Krom Vanadyum vs Yüksek Karbonlu Çelik: Aradaki Fark Nedir?
El aletleri, otomotiv parçaları veya endüstriyel makineler için doğru çeliği seçmek söz konusu olduğunda, seçim genellikle daralır...

Çeşitli saclar ve profiller, dış kuvvetler, kaynak ve eşit olmayan ısıtma nedeniyle genellikle bir dereceye kadar deforme olur. Deformasyon teknik özellikleri aşarsa, düzeltilmesi gerekir. Düzeltme, deforme olmuş geometriyi belirtilen teknik aralık içine geri getirme işlemidir.
Deformasyonun nedenleri aşağıdaki gibidir:
sırasında haddeleme süreciçelikte deformasyona neden olan artık gerilmeler oluşabilir. Soğuk haddelenmiş ince plakaların gerilmesindeki tutarsızlıklar da deformasyona yol açabilir.
Metal, haddeleme sırasında oluşan artık gerilmeler gaz kesme yoluyla serbest bırakıldığında deformasyona uğrar; çeliğin kaynaklanması sırasında bölgesel ısıtma nedeniyle deformasyon meydana gelir ve bu eşit olmayan ısıtma kaynak gerilimi oluşturur; ayrıca, uygun olmayan nakliye, depolama veya taşıma da bölgesel deformasyona neden olabilir. Özetle, çelikteki deformasyonun nedenleri çok yönlü ve karmaşıktır.
Çeliğin deformasyonu toleransları aşmamalıdır, aksi takdirde parça numaralandırma, kesme ve diğer işleme adımlarını etkileyecek, işleme doğruluğunu azaltacak ve hatta tüm yapının doğru montajını etkileyecektir. Bu nedenle, belirtilen aralıktaki deformasyonunu ortadan kaldırmak veya sınırlamak için düzeltmek gerekir.
Kullanımdan önce çelik için toleranslar Tablo 6-1'de gösterilmiştir.
Tablo 6-1 Kullanmadan önce çelik için toleranslar
| Geometrik doğruluk | Basitleştirilmiş Diyagram | Tolerans Değeri |
| Çelik Plakaların ve Yassı Çeliklerin Yerel Sapması | 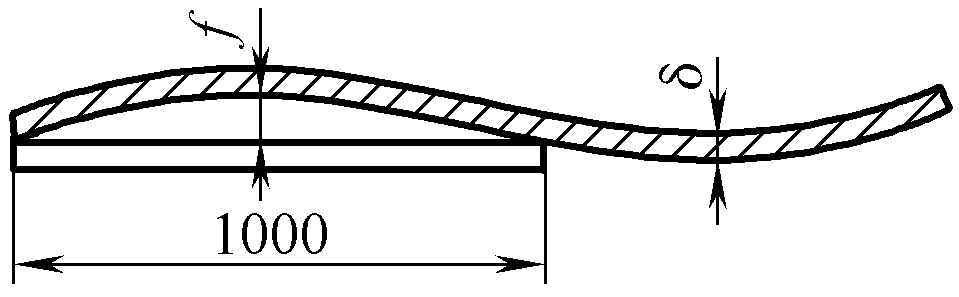 | δ≥14mm olduğunda, f≤1mm; δ<14mm olduğunda, f≤1,5mm |
| Köşebent Çelik, Kanal Çelik, I-kiriş ve Boruların Doğruluğu | 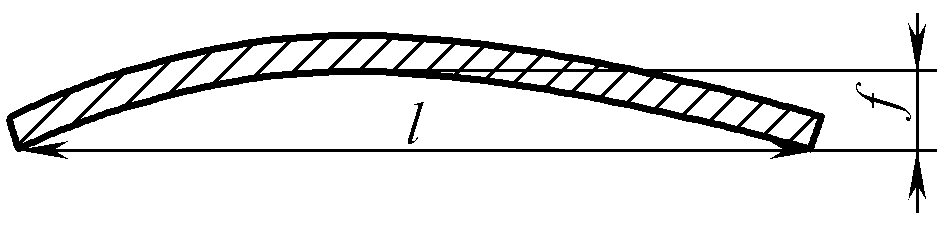 | f≤L/1000 ≤5mm |
| Açılı Çeliğin Her İki Tarafının Dikeyliği | 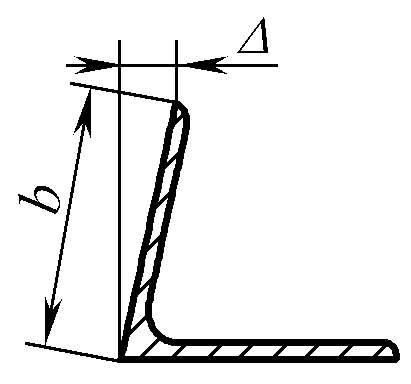 | Δ≤b/100 |
| I-kiriş ve Kanal Çeliği Flanşlarının Eğimi | 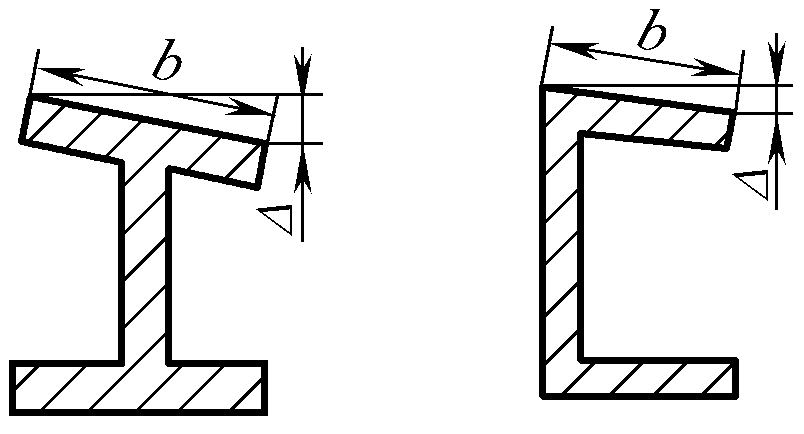 | Δ≤b/80 |
Manuel düzeltme, gerçek üretimde ustalaşılması gereken temel bir beceridir. Özel düzeltme ekipmanı olmadığında, manuel düzeltme küçük boyutlu plakalar, profiller, kesilmiş parçalar ve kaynaklı yapıların yerel deformasyonları için yaygın olarak kullanılır.
Yaygın manuel düzeltme, büyük çekiçler, çekiçler ve metal levhalar gibi çeşitli aletlerin kullanılmasını, daha sıkı metali uzatmak ve genişletmek için iş parçasının belirli kısımlarında çekiçleme, anahtarlama, çekme ve itme gibi yöntemlerin kullanılmasını ve sonuçta düzeltme amacına ulaşmak için her katmanın lif uzunluklarının tutarlı hale getirilmesini içerir.
İnce plakaların yerel şişkinliği, malzemenin ortada gevşek ve kenarlarda sıkı olmasından kaynaklanır. Düzeltme sırasında, çekiçlemeye şişkinliğin kenarından başlayın ve dışa doğru ilerledikçe çekiçleme kuvvetini ve yoğunluğunu artırarak elyaf katmanlarını içten dışa doğru değişen derecelerde gerin ve çekiçleme işlemi sırasında şişkinlik deformasyonunu kademeli olarak ortadan kaldırın.
İnce plakanın ortasında birkaç bitişik şişkinlik varsa, bunları tek bir şişkinlikte birleştirmek için her bir şişkinliğin birleşme noktalarına hafifçe çekiçleyin, ardından düzleştirmek için yukarıda açıklandığı gibi etrafına çekiçleyin. Şekil 6-1'de gösterildiği gibi.
