sabit bir bağlantıdır. Basit yapı, güvenilir bağlantı, kolay montaj ve demontaj ve düşük maliyet avantajlarına sahiptir, ancak sabitleme işlemi yavaştır ve montaj ve demontaj süresi daha uzundur. Sac metal bileşenlerdeki dişli bağlantıların oranı büyük olmasa da vazgeçilmez bir bağlantı yöntemidir.
Bağlantı parçalarının biçimine göre, dişli bağlantılar vidalı bağlantılar ve cıvata bağlantıları olarak ikiye ayrılabilir; bağlantının amacına göre, dişli bağlantılar güçlü bağlantılar ve sıkı bağlantılar olarak ikiye ayrılabilir.
Güçlü bağlantılar sadece bağlantı mukavemetini sağlarken, sıkı bağlantılar hem bağlantı mukavemetini hem de bağlantı parçalarının sızdırmazlık performansını sağlamalıdır. Örneğin, basınç göstergelerinde ve gaz veya sıvı boru hattı bağlantılarında kullanılan dişli bağlantıların aynı zamanda sızdırmazlık işlevi de vardır.
Sıkı tip dişli bağlantılarda, sızdırmazlık sağlamak için genellikle sızdırmaz boru dişleri, konik iç veya dış dişler, silindirik iç ve dış dişli bağlantılar veya sızdırmazlık malzemeleri (sızdırmazlık maddeleri, sızdırmazlık bantları vb.) içeren sıradan dişler kullanılır.
Yüksek mukavemetli yükleri taşıyan dişli bağlantılar için genellikle yüksek mukavemetli cıvata bağlantıları kullanılır (yüksek mukavemetli cıvata bağlantıları, yükü taşımak için bağlantı parçaları arasındaki sürtünme direncine dayanır). Yüksek mukavemetli cıvata malzemeleri alaşımlı çelikten (35VB, 35CrMo) ve yüksek kaliteli karbon yapısal çelikten (45 çelik) yapılır ve kaba diş özellikleri M12 ila M30 arasında değişir.
Tablo 16 dişli bağlantı şekillerini göstermektedir.
Tablo 16 Dişli Bağlantı Şekilleri
Bağlantı Formu | Diyagram | Açıklama | |
Cıvata Bağlantısı | Sıradan | 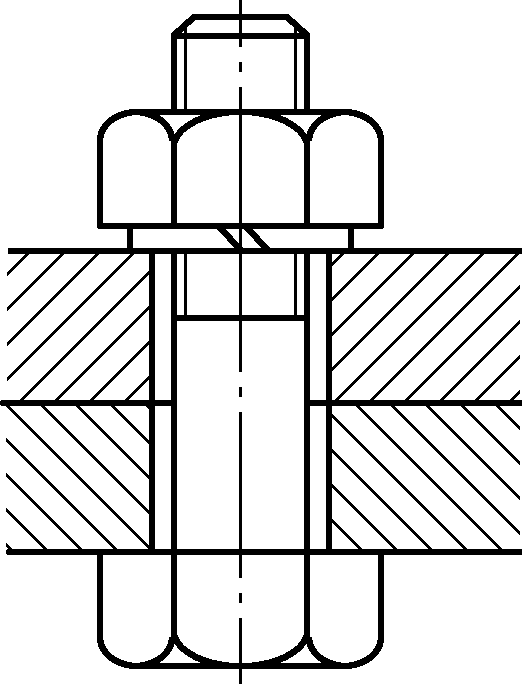 | Cıvata deliği çapı, cıvata çubuğu çapından 1 ~ 1,5 mm daha büyüktür, delik açma gereksinimleri yüksek değildir, yapı basittir, montajı ve sökülmesi kolaydır ve en yaygın kullanılanıdır. |
Fit | Oyulmuş delikli cıvatanın cıvata çubuğu, iyi bir yanal yük taşıma kapasitesi ve konumlandırma kabiliyeti ile dış yükü dengelemek için cıvata çubuğunun kesme gerilimine ve bağlantı yüzeyinin ekstrüzyonuna dayanan bir geçiş oturması kullanarak açık deliğe uyar. | ||
Yüksek Mukavemet | Cıvata deliği çapı, cıvata çubuğu çapından daha büyüktür ve dış yükü dengelemek için sürtünme oluşturmak üzere gerilimi taşımak için cıvatanın sıkılmasına ve basıncı taşımak için bağlantı yüzeyine dayanır. Bu yöntem genellikle çelik yapı bağlantılarında perçinlemenin yerine kullanılır. | ||
Çift Uçlu Cıvata Bağlantısı | 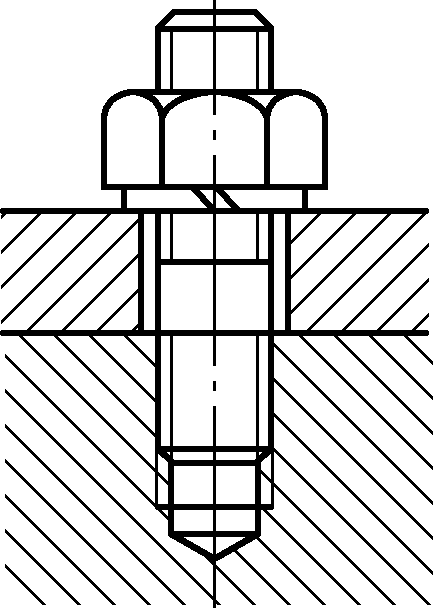 | Çift uçlu saplamanın her iki ucunda da dişler bulunur; bir uç kalın bağlı parçanın dişli deliğine vidalanan daha kısa bir dişe sahiptir ve diğer uç ince bağlı parçanın geçiş deliğinden geçerek iki parçayı bir somunu sıkarak bağlar. Sık montaj ve demontaj gerektiren, bağlı parçalardan birinin delik açmak için çok kalın olduğu veya yapısal sınırlamaların cıvata bağlantılarının kullanılmasını engellediği durumlar için uygundur. | |
Vida Bağlantısı | 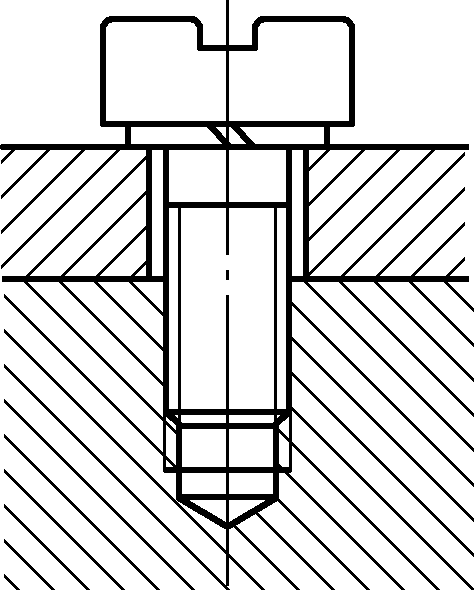 | Vidayı doğrudan bağlı bir parçanın geçiş deliğinden geçirin ve iki parçayı sıkmak ve bağlamak için diğer bağlı parçanın dişli deliğine vidalayın. Sık sık sökülmesinin tavsiye edilmediği, bağlı parçalardan birinin nispeten kalın olduğu ve delik açmanın uygun olmadığı veya yapısal sınırlamaların cıvata bağlantılarının kullanılmasını engellediği durumlar için uygundur. | |
Dişli bağlantıların çalışması esas olarak diş işleme ve cıvata sıkma işlemlerini içerir.
Bağlanan dişin türüne bağlı olarak, dişin işleme yöntemi de değişir. Yaygın iplik işleme yöntemleri arasında tornalama, ekstrüzyon, haddeleme, broşlama vb. yer alır.