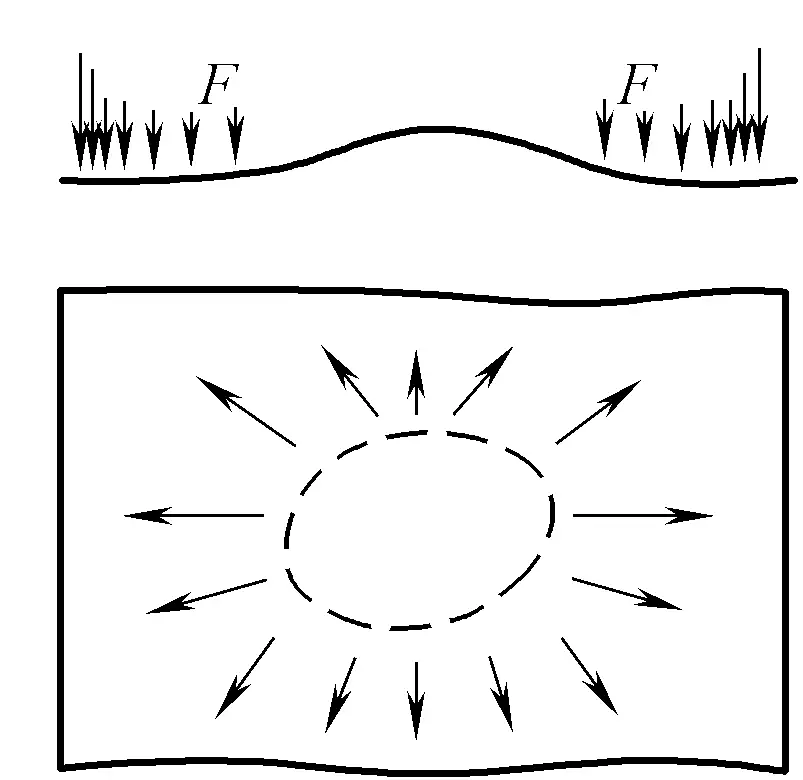
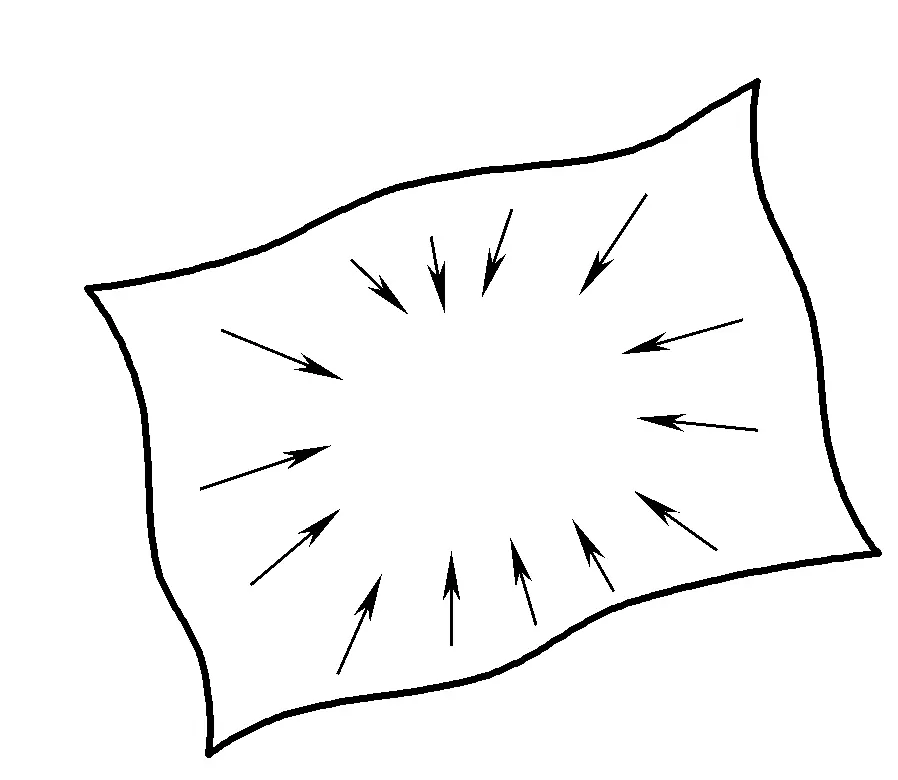
İnce plakanın kenarlarının dalgalı olması, malzemenin kenarlarda gevşek ve ortada sıkı olduğunu gösterir. Düzeltme sırasında, plakanın ortasındaki lif katmanlarının daha fazla gerilmesine neden olmak ve kenarlardaki dalgalı deformasyonun ortadan kaldırılmasını sağlamak için kuvveti ve yoğunluğu kademeli olarak artırarak dıştan içe doğru çekiçleyin. Şekil 6-2'de gösterildiği gibi.
Kalın plakalardaki ana deformasyon eğilme deformasyonudur. Düzeltme için genellikle aşağıdaki iki yöntem kullanılır:
1) Çıkıntıya doğrudan çekiçleme.
Çekiçleme kuvveti, plakanın akma noktasından daha büyük olmalı ve çıkıntının düzleşmesi için zorlanmış sıkıştırma ve plastik deformasyona uğramasına neden olmalıdır.
2) Çıkıntının içbükey kısmını çekiçleyin.
İçbükey alanın çekiçlenmesi daha küçük bir kuvvet kullanarak malzemenin yalnızca içbükey alanda genişlemesine neden olabilir, içbükey alanın nispeten sıkıştırılmasını sağlayabilir ve böylece düzleştirme amacına ulaşabilir.
Yassı çelik, köşebent çelik, yuvarlak çelik ve yuvarlak boruların bükülme deformasyonu, çekiçleme noktası iş parçasının içbükey tarafında olacak şekilde çekiçle gerdirme yoluyla da düzeltilebilir (diyagramdaki ok çekiçleme yönünü ve malzeme uzatma yönünü gösterir). Şekil 6-3'te gösterildiği gibi.
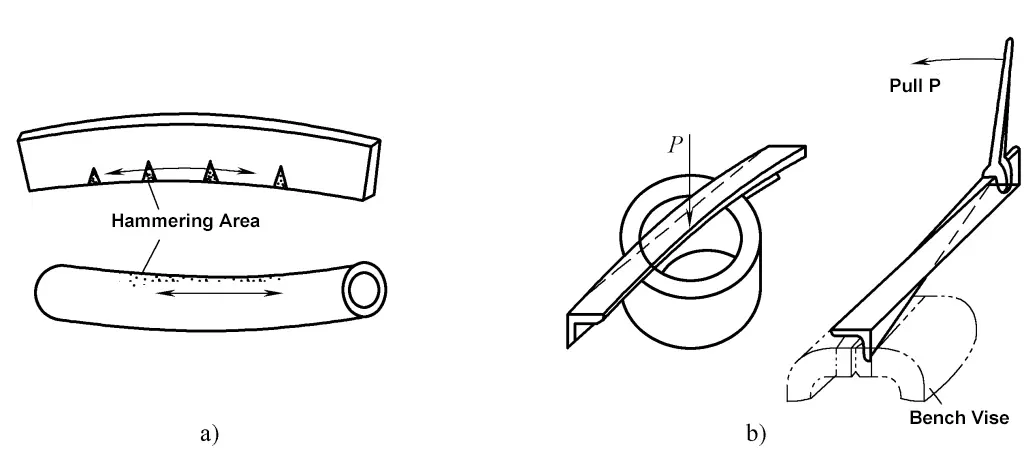
a) Çekiç gerdirme
b) Eğilme, bükülme
Buna ek olarak, profilli çeliğin eğilme ve bükülme deformasyonu, düzeltme amacına ulaşmak için düzeltici dış kuvvet tarafından oluşturulan eğilme momentine dayanarak, çekiç ve anahtar gibi aletler kullanılarak platformlar, yuvarlak bloklar ve tezgah mengeneleri üzerinde de düzeltilebilir.
Alevle doğrultma, orijinal deformasyonu dengelemek ve doğrultma amacına ulaşmak için metalin lokalize ısıtılmasının neden olduğu plastik deformasyonu kullanır. Alevle doğrultma sırasında, deforme olmuş çelik veya bileşenlerin daha uzun lif bölümlerindeki metal, odaklanmış alevle kontrollü bir şekilde ısıtılmalı ve geri dönüşü olmayan sıkıştırıcı plastik deformasyon elde etmek için belirli bir sıcaklığa ulaşmalıdır. Soğutulduktan sonra, deformasyonu düzelten çevre malzemede çekme gerilimi oluşturulur.
Metal, termal genleşme ve büzülme özelliklerine sahiptir ve dış kuvvetler altında hem elastik hem de plastik deformasyon üretebilir. Yerel olarak ısıtıldığında, metalin ısıtılan kısmı genişler, ancak çevredeki metal nispeten daha soğuk olduğundan, genişleme engellenir ve ısıtılan metalin sıkışmasına neden olur. Isıtma sıcaklığı 600~700°C'ye ulaştığında, gerilim akma sınırını aşarak plastik deformasyona neden olur; bu noktada malzemenin kalınlığı hafifçe artarken, uzunluğu serbestçe genişleyebileceğinden daha kısadır.
Genel düşük karbonlu çelik için, sıcaklık 600~650°C'ye ulaştığında, akma sınırı sıfıra yakındır ve metal malzemenin deformasyonu esas olarak plastik deformasyondur. Şimdi, uzun bir şeridin bir tarafındaki asimetrik ısıtma örneğini kullanarak açıklayalım.