İçin sac metal işleme bileşenler, sıradan dişler en sık kullanılanlardır ve en yaygın kullanılan işleme yöntemi delme ve kılavuz çekme yöntemidir, yani diş alt deliğini delmek için bir el matkabı veya delme makinesi kullanmak, ardından dişe manuel olarak kılavuz çekmek veya dişe kılavuz çekmek için bir delme makinesi kullanmak. Matkap çapı d2 Kılavuz çekmeden önce diş dibi deliğini delmek için aşağıdaki gibi belirlenebilir.
Metrik dişler için, hatve t<1mm olduğunda, d2=d-t; t>1mm olduğunda, d2=d-(1.04~1.06)t. Burada d, dişin nominal çapıdır.
İnç dişler için, dişin nominal çapı d=3/16~5/8in olduğunda㊀dökme demir ve bronz dişlerin alt deliği için matkap çapı d2=25(d-1/n); çelik ve pirinç dişler için matkap çapı d2=25(d-1/n)+0.1. Dişin nominal çapı d=3/4~(1+1/2)inç olduğunda, dökme demir ve bronz dişlerin alt deliği için matkap çapı d2=25(d-1/n); çelik ve pirinç dişler için matkap çapı d2=25(d-1/n) +0,2. Burada, d dişin nominal çapı (inç) ve n inç başına diş sayısıdır. (Not ㊀1in=25,4 mm)
Cıvatalar en az iki kez sıkılmalı ve uygun bir sıkma sırası seçilmelidir. Cıvataların sırayla sıkılması, gruptaki her cıvatanın eşit şekilde gerilmesini sağlar.
Cıvataların sıkma sırasının iki gereksinimi vardır: biri cıvatanın kendisinin sıkılma sayısı, diğeri ise cıvatalar arasındaki sıkma sırasıdır. Cıvataların sıkma sırası flanş tipi yapılar (bkz. Şekil 47a) ve plaka tipi, kutu tipi düğümler (bkz. Şekil 47b, c) olarak ikiye ayrılır.
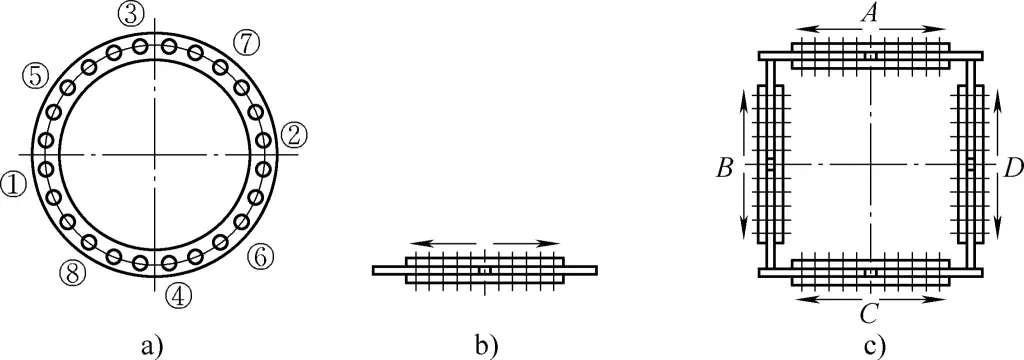
a) Flanş tipi
b) Plaka tipi düğüm
c) Kutu tipi düğüm
Not: ①~⑧ cıvata sıkma sırasını gösterir.
1) Flanş tipi yapı cıvatası sıkma sırası
Basınçlı kaplardaki cıvatalar genellikle halka şeklinde düzenlenir. Flanş bağlantılarında cıvataların sırayla sıkılması, cıvataların eşit şekilde gerilmesini sağlayarak istikrarlı bir sızdırmazlık performansı sağlar. Şekil 48'de basınç testi sırasında kör flanş cıvatası sıkma sırası gösterilmektedir.