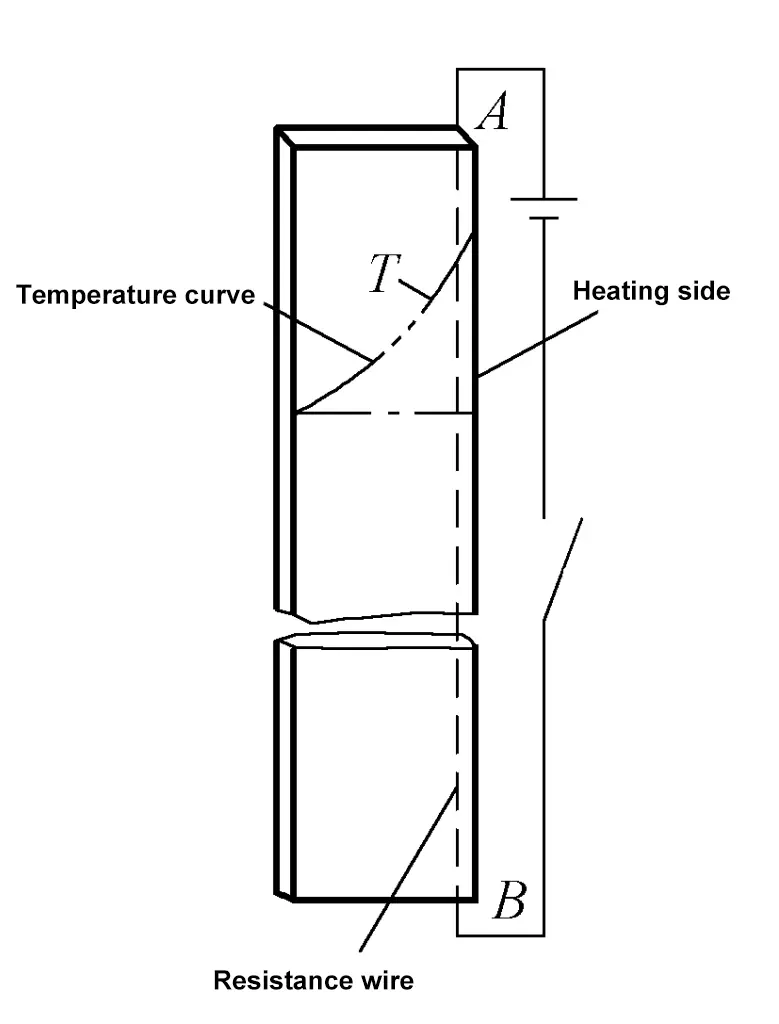
Dar bir şeridin bir AB tarafını hızlı bir şekilde ısıtmak için ısı kaynağı olarak direnç teli kullanılırsa, hızlı ısıtma hızı nedeniyle, Şekil 6-4'te gösterildiği gibi şeritte asimetrik olarak dağılmış düzgün olmayan bir ısı alanı oluşur (burada T sıcaklık dağılım eğrisidir). Gazlı kesici ile tüm çelik plakadan dar şeritlerin kesilmesi veya şeridin bir tarafı boyunca kaynak yapılması bu duruma benzer.
Kolay anlaşılması için, şeridin birbirine bağlı olmayan ancak birbirine sıkıca tutturulmuş birkaç küçük şeritten oluştuğunu, her küçük şeridin kendi farklı sıcaklığında serbestçe genişleyebildiğini ve Şekil 6-5a'da gösterildiği gibi sıcaklık eğrisine karşılık gelen her dar şeridin uçlarında basamak benzeri deformasyonlara neden olduğunu varsayın.
Gerçekte, şerit bir bütün olduğundan, farklı kısımlardaki malzemeler birbirini sınırlar ve şerit Şekil 6-5b'de gösterildiği gibi uzunluk yönü boyunca bükülme deformasyonu sergileyerek ısıtılan tarafa doğru şişkinlik gösterir. Gerilme dengesi koşullarına göre, ısıtma sırasında şeridin iç gerilme dağılımı Şekil 6-5c'de gösterildiği gibidir (her iki taraftaki metal sıkıştırılır, ortadaki metal gerilir).
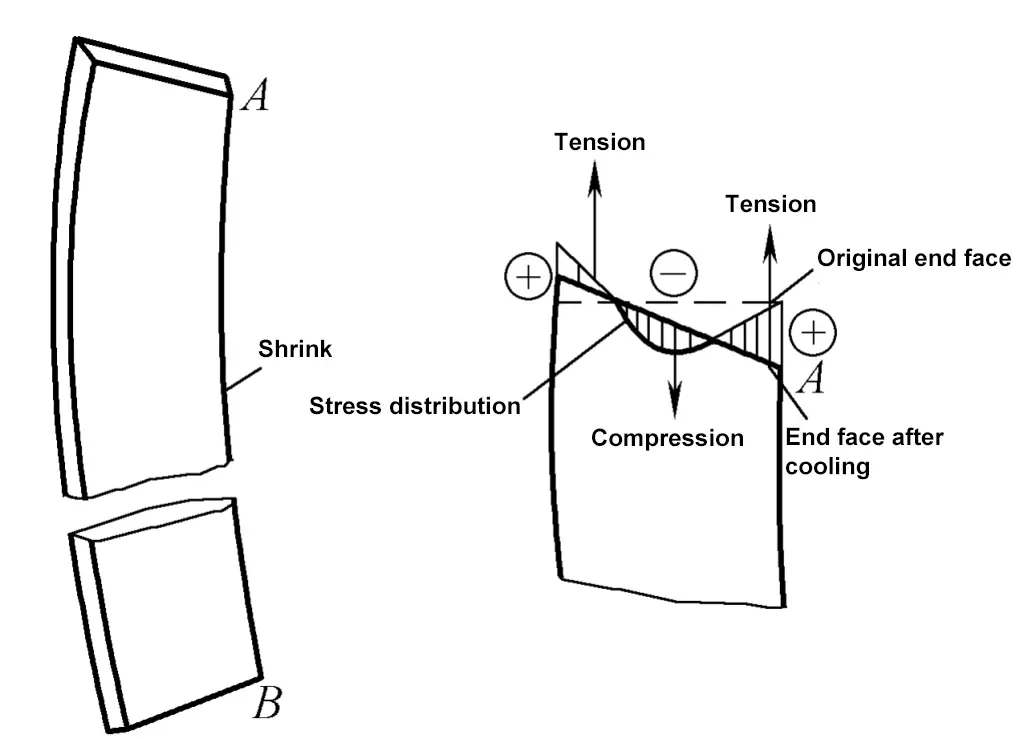
Isıtılan taraftaki sıcaklık yüksek olduğundan, gerilme akma noktasını aşar ve sıkıştırıcı plastik deformasyona neden olur. Soğutulduktan sonra, şerit ilk sıcaklığa geri döner, ısıtma sırasında sıkıştırıcı plastik deformasyona uğrayan parçalar büzülür ve şerit, Şekil 6-6'da gösterildiği gibi bir gerilim dağılımı ile artık deformasyona sahip olur (ısıtılan taraf içbükeydir), bu da ısıtma sırasındaki durumun tersidir, ısıtılan taraf çekme gerilimi oluşturur.
Bu, lokalize alevli ısıtmanın neden olduğu deformasyonun temel kuralıdır ve alevli doğrultmada ustalaşmanın anahtarıdır.
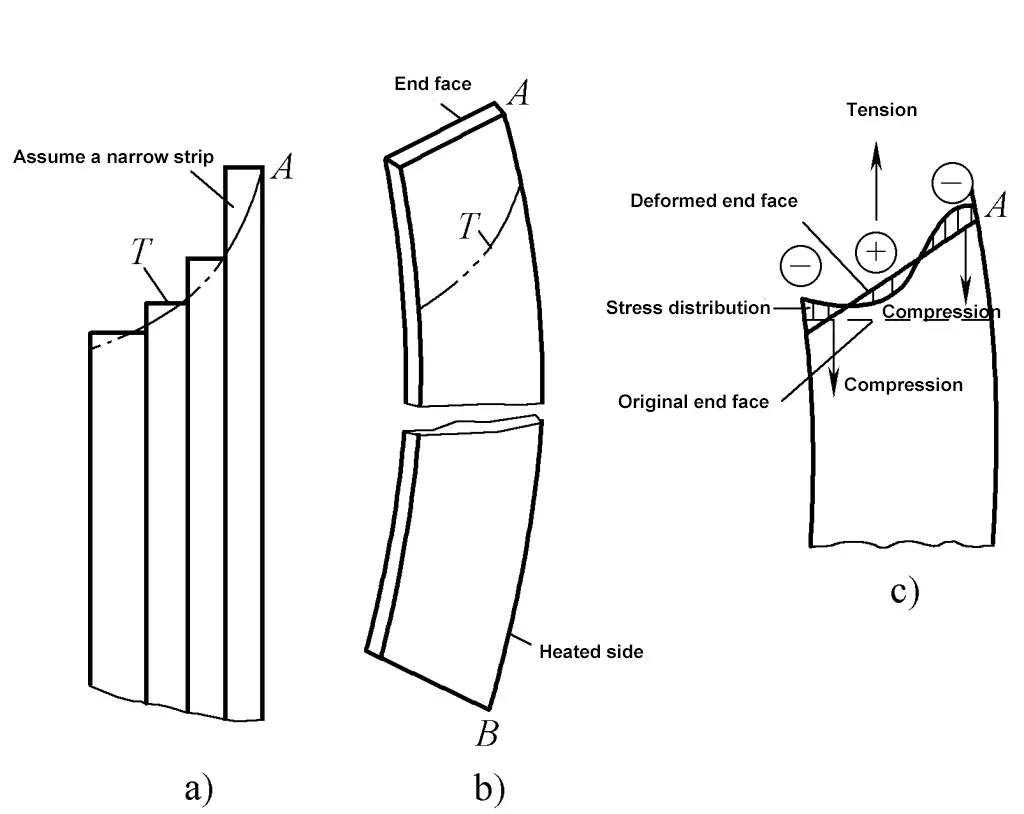
a) Şeridin hayali deformasyonu
b) Uç yüzeyin gerçek deformasyonu
c) Gerilme dağılımı
Şerit veya dairesel formdaki metalin lokal ısıtması yapıldığında, gerilme ve deformasyon modelleri benzer şekilde analiz edilebilir.