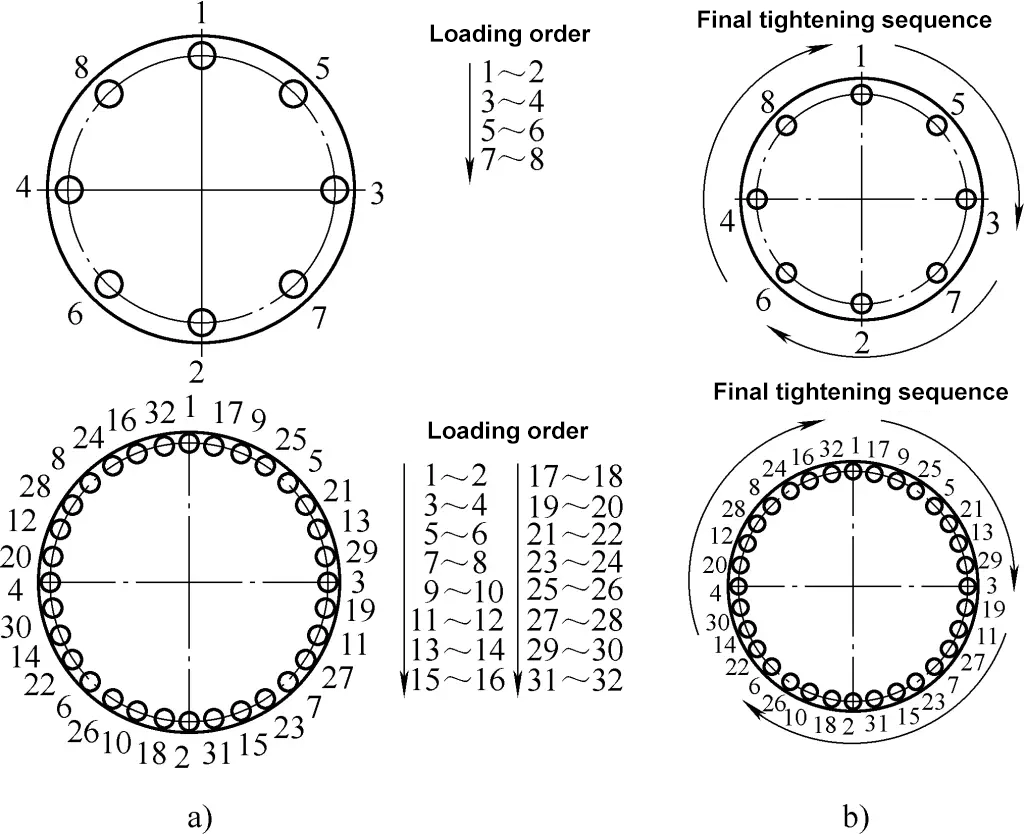
a) Yük sıkma sırasında diyagonal sıkma sırası
b) Son sıkma sırasında sıralı sıkma sırası
Ön sıkma esas olarak sızdırmazlık halkasının ve flanş kör plakasının cıvatalar aracılığıyla bağlantı flanşına doğru şekilde yerleştirilmesini ve sabitlenmesini içerir. Cıvatalar arasındaki bağlantı sadece sıkılır ancak tam olarak sıkılmaz. Ön sıkma, sızdırmazlık kalitesini önemli ölçüde etkilediği için özellikle dikey ve eğimli flanş kör plakalarının yerleştirilmesi için önemlidir. Dışbükey-içbükey flanşlar için, sonraki yük sıkma işlemine geçmeden önce sızdırmazlık contasının doğru şekilde yerleştirildiğinden emin olun.
İncelemeden sonra, yük sıkma işlemine geçmeden önce sızdırmazlık contasının doğru yerleştirildiğini ve her bir cıvatanın eşit şekilde yeni gerilmiş durumda olduğunu onaylayın. Cıvata sıkma sırası Şekil 48a'da gösterildiği gibi diyagonal olmalıdır.