1) Alevle doğrultma, belirgin etkileri olan önemli bir doğrultma kuvveti sağlayabilir. Düşük karbonlu çelik için sadece 1 cm ısıtma 2 alanının plastik bir duruma getirilmesi ve ardından soğutulması yaklaşık 24kN doğrultma kuvveti üretebilir. Eğer 0.01m 2 İş parçası üzerindeki malzeme ısıtma alanı doğrultma sırasında plastik bir duruma ulaşırsa, soğuduktan sonra 2400kN doğrultma kuvveti üretecektir.
Bu nedenle, alevle doğrultma sadece çelik malzemeler için değil, aynı zamanda farklı boyut ve formlardaki çeşitli çelik yapıların deformasyonlarını düzeltmek için daha yaygın olarak kullanılmaktadır.
2) Alevle doğrultma ekipmanı basittir, yöntemler esnektir ve çalışma uygundur. Alevle doğrultma sadece çelik plakaları ve profilleri düzeltmek için malzeme hazırlama sürecinde değil, aynı zamanda gemiler, araçlar, ağır çerçeveler, büyük konteynerler ve düzeltme kutuları, kirişler vb. gibi üretim sürecinde metal yapıların çeşitli deformasyonlarının düzeltilmesinde de yaygın olarak kullanılmaktadır.
3) Mekanik düzeltme gibi alevle düzeltme de metal malzemelerin plastik rezervinin bir kısmını tüketir ve özellikle önemli yapılar, kırılgan veya zayıf plastik malzemeler için dikkatle kullanılmalıdır. Isıtma sıcaklığı uygun şekilde kontrol edilmelidir. Sıcaklık 850°C'yi aşarsa, metal taneleri büyür ve mekanik özellikler azalır; ancak çok düşük bir sıcaklık düzeltme etkisini azaltacaktır.
Su vermeye eğilimli malzemeler için, su soğutma ile alevli ısıtma kullanılırken özel dikkat gösterilmelidir.
Isıtma alanının şekline göre üç yöntem vardır: noktasal ısıtma, çizgi ısıtma ve üçgen ısıtma.
Alevi iş parçası üzerinde dairesel bir halka şeklinde hareket ettirerek dairesel bir nokta şeklinde (genellikle ateş halkası olarak bilinir) eşit olarak ısıtmak için kullanın ve gerektiğinde bir veya daha fazla noktayı ısıtın. Birden fazla noktayı ısıtırken, bunlar Şekil 6-7'de gösterildiği gibi plaka üzerinde erik çiçeği şeklinde dağıtılır ve profiller veya tüpler için düz çizgiler halinde düzenlenir.
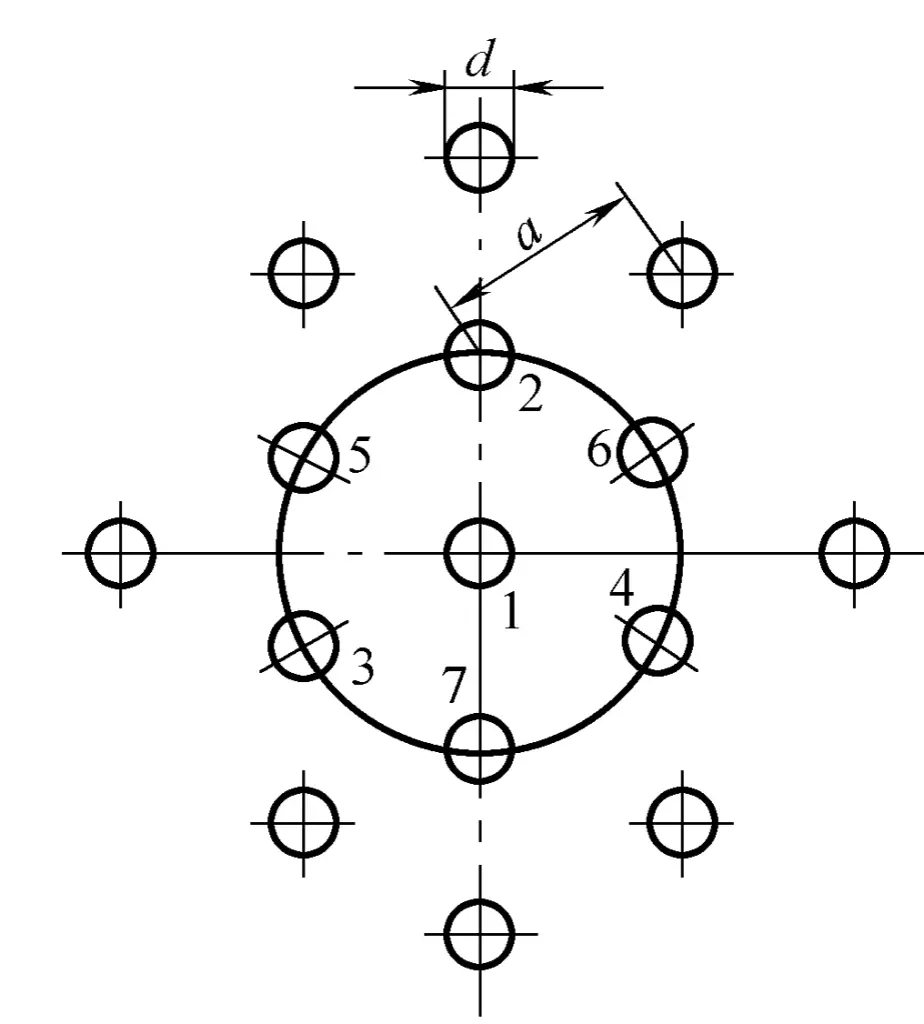
Isıtma noktasının çapı d plakanın kalınlığına göre değişir (kalın plakalar için biraz daha büyük ve ince plakalar için biraz daha küçük), ancak genellikle 15 mm'den az olmamalıdır. Isıtma noktaları arasındaki mesafe deformasyon arttıkça azalır, genellikle 50 ~ 100 mm arasındadır.
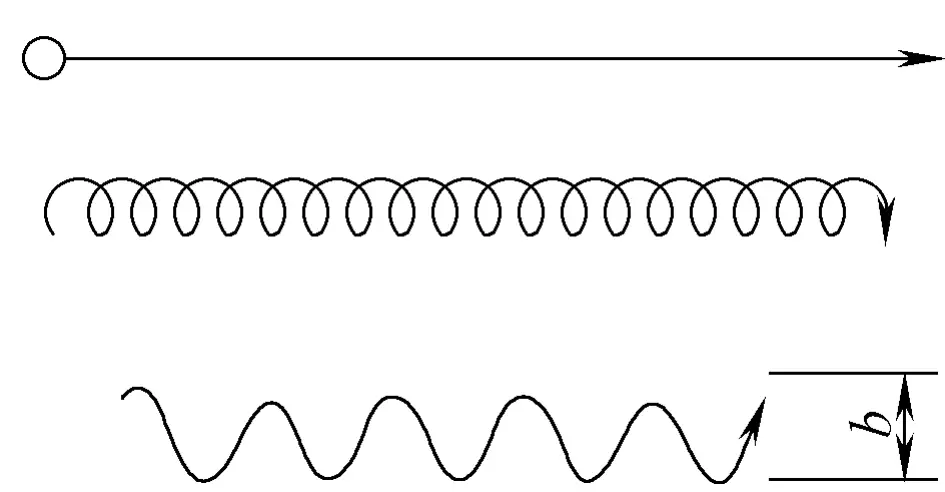
Alev düz bir yönde hareket eder ve aynı anda Şekil 6-8'de gösterildiği gibi belirli bir genişliğe sahip bir şerit ısıtma bölgesi oluşturmak için yanal olarak sallanır. Hat ısıtma sırasında, yanal büzülme uzunlamasına büzülmeden daha fazladır ve büzülme miktarı, genellikle plaka kalınlığının 0,5 ~ 2 katı, genellikle 15 ~ 20 mm olan ısıtma bölgesinin genişliği ile artar.
Isıtma hattının uzunluğu ve aralığı, iş parçasının boyutuna ve deformasyon durumuna bağlıdır. Doğrusal ısıtma genellikle büyük sertlik ve deformasyona sahip yapıları düzeltmek için kullanılır.
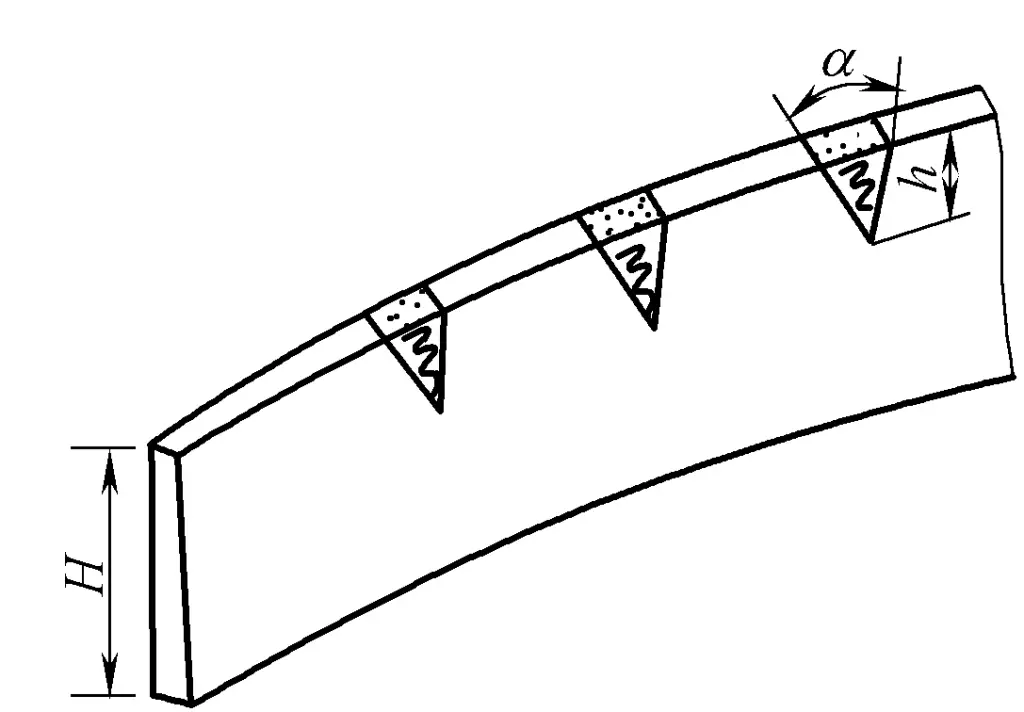
Şekil 6-9'da gösterildiği gibi, üçgenin tabanı düzeltilen çelik plaka veya profilin kenarında ve tepe noktası içe bakacak şekilde ısıtma alanını üçgen yapmak için alevi döndürün. Üçgen ısıtma alanı büyük olduğundan, büzülme miktarı da büyüktür ve üçgenin yüksekliği boyunca ısıtma genişliği eşit değildir, plakanın kenarına ne kadar yakınsa, büzülme o kadar büyük olur.
Üçgen ısıtma yöntemi genellikle büyük kalınlık ve sertliğe sahip bileşenlerdeki deformasyonları düzeltmek için kullanılır. Örneğin, profillerin ve kaynaklı kirişlerin bükülme deformasyonunu düzeltmek veya bir plaka çerçeve yapısındaki çelik plakanın serbest kenarının dalgalı deformasyonunu düzeltmek için kullanılır. Şu anda, üçgenin tepe açısı yaklaşık 30°'dir. Profilleri veya kaynaklı kirişleri düzeltirken, üçgenin yüksekliği ağ yüksekliğinin 1/2 ila 1/3'ü kadar olmalıdır.
Deformasyonun alevli ısıtma ile düzeltilmesi genellikle metal yapı imalatında kullanılır. İş parçasının düzeltme verimliliğini ve kalitesini artırmak için, çalışma sırasında aşağıdaki noktalara dikkat edilmelidir:
1) Alev düzeltmenin kullanılıp kullanılamayacağını belirlemek için yapının malzemesini ve özelliklerini önceden anlayın ve alev düzeltme nedeniyle malzemenin mekanik özelliklerinin ciddi şekilde bozulmasını önlemek için düzeltme işlemi sırasında ısıtma sıcaklığını farklı malzemelere göre doğru şekilde kontrol edin.
2) Yapısal deformasyonun özelliklerini analiz edin, ısıtma yöntemini, ısıtma konumunu ve ısıtma sırasını göz önünde bulundurun ve en iyi ısıtma şemasını seçin.
3) Isıtma için nötr bir alev kullanın. Önemli açısal deformasyondan kaçınmak için sığ bir ısıtma derinliği gerekiyorsa, ısıtma hızını artırmak için oksitleyici bir alev de kullanılabilir.
4) Büyük ve karmaşık levha ve yapısal çeliği düzeltirken, hem levha hem de yapısal çelik deformasyonlarını içeren hem yerel hem de genel deformasyonlar meydana gelebilir. Düzeltme işlemi sırasında bu faktörler birbirini etkileyecektir ve deformasyon modellerine hakim olmak, bunları esnek bir şekilde uygulamak, düzeltme iş yükünü en aza indirmek, verimliliği artırmak ve düzeltme kalitesini sağlamak gerekir.
5) Alev düzeltme sırasında yapıya dış kuvvetler de uygulanabilir. Örneğin, ek bükülme momentleri oluşturmak için büyük yapıların ve eklenen ağır nesnelerin öz ağırlığını kullanmak veya çekme ve presleme için makine kullanmak, yapının deformasyonunu artırabilir.
Özetle, alev düzeltme işlemleri sabit bir model olmaksızın esnek ve çeşitlidir. Operatörler pratik yaparak deformasyon modellerine hakim olmalı, deneyim biriktirmeli ve böylece daha iyi düzeltme sonuçları elde etmelidir.
Çevresi nispeten düz olan ince bir plakanın ortası şişkinleştiğinde, çelik plakanın şişkin tarafını bir platform üzerine yukarı doğru yerleştirin, kenarları kelepçelerle sıkıştırın ve şişkin alanı Şekil 6-10a'da gösterildiği gibi dışarıdan içeriye doğru simetrik olarak ısıtın. Bu şişkinlik, Şekil 6-10b'de gösterildiği gibi şişkinliğin kenarlarından merkeze doğru hareket eden doğrusal ısıtma ile de düzeltilebilir.
Çelik plakanın kenarları gevşek olduğunda ve dalgalı bir deformasyon oluşturduğunda, önce çelik plakanın üç tarafını platform üzerinde kelepçelerle sıkıştırın, deformasyonu plakanın bir tarafına yoğunlaştırın ve Şekil 6-10c'de gösterildiği gibi çıkıntının her iki tarafından merkeze doğru doğrusal olarak ısıtın. Isıtma hatlarının genişliği, uzunluğu ve aralığı deformasyona bağlıdır.
a) Orta şişkinliğin noktasal ısınması
b) Merkezi bir şişkinlik ile çizgi şeklinde ısıtma
c) Kenar dalgalı deforme olduğunda ısıtma
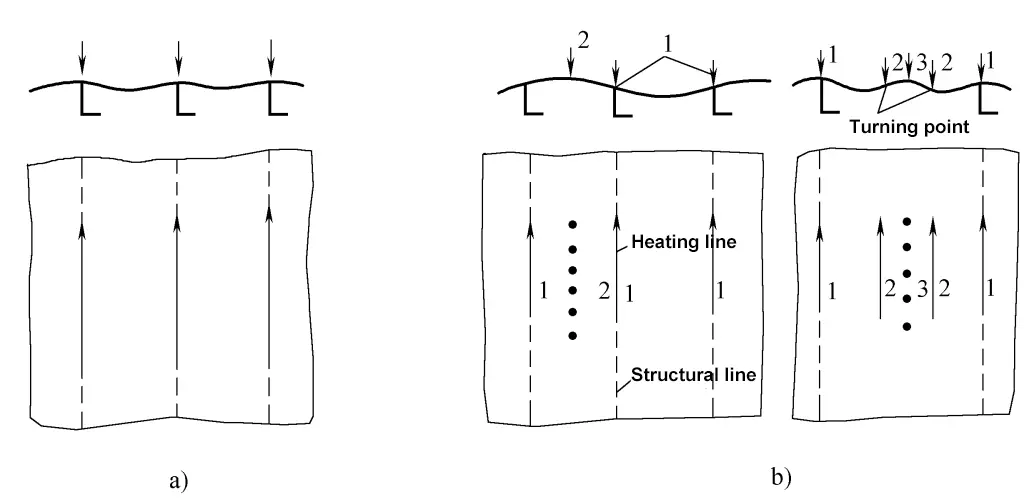
İnce plakaların alın birleştirilmesinden sonra, kaynakta genellikle uzunlamasına dalgalı deformasyon ve açısal deformasyon meydana gelir. Bu sırada, boylamasına dalgalı deformasyonu düzeltmek için kaynağın kuvvet yönü boyunca her iki tarafa çizgi şeklinde ısıtma uygulanmalı ve ardından Şekil 6-11'de gösterildiği gibi açısal deformasyonu düzeltmek için kaynağın her iki tarafına kaynak yönüne dik kısa çizgi şeklinde ısıtma uygulanmalıdır.