Yük sıkma sayısı cıvata çapı ve diş profili ile ilişkilidir. Sıkma sayısı cıvata çapı ile artar ve trapez veya testere dişi profilli dişler daha fazla sıkma gerektirir.
Son sıkma işlemi sırasında, sıkma sırası Şekil 48b'de gösterildiği gibi ilk noktadan itibaren sırayla gerçekleştirilir. Bu, yük sıkma sırasından belirgin bir şekilde farklıdır. Son sıkma sayısı yük sıkmalarıyla aynı düzeni izler.
2) Plaka tipi, kutu tipi düğüm yüksek mukavemetli cıvata sıkma sırası
Plaka tipi ve kutu tipi düğümlerdeki yüksek mukavemetli cıvataların sıkılması, Şekil 47b, c'de gösterildiği gibi, düğüm plakası ekleminin ortasından dışa doğru bir genişleme veya simetrik olarak gerçekleştirilir.
3) Yüksek mukavemetli cıvata sıkma sırası
İlk ve son sıkma sıraları genellikle cıvata grubunun ortasından uçlara veya dışa doğru ilerler. Buhar kapanları, genleşme derzleri, glob vanalar, basınç düşürücü vanalar, emniyet vanaları, kısma vanaları, çek vanalar ve konik kör flanşlar gibi boru hatları üzerindeki kontrol elemanları, montaj yönünün ortamın akış yönüyle tutarlı olmasını sağlamalıdır.
Genleşme derzi, boru malzemesinin iç duvarına basınç uygulayarak borunun plastik deformasyonuna ve boru levhasının elastik deformasyonuna neden olan ve böylece boru malzemesi ile boru levha deliği arasında sıkı bir bağlantı elde etmek için ucu genişleten bir yöntemdir. Bu yöntem, kazanların ve ısı eşanjörlerinin imalatında yaygın olarak kullanılmaktadır.
Bazı yaygın genleşme derzi formları ve bunların uygulanabilir aralıkları Tablo 17'de gösterilmektedir.
Tablo 17 Çeşitli yaygın genleşme derzi formları ve uygulanabilir aralıklar
Genleşme derzi | Düz delikli genleşme derzi | Flanşlı genleşme derzi | Genişletilmiş genleşme derzi | Yivli genleşme derzi | Uç yüz kaynak halkası dikiş genleşme derzi | |