Kalın plakalarda daha yaygın olan deformasyon eğilme deformasyonudur. Düzeltme için, dışbükey tarafı yukarı bakacak şekilde bir platforma yerleştirin, en yüksek noktada çizgi şeklinde ısıtma yapın ve ısıtma derinliğini plaka kalınlığının yaklaşık 1/3'ü kadar kontrol edin. Amaç, çelik levhanın kalınlık yönünde eşit olmayan büzülmenin neden olduğu açısal deformasyon yoluyla eğilme deformasyonunu dengelemektir. Eğilme deformasyonu ortadan kalkarsa, çelik plaka düzlüğe döner.
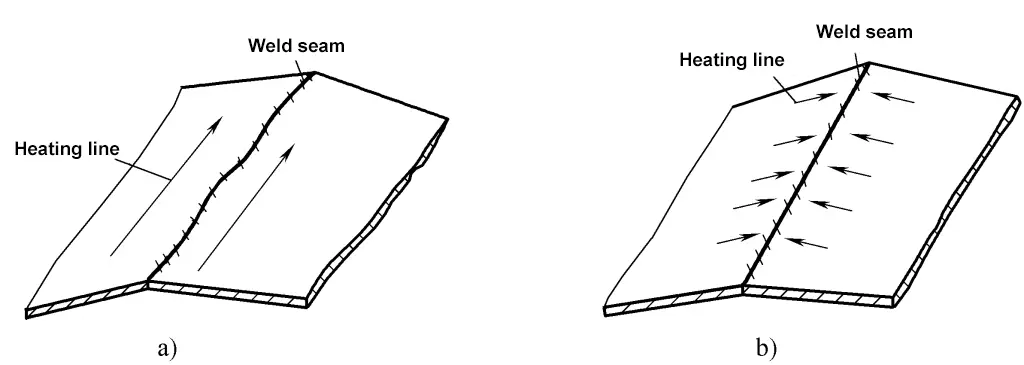
a) Boylamasına dalgalı deformasyonun düzeltilmesi
b) Açısal deformasyonun düzeltilmesi
Profillerde ve kaynaklı kirişlerde en yaygın deformasyonlar eğilme deformasyonlarıdır, ancak bazen burulma deformasyonları ve flanşların açısal deformasyonları da olabilir. Ağ düzlemi içinde farklı yönlerde bükülme olan T-kirişler, ağ üzerinde üçgen ısıtma veya flanşlarda şerit ısıtma ile düzeltilir.
Flanş düzlemi içindeki eğilme (yanal eğilme) flanşın çıkıntılı tarafındaki üçgen ısıtma ile düzeltilir. Isıtma alanının boyutu ve aralığı Şekil 6-12'de gösterildiği gibi eğilme sapmasına f bağlıdır. Flanşta açısal deformasyon varsa, flanştaki kaynağın arkası boyunca çizgi şeklinde ısıtma uygulanmalıdır. Küçük deformasyonlar için tek bir çizgi ve büyük deformasyonlar için çift çizgi kullanın.
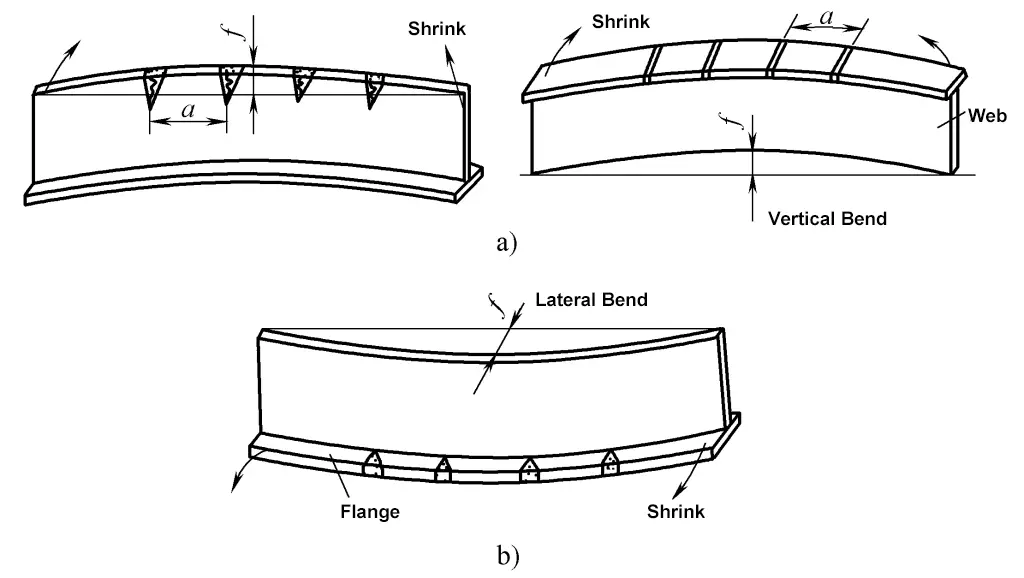
a) Ağ düzlemi içinde bükülme
b) Flanş düzlemi içinde bükülme
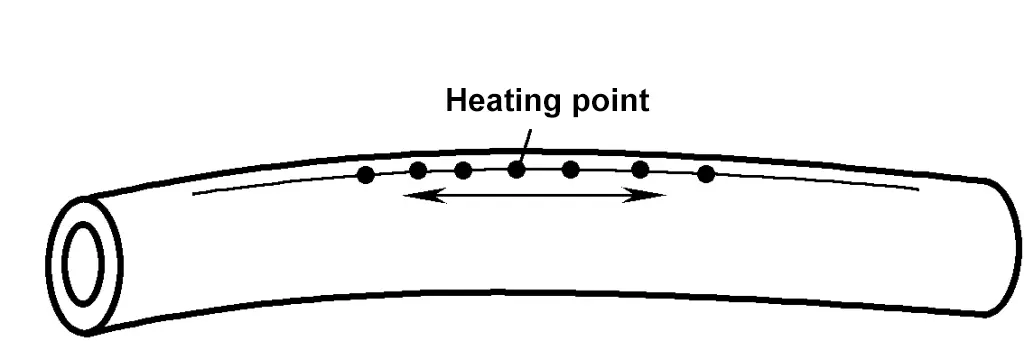
Büyük çaplı boruların ve şaft benzeri parçaların bükülme deformasyonu, Şekil 6-13'te gösterildiği gibi çıkıntılı tarafta nokta ısıtma ile düzeltilebilir.
Plaka ve profillerden oluşan büyük çerçeve yapılar, montaj ve kaynak sonrasında çeşitli şekillerde deforme olma eğilimindedir.
Plaka ve profillerden yapılan köşe kaynaklarının neden olduğu açısal deformasyon genellikle kaynağın arkasındaki hat ısıtması ile düzeltilebilir. Plaka kalın olduğunda veya deformasyon şiddetli olduğunda, ısıtma sırasında aletlerle dış kuvvet uygulanabilir.