Düz delikli genleşme derzi | Yivli genleşme derzi | |||||
Diyagram | 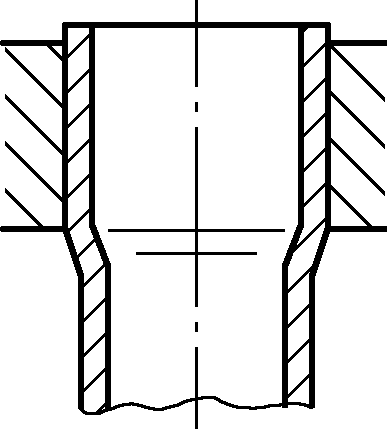 | 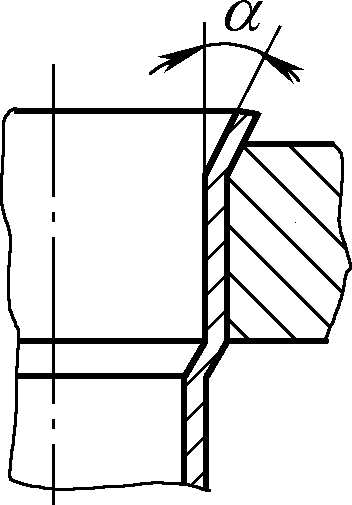 | 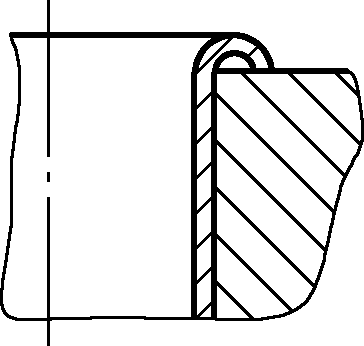 | 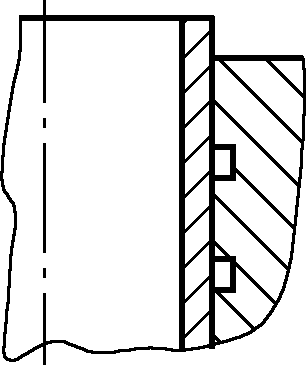 | 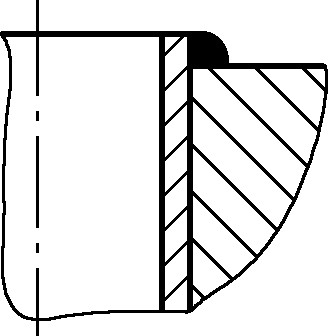 | 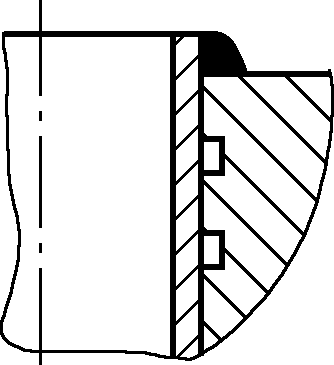 |
Açıklama | Genleşme derzi uzunluğu ≤20mm Çalışma koşulları: 0,6MPa'dan düşük çalışma basıncı; 300°C'den düşük çalışma sıcaklığı | α=12°~15° Çalışma koşulları: 0,1MPa'dan büyük veya eşit ancak 1,6MPa'dan küçük çalışma basıncı (düşük basınçlı kazan) | Çalışma koşulları: flanşlı genleşme derzi ile aynı | Genleşme derzi uzunluğu ≤20mm Çalışma koşulları: çalışma basıncı 3,9MPa'dan az; çalışma sıcaklığı 300°C'den az | Çalışma koşulları: 7MPa'dan düşük çalışma basıncı Sıcaklık daha az 350℃ | Çalışma koşulları: yüksek sıcaklık ve yüksek basınç |
Sac metal işlemede, yaygın olarak kullanılan boru genişletme yöntemi mekanik boru genişletmedir. Kullanılan aletler arasında spiral boru genişleticiler (bakır borular için veya yardımcı alet olarak uygundur), ileri boru genişleticiler (ϕ10~ϕ180mm boru çapları için uygundur, bkz. Şekil 49) ve geri boru genişleticiler (küçük çaplı kalın borular için uygundur) bulunmaktadır.
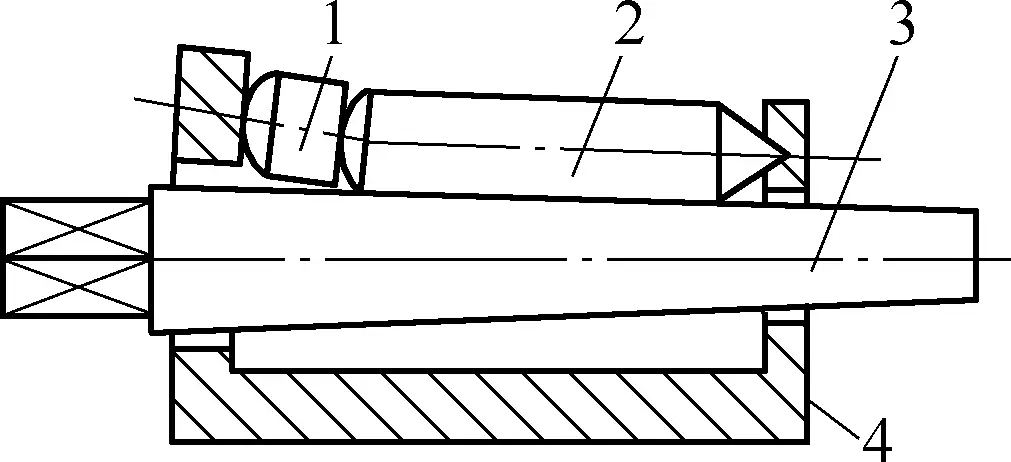
1-Flanşlı silindir
2-Üç genişleme deliği silindiri (genişleticiler)
3-Genişleme çubuğu
4-Genişleme kabuğu
Genel olarak, boru genleşme işlemi aşağıdaki süreci takip eder: boru tavlama (tavlama sıcaklığı: karbon çelik boru 600 ~ 650 ℃, alaşımlı çelik boru 650 ~ 700 ℃) → boru ve plaka deliğini kontrol edin ve dikkatlice temizleyin → ilk genleşme konumlandırma → yeniden genleşme → flanşlama → boru ucu kaynak dikişi → genleşme sıkılığını inceleyin.
Tüp genişletme kalitesini etkileyen birçok faktör nedeniyle, gerçek operasyonda, her bir tüp genişletme işleminin işleme kalitesi, esas olarak aşağıdaki hususlar dahil olmak üzere sıkı bir şekilde kontrol edilmelidir.
Genleşme sıkılığı, boru genleşme işleminin kalitesini doğrudan etkiler, bu nedenle genleşme sıkılığı belirli bir aralıkta kontrol edilmelidir. Yetersiz genleşme ve aşırı genleşme, bağlantının mukavemetini ve sızdırmazlığını etkileyecektir. Gerçek operasyonda, genleşme deliğinin çapı ve boru malzemesinin dış çapı sıkı bir şekilde kontrol edilmelidir.
Genleşme sıkılığının uygun olup olmadığı esas olarak kol gücü hissi, tüp genişleticinin sesi ve tüp malzemesinin deformasyon derecesi ile belirlenir. Ek olarak, plaka deliği etrafındaki oksit tabakası çatlaklarının soyulma olgusu da genleşme sıkılığının gereksinimleri karşılayıp karşılamadığını değerlendirmek için kullanılabilir.
Boru plakası deliği ile boru malzemesi arasındaki makul bir boşluk, genleşme oranını ve kalitesini sağlamak için önemli bir faktördür. Çok büyük bir boşluk, bağlantı gücünü etkileyerek genleşme derecesini azaltacaktır; çok küçük bir boşluk, montaj sırasında borunun yerleştirilmesini zorlaştıracaktır.
Makul bir boşluğun seçilmesi, boru malzemesi genleşme montajından önce önemli bir görevdir ve bu, belirli boyut koşullarına göre gerçek ölçüm yoluyla yapılabilir. Tablo 18, boru plakası deliği ile ısı değişim borusu arasındaki maksimum boşluğu göstermektedir.
Tablo 18 Boru plakası deliği ile ısı değişim borusu arasındaki maksimum boşluk
| Çalışma basıncı/MPa | Maksimum ısı değişim borusu çapı/mm | |||||||
| 32 | 38 | 51 | 60 | 76 | 83 | 102 | 108 | |
| Boru plakası deliği ile ısı değişim borusu arasındaki maksimum boşluk/mm | ||||||||
| ≤3.0 | 1.2 | 1.4 | 1.5 | 1.5 | 2.0 | 2.2 | 2.6 | 3.0 |
| >3.0 | 1.0 | 1.0 | 1.2 | 1.2 | 1.5 | 1.8 | 2.0 | 2.0 |
Boru uçlarının işlenmesi yumuşatma ısıl işlemini ve pas giderme işlemini içerir. Boru uçlarının yumuşatma ısıl işleminin amacı, yumuşamayı sağlamak için ısı değişim borularının uçlarının gerilim giderme tavlamasıyla iyi bir genleşme etkisi elde etmektir. Gerilim giderici tavlama yöntemi, boru uçlarını yeniden kristalleşme sıcaklığının üzerinde ısıtmak ve yavaşça soğutmaktır.