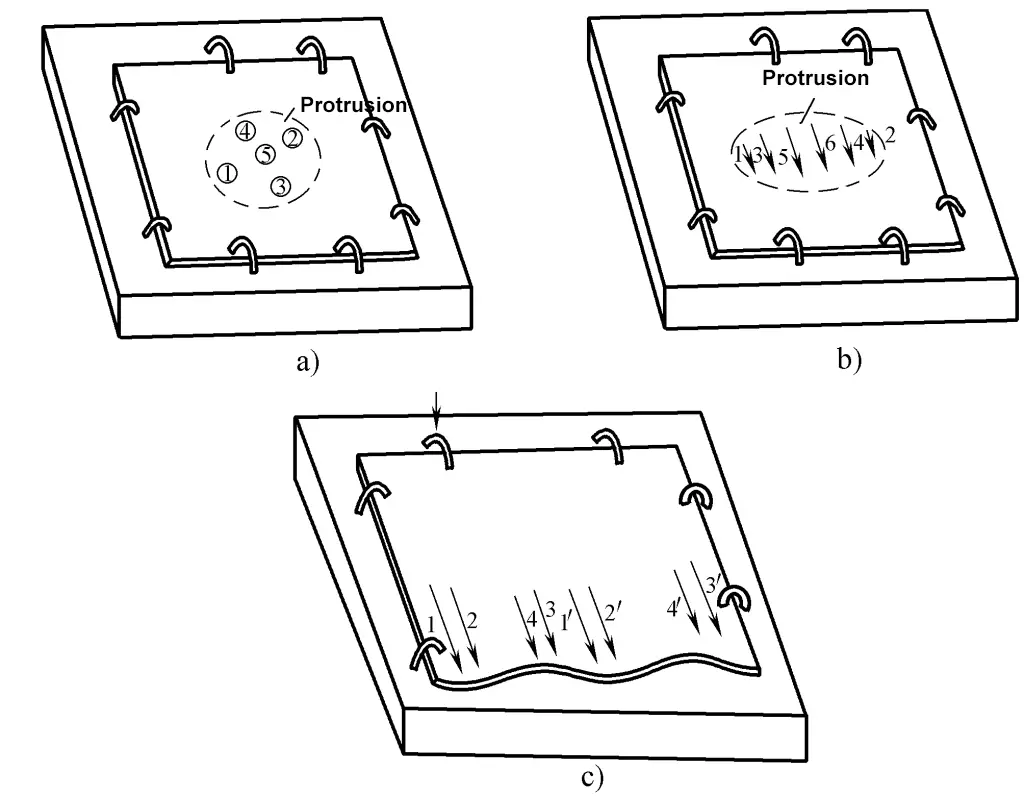
Izgaradaki profiller arasında içbükey ve dışbükey dalga deformasyonları meydana geldiğinde, önce köşe kaynağının arkasında hat ısıtması yapın ve dışbükey ve içbükey noktaların birleşiminde uzun hat, kısa hat veya çapraz ısıtma ile düzeltin. Bu sırada deformasyon tamamen ortadan kalkmazsa, çıkıntının ortasını ısıtın. Çerçeve deformasyonunun düzeltilmesi Şekil 6-14'te gösterilmektedir, şekildeki numaralar ısıtma sırasını göstermektedir.
a) Basit açısal deformasyon
b) İçbükey-dışbükey dalga deformasyonu
Bitişik panel ızgaralarında sürekli dalga deformasyonu olduğunda, düzeltme aralıklar atlanarak yapılabilir. Bu durumda, orta panel ızgarasının deformasyonu her iki taraftan da etkilenir ve bu da düzeltme işinin miktarını azaltabilir.
Karmaşık çerçeve yapısı deformasyonlarının düzeltilmesi zordur ve zengin pratik deneyim ve yetenekli teknikler gerektirir. Genel olarak, önce çerçevenin deformasyonu düzeltilmeli, ardından çelik plakanın deformasyonu düzeltilmelidir. Güçlü ve zayıf çerçeveler bitişik olduğunda, önce güçlü çerçeve düzeltilmeli, ardından zayıf çerçeve düzeltilmelidir.
Çerçeveler nispeten zayıfsa, panel ve çerçevenin düzeltilmesi dönüşümlü olarak yapılabilir. Plaka kalınlığı değiştiğinde, önce kalın plaka düzeltilmeli, ardından ince plaka düzeltilmelidir. Deformasyonun belirli bir kısmını düzeltirken, bitişik parçalar ve genel yapı üzerindeki etkiyi göz önünde bulundurun ve bir sonraki işlemin montaj gereksinimlerine dikkat edin.
Çerçevenin serbest kenarları ve plaka üzerindeki her bir deliğin çevresi şiddetli dalgalı kıvrımlara eğilimlidir. Bu durumda, önce deliğin etrafındaki çerçeve düzeltilmeli, ardından Şekil 6-15'te gösterildiği gibi çerçeve veya delik kenarı boyunca dalga deformasyonunu düzeltmek için üçgen ısıtma yöntemi kullanılmalıdır.
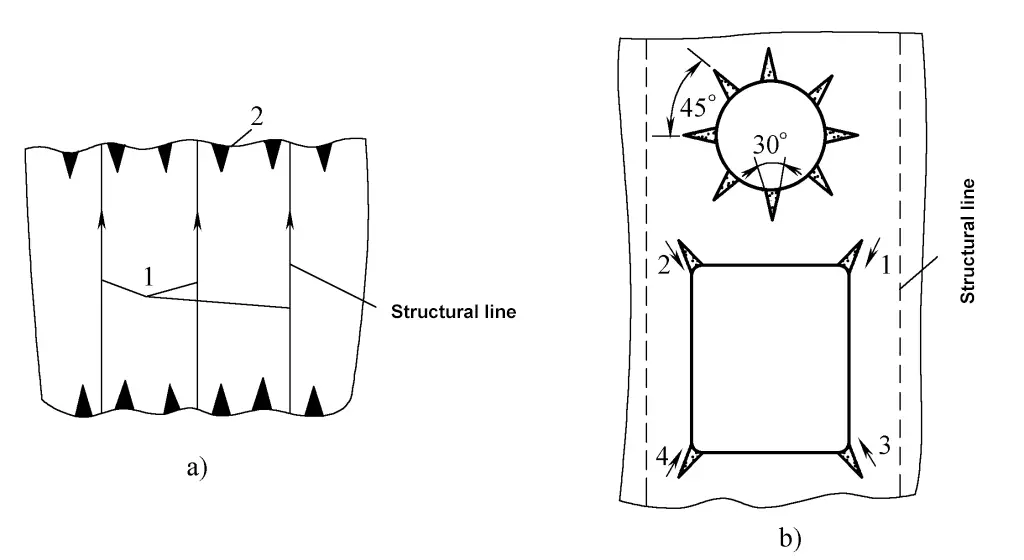
a) Çerçevenin serbest kenarının düzeltilmesi
b) Delik etrafında düzeltme
Büyük metal yapılar (gövde bölümleri, montaj sehpaları gibi) genellikle kaynaktan sonra Şekil 6-16'da kesikli çizgilerle gösterildiği gibi genel eğrilme deformasyonları sergiler ve bölümlerin genişliği de değişir. Bu sırada, bölümler traversler üzerine yerleştirilebilir (traversler bölümün kenarlarına yakın konumlandırılır, ortası askıda bırakılır) ve bölümün ortasına ağır nesneler yerleştirilir, ardından Şekil 6-16'da gösterilen konumlarda hat ısıtması uygulanır.
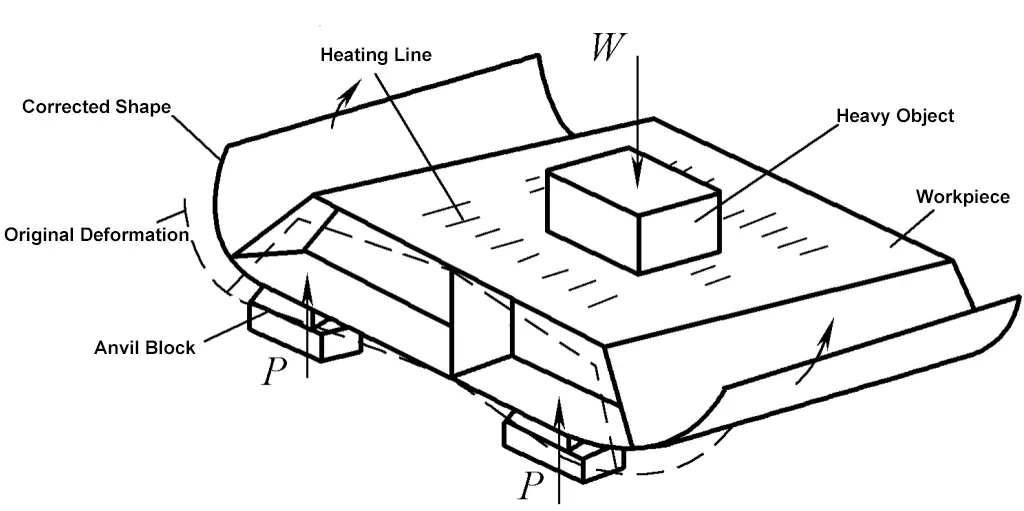
Kesitin kendi ağırlığı ve ağır nesnelerin neden olduğu ek bükülme, alev düzeltmesinin etkisini büyük ölçüde artırabilir. Kesit ters eğilme deformasyonuna sahip olduğunda, 180° çevrilir ve düzeltme için traversler üzerine baş aşağı yerleştirilir.