Isıtma sırasında sülfür sızmasını önlemek için tavlama için ısıtma yakıtının sülfür içeriği sıkı bir şekilde kontrol edilmelidir. Isıl işlem görmüş boru uçlarının yüzeyindeki oksit tabakası, genleşmenin kalitesini sağlamak için çıkarılmalıdır.
Karbon çelik borular için tavlama sıcaklığı 600~650°C, alaşımlı çelik borular için 650~700°C'dir. Tavlama uzunluğu, boru plakasının kalınlığı t artı 100 mm olmalı, bekletme süresi 10 ~ 15 dakika olmalı ve kireç veya fırın külünde yavaş soğutulmalıdır.
Boru ucu ısıtması kok kömürü ve diğer ısı kaynaklarını veya kurşun banyosu ısıtmasını kullanabilir. Kurşun banyolu ısıtma, homojen ısıtma, sülfür sızmasını önleme ve uygun ve sıkı sıcaklık kontrolü özelliklerine sahiptir. Kurşun oksidasyonunu ve kurşun buharının zararını önlemek için, kurşun sıvısının yüzeyine 10 mm kalınlığında koruyucu bir fırın külü tabakası kaplanabilir.
Tüp genişletme sırasında tüp genişleticinin yağlanması işleme yardımcı olur ve tüp genişleticiyi korur. Ancak, genleşmenin sızdırmazlık performansını düşürmemek ve genleşme sırasında gözenek oluşmasını önlemek için yağlama yağının tüp plakası ile tüp ucu arasındaki genleşme alanına girmemesine dikkat edilmelidir. Genleşme alanı yanlışlıkla yağlama yağı ile kirlenirse, aseton ile temizlenebilir.
Makul bir tüp genleşme sırası seçmek, genleşmenin kalitesini artırmak için faydalıdır. Genleşme sırasının genel prensibi şudur: ilk olarak, tüp plakasının mesafesini sabitlemek için aralıklı genleşme, ardından tüm tüp malzemelerinin sürekli genleşmesi.
Boru plakalarıyla birleştirilmiş boru kutuları için, uygun olmayan bir genleşme sırası boru plakasında önemli deformasyona (bükülme veya çanak şekline gelme) ve hatta boru plakasının sızdırmazlık yüzeyinin bozulmasına neden olabilir.
Deformasyonun nedeni, ilk genişlemedeki bazı boru malzemelerinin boru plakasının mesafesini sabitlemiş olmasıdır. Diğer tüp malzemeleri sırayla genişletilirse, tüp malzemelerinin eksenel uzaması tüp plakası tarafından engellenecek ve her bir tüp malzemesinin tüp plakasını itmesine ve deforme etmesine neden olacaktır. Boru plakalarıyla birleştirilmiş boru kutuları için doğru boru genleşme sırası Şekil 50'de gösterilmektedir.
Ana işlem noktaları şunlardır: ilk olarak, iki tüp plakası arasındaki mesafeyi ve tüp plakası ile tüp malzemelerinin birbirine dik olmasını sağlayarak, ilk dairede 1 ila 6 olarak işaretlenmiş tüp malzemelerini sırayla genişletin; ikinci olarak, tüp plakasının sertliğini artırmak için, daha önce genişletilmiş tüp malzemelerinden aralıklı olan ikinci ve üçüncü dairelerdeki bazı tüp malzemeleri genişletilebilir, ancak bunların 1 ila 6 tüp malzemeleri gibi simetrik olarak genişletilmesine dikkat edilmelidir.
Son olarak, her bir bağlantıda eşit gerilme sağlamak için, önce boru malzemelerinin tek numaralı sıralarını (Şekil 50'de gösterilen 1., 3., 5. sıralar gibi) genişletin ve ardından çift numaralı sıraları genişletin.