Düzeltme iş parçası diyagramı Şekil 6-17'de gösterilmektedir.
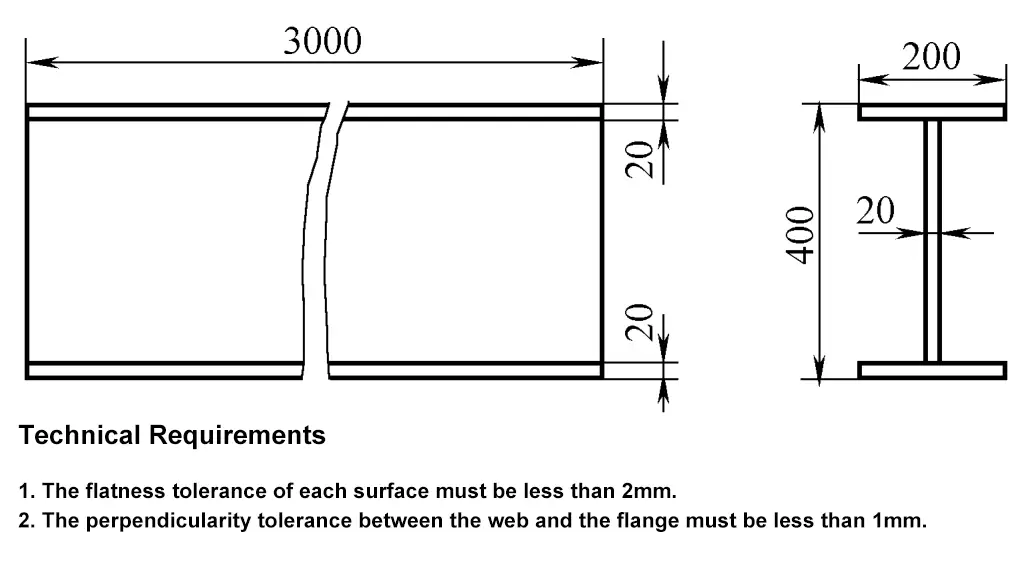
1) Isıtma aletlerini, ekipman torcunu (H01-20), oksijen tüpünü, asetilen tüpünü, basınç düşürücüyü vb. hazırlayın.
2) 2000mm×3000mm boyutlarında bir platform hazırlayın.
3) Gergi cıvataları, sıkıştırma cıvataları, baskı plakaları, ayarlanabilir anahtarlar, balyozlar, vb. gibi aletleri hazırlayın.
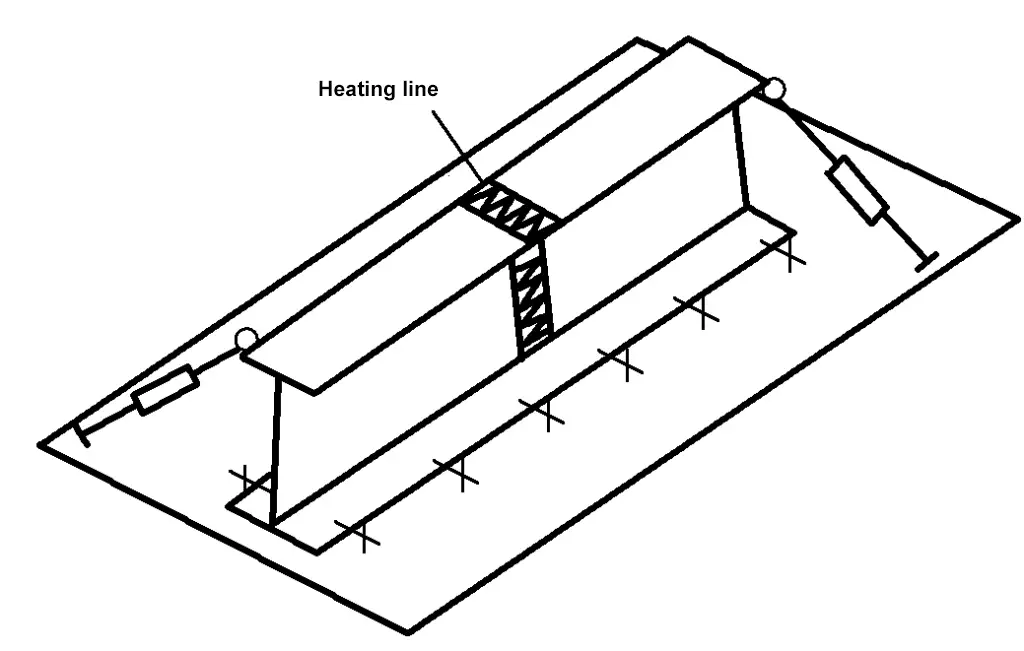
I-kiriş yüksek sertliğe sahiptir, biraz daha yüksek bir ısıtma sıcaklığı (750 ~ 800 ℃) gerektirmesinin yanı sıra, düzeltme için harici kuvvet yardımı da gerekir. İlk olarak, I-kirişini platforma sabitleyin ve gergi cıvataları ile her iki ucundan çapraz olarak sıkın, ardından kirişin ortasındaki üst flanşı ısıtın. Bükülme şiddetliyse, orta ağa da ısı uygulanabilir.
Isıtmadan sonra, bükümü düzeltmek üzere dış kuvvet uygulamak için cıvata çubuklarını sıkın. Bükümü tamamen düzeltmek için bir ısıtma yeterli değilse, düzeltme işlemini tekrarlayın, ancak ısıtma konumlarını öncekilerle çakıştırmamaya çalışın. Bükümün genel bir deformasyon olduğu düşünüldüğünde, ısıtma konumları her zaman simetrik olarak dağıtılmalıdır. Şekil 6-18'de gösterildiği gibi.
I-kirişin eğilme deformasyonu dikey kemer (ağ düzlemi içinde eğilme) ve yanal eğilme (flanş düzlemi içinde eğilme) olarak ikiye ayrılır. I-kirişin hem dikey kemerinin hem de yanal bükülmesinin düzeltilmesi üçgen ısıtma yöntemi kullanılarak yapılabilir. Isıtma konumları, iş parçasının bükülmüş kısmının dış tarafında olmalı ve eşit olarak dağıtılmalıdır. Dikey kemeri düzeltmek için, esas olarak Şekil 6-19a'da gösterildiği gibi ağı ısıtın. Yanal bükülmeyi düzeltmek için, Şekil 6-19b'de gösterildiği gibi sadece flanşı ısıtın.
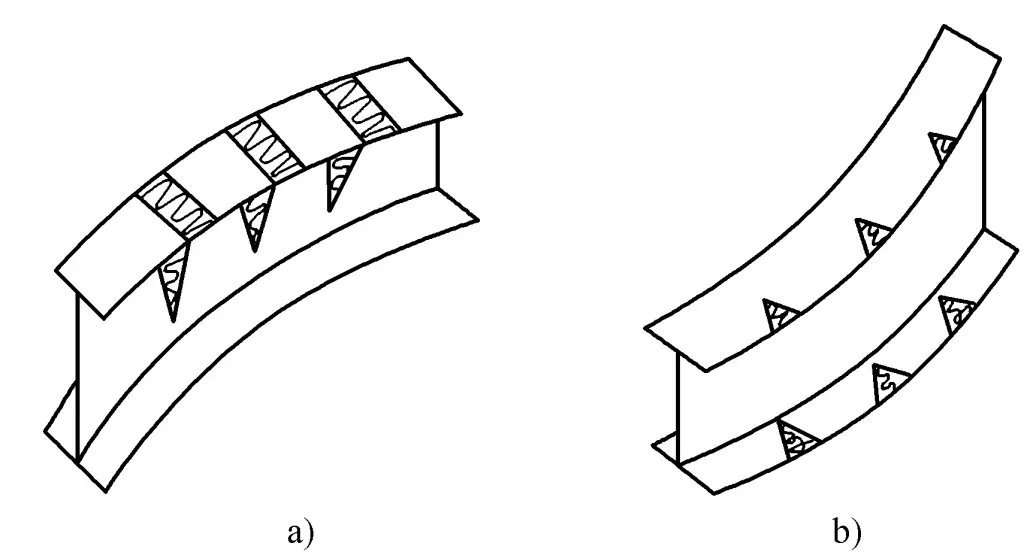
a) Dikey kavisin düzeltilmesi
b) Yanal bükülmenin düzeltilmesi
Düzeltilmiş kaynaklı I-kirişlerin kalitesi "Kullanmadan Önce Çelik için İzin Verilen Sapmalar Tablosu "ndaki spesifikasyonları karşılamalıdır